
金属プレス加工サービス正確に機械加工されたハードウェアの大規模生産を目的とした基本的な製造技術の 1 つを構成します。金属プレスサービス方式は、大規模調達におけるいくつかの大きな課題を解決できます。初期金型投資と単体加工コストの大きな違いこれは数十万元の範囲に及ぶ可能性があり、深絞り部品の内部応力変形の問題も発生します。
連続スタンピングとコンベアスタンピングの選択の問題に対処するために、LS Manufacturing の金型設計の専門家は、次のようなパラメータに関して 2 つの徹底的な技術比較研究を実施します。限界公差管理、深絞り比、ストリップロス率これにより、直接実装可能な DFM (Design for Metal) 意思決定の定量化可能な指標が R&D および調達チームに提供され、プロジェクトの品質と全体的なコストのバランスを管理できるようになります。この記事を完了すると、高度な機能を利用できるようになります。スタンピングDFM評価お客様の要件に合わせたハードウェア プロジェクトにおいて、品質とコストの間の最適な妥協点を特定するための技術。
順送金型スタンピングとトランスファー金型スタンピング: 主要な選択基準の概要
| 比較寸法 | 順送金型スタンピング | トランスファー金型スタンピング |
| 適用可能な LDR 範囲 | ≤0.6 | >0.6 |
| 素材の活用 | 65%-85% | 85%-95% |
| 典型的なプロダクション SPM | 100-300 | 20-80 |
| 前払い金型コストの割合 | 100% (ベースライン) | 50%-70% |
| 一般的な穴の公差 | ±0.02mm | ±0.03mm |
重要なポイント:
- 描画比率の決定:通常、部品の絞り深さと直径の比 (LDR) が 0.6 を超え、エッジフリー ノッチ応力が要件の 1 つである場合、トランスファー金型の選定は必須ストリップの制約を解除できるためです。
- 材料の利用:互いに独立したステップレイアウトで動作する二次金型は、次のような方法で高価な合金の調達コストを削減できます。20%以上。また、順送金型ではストリップの重なりにより約 15% ~ 35% のエンジニアリング廃棄物が発生します。
- 損益分岐点:従来の精密小型金物の年間生産個数が80,000個を超える場合にのみ、コストの観点から順送金型の使用が正当化されます。優れたコストパフォーマンスを実現します自動化された生産能力によるものです。
LS Manufacturing の精密金属プレス部品の専門知識を信頼できる理由?
LS Manufacturing は、10 年以上にわたる精密スタンピング金型の研究開発と量産の経験により、次の規格に準拠した製品ラインの工業化に向けた設備を備えています。IATF 16949:2016標準。技術サポートも提供します製造設計 (DFM) の最適化からバッチ納品までの各段階で。 3 か月にわたるチタン合金のスタンピング摩耗テストの結果、貴重な金属の低損失ネスティング方法を導き出すことができました。これにより、貴金属のスクラップ率を 8% 削減できます。
このエンジニアリング ソリューションは、航空宇宙構造コンポーネント プロジェクトとその物理的生産における当社チームの現場実装です。私たちはクライアントを支援してきました金型寿命を 300 万サイクルから 500 万サイクルに延長- ピース当たりの金型の償却コストが大幅に削減されます。当社のエンジニアリングスタッフは、蓄積された経験を持っています。少なくとも8年複雑な構造コンポーネントに対してプロアクティブなプロセス リスク アラートを提供します。
私たちが提供するソリューションは単なる理論的なものではなく、全ての提案は実際の量産ラインでの検証データに基づいていますこれにより、クライアントに提供されたソリューションが直接実装され、実稼働環境に導入されます。
10年以上の実務経験と体系的な品質管理システムを備え、ISO 13485:2016医療用途の標準に合わせて、効果的に大量生産の損失を回避するのに役立ちますプロセスの選択が間違っていることが原因です。
プロセスの選択に関して混乱に直面している場合は、無料の DFM 評価については、当社のエンジニアリング チームにお問い合わせください。。当社は、お客様の部品図面に基づいて、対象を絞ったカスタム金属プレス サービス ソリューションを提供します。

順送金型スタンピングが大量スタンピング サービスにとって絶対的な選択肢であるのはなぜですか?
順送金型スタンピングはサーボフィーダーを使用して、コイル状の金属を単一のスタンピングプレス内のマルチステーションダイセットに連続的に引き込みます。 100~300SPMの高速では、高速往復運動中にいくつかの動作が同時に実行されます。。これは、年間生産能力が 100,000 個を超える精密小型ハードウェアの製造コストを大幅に削減する最も効果的な方法です。
サーボ送り方式のピッチ精度制御
順送金型スタンピング中の適切な送りは、部品の寸法均一性にとって不可欠です。の基礎高精度スタンピング位置決めシステムはサーボフィーダ内の閉ループフィードバック機構ピッチ誤差が±0.01mm以内に収まるように送りピッチを調整します。作るさらに簡単に言うと、高精度プリンタの紙送りシステムと考えると、各ステップが完全に位置合わせされているため、このステーションでの位置合わせのずれが防止されます。さらに、金型内のガイドピンによる二次位置合わせ、ミクロンレベルの精度の閉ループ制御工程のあらゆる段階で高い精度を実現することができ、厳しい品質要求を満たす精密金属プレス部品を安定して生産することができます。
消灯生産モードのコスト上の利点
この大量スタンピング サービスは、24 時間年中無休の無人生産機能を提供し、人件費と管理コストを大幅に削減します。主なコスト上の利点は、次の 3 つの側面に反映されています。
- 材料を扱わず、工程間で材料を移動させないため、直接の人件費が発生します。5%未満。
- 1台の機械で全ての工程を生産できるため、複数の機械で使用する面積が減り、メンテナンス費用も削減できます。
- 高速スタンピングにより生産サイクルを短縮し、突発的な大量の配送需要にも迅速に対応可能。
高速生産ラインの導入で蓄積した経験を活かし、さまざまな業界の特定の要件に基づいたカスタム金属プレスサービスも提供できます。

図 1: スプリングやコネクタなど、小型で高精度の金属プレス加工部品の配列。
キャリアストリップのレイアウトは順送金型スタンピングにおける材料の利用をどのように決定しますか?
順送金型スタンピングにおける材料ストリップのレイアウトは、材料利用率に直接影響を与える主な要因の 1 つです。生産ラインは、ストリップとオーバーラップを常に保持して、部品の前方への動きを確保します。残念ながら、その結果、固定スクラップ材料の 15% ~ 35% が無駄になります。高価な金属プレス加工。
3種類の帯状構造の機械的性質
順送金型プレスでは、中間ストリップ、片面ストリップ、両面ストリップの 3 つのストリップ構造が一般的に使用されます。さまざまな構造物の耐せん断応力性と成形安定性の違いを知るキャリアウェブスタンピングの合理的なレイアウト設計を活用するのに役立ちます。このような設計は、材料の利用率と部品の歩留まりに直接影響します。
| ストリップタイプ | せん断抵抗 | 適用部品の複雑さ | 一般的な材料の使用法 |
| 中間ストリップ | 強い | シンプルな対称パーツ | 70%-80% |
| 片面ストリップ | 中 | 片面成形部品 | 75%-85% |
| 両面ストリップ | 非常に強い | 複雑な多方向成形 | 60%-70% |
| キャリアフリーシングルリンクブリッジ | 中 | 平坦な凹凸部分 | 85%-94% |
エッジ幅の定量的設計ロジック
スタンプツールのエッジ幅を材料の厚さと押し込むのに必要な力に合わせます。パンチスルーは絶対に必要です。実際、これは最適化における主要なパラメータの 1 つになります。ストリップレイアウトスタンピングプロセスこれにより、高速スタンピング操作中にストリップが不安定になったり、破れたりすることがなくなります。一例として、厚さ0.8mmの無酸素銅電子バネのプレス加工の場合、オーバーラップ幅は材料の厚さの 1.5 ~ 2 倍である必要があります。ピッチ伝達の安定性を維持します。
非常に簡単に言うと、重なり部分は鉄道のレールであり、幅が不足すると「脱線」が発生し、部品の位置ずれや金型の損傷さえも引き起こします。次の 3 つの主な原則に従うことが、レイアウトを適切に利用する鍵となります。
- 左右対称のレイアウトを優先するパンチング荷重のバランスをとり、エッジの消耗を最小限に抑えます。。
- ピッチ間隔を小さくすると、単位部品あたりのオーバーラップ率が小さくなります。
- 不規則な形状の部品にネストされたレイアウトを採用して、板金領域を最大限に活用します。
適切なオーバーラップデザインは、主にプロセス中の欠陥の形成を減らすのに役立ちますそして最終的には、高精度の金属プレス部品の大量生産の一貫性を保証します。
深絞り加工の金型スタンピングを転送するためにいつピボットする必要がありますか?
トランスファー金型スタンピングは、非常に深絞り (LDR > 0.6) を必要とするカスタム ハードウェア パーツや、複雑な 3D フリップ フォーミングを伴うカスタム ハードウェア パーツの製造に最適です。このテクニックでは、ブランクは完全に別個に作られ、最初の操作で独立して切り出されます。これにより、材料のレオロジー的拘束が完全に除去されるためです。
深絞り加工における材料の流れの制御
トランスファーダイスタンピングでは、ブランクは最初のステーションでコイルから完全に分離されます。スタンピング時の正確な材料フロー制御により、絞り加工中にシートメタルが自然かつ均一に金型キャビティに流れ込むことができるため、連続ダイストリップの伸びにより領域が過度に薄くなったり (>25%) 裂けたりすることはありません。。プロセス設計では、成形プロセス中に一貫した材料の広がりを生み出すために、材料硬化指数 (n) と異方性 (r) を考慮して絞りパラメータを変更する必要があります。
広がる3Dロボットアームの機能
3D サーボ ロボット アームは、多次元の独立した部品の搬送が可能です。これサーボトランスフェルスタンピングシステムは非常に複雑な成形操作を処理できます。主な利点は次のとおりです。
- 部品を 90° 回転させたり、上に傾けたりすることができ、その結果、重いサイドパンチウェッジ構造は必要ありません複雑なカスタム金属スタンピングサービス要件への適応を完全に満たします。
- 部品は成形表面に触れずに転写されるため、高光沢の表面や繊細な機能表面を非常によく保護できます。
- マルチプレスラインレイアウトでの作業能力、工程数や生産リズムを簡単に変更できます。
このまったく新しいプロセスの統合により、金属スタンピング サービスが適用できる状況の範囲が大幅に広がります。
製品に深絞り加工や複雑な成形構造が含まれる場合、当社の深絞りプロセスのホワイトペーパーをダウンロードできます適用可能なシナリオとトランスファーダイスタンピングの設計ポイントを体系的に理解し、初期段階の研究開発の参考となります。

図 2: 複雑な深絞り加工用に精密に設計されたトランスファー スタンピング ダイ。
プレス金型の設計の複雑さは、先行投資のリスクにどのような影響を及ぼしますか?
統合レベルスタンピングツーリングの設計金型の初期投資コストに直接影響します。順送金型は、複数のワークステーションを含む単一の高強度金型ベースであり、通常、初期金型コストは独立したトランスファー ダイのコストより 30% ~ 50% 高くなります。。それでも、これは後の段階での部品ごとの生産時間と設備占有コストの償却に大きく役立ちます。
順送金型の高コスト部品
スタンピングツーリング設計の統合レベルは、金型の全体的な製造コストを決定する上で重要です。順送金型を高度に統合すると、設計コストと製造コストが高くなります。主な費用項目は、高精度紙詰まり検知センサー、高速窒素スプリング、高級金型鋼材。たとえば、HRC 60 ~ 62 の範囲まで焼入れできる DC53 金型鋼を選択すると、工具鋼スタンピング耐久性。金型の標準寿命は500万ストロークに設計されており、高速量産でも疲労摩耗に強いです。
| コスト/寿命の次元 | 順送金型スタンピング | トランスファー金型スタンピング |
| 金型設計サイクル | 4~6週間 | 2~3週間 |
| 金型製作費 | 100% (ベースライン) | 50%-70% |
| 金型鋼の硬度 | HRC 60-62 | HRC 58-60 |
| 標準プレス寿命 | 500万サイクル | 300万サイクル |
| 単一ステーションの変更コスト | 高 (金型の完全な分解が必要) | 低 (単一ステーションのみの変更) |
トランスファーダイスセパレートタイプのメリット
順送金型スタンピングとトランスファー金型スタンピングの投資を比較すると、実際には、トランスファー金型はいくつかの個別のエンジニアリング金型で構成されます。基本的な論点。損傷がある場合、1 つのステーションのみに加えた変更はモールド ベース全体に反映されません。コストと時間のリスクを軽減する後の金型修正の様子。 B2Bの購買担当者が懸念するROIについて、当社は専門家によるサービスを提供できます。金型コスト・スタンピング評価そして完全なライフサイクルコスト計算モデル。
カビのリスクへの投資は、次の 3 つの主な要因によって測定できます。
- 年間購入台数と金型費用の償却期間。
- 部品設計が変更される割合。
- 総生産コストに占める原材料費の割合。
最適なプロセスを特定し、非常に競争力のあるコストのカスタム金属スタンピングサービスの見積もりを提供します顧客の年間調達量や部品の特徴など。
プロジェクトの金型への投資収益率を評価したい場合は、無料のフルサイクルコスト計算をご利用いただけますので、お問い合わせください。また、最もコスト効率の高い生産計画を見つけるお手伝いもいたします。スタンピングツーリングの設計オプションの違いを考慮することによって。

図 3: 精密部品を備えた複雑な複数キャビティのスタンピング ツール金型の拡大図。
プログレッシブ VS トランスファー ダイ スタンピング: より厳しい寸法公差を提供するのはどちらのシステムですか?
プログレッシブ vs転写金型スタンピング本質的に、寸法公差を制御する 2 つの異なる方法です。順送金型は、穴の間隔と輪郭公差を±0.02 mm以内に簡単に維持、精密ガイドピンと連続ストリップの統合されたロックと位置決めのおかげで。それでもなお、ロボットハンドのハンドオーバーや二次位置決めを伴うトランスファーダイでは、一般にミクロンレベルでの許容誤差の累積が高くなります。
順送金型の精度の仕組み
順送金型の最大の特徴は、ハードな位置決め機構です。精度に関してはトランスファーダイよりも大きな利点があります。。連続スタンピングでは、ストリップ上の高精度ガイド穴とダイ内のガイドピンが機械的に厳密に位置合わせされます。これが、スタンピングを可能にする主な基盤です。寸法公差プレス制御。各送りのステップ誤差はループ内でミクロンレベルの公差で制御され、工程能力指数 Cpk は 1.67 を超えることもあります。簡単に言うと、鍵をはめ込むようなものです。ロック穴 - オフセット誤差がなく、常に正確な位置合わせが実現されます。
| 公差の種類 | 順送金型スタンピング | トランスファーダイスタンピング(最適化) |
| 穴位置公差 | ±0.02mm | ±0.03mm |
| 輪郭許容差 | ±0.03mm | ±0.04mm |
| 平面度 | ±0.04mm | ±0.05mm |
| ピッチの一貫性 | ±0.01mm | ±0.015mm |
| 量産CPK指数 | 1.67 | ≥1.33 |
トランスファーダイの公差最適化スキーム:
プロセスの最適化により、トランスファー金型の精度が大幅に向上します。 LS Manufacturing では、高精度でバックラッシュのない位置決めピンを金型に取り付け、レーザー アライメント検出とレーザー アライメント スタンピング校正プロセスを使用することで、次のことが可能になります。転写型の位置誤差を±0.015mm以内に抑える業界標準に非常に近く、高精度の金属プレス部品の安定した量産にも貢献します。
トランスファー金型の精度を高めるための 3 つの主な手順:
- 各ステーションに円錐形の位置決めピンを取り付けると、ブランクを強制的に正確に位置合わせできます。
- 閉ループ位置決めにサーボロボットアームを採用し、偏差を最小限に抑えるそれは輸送の慣性から生じます。
- レーザー検査ステーションをオンラインに装備して、リアルタイムのフィードバックを提供するだけでなく、寸法のズレを修正します。
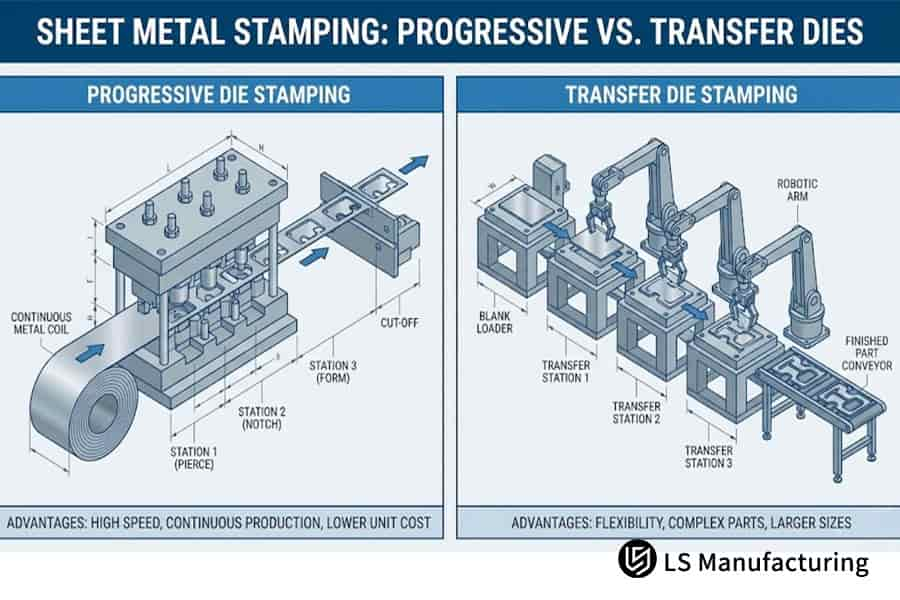
図 4: 順送ダイスタンピングとトランスファーダイスタンピングのワークフローとレイアウトを比較した図。
複雑なスタンピングツールエンジニアリングにおけるオフセンターロードと転倒モーメントを解決するにはどうすればよいですか?
スタンピングツーリングの設計の主な目標は、偏心荷重に関連する問題に対処することです。たとえば、パンチング(低トン数が必要)とフォーミング(高トン数が必要)は非常にアンバランスである可能性があります連続ダイ内の同じスライド ブロックに沿って分散されるため、プレスにかかる偏心荷重はスライドを傾けるほど大きなものになります。このため、設計段階で総トン数と圧力中心バランスを徹底的に計算する必要があります。
偏心荷重の破壊経路
スタンピングツーリングの設計は、主に偏心荷重の問題を解決することに重点を置く必要があります。多ステーションのレイアウトの場合、前部の打ち抜き力が 5T しかなく、後部の曲げ成形力が 80T に達すると、結果として生じるプレススライドは、非常に強力な傾斜モーメントを受けることになります。。あ転倒モーメントスタンピング解析専門家が行うことで、ガイドピラーやブッシュの摩耗による故障リスクや、部品の非対称な傾きや歪みを予測することができます。ダイ圧力中心オフセットは、LS Manufacturing の中央専用校正標準によって義務付けられています。スライド中心から5mm以内に保つ。この仕様は業界平均よりもはるかに厳しく、多くの場合、ダイ寿命の大幅な延長を意味します。
圧力中心補正のためのエンジニアリング ソリューション
エンジニアが金型全体の圧力中心を調整し、高度な加工を行うために使用できるテクニックは数多くあります。正確なスタンピング調整プレッシャセンターをベースに、大量のスタンピングサービスを長期安定稼働させます。主な方法は次のとおりです。
- 空いているワークステーションの改修横方向の荷重分布を変更し、それによって偏心率を低減するような方法で。
- パンチ高さ段差タイプの構造を採用し、上部せん断荷重を分散し、瞬間的な傾斜モーメントを軽減します。。
- バランシングパンチを取り付けて片側の荷重の不均衡を解消し、全体の荷重のセンタリングを実現します。
負荷バランスを適切に設計することで、量産時の寸法変動リスク最小限に抑えられるため、精密金属プレス部品のバッチの一貫性が向上します。
ケーススタディ: LS Manufacturing は、スクラップゼロのプログレッシブワークフローを備えたカスタム医療用シールドエンクロージャをどのように設計しましたか?
Fortune 500 の医療機器メーカー (年間需要 120,000 個) の精密ステンレス鋼シールド エンクロージャの場合、当社のカスタム金属スタンピングサービスオーダーメイドのソリューションを提供した連続ダイストリップレイアウトの革新 キャリアフリー境界オーバーラップ設計を実現これにより、クライアントは純粋な材料コストの 28% を節約できます。
クライアントの元々の問題
クライアントの当初の計画では、厚さ 0.4 mm の医療グレードの SUS316L シールド コンポーネントを従来の連続スタンピングで製造することでした。これは医療機器スタンピング製造必要な設定傷のない表面だけでなく、十分な平坦性も備えています。しかし、このコンポーネントは非常に非対称だったので、他のサプライヤーが設計した両面ストリップのレイアウトにより、ステンレス鋼の 34.5% がスクラップに変わりました。さらに内部応力の解放により部品の平面度は0.15mmを超え、常に高い組み立て不良率を引き起こしました。従来のカスタム金属プレスサービスではコストと精度の両方の要求を満たすことができませんでした感想。
LS製造ソリューション
理論的な仮定に頼ることなく、不規則な形状を考慮し、フラットコンポーネントは標準レイアウトよりも構造的に優れている可能性があります。上級ビツアーズ エンジニアリング チームが主導し、有限要素解析を使用して材料の流れをシミュレーションすることで、「キャリアフリーの中央シングルチェーン ブリッジ」順送金型スタンピング設計を考案することで、長年の問題を無視することができました。
同時に、逆局所応力補償レベリングパンチが最後から 2 番目に導入されました。の駅ストレスリリーフスタンピング校正、金型内には多点光ファイバー赤外線変位検出システムが設置されました。ストリップ張力変動を±2Nレベルに抑えました。これによりキャリアフリー構造による高速伝送の安定性を確保しました。
プロジェクトの成果と価値
- 最初の金型の試行では、業界でも珍しい、傷のないワークフローが実現しました。資材利用率が65.5%から93.8%に向上これでエッジの無駄が完全になくなりました。
- Tコンポーネントの平坦度は定期的に±0.04mmで測定されました。厳密な±0.05mmを大幅に下回っています医療グレードのスタンピングが許可されています。
- 生産効率は 140 SPM (ストローク/分) で安定して維持され、これは金属スタンピング サービスにおけるコスト削減と効率向上の可能性を完全に証明しました。
- このプロジェクトから生じた利点は、クライアントが原材料調達コストを年間 42,000 ドル節約できることです。100% オンライン品質検査と部品バッチの検査なしでの納品。
最終的に、クライアントはこの製品ラインの独占的な長期大量生産注文を行うことを決定しました。
高コスト・高精度のプレス加工案件もあれば、3D 図面をアップロードしてカスタマイズされた見積もりを受け取ることができます。レイアウトプランやコスト詳細を含めたトータルなソリューションを提供し、高品質なソリューションを実現します。精密金属プレス部品大量に。

中国の B2B 契約カスタム金属スタンピング サービス メーカーとして LS Manufacturing を選ぶ理由
東莞市虎門市にソースメーカーとして位置しており、当社の故郷は工業および民間の製造部門であり、当社のカスタム金属スタンピングサービスは次のようなものに依存しています。25T ~ 400T の精密高速スタンピング プレス マトリックスと IATF 16949 システム、複雑なプレス加工エンジニアリングの課題をすべて克服できるよう、懸命に取り組んでいます。
生産前金属スタンピング (DFM) コラボレーションのコスト価値
LS Manufacturing は、低価格で安売りするつもりはありません。代わりに、生産前 DFM の共同研究開発、プロフェッショナルの組み合わせに焦点を当てています。DFM スタンピングの最適化。設計段階では、金型流動解析がお客様の壁の厚さ、曲げ半径、伸びの深さを最適化するこれにより、金型を開いた後の潜在的な変更を防ぎ、プロジェクトの試行錯誤のコストと期間を削減します。プラットフォームベースのサービスプロバイダーと比較して、当社の物理的な工場では技術ソリューションを直接実装できます。ソリューションと生産の切断の問題を解消し、有効性を保証しますカスタム金属スタンピングサービスの。
エンドツーエンドの品質管理による納期保証
数百万の生産部品全体で寸法の一貫性を維持するために、当社は三次元測定機、高精度デジタルプロジェクター、完全自動オンライン SPC スタンピング品質監視装置を備えています。オリジナルの製造工場であるため、私たちの主な利点は次のとおりです。
- オンサイトのテクニカル サポート チーム:技術リクエストへの応答時間はプラットフォーム サービス プロバイダーよりも 40% 速く、スタンピング ツールの設計を迅速に繰り返すことができます。
- 全工程を自社で生産:製品ライフサイクル全体を通じて、コストをより正確に、より透明性を持って管理できます。
- 大規模なプロセス間のコラボレーション:表面処理やその後の組立工程にもご利用いただけます。
確立された生産ラインのセットアップにより、納期要件を確実に満たします。大量スタンピングサービス、お客様の大規模な調達計画もキャパシティで満たされます。プロセス全体の品質トレーサビリティが確立されており、必要に応じて、製品バッチを原材料や生産ステーションまで遡ることができます。包括的な技術と品質管理で構成されるオペレーティングシステムにより、金属プレスサービスのプロセスがあらゆる段階で管理されます。
業界の量産導入事例を詳しく知りたい方は、お願いしますお問い合わせください精密金属プレス部品のプロジェクト事例集を入手する、同様の製品のプロセス ソリューションとコスト削減結果を参照してください。
よくある質問
Q1: 順送金型スタンピングとトランスファー金型スタンピングの間の正確な経済的損益分岐点生産量はどれくらいですか?
従来の精密プレス部品を30,000個未満ご購入の場合トランスファーダイスタンピングにより、年間で連続的に高い収益率が得られます。しかし、年間生産量が臨界値の5万~8万個を超えると、順送金型の部品コストは大幅に下がります。できます図面を提出してください価格を取得するには、バッチサイズに応じた正確な価格を計算します。
Q2: 単一の順送スタンピング プレス機内で標準のトランスファー ダイ ツーリング構造を実行できますか?
プレステーブルの全長と閉じた高さのストロークの合計のみに制約がない場合、マルチステーション 3 次元サーボ ロボットを追加することで、複数の独立した単一操作エンジニアリング 金型を同じロングベッド プレスに取り付けることができます。完全かつ効率的なトランスファー ダイ スタンピング生産ラインの動作をシミュレートします。
Q3: 材料ストリップの厚さは、順送ダイキャリアウェブの機械的性能をどのように制限しますか?
金属コイルの厚さが 0.15 mm 未満の場合、連続スタンピングでの高速絞りまたは曲げストロークにより、極薄ストリップの重なり部分が不安定になり、局部的にねじれ、よくても裂けたり壊れたりします。パンチの交互のせん断応力と引張応力に耐えられない、連続フィードを完全に中断します。
Q4: チタンまたは合金材料の利用において、トランスファーダイが順送ダイよりもはるかに優れているのはなぜですか?
順送金型では、長いストリップ全体に沿ってステーションごとに回復不可能な接続オーバーラップ厚さを維持する必要があるため、トランスファー スタンピングでは、非常に高精度のネスティングカッターを使用する最初の作業で高価なチタン合金シートを個々のブランクに切断するため、高価な原材料のスクラップ率はほぼゼロになります。
Q5: 大量の順送金型プレスラインによる大型自動車部品の加工を制限する特定の部品寸法は何ですか?
片面寸法の場合金属プレス部品が400mmを超え、総絞り深さが100mmを超える場合、順送金型のダイセット全体が大きいため、自重、曲げ剛性、プレステーブルの長さなどにより従来の装置に過剰な負荷がかかります。したがって、スプリットライントランスファーダイスタンピングシステムを導入する必要があります。
Q6: 金属部品の激しいスプリングバックにより、順送金型スタンピング システムとトランスファー ダイ スタンピング システムの間で設計の選択がどのように変わりますか?
DP980 のような最悪の種類のスプリングバックを伴う高張力鋼部品の場合、トランスファー ダイ ステーションはそれぞれ非常に高度な空間調整機能を備えているため、単一の成形プロセスに対して多数の微調整補正を実行します。。順送金型のステーションはコンパクトであるため、エンジニアリングの難易度が高まり、後の変更のために金型を修正するリスクが高まります。
Q7: どのような種類の二次自動化機能をトランスファー ダイ ステーション内に直接シームレスに統合できますか?
トランスファースタンピングでは、各ステーションの部品は連続材料ストリップに拘束されていないため、自由な状態になります。これにより、部品の統合が容易になります。インダイサーボタッピングマシン、リベット留め金具スタッドおよびスライダー、または 3D 光学式完全検査装置。また、二次組立ワークショッププロセスが不要になるため、生産統合が効果的に強化されます。
Q8: ミスフィード検出電子センサーは、プレミアム プログレッシブ スタンピング ツール セットを壊滅的な金型のクラッシュからどのように保護しますか?
高感度センサーが順送金型のメインガイドピンに取り付けられています。材料ストリップが正しく配置されていない場合、システムはプレスクラッチにブレーキコマンドを送信できます。5ミリ秒以内、スライダーをロックして、スタンピング中の材料の積み重ねによる金型の破損や損傷を防ぎます。
概要
連続スタンピングかロボットトランスファースタンピングを選択する場合、製品の形状、損益分岐点の最小注文数量、原材料の全体的なライフサイクルコストが関係する複雑なエンジニアリングの課題になります。順送金型は、100 ~ 300 SPM という超高生産率で、1 個あたりの変動費が非常に低く、小型で大量の精密部品を製造するための主流です。対照的に、トランスファーダイは、より柔軟な形状により、深絞り加工、大型の不規則形状部品に優れ、高価な合金の材料の無駄を最小限に抑えることができます。。
部品の製造設計 (DFM) を行わずに金型設計をランダムに選択すると、後で費用のかかる修正が発生する可能性があります。 LS Manufacturing の主要エンジニアリング チームは、いつでも無料で詳細な技術評価を提供いたします。ただ3D スタンピング部品の設計図を提出してください(STEP/IGS/CAD Apple 互換形式) をエンジニアリング チームに送信すると、24 時間以内に完全なソリューションを提供します。ストリップのレイアウトの実現可能性、トン数の計算、金型の予算を含む、最高の品質とコスト競争力を備えた新製品の迅速な市場投入を支援します。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト:https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。CNC加工、板金製造、3D プリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。www.lsrpf.com
