
金属プレス加工サービスは、主に工業用ハードウェア部品を大量に生産するために使用される基本的な成形および製造プロセスです。主要な問題に対処します隠れたコストと不透明な価格設定それが従来の調達の大きな欠点でした。世界中で部品を調達する場合、単価の比較だけに頼っている購入者は、簡単に低価格の罠に陥る可能性があります。のような問題金型の寿命を過大評価し、材料の無駄を過大評価し、公差を超えて部品を製造するそれぞれできるエンジニアリング変更コストは合計で数万ドルに上ります。
ここでは、主な価格設定要因を以下のエンジニアリング原則に関連付けて分析します。これは、サプライヤーの製造能力を真に定量化できる方法で評価するための確実かつ正確なガイドとして機能します。

金属プレスサービスのコア評価寸法の概要
以下の表は、主要な要素に基づいてさまざまなレベルでサプライヤーの能力の違いを比較したもので、潜在的なパートナーを迅速かつ初期に選別するのに役立ちます。
| 評価次元 | ローエンドのワークショップ | 認定サプライヤー | LSマニュファクチャリング |
| 材料利用率 | <60% | 65%~72% | 75%以上 |
| 主型鋼 | Cr12 | Cr12MoV/D2 | DC53 / SKD11 + TDコーティング |
| コアディメンションCPK | <1.0 | ≥1.33 | ≥1.67 |
| オンライン検査方法 | なし | 手動サンプリング | 100% 目視によるオンライン検査 |
重要なポイント:
- 総合コストの見通し:金型鋼材の材質や工程レイアウトを厳しく見直し、スクラップ率の高さによるコストの跳ね返りを徹底的に防止します。低価格のプレス部品量産時。
- プロセス公差を調整する:サプライヤーのコアフォームと自動検出機能の閉ループ制御と自動検出機能の評価に重点を置きます。Cpk ≥ 1.67 の位置公差。
- 優先される透明な工場:詳細な DFM エンジニアリング分析、プロセス レイアウト図、およびライフサイクル全体の金型メンテナンスへの取り組みを提供するメーカーを優先する必要があります。
LS Manufacturing のカスタム金属スタンピング サービスを選ぶ理由?
LS Manufacturing のカスタム金属スタンピング サービスを選択すると、設計要素 (DFM) から量産までの包括的なエンジニアリング サポートの恩恵を受けることができます。最初は低い見積額を取得しても、後で見積額が上昇する可能性を減らすことができます。
新エネルギー車のバスバー プロジェクトで得た実際の経験から、購入者がコストを超過する主な理由は、見積段階でのエンジニアリング パラメーターの不足であることがわかりました。その後、購入者は次のことを強制されます。金型の修理と再加工に数万ドルを費やす。当社の生産システムは次の認証を受けています。IATF 16949:2016、すべての生産プロセスは自動車グレードの品質管理基準に従って実行され、量産の安定性を保証します。
当社のエンジニアリング チームは、平均 12 年以上スタンピング設計の導入に携わっており、より正確にカスタマイズされた成形ソリューションを提供できます。高張力鋼、銅、ベリリウム銅などの特殊素材。当社の試験機関は次の認定を取得しています。ISO/IEC 17025:2017したがって、すべての寸法データが追跡可能であり、納品される最終結果が見積書の約束と完全に一致していることも保証されます。
当社と提携することで、金型の廃棄や再加工が必要な寸法の不一致のリスクにさらされることがなくなります。これにより、総所有コストが 15% 以上削減され、同時に、99.5%以上の安定した量産歩留まりを維持。
当社の成熟したエンジニアリング能力と標準化された管理システムは、カスタム金属スタンピング サービス プロジェクトのコストと品質を最初から管理するのに役立ちます。部品図面を当社のエンジニアリングチームに送信して受け取ることができます。無料で対象を絞った DFM 最適化の提案と予備的なプロセス評価。

正確な金属スタンピングの見積もりは、将来の隠れたエンジニアリングコストをどのように防ぐのでしょうか?
正確金属スタンピングの見積もり通常、次のような理由で発生する、数万ドルに及ぶ追加の隠れたコストの大幅な削減に貢献します。金型のスプリングバック修正、頻繁なスタンピングの失敗、材料の無駄、レイアウトの使用率を定量化し、金型鋼のグレードを改良し(DC53 または SKD11 を使用するなど)、各スタンピングプロセスの公差の割り当てを明確に定義します。
材料コストはスタンピングストリップのレイアウト設計によって決まります
スタンピングストリップのレイアウトは、材料のコストを決定する重要なものです。考え抜かれたスタンピングストリップのレイアウト設計 板金の使用可能面積を最大限に拡大します。。中級サプライヤーは、稼働率を人為的に高めることで初期価格を変更することが多く、その結果、大量生産中にスクラップ率が予想よりもはるかに高くなることが判明します。
次に行われるチェックは、レイアウトの合理性を判断するために実行できます。
- オーバーラップ値はストリップ レイアウトで評価する必要があります。絵を描くこと。通常の炭素鋼のオーバーラップ値は次のとおりです。少なくとも1.2倍材料の厚さは、ステンレス鋼の厚さでなければなりません。少なくとも1.5倍素材の厚さ。
- ピッチのデザインを確認してください。送りズレやスクラップの増加を防ぐため、ピッチ誤差は0.02mm以内に抑えてください。
- 材料利用率の計算にエッジ材料の損失、材料の始まりと終わりが含まれていることを確認します。有効レイアウト領域だけに限定されません。
プロセスシミュレーションの使用により、成形欠陥の可能性が低減されます
からプロのスタンピングプロセスシミュレーション、高品質の金属スタンピングサプライヤーは通常、動的シミュレーションによる減肉率分析のプレゼンテーションを見積プロセスに含めます。材料の望ましくない形成を事前に推定する手段として。より簡単に言うと、住宅の建設前に構造シミュレーションを実行して、ひび割れや変形の可能性を予測することに似ています。
広範なプロセス シミュレーションにより、金型の変更を 80% 以上削減できます。エンジニアリングの変更により非常に費用対効果が高い。信頼できる金属プレスサービスを利用することで、見積もり時に実際の材料と加工の価格を確立することができます。

図 1: 正確な見積もりの重要性を強調する金属スタンピングのサンプルとツール。
調達マネージャーが生産前に金属プレス工具のコストの内訳を評価する必要があるのはなぜですか?
内訳を理解する必要がある理由の 1 つは、金属プレス金型のコストそれは、コアとなる金型構造の仕様を把握するのに役立つということです。信頼できる引用文が明示的に記載されていると非常に役立ちます順送金型ステーションの数、金型母材の種類、メインインサートの表面処理金型が少なくとも 1,000,000 サイクルの寿命にわたってスタンピングに使用できることを保証します。
各種金型鋼の性能比較
金型鋼の品質は、プレス金型の耐用年数と長期的な運転費用を決定する主な要因です。安価な入札には通常、鋼材の使用に関して妥協が伴います。
さまざまな鋼の基本特性を以下に比較します。
| 鋼の種類 | 圧縮強度(MPa) | 耐摩耗性 | 推奨スタンピング寿命 (10,000 サイクル) | 該当するシナリオ |
| Cr12MoV | 1800 | 一般 | 30 | 普通炭素鋼、少量生産 |
| D2 | 2200 | 良い | 60 | 普通炭素鋼、中量産 |
| DC53 | 2600 | 素晴らしい | 120 | 高張力鋼・ステンレス鋼、量産対応 |
| 超硬合金 | 3500 | 素晴らしい | 500 | 精密小物部品、超大量生産 |
金型設計が最終コストに与える影響
鋼鉄を超えて、金型の構造も最終的には生産コストに大きく影響します。加工用金型と順送金型の間では、サイクル全体のコストの差が非常に大きくなる可能性があります。金型コストの内訳を評価する際には、徹底的に検討する必要があります。この 4 つのパラメータを調べますこれらは影響を与える重要な要素でもあります。プレス寸法精度:
- パンチの交換頻度と費用、これは、ライフサイクル全体にわたって破損の可能性がある部品の評価の切り下げを決定するプロセスです。
- 機械の空転による損失を防ぐための窒素スプリングのメーカーとその定格寿命。
- ガイドポストとガイドブッシュのはめあい公差は次のとおりです。H6/h5 精度レベルに達する金型の同軸度を確保します。この精度を満たさない金型では、精密な金属プレス加工を行うことができません。
- 高張力鋼のプレス加工最先端のチッピング防止設計により、金型の早期故障の可能性が低くなります。
金型コストは基本的にライフサイクル全体にわたる償却コストであり、低価格の金型は長期的な生産支出を押し上げることがよくあります。標準チェックリストをダウンロードできますまた、スタンプコスト比較ガイドと併用して、見積書に隠れた抜け穴がないか体系的にチェックします。
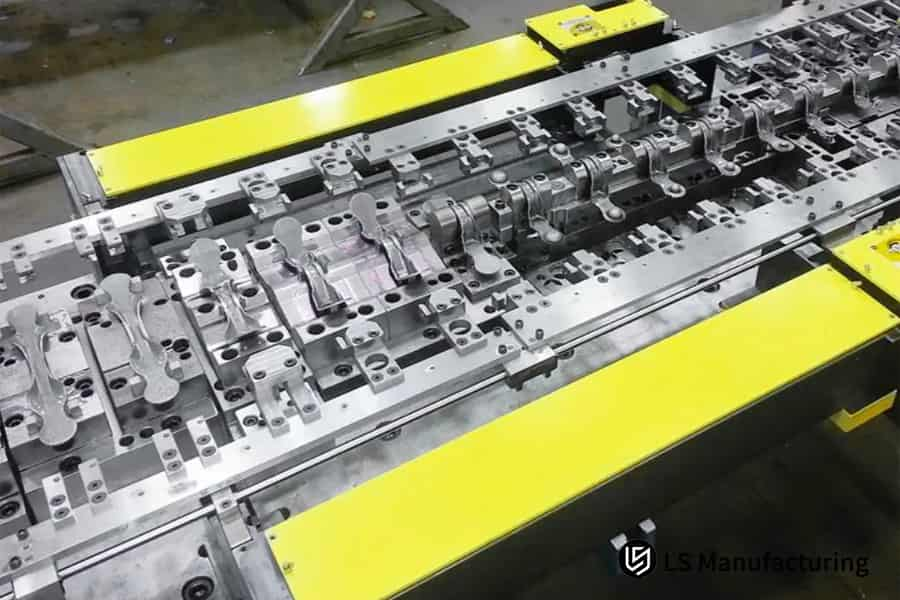
図 2: 金属部品の大量生産に使用される複雑な順送スタンピング金型。
精密金属スタンピングサービスの真の品質を決定する技術パラメータはどれですか?
品質を評価するための主要なマーカー精密プレス加工サービス極めて正確な幾何公差の制御を実現しています。実際の精密加工者は制御に専念する必要がある重要な寸法公差は±0.01 mm以内、平面度は0.05 mm以内、大量の部品の生産中に Cpk 指数が継続的に 1.33 を上回ります。
スプリングバックの問題と解決策
精密スタンピングで最も頻繁に起こる品質問題の 1 つは、曲げスプリングバックに関連しています。よく発達したスタンピングスプリングバック制御寸法の信頼性を保証できる方法です。熟練したメーカーは変更を実装することでスプリングバックを調整できます金型の内部、または非常に正確なスタンピングプロセスのステップを組織するまた、打ち抜き表面のせん断バンドと引き裂きバンドの比率を少なくとも 7:3 に維持します。
実際、スプリングバックは曲がったワイヤーの逆の角度に似ています。数回の連続した曲げと最終修正を経て、要件を満たすことが可能になります。カスタムmを提供する最高のサプライヤーエタルスタンピングサービスは見積もり段階でスプリングバック補償方法の提案を添付します後で再び金型の修正が発生しないようにするためです。
自動検査のための閉ループデータ追跡
バッチ生産コールでの安定した寸法閉ループ機構の場合自動検査によって生成されます。標準化されたスタンピング画像検査装置高い歩留まりで大量の製品を作るためには欠かせない約束です。
精密プレス加工に必要な主な検査装置は次のとおりです。
- 供給精度 0.01mm のクローズドループサーボ供給システムにより、複数のステーションでの部品の寸法均一性が保証されます。
- オンライン画像検査システム、パンチ穴の直径を100%監視、パンチのミスや材料不足などの欠陥を特定の時点で検出できるようになります。
- 自動ゴー/ノーゴーゲージ検査、重要なアセンブリ寸法のリアルタイムエラー防止、不良品を工場から排除する。
安定した量産には充実した検査体制が不可欠です。信頼できる金属スタンピングのサプライヤーは、入札に必ず検査費用を含めます。低価格で販売するために検査を省略するのではなく。

図 3: 精密金属プレス加工を実行する産業用パワー プレス機。
標準的なプレス加工コストの比較ガイドは、どのようにして非現実的な Tier 3 サプライヤーの価格設定を明らかにできるのでしょうか?
専門家を利用するプレスコストの比較ガイド、材料コストとスタンピングのためのサプライヤーのトン数料金のベンチマークとして、次のことが可能です。価格を引き下げる不規則なワークショップを迅速に検出する初品検査とプロセス管理の統計を欺くことによって。
プレス設備のコストと精度の違い
スタンピングプレスの精度と効率は、製品の品質だけでなく生産コストも決定する重要な要素です。設備性能スタンピング生産の効率と部品の一貫性に直接影響します。。コストを節約するために、ローエンドのワークショップは古い機器を使用することに頼ることが多く、その結果、最終的に品質リスクが顧客に転嫁されます。
さまざまなタイプのプレス機の主なパラメータは次のように比較されます。
| 機器の種類 | 公称トン数 | SPM (ストローク/分) | 処理料金 (USD/時間) | 加工精度 |
| 通常のオープンスタンピングプレス | 200T | 80~120 | 18 | ±0.05mm |
| 高速精密スタンピングプレス | 110T | 300~500 | 32 | ±0.02mm |
| サーボ精密プレス機 | 160T | 200~350 | 45 | ±0.01mm |
| 密閉式4点スタンピングプレス | 400T | 60~100 | 55 | ±0.015mm |
隠れた二次加工コストの特定
低価格見積の場合、工程管理が含まれていない場合がございますので、二次加工はお客様負担となります。信頼できる OEM 金属スタンピング サービスが付属します。スタンピングバリコントロールソースから管理費用もお見積りに含まれており、その後の追加料金はかかりません。
低価格見積における典型的なコストの罠を 3 つ紹介します。
- 初品検査やSPC管理工程を省略し、後段の寸法変動によるバッチスクラップを発生させません。
- 機器の撤去に費用はかかりません(バリ高さは材料厚さの10%を超えるため、バリ取り費用はお客様のご負担となります。)
- 通常の金型メンテナンス用のカバーはありません、量産中に金型の破損が発生した場合、お客様は修理代を支払わなければなりません。
科学的なコスト比較は、低価格の罠を回避し、費用対効果の高いソリューションを見つけるのに役立ちます。部品パラメータと年間購入量を提供できます。フルサイクルコストのベースラインを無料で計算します参考として詳細な金属スタンピングの見積もりを提供します。
プロフェッショナルな OEM 金属プレス サービスは、工業用部品に対してどのような品質検査基準を実行する必要がありますか?
有能な専門家OEM金属プレスサービスすべきです製品ライフサイクル全体を通じて包括的な品質チェックを採用する。検査は、入荷した原材料の室温での引張強さの検査から始まり、工場で製作した金属加工品の三次元測定機(CMM)による寸法公差の測定、最後に製品の塩水噴霧試験で確認します。IATF 16949規格に100%適合。
全工程品質検査管理
徹底的に設計された品質検査システムは、材料投入、製造プロセス、完成品の段階はそれぞれ次のとおりです。マテリアルの入力については、厳格な刻印検査材料の異方性と r 値 (n 値) を評価して、材料の性能が設計要件と一致していることを確認するために実行されます。製造プロセスでは、重要な幾何公差を CMM で定期的にチェックすることで金型の微調整が可能になり、製品段階の検証には主に以下が含まれます。塩水噴霧や硬度試験などの機能試験製品の信頼性を確認するため。
処理の継続性を確保する方法
生産時間が経っても安定したプロセスには、統計的プロセス制御 (SPC) が必要です。標準化されたスタンピング SPC 管理を設定すると、寸法変化が発生する可能性があることを効率的に通知できるだけでなく、精密金属プレス加工サービスの主な管理ガイドライン。
主な管理措置は次のとおりです。
- 抜き取り検査を伴うCC寸法のX-R管理図の設計2時間ごと寸法変化の傾向を追跡します。
- 全自動光学スキャナーを応用し、複雑な曲げ部品の輪郭検査を行い、±0.005mmの精度を実現。
- オンラインでエラーを防止するために自動ゴー/ノーゴーゲージを活用し、不良品が 100% 阻止され、0PPM の成果目標が達成されることを確認します。
つまり、X-R管理図は部品寸法の「健康診断日記」です初期段階で次元のずれを発見するのに役立ちます。さらに、一流の品質検査システムが納入品質の主な保証であり、金属プレスサービスにおける長期にわたる安定したパートナーシップ基盤です。
原材料の使用率は、カスタム金属スタンピング サービスの費用全体にどのような影響を与えますか?
プレス部品のコストの50~70%は材料価格が占めるのが一般的です(参考データ)。エンジニアリングレイアウトスキームを最適化することで、材料使用率を 55% から 78% に高めることができます。これはハイエンド製品の全体的な注文額を直接減少させます。カスタム金属スタンピングサービス15%以上増加しました。
レイアウト方法が使用率に及ぼす影響
レイアウトのさまざまな方法は、素材の有効活用に即座に影響します。部品形状に合わせて最適なレイアウトプランを選択することで、スタンピング材料の歩留まりが大幅に向上し、材料コストが削減されます。。
代表的なスタンプ方法の利用率は次のとおりです。
| スタンピング方法 | 適用部品形状 | 適用部品形状 | ベリリウム銅利用率 | 給餌の安定性 |
| 単列ストレートレイアウト | シンプルな四角いパーツ | 62% | 58% | 高 |
| 1 列対角レイアウト | 異形部品 | 68% | 63% | 中 |
| 2列連動レイアウト | 対称曲げ部 | 75% | 71% | 中 |
| 複数列のプログレッシブ レイアウト | 左右対称の小さな部品 | 78% | 74% | 高 |
シミュレーション最適化によるコスト削減価値
専門のエンジニアリング チームが、実装前にシミュレーション ソフトウェアを使用して、スタンピングおよび成形プロセスをシミュレーションします。まず、依存するのは、精密スタンピング成形シミュレーション、前処理の最適化はシミュレーション ソフトウェアの助けを借りて実行できます。品質を維持しながら材料の節約につながります。これは、高品質の金属プレス サービスの高度なエンジニア ベースの別個の機能でもあります。
以下に説明する 3 つの方法を利用すると、材料の節約をさらに高めることができます。
- の助けを借りて、全プロセスの成形シミュレーションを実行します。オートフォームまたはPAM-STAMPソフトウェアしわやひび割れなどのダメージを予測します。
- エッジ半径 (R 角度) を変更して、部品の強度を変えずにプロセスのオーバーラップを最小限に抑えます。
- 45°または90°のレイアウト角度を使用してくださいストリップエッジからのスクラップを削減します。
材料使用率はプレスコストの中心的な変数であり、レイアウトを最適化するとコストを大幅に削減できる。できます部品図面をお送りください最適なレイアウトプランをカスタマイズし、詳細な金属プレスの見積もりを提供します。

図 4: 材料の効率的な利用を示すさまざまな打ち抜き金属部品。
一流の金属スタンピングサプライヤーと低コストの工場を区別する製造能力は何ですか?
一流企業にとっての最大の利点金属プレスサプライヤーしっかりとしたエンジニアリングの裏付けを提供することです。初期のダイフローシミュレーションと製造性の最適化のための設計から開始、社内で生産できる高精度の金型研削工場を備え、20トンから400トンまでのインテリジェントスタンピングラインの完全な範囲を備えています。
金型加工における精度のギャップ
金型の加工精度は完成品の精度に直接影響します。プレス金型加工装置において、一流の工場と下位の工場の技術の差は非常に大きいです。上位サプライヤーは Sodick または AgieCharmilles ワイヤ EDM マシンを使用していますダイクリアランス0.002mmを確保したパンチを製作します。
当社の民間試験報告書に基づくと、DLC コーティングを施したパンチ表面でパンチ加工を行うと、摩擦係数を 0.08 まで下げることができます。銅スタンピング中にダイが固着する可能性は 92% に低下します。。これは通常の工房にはできない技術的偉業であり、豪華なカスタム金属プレスサービスの核となる技術的障壁となっています。簡単に言うと、金型の加工精度はスタンプの彫刻精度と同じで、スタンプほど繊細で、スタンプされたパターンがより鮮明で正確になります。。
統合された複合成形機能
トップサプライヤーは複合成形の統合機能を備えています。上級者向けスタンピング金型内加工テクノロジーは顧客を支援します複数の二次加工工程を省略、これによりサプライチェーンがかなり短縮されるためです。
広報imary 複合機能は、次の 3 つの領域をカバーします。
- インモールドタッピング:ねじ切り加工はプレスと同時に加工できるため、二次加工が不要です。
- インモールドリベット留め:これにより、さまざまな部品の統合成形が可能になり、サプライチェーンの納期が短縮されます。
- 超高硬度材の冷間加工硬化ソリューション:特殊鋼にも対応可能硬度HRC52以上。
これらのハイエンド機能は、OEM 金属スタンピング サービスおよびローエンドのワークショップでは突破できない技術的障壁である。
LS Manufacturing は、スプリングバック欠陥を排除するために、自動車バッテリー バスバーの精密金属プレス サービスをどのように最適化しましたか?
LS Manufacturing は、連続金型を改造することで、新エネルギー車業界の Tier 1 顧客向けの精密金属プレス サービスを最適化しました。高導電性銅バスバー。多段階の補正プロセスと組み合わせた過曲げ補正アルゴリズムを実装することで、彼らはなんとかスプリングバック角度の許容差を±0.5°に縮小します。自動車部品全体の組立合格率を99.8%に引き上げました。
顧客の課題
一流の新エネルギー車の部品世界のサプライヤーは、輸入時の曲げとスプリングバックの寸法安定性に関する深刻な問題に直面しました。厚さ 3.0mm の高導電銅 (C1100) バッテリー シリーズ バスバー。 CMM 測定により、複数の位置での相対的な穴間隔が厳密な 0.05 mm 要件を超えていることが示されました。
以前のサプライヤーの金型設計では、バッチごとの降伏強度の変動が考慮されていなかったため、生産ライン組み立て時の強制的な組み立てによりシェル干渉や内部応力集中が頻繁に発生していました。総製品廃棄率は14.2%となりました。顧客の量産納期スケジュールに対する大きな障害となる。
LS製造ソリューション
- LS Manufacturing の上級エンジニアリング チームは迅速に対応しました。最初に、彼らは万能試験機で銅のバッチを試験して、正確な応力-ひずみ曲線を生成しました。実際のデータをトポロジ最適化シミュレーション ソフトウェアにインポートする顧客向けにカスタム金属スタンピング サービス プロセス パスをカスタマイズします。
- すべてのオプションを慎重に検討した結果、当社は以前のサプライヤーのような単純なシングルステーション成形金型の使用を完全にやめ、代わりに 14 ステップの精密順送金型を設計しました。
- キーベンディングステーションで私たちが思いついたのは、事前曲げおよび逆曲げ修正配置ミクロンレベルで調整可能なウェッジと組み合わせます。スルーグレーディングスタンピングスプリングバック補正、正確な角度制御が達成されます。また、パンチ表面に独自の超硬質DLCコーティングを施し、銅を傷から守ります。同時に、高精度変位センサーをベースとしたオンライン閉ループファインシステムを導入しており、調整精度は0.003mmです。
- 銅が金型に付着する問題を解決するために、当社はパンチの表面粗さを制限する独自のプロセスソリューションを開発しました。Ra0.02μm以下、さらに独自のスタンピングダイコーティング技術により、表面の傷を完全に排除します。
結果と価値
徹底したデータテストとプロセス能力の確認を複数回行った結果、LS Manufacturing のバスバーの平坦度は常に 0.03mm 未満でした。寸法公差の Cpk 指数は 1.68 と非常に高く、。この非常に正確なスタンピング ソリューションにより、お客様によるコストのかかる再成形の手動後処理が完全に不要になり、全体の部品調達コストが 22% 削減されました。また、金属プレス業界で高品質のサービスの標準を確立し、クライアントの新エネルギー電池パックの組立ラインを促進しました。欠陥ゼロの高速接続レベル、クライアントの品質担当副社長から高く評価されました。
特殊材料の精密スタンピングの課題については、品質の問題点を完全に解決するためにカスタマイズされたプロセス ソリューションが不可欠です。できます詳細な部品要件を提出すると図面独自のスタンピングサービスソリューションをカスタマイズします。

よくある質問
Q1 : カスタム金属スタンピング サービスを通じた産業用ハードウェア コンポーネントの大規模市場向けカスタマイズ製造の金型開発と初回プルーフ検証納品のリード タイムはどれくらいですか?
製造のサイクル タイムは、主に金型構造の複雑さに関係します。通常、エンジニアリングタイプの単一操作金型には、2週間から3週間しかし、進歩的なエンジニアリングタイプの金型を使用した高精度マルチステーション自動供給には時間がかかります。4週間から6週間(最初の DFM 最適化、有限要素レイアウト シミュレーション、数回の金型調整と試作テスト)。
Q2: プロジェクトの見積り交渉の最初の段階で、LS Manufacturing は顧客の知的財産の機密保持と設計図面の情報セキュリティをどのように確保しますか?
LSマニュファクチャリングは完全な情報セキュリティ分離システム。私たちは、事前に双方向の機密保持契約に署名しています。3D CAD図面を受け取る、3D モデル、モールド フロー解析結果、その他の調査図面は社内の ERP システムに保管され、これ以上漏洩することはありません。
Q3: ハイエンドの金属プレスのサプライヤーは高品質の製造を提供する傾向がありますが、量産の場合の最小注文数量はどれくらいですか?
産業用精密部品の老舗メーカーとして、量産注文の最小数量は10,000pですそして量産製造用。医療機器や産業用ロボット向けの高付加価値精密プレス部品において、試作開発段階での検証を少量からサポートします。
Q4: さまざまなサプライヤーによって提供される金属スタンピング工具のコストには、多くの場合大きな違いがあります。この価格差の主な理由は何ですか?
金型の価格差の背後にある論理は、鋼種、金型の種類、作業位置の数の設計、および高価な自動エラー防止プローブと長寿命の特殊コーティングが構成されているかどうかにあります。異なるスキームのライフサイクル全体のコストの差は数倍に達する可能性があります。
Q5: 汎用スタンピングコスト比較ガイドは、航空宇宙産業における精密スタンピング部品の価格評価と原価計算に直接使用できますか?
従来のプレスコストガイドラインは主に、高い材料利用率と優れた量産費用対効果を追求する民生産業、電子産業、一般産業などの製造分野に適用され、特定の特殊な分野には適さない特殊な耐熱合金加工や極端な破壊実験認証を追求する航空宇宙など。
Q6: カスタム スタンピング サービスの総調達価格を最小限に抑え、カスタム スタンピング生産プロセスで板金原材料を最適に利用するために、サプライヤーはどのような最適化アプローチを採用できますか?
当社の上級エンジニアは、専門的なネスティング ソフトウェアを実行して、オーバーラップ値の増加、ネスティング角度の最適化、エッジ半径の減少などのさまざまなシナリオを検討します。どの部分の面の強度も弱めることなく。これにより、原材料効率が 75% (業界全体) を超えるように絞り込まれます。
Q7: 基本的なスタンピング成形プロセスとは別に、プロの OEM 金属スタンピング サービスが提供できる表面処理サポート加工サービスは何ですか?
エルエスマニュファクチャリングでは、表面仕上げサービスをワンストップでご提供できます。同社は、環境に優しい洗浄と脱脂手順に続いて、精密研磨、電解研磨、熱処理エージング、酸洗、不動態化陽極酸化無電解ニッケルメッキ電気泳動、およびさまざまな粉体塗装も提供しています。720時間の耐塩水噴霧試験の基準を満たしています。、とりわけ。
Q8: 高張力鋼部品の生産サイクル中、過剰な材料スプリングバックの品質問題に効果的に対処するために、プロの精密金属プレスサービスでは通常どのような技術的方法が採用されていますか?
最初に、スプリングバックの進化を正確に予測することを目的として、フルプロセスの数値シミュレーションを採用します。次に、順送金型には精密な多段階修正加工が施され、高剛性の精密プレスを使用することで、高張力鋼のスプリングバックを設計で定義された許容範囲内に維持する。
概要
高品質のスタンプ見積書は、単なる数字のセット以上のものを表します。彼らは本気で語るサプライヤーのエンジニアリング力、金型設計の基準、および全体の品質管理システム。さまざまなサプライヤーを検討する際、技術調達チームと研究開発チームは、単価の低さだけに誘惑されるべきではありません。代わりに、ダイス鋼の材質、レイアウト利用データ、コア工作機械の 1 分あたりのストローク安定性、SPC の品質への取り組みなどの主要な技術的側面を注意深くチェックして、本当に最良の総所有コストを見つける必要があります。
過剰なスプリングバック、金型の頻繁な修理、納期の遅れによってプロジェクトが引き起こされる不安を解消したいと思いませんか?次に、DFX 設計図面 (STEP、IGES、および DXF 形式) を LS Manufacturing の専門エンジニアリング チームに送信する必要があります。詳細なプロセス レイアウト、材料利用分析、完全な金型コストの内訳を含む、専門的でパーソナライズされたスタンピングの見積もりを 24 時間以内に提供します。当社の上級アプリケーション エンジニアにお問い合わせください、そして私たちは協力して、データと実際の製造経験を活用して、次世代の高精度工業製品の量産に成功します。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト:https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。CNC加工、板金製造、3D プリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。www.lsrpf.com
