
خدمة ختم المعادنتشكل إحدى تقنيات التصنيع الأساسية الموجهة نحو الإنتاج واسع النطاق للأجهزة المصنعة بدقة. يمكن لطريقة خدمة ختم المعادن أن تحل العديد من المشكلات الرئيسية المتعلقة بالمشتريات واسعة النطاق، على سبيل المثال، إحدى المشكلات هيفرق كبير بين الاستثمار الأولي في القالب وتكاليف معالجة القطعة الواحدةوالتي يمكن أن تكون في حدود مئات الآلاف من اليوانات، بالإضافة إلى مشكلة تشوه الضغط الداخلي للأجزاء المسحوبة بعمق.
لمعالجة مشكلات الاختيار الخاصة بالختم المستمر وختم الناقل، يجب على خبراء تصميم القوالب في LS Manufacturing إجراء دراسة مقارنة فنية شاملة للاثنين حول معلمات مثلالحد من التحكم في التسامح، ونسبة السحب العميق، ومعدل فقدان الشريط، وبالتالي توفير مؤشرات قابلة للقياس الكمي لاتخاذ القرار في سوق دبي المالي (التصميم للمعادن) لفرق البحث والتطوير والمشتريات لتمكينهم من إجراء الجودة وتوازن التكلفة الإجمالية للمشروع.عند الانتهاء من هذه المقالة، سوف تكون قادرا على الاستفادة من المتقدمةختم تقييم سوق دبي الماليتقنيات لتحديد الحل الوسط الأمثل بين الجودة والتكلفة في مشاريع الأجهزة المصممة وفقًا لمتطلباتك.
التقدمي مقابل ختم النقل: نظرة عامة على معايير الاختيار الرئيسية
| أبعاد المقارنة | ختم القالب التدريجي | نقل ختم القالب |
| نطاق LDR المطبق | .60.6 | >0.6 |
| استخدام المواد | 65%-85% | 85%-95% |
| الإنتاج النموذجي SPM | 100-300 | 20-80 |
| النسبة المئوية لتكلفة القالب المقدمة | 100% (خط الأساس) | 50%-70% |
| التسامح ثقب نموذجي | ± 0.02 ملم | ± 0.03 ملم |
الوجبات السريعة الرئيسية:
- قرار نسبة الرسم:عادةً، إذا تجاوزت نسبة عمق السحب إلى القطر (LDR) للمكون 0.6 وكان ضغط الشق الخالي من الحواف أحد المتطلبات، إذناختيار قالب النقل أمر لا بد منهلأنها تمكن من تحرير قيود الشريط.
- استخدام المواد:يمكن للقوالب الثانوية التي تعمل بتصميم متدرج مستقل عن بعضها البعض أن تقلل من تكلفة شراء السبائك المكلفةأكثر من 20%.ثم مرة أخرى، تشكل القوالب التقدمية حوالي 15%-35% هدرًا هندسيًا بسبب تداخل الشريط.
- نقطة التعادل:فقط عندما يتجاوز الإنتاج السنوي للأجهزة الصغيرة التقليدية الدقيقة 80000 قطعة، يكون استخدام القوالب التقدمية مبررًا من منظور التكلفةإنه يجلب فعالية ممتازة من حيث التكلفةبسبب القدرة الإنتاجية الآلية.
لماذا تثق بخبرة شركة LS Manufacturing في الأجزاء المعدنية المختومة الدقيقة؟
مع أكثر من عشر سنوات من الخبرة في البحث والتطوير والإنتاج الضخم لقوالب الختم الدقيقة، فإن شركة LS Manufacturing مجهزة تجهيزًا جيدًا لتصنيع خطوط الإنتاج بما يتوافق معIATF 16949:2016قياسي. كما يقدم الدعم الفنيفي كل مرحلة بدءًا من تحسين التصميم للتصنيع (DFM) وحتى تسليم الدُفعات. بعد اختبار تآكل ختم سبائك التيتانيوم لمدة ثلاثة أشهر، تمكنا من استخلاص طريقة تداخل منخفضة الخسارة للمعادن ذات القيمة العالية، والتي يمكن أن تقلل معدل خردة المواد الثمينة بنسبة 8%.
هذا الحل الهندسي هو التنفيذ الميداني لفريقنا في مشاريع المكونات الهيكلية للطيران وإنتاجها المادي. لقد ساعدنا العملاء علىزيادة عمر الموت من 3 ملايين دورة إلى 5 ملايين دورة- انخفاض كبير في تكلفة استهلاك القالب لكل قطعة. يتمتع موظفونا في الهندسة بخبرة متراكمةما لا يقل عن 8 سنواتفي الميدان وتقديم تنبيهات استباقية لمخاطر العملية للمكونات الهيكلية المعقدة.
الحلول التي نقدمها ليست نظرية فقط، بلجميع مقترحاتنا مستمدة من بيانات التحقق الفعلية لخطوط الإنتاج الضخمبحيث يتم تنفيذ الحلول المقدمة لعملائنا مباشرة ووضعها في مرحلة الإنتاج.
مع أكثر من عشر سنوات من الخبرة العملية ونظام مراقبة الجودة المنهجي والالتزام بهآيزو 13485:2016معايير للتطبيقات الطبية، يمكننا أن نفعل ذلك بشكل فعالتساعدك على تجنب خسائر الإنتاج الضخمبسبب اختيار عملية غير صحيحة.
إذا كنت تواجه ارتباكًا فيما يتعلق باختيار العملية،اتصل بفريقنا الهندسي للحصول على تقييم مجاني لسوق دبي المالي. سوف نقدم حلول خدمة ختم معدنية مخصصة ومستهدفة بناءً على رسومات الأجزاء الخاصة بك.

لماذا يعتبر الختم التدريجي هو الاختيار المطلق لخدمة الختم ذات الحجم الكبير؟
ختم القالب التدريجييستخدم وحدة تغذية مؤازرة لسحب المعدن الملفوف بشكل مستمر إلى مجموعة قوالب متعددة المحطات داخل مكبس ختم واحد. وبسرعات عالية تصل إلى 100-300 SPM،يتم تنفيذ عدة عمليات في وقت واحد أثناء الحركة الترددية السريعة. هذه هي الطريقة الأكثر فعالية لتقليل التكلفة الإجمالية لإنتاج أجهزة صغيرة دقيقة بقدرة إنتاجية سنوية تزيد عن 100000 قطعة.
نظام التغذية المؤازر التحكم الدقيق في الملعب
تعد التغذية السليمة أثناء عملية الختم التدريجي أمرًا ضروريًا لتوحيد أبعاد الأجزاء. أساس أتحديد المواقع ختم عالية الدقةالنظام هوآلية ردود الفعل ذات الحلقة المغلقة في وحدة التغذية المؤازرةالذي يضبط درجة التغذية بحيث يظل خطأ درجة الصوت أقل من ±0.01 مم. لجعلوحتى أبسط من ذلك، فكر في الأمر كنظام تغذية الورق في طابعة عالية الدقة، حيث تتم محاذاة كل خطوة بشكل مثالي بحيث يتم منع انحرافات المحاذاة في هذه المحطات. بالإضافة إلى محاذاة ثانوية مع دبابيس التوجيه داخل القالب،دقة مستوى ميكرون التحكم في حلقة مغلقةيمكن تحقيقه في جميع مراحل العملية، مما يؤدي إلى إنتاج مستقر للأجزاء المعدنية المختومة الدقيقة التي تتوافق مع متطلبات الجودة الصارمة.
مزايا التكلفة لوضع إنتاج إطفاء الأنوار
توفر خدمة الختم ذات الحجم الكبير هذه القدرة على الإنتاج غير المراقب على مدار الساعة طوال أيام الأسبوع مما يقلل بشكل كبير من تكاليف العمالة والإدارة.تنعكس مزايا التكلفة الرئيسية في هذه الجوانب الثلاثة:
- عدم التعامل مع المواد ونقلها بين العمليات مما يؤدي إلى تكاليف العمالة المباشرةأقل من 5%.
- آلة واحدة قادرة على إنتاج كافة العمليات، مما يؤدي إلى تقليل المساحة المستخدمة للعديد من الآلات وتكاليف الصيانة.
- الختم بسرعة عالية يقلل من دورة الإنتاجيجعل من الممكن تلبية الطلب الضخم والمفاجئ على التسليم بسرعة.
باستخدام الخبرة المتراكمة من خلال تنفيذ خطوط الإنتاج عالية السرعة، يمكننا أيضًا تقديم خدمة ختم المعادن المخصصة لمختلف الصناعات بناءً على متطلباتهم الخاصة.

الشكل 1: مجموعة من المكونات المعدنية الصغيرة عالية الدقة، بما في ذلك النوابض والموصلات.
كيف يحدد تخطيط الشريط الناقل استخدام المواد في ختم القالب التدريجي؟
يعد تخطيط شريط المواد في ختم القالب التدريجي أحد العوامل الرئيسية التي تؤثر بشكل مباشر على معدل استخدام المواد. خط الإنتاج يجب أنأمسك الشرائط والتداخلات في جميع الأوقات لتأمين الحركة الأمامية للأجزاءمما يؤدي للأسف إلى هدر ما بين 15% إلى 35% من المواد الخردة الثابتة فيختم المعادن مكلفة.
الخواص الميكانيكية لثلاثة أنواع من الهياكل الشريطية
الشريط المتوسط، والشريط أحادي الجانب، والشريط مزدوج الجوانب هي الهياكل الشريطية الثلاثة المستخدمة عمومًا في ختم القالب التدريجي.معرفة الفروق في مقاومة إجهاد القص وتكوين ثبات الهياكل المختلفةساعد الشخص على استغلال تصميم تخطيط ختم الويب الخاص بالناقل بشكل معقول. مثل هذا التصميم له تأثير مباشر على استخدام المواد وإنتاجية الجزء.
| نوع الشريط | مقاومة القص | تعقيد الجزء القابل للتطبيق | الاستخدام النموذجي للمواد |
| قطاع المتوسطة | قوي | أجزاء متناظرة بسيطة | 70%-80% |
| قطاع أحادي الجانب | متوسط | أجزاء تشكيل أحادية الجانب | 75%-85% |
| قطاع على الوجهين | قوي للغاية | تشكيل معقد متعدد الاتجاهات | 60%-70% |
| جسر أحادي الارتباط بدون حاملات | متوسط | أجزاء مسطحة غير منتظمة | 85%-94% |
منطق التصميم الكمي لعرض الحافة
مطابقة عرض حافة أداة الختم مع سمك المادة والقوة المطلوبة لذلكلكمة من خلال أمر لا بد منه. في الواقع، سيكون هذا أحد المعايير الرئيسية لتحسين الأداءعملية ختم تخطيط الشريطحتى لا يصبح الشريط غير مستقر أو يتمزق أثناء عمليات الختم عالية السرعة. على سبيل المثال، بالنسبة للينابيع الإلكترونية النحاسية الخالية من الأكسجين بسمك 0.8 مم، يتم الختم،يجب أن يكون عرض التداخل 1.5-2 أضعاف سمك المادةللحفاظ على استقرار انتقال الملعب.
بكل بساطة، التداخل هو السكة على السكك الحديدية، ونقص العرض سيؤدي إلى "الخروج عن المسار"، والذي بدوره يؤدي إلى إزاحة جزء من السكة أو حتى تلف العفن.إن اتباع هذه المبادئ الثلاثة الرئيسية هو مفتاح الاستخدام الجيد للتخطيط:
- إعطاء الأولوية للتخطيط المتماثل لموازنة حمل التثقيب وتقليل هدر الحواف.
- قم بتقليل تباعد درجة الصوت لتقليل نسبة التداخل لكل جزء من الوحدة.
- استخدم تخطيطًا متداخلاً للأجزاء غير المنتظمة لتحقيق أقصى استفادة من مساحة الصفائح المعدنية.
تصميم التداخل المناسب قدتساعد في الغالب في تقليل تكوين الخلل أثناء العمليةوفي النهاية، ضمان اتساق الإنتاج الضخم للأجزاء المعدنية المختومة عالية الدقة.
متى يجب عليك التركيز على نقل ختم القالب لعمليات السحب العميق؟
نقل ختم القالبيعد خيارًا رائعًا لتصنيع أجزاء الأجهزة المخصصة التي تتطلب رسمًا عميقًا جدًا (LDR > 0.6) أو التي تتضمن تشكيلًا معقدًا ثلاثي الأبعاد. في هذه التقنية،يتم فصل الفراغ تمامًا ويتم قطعه بشكل مستقل في العملية الأولى، وبسبب هذا إزالة القيود الريولوجية المادية تماما.
التحكم في تدفق المواد في عمليات الرسم العميق
مع ختم قالب النقل، يتم فصل الفراغ بالكامل عن الملف في المحطة الأولى. مع التحكم الدقيق في تدفق المواد في الختم، يمكن للصفائح المعدنية أن تتدفق بشكل طبيعي ومتساوي إلى تجويف القالب أثناء عمليات السحب لذلكلا تصبح المنطقة ضعيفة بشكل مفرط (> 25%) أو ممزقة بسبب تمدد شريط القالب المستمر. سيتعين على تصميم العملية تغيير معلمات الرسم بالنظر إلى مؤشر تصلب المادة (n) وتباين الخواص (r) لإنتاج انتشار ثابت للمادة أثناء عملية التشكيل.
توسيع قدرات الأسلحة الروبوتية ثلاثية الأبعاد
الأذرع الآلية المؤازرة ثلاثية الأبعاد قادرة على نقل الأجزاء المستقلة متعددة الأبعاد. هذاالعابرةختم الحديديمكن للنظام التعامل مع عمليات تشكيل معقدة للغاية،وتشمل المزايا الأساسية ما يلي:
- يمكن تدوير الأجزاء بزاوية 90 درجة وإمالتها للأعلى، مما يؤدي إلىلا حاجة إلى هياكل إسفينية ثقيلة الجانبوالتكيف الكامل يرضي متطلبات خدمة ختم المعادن المعقدة المخصصة.
- يتم نقل الأجزاء دون لمس أسطح تشكيلها، مما يوفر حماية جيدة جدًا للأسطح الوظيفية شديدة اللمعان أو الحساسة.
- القدرة على العمل في تخطيط خط الضغط المتعدد،تغيير بسهولة عدد العمليات وإيقاع الإنتاج.
يزيد تكامل العملية الجديد هذا بشكل كبير من نطاق المواقف التي تنطبق فيها خدمة ختم المعدن.
إذا كان منتجك يتضمن رسمًا عميقًا أو هياكل تشكيل معقدة،يمكنك تنزيل المستند التقني الخاص بعملية الرسم العميقلفهم السيناريوهات القابلة للتطبيق ونقاط التصميم الخاصة بختم قالب النقل بشكل منهجي، مما يوفر مرجعًا للبحث والتطوير في المرحلة المبكرة.

الشكل 2: قوالب ختم النقل المصممة بدقة لعمليات الرسم العميق المعقدة.
كيف تؤثر تعقيدات تصميم أدوات الختم على مخاطر الاستثمار الأولية؟
مستوى التكامل فيتصميم أدوات الختمله تأثير مباشر على تكلفة الاستثمار في القالب الأولي. القوالب التقدمية، وهي عبارة عن قاعدة قالب واحدة عالية القوة تحتوي على عدة محطات عمل،عادةً ما تكون تكلفة القالب الأولي أعلى بنسبة 30% إلى 50% من تكلفة قوالب النقل المستقلة. ومع ذلك، فإن هذا يساعد بشكل كبير في استهلاك وقت الإنتاج لكل قطعة وتكاليف إشغال المعدات في مرحلة لاحقة.
مكونات عالية التكلفة للموت التقدمي
يعد مستوى التكامل لتصميم أدوات الختم أمرًا مهمًا في تحديد تكلفة التصنيع الإجمالية للقالب. يؤدي التكامل العالي للقوالب التقدمية إلى ارتفاع تكاليف التصميم والتصنيع. بنود التكلفة الرئيسية هيأجهزة استشعار عالية الدقة للكشف عن سوء التغذية، ونوابض نيتروجين عالية السرعة، ومواد فولاذية عالية الجودة. على سبيل المثال، من خلال اختيار قالب الفولاذ DC53، والذي يمكن تصليبه إلى نطاق HRC 60-62، يؤدي إلى تحسين كبير فيأداة ختم الصلب المتانة. تم تصميم عمر القالب القياسي ليتحمل 5 ملايين ضربة، مما يجعله مقاومًا للتآكل أثناء الإنتاج الضخم عالي السرعة.
| بُعد التكلفة/العمر الافتراضي | ختم القالب التدريجي | نقل ختم القالب |
| دورة تصميم القالب | 4-6 أسابيع | 2-3 أسابيع |
| تكلفة تصنيع القالب | 100% (خط الأساس) | 50%-70% |
| يموت صلابة الصلب | لجنة حقوق الإنسان 60-62 | لجنة حقوق الإنسان 58-60 |
| عمر الختم القياسي | 5 ملايين دورة | 3 مليون دورة |
| تكلفة تعديل المحطة الواحدة | عالي (يتطلب تفكيك القالب بالكامل) | منخفض (تعديل محطة واحدة فقط) |
مزايا الأنواع المنفصلة في قوالب النقل
عندما يتعلق الأمر بمقارنة استثمار ختم القالب التقدمي مقابل النقل، في الواقع، تتكون قوالب النقل من عدة قوالب هندسية منفصلةنقطة أساسية للمناقشة. في حالة حدوث ضرر، فإن التغييرات التي تم إجراؤها على محطة واحدة فقط لن تنعكس بشكل عام على قاعدة القالب، ولهذا السببتقليل مخاطر التكلفة والوقتمن تعديلات القالب في وقت لاحق. بالنسبة لعائد الاستثمار الذي يهتم به مديرو المشتريات في مجال B2B، يمكننا تقديم الخبراءتقييم ختم تكلفة القالبونموذج حساب تكلفة دورة الحياة الكاملة.
يمكن قياس الاستثمار في مخاطر العفن من خلال هذه العوامل الثلاثة الرئيسية:
- عدد الوحدات المشتراة سنويا وفترة استهلاك تكاليف القالب.
- المعدل الذي يتغير به تصميم الجزء.
- حصة تكاليف المواد الخام من إجمالي تكاليف الإنتاج.
سوف نقوم بتحديد العملية الأنسب وتقديم عرض أسعار خدمة ختم معدني مخصص بتكلفة تنافسية للغايةحسب حجم المشتريات السنوية للعميل وميزات الجزء.
إذا كنت ترغب في تقييم عائد الاستثمار في القوالب الخاصة بمشروعك، فيرجى الاتصال بنا لحساب تكلفة الدورة الكاملة مجانًا.يمكننا أيضًا مساعدتك في العثور على خطة الإنتاج الأكثر فعالية من حيث التكلفةمن خلال النظر في الاختلافات في ختم خيارات تصميم الأدوات.

الشكل 3: لقطة مقربة لقالب أدوات الختم المعقد متعدد التجاويف مع مكونات دقيقة.
الختم التدريجي مقابل النقل بالقالب: ما هو النظام الذي يوفر تفاوتات أكثر صرامة في الأبعاد؟
التقدمية مقابلنقل ختم القالبهما في الأساس طريقتان مختلفتان للتحكم في تحمل الأبعاد. يمكن أن يموت التقدمييمكنك بسهولة الحفاظ على تباعد الفتحات وتفاوتات الكفاف في حدود ±0.02 مم، وذلك بفضل القفل المتكامل وتحديد موضع دبابيس التوجيه الدقيقة والشريط المستمر. ومع ذلك، فإن قوالب النقل، مع تسليمها اليدوي الآلي وتحديد المواقع الثانوية، تواجه بشكل عام تراكمًا تراكميًا أعلى على مستوى الميكرون.
آلية دقة القوالب التقدمية
السمة الرئيسية للقوالب التقدمية هي آلية تحديد المواقع الصعبة، والتييمنحهم ميزة كبيرة على قوالب النقل عندما يتعلق الأمر بالدقة. في الختم المستمر، يتم وضع فتحات التوجيه عالية الدقة الموجودة على الشريط ودبابيس التوجيه داخل القالب ميكانيكيًا في محاذاة ثابتة، وهو الأساس الرئيسي للقدرة علىالتحكم في ختم التسامح الأبعاد. يتم التحكم في خطأ الخطوة لكل تغذية داخل حلقة عند مستوى تسامح ميكرون، ويمكن أن يصل مؤشر قدرة العملية Cpk إلى ما هو أبعد من 1.67. وبعبارة بسيطة، فهو يشبه المفتاح المناسبفتحة القفل - يتم تحقيق المحاذاة الدقيقة في كل مرة، دون أي خطأ في الإزاحة.
| أنواع التسامح | ختم القالب التدريجي | نقل ختم القالب (الأمثل) |
| التسامح مع موضع الثقب | ± 0.02 ملم | ± 0.03 ملم |
| التسامح الكفاف | ± 0.03 ملم | ± 0.04 ملم |
| التسطيح | ± 0.04 ملم | ± 0.05 ملم |
| اتساق الملعب | ± 0.01 ملم | ± 0.015 ملم |
| مؤشر الإنتاج الضخم Cpk | 1.67 | ≥1.33 |
خطة تحسين التسامح لقوالب النقل:
مع تحسين العملية،يمكن تحسين دقة قوالب النقل بشكل كبير. إن تصنيع LS، من خلال تركيب القالب بدبابيس تحديد موضع عالية الدقة وخالية من ردود الفعل العكسية واستخدام اكتشاف المحاذاة بالليزر، وعملية معايرة ختم محاذاة الليزر، قادر علىحافظ على خطأ تحديد موضع قالب النقل ضمن ± 0.015 مم، وهو قريب جدًا من معايير الصناعة، ويساعد أيضًا في الإنتاج الضخم المستقر للأجزاء المعدنية المختومة عالية الدقة.
ثلاث خطوات رئيسية لزيادة دقة قوالب النقل:
- قم بتركيب دبابيس تحديد الموقع المخروطية لكل محطة بحيث يمكن محاذاة الفراغ بالقوة والدقة.
- استخدم أذرعًا آلية مؤازرة لتحديد موضع الحلقة المغلقةتقليل الانحرافاتالتي تنتج عن الجمود في النقل.
- تجهيز محطات الفحص بالليزر عبر الإنترنت ليس فقط لتقديم تعليقات في الوقت الفعلي ولكن أيضًاتصحيح الانحرافات الأبعاد.
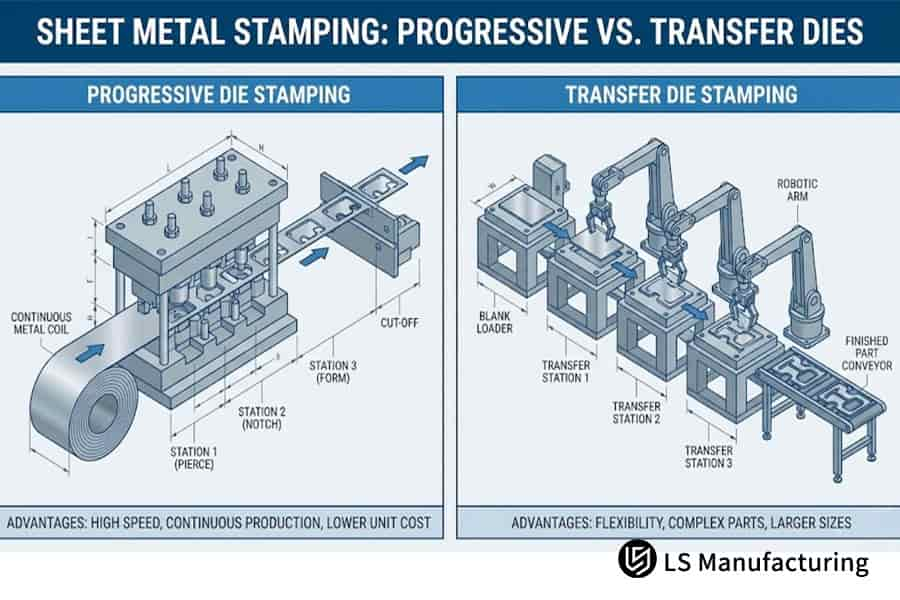
الشكل 4: رسم توضيحي يقارن سير عمل وتخطيطات سير العمل والختم التدريجي ونقل القالب.
كيفية حل الحمل المركزي ولحظات التحول في هندسة أدوات الختم المعقدة؟
بالنسبة لتصميم أدوات الختم، يجب أن يكون الهدف الرئيسي هو التعامل مع المشكلات المتعلقة بالتحميل اللامركزي. على سبيل المثال،قد يكون التثقيب (الذي يتطلب حمولة منخفضة) والتشكيل (الذي يتطلب حمولة عالية) غير متوازن للغايةويتم توزيعها على طول نفس كتلة الشريحة في قوالب مستمرة بحيث تكون الأحمال اللامركزية الناتجة على المكبس كبيرة بما يكفي للتسبب في إمالة الشريحة. وبسبب هذا، يجب إجراء حسابات شاملة للحمولة وتوازن مركز الضغط في مرحلة التصميم.
مسار فشل التحميل غريب الأطوار
يجب أن يركز تصميم أدوات الختم بشكل أساسي على حل مشكلة الأحمال اللامركزية. بالنسبة للتخطيطات ذات المحطات المتعددة، إذا كانت قوة التثقيب في المقدمة تبلغ 5T فقط بينما تصل قوة الثني والتشكيل في الخلف إلى 80T،ستخضع شريحة الضغط الناتجة إلى لحظة إمالة قوية جدًا. أتحليل ختم لحظة البقشيشيمكن للمتخصصين التنبؤ بمخاطر فشل أعمدة التوجيه والبطانات البالية بالإضافة إلى الميل غير المتماثل وتشويه الأجزاء. يتم إزاحة مركز ضغط القالب بواسطة معيار المعايرة المركزي الحصري لشركة LS Manufacturingيتم الاحتفاظ بها على مسافة 5 مم من مركز الشريحة. هذه المواصفات أكثر صرامة من متوسط الصناعة وغالبًا ما تعني زيادة كبيرة في عمر القالب.
الحلول الهندسية لتصحيح مركز الضغط
هناك عدد من التقنيات التي يمكن للمهندسين استخدامها لضبط مركز الضغط للقالب بأكمله وتنفيذه بشكل جيدتعديلات ختم دقيقةيعتمد على مركز الضغط للتأكد من إمكانية التشغيل المستقر على المدى الطويل لخدمة الختم ذات الحجم الكبير.الطرق الرئيسية هي:
- تجديد محطات العمل غير المأهولةبطريقة تعمل على تعديل توزيع الحمل الجانبي وبالتالي تقليل الانحراف المركزي.
- الاستفادة من نوع البناء ذو الارتفاع المتدرج من أجلتبعثر أحمال القص العلوية وتقليل لحظات الإمالة اللحظية.
- تثبيت اللكمات المتوازنة لتحييد عدم تكافؤ الحمل على جانب واحد وبالتالي تحقيق توسيط الحمل بشكل عام.
من خلال تصميم موازنة التحميل بشكل صحيح يمكن للمرء أن يأخذخطر تقلبات الأبعاد أثناء الإنتاج الضخموصولاً إلى الحد الأدنى وبالتالي تحسين اتساق الدفعة للأجزاء المعدنية المختومة بدقة.
دراسة الحالة: كيف قامت شركة LS Manufacturing بتصميم حاوية حماية طبية مخصصة مع سير عمل تقدمي خالٍ من أي خردة؟
للحصول على غلاف درع دقيق من الفولاذ المقاوم للصدأ لشركة Fortune 500 لتصنيع المعدات الطبية (الطلب السنوي 120.000 قطعة)، لديناخدمة ختم المعادن المخصصةقدمت حلا مصممة خصيصا من قبلابتكار تخطيط شريط القالب المستمر تحقيق تصميم تداخل الحدود الخالية من الناقلمما يساعد العميل على توفير 28% من تكاليف المواد البحتة.
مشكلة العميل الأصلية
كانت الخطة الأصلية للعميل هي تصنيع مكون حماية SUS316L من الدرجة الطبية بسمك 0.4 مم عبر الختم المستمر التقليدي. كان هذا أتصنيع ختم الأجهزة الطبيةالإعداد المطلوبليس فقط سطحًا خاليًا من الخدوش ولكن أيضًا التسطيح المناسب. ومع ذلك، كان المكون غير متماثل إلى حد كبير لدرجة أن تخطيطات الشريط المزدوج الجوانب التي صممها موردون آخرون أدت إلى تحول 34.5% من الفولاذ المقاوم للصدأ إلى خردة. علاوة على ذلك، فإن استواء الجزء تجاوز 0.15 ملم بسبب تحرير الضغط الداخلي، وهذاأدى إلى ارتفاع معدل خردة التجميع دائمًا. لا يمكن لخدمة الختم المعدني التقليدية أن تلبي متطلبات التكلفة والدقةتعليقات.
حل التصنيع LS
ودون الاعتماد على أي افتراضات نظرية، اعتبرنا الأشكال غير المنتظمة،يمكن أن تكون المكونات المسطحة أفضل من الناحية الهيكلية من التخطيطات القياسية. بقيادة فريق هندسي كبير، ساعد استخدام تحليل العناصر المحدودة لمحاكاة تدفق المواد على تجاهل المشكلة طويلة الأمد من خلال التوصل إلى تصميم الختم التدريجي "للجسر المركزي أحادي السلسلة الخالي من الناقل".
في الوقت نفسه،تم تقديم لكمة تسوية تعويض الضغط المحلي العكسي في الفترة قبل الأخيرة. محطة لمعايرة ختم تخفيف الضغطوداخل القالب تم إنشاء نظام كشف إزاحة الألياف الضوئية بالأشعة تحت الحمراء متعدد النقاط. لقد حافظنا على تقلب توتر الشريط عند مستوى ± 2N. وهذا يضمن استقرار ناقل الحركة عالي السرعة للهيكل الخالي من الناقل.
نتائج المشروع وقيمته
- أسفرت تجربة القالب الأولى عن سير عمل دون أي خدش، وهو أمر نادر في الصناعة.رفع معدل استخدام المواد من 65.5% إلى 93.8%، وهذا أدى تمامًا إلى التخلص من النفايات الموجودة على الحواف.
- تتم قياس تسطيح المكون بانتظام عند ±0.04 مم، وهو ما يعادلأقل بكثير من ± 0.05 مم الصارميسمح بختم الصف الطبي.
- تم الحفاظ على كفاءة الإنتاج بشكل ثابت عند 140 SPM (ضربات في الدقيقة)، وكان هذا دليلاً كاملاً في سياق خدمات ختم المعادن على تقليل التكلفة وإمكانات تحسين الكفاءة.
- تتمثل الفوائد التي نشأت من المشروع في توفير العميل بمبلغ 42000 دولار سنويًا في تكاليف شراء المواد الخام، وكذلكفحص الجودة عبر الإنترنت بنسبة 100% والتسليم دون فحص دفعات الأجزاء.
وفي نهاية المطاف، اتخذ العميل قرارًا بتقديم طلب إنتاج ضخم وحصري طويل الأجل لخط الإنتاج هذا.
إذا كان لديك أيضًا مشاريع ختم عالية التكلفة وعالية الدقة،يمكنك تحميل رسوماتك ثلاثية الأبعاد للحصول على عرض أسعار مخصص. سوف نقدم لك حلاً كاملاً بما في ذلك خطط التخطيط وتفاصيل التكلفة، مما يساعدك في الحصول على جودة عاليةأجزاء معدنية مختومة بدقةبكميات كبيرة.

لماذا تختار LS Manufacturing باعتبارها الشركة المصنعة لخدمة ختم المعادن المخصصة لعقد B2B في الصين؟
تقع في Humen، Dongguan كشركة مصنعة مصدر ومدينتنا هي قطاعات التصنيع الصناعية والمدنية، وتعتمد خدمة ختم المعدن المخصصة لدينا علىمصفوفة ضغط ختم عالية السرعة بدقة 25T-400T، ونظام IATF 16949، نعمل جاهدين لمساعدتك في التغلب على جميع التحديات الهندسية المعقدة للختم.
قيمة تكلفة التعاون في مجال الختم المعدني لمرحلة ما قبل الإنتاج (DFM).
لن يتم تصنيع LS بسعر رخيص بأسعار منخفضة. بدلاً من ذلك، فهو يركز على الجمع بين البحث والتطوير التعاوني في سوق دبي المالي في مرحلة ما قبل الإنتاج والمهنيةتحسين ختم سوق دبي المالي. في مرحلة التصميم، يساعد تحليل تدفق القالب العملاء فيتحسين سمك الجدار ونصف قطر الانحناء وعمق التمددوبالتالي منع التغييرات المحتملة بعد فتح القالب وتقليل تكلفة تجربة المشروع والخطأ وكذلك المدة. بالمقارنة مع مقدمي الخدمات القائمة على المنصات، يتيح مصنعنا المادي التنفيذ المباشر للحلول التقنية، مما يساعد على ذلكالقضاء على مشكلة انقطاع إنتاج الحل وضمان الفعاليةخدمات ختم المعادن المخصصة.
ضمان التسليم مع مراقبة الجودة الشاملة
للحفاظ على اتساق الأبعاد في ملايين أجزاء الإنتاج، لدينا آلات قياس متناسقة، وأجهزة عرض رقمية دقيقة، ومعدات مراقبة جودة ختم SPC مؤتمتة بالكامل عبر الإنترنت. كونها مصنع التصنيع الأصلي ،مزايانا الرئيسية هي:
- فريق الدعم الفني في الموقع:وقت الاستجابة للطلبات الفنية أسرع بنسبة 40% من مقدمي خدمات النظام الأساسي، مما يسمح بالتكرار السريع لتصميم أدوات الختم.
- يتم الإنتاج داخليًا لجميع العمليات:يمكن التحكم في التكاليف بشكل أكثر دقة وبمزيد من الشفافية طوال دورة حياة المنتج بأكملها.
- التعاون بين العمليات على نطاق واسع:يمكن استخدامه للمعالجة السطحية بالإضافة إلى عمليات التجميع التالية.
يغطي إعداد خط الإنتاج الراسخ لدينا متطلبات التسليم بشكل موثوقخدمة ختم عالية الحجم، ويتم أيضًا تلبية خطط الشراء واسعة النطاق لعملائنا من حيث السعة. وقد تم وضع إمكانية تتبع الجودة للعملية برمتها، والتييتيح إمكانية إرجاع دفعات المنتج إلى المواد الخام ومحطات الإنتاج إذا لزم الأمر. نظام التشغيل المتكون من التكنولوجيا الشاملة ومراقبة الجودة يبقي عملية خدمة ختم المعدن تحت السيطرة في كل مرحلة.
إذا كنت ترغب في معرفة المزيد عن حالات تنفيذ الإنتاج الضخم في الصناعة،من فضلكاتصل بناللحصول على مجموعة من دراسات حالة المشروع حول الأجزاء المعدنية المختومة بدقة، والإشارة إلى حلول العمليات ونتائج خفض التكلفة للمنتجات المماثلة.
الأسئلة الشائعة
س 1: ما هو حجم الإنتاج التعادلي الاقتصادي الدقيق بين الختم التدريجي وختم النقل؟
إذا قمت بشراء أقل من 30.000 قطعة مختومة بدقة تقليديةسنويًا، سيمنحك ختم قالب النقل معدل عائد أعلى متتاليًا. ومع ذلك، بمجرد أن يتجاوز حجم الإنتاج السنوي الحد الحرج الذي يتراوح بين 50.000 إلى 80.000 قطعة،تكلفة القطعة ذات القوالب التقدمية ستنخفض كثيرًا. يمكنك ذلكتقديم الرسومات الخاصة بكللحصول على السعر، وسنعمل على تحديد السعر الدقيق لحجم الدفعة الخاصة بك.
س 2: هل يمكنك تشغيل هياكل أدوات قالب النقل القياسية داخل آلة ضغط ختم تقدمية واحدة؟
إذا لم يشكل الطول الإجمالي لطاولة الضغط وإجمالي شوط الارتفاع المغلق أي قيود، فيمكن تركيب العديد من القوالب الهندسية المستقلة ذات التشغيل الفردي في نفس المكبس ذي القاعدة الطويلة عن طريق إضافة روبوت مؤازر ثلاثي الأبعاد متعدد المحطات، والذي من شأنه أنمحاكاة تشغيل خط إنتاج ختم القالب بالنقل الكامل والفعال.
س 3: كيف يحد سمك شريط المادة من الأداء الميكانيكي لشبكات حامل القالب التقدمية؟
عندما يكون سُمك الملف المعدني أقل من 0.15 مم، مع ضربات سحب أو ثني عالية السرعة في ختم مستمر، فإن تداخل الشريط الرقيق للغاية سيصبح غير مستقر، وملتويًا محليًا، وفي أفضل الأحوال، يصبح منقسمًا ومكسورًا بسبب أنه في الواقعلا يمكن أن يتحمل إجهاد القص والشد المتناوب للثقب، وبالتالي مقاطعة التغذية المستمرة تمامًا.
س 4: لماذا تتفوق قوالب النقل كثيرًا على القوالب التقدمية في استخدام مادة التيتانيوم أو السبائك المعدنية؟
نظرًا لأن القوالب التقدمية تحتاج إلى الحفاظ على سماكة تداخل توصيل غير قابلة للاسترداد لكل محطة على طول الشريط الطويل بأكمله، إلا أنه يمكن ختم النقلاستخدم قاطع التعشيش بدقة عالية جدًالقطع صفائح سبائك التيتانيوم الباهظة الثمن إلى قطع فارغة فردية في العملية الأولى، حيث يكون معدل الخردة للمواد الخام الباهظة الثمن صفرًا تقريبًا.
س 5: ما هي أبعاد الأجزاء المحددة التي تقيد خطوط الختم التدريجي ذات الحجم الكبير من معالجة قطع غيار السيارات واسعة النطاق؟
عندما تكون الأبعاد أحادية الجانبيتجاوز جزء الختم المعدني 400 مم ويبلغ عمق الرسم الإجمالي أكثر من 100 مم،مجموعة القوالب الشاملة الكبيرة من القوالب التقدمية سوف تقوم بتحميل المعدات التقليدية بشكل مفرط مع الوزن الذاتي، وصلابة الانحناء، وطول طاولة الضغط. لذلك، يجب تنفيذ نظام ختم قالب نقل الخط المقسم.
س 6: كيف يغير الجزء الخلفي المعدني الشديد اختيار التصميم بين أنظمة ختم القوالب التقدمية والنقل؟
إذا كان جزءًا من الفولاذ عالي القوة مع زنبرك خلفي من أسوأ الأنواع، مثل DP980، فإن كل محطة من محطات قالب النقل تتميز بدرجة عالية جدًا من إمكانية التعديل المكاني بحيث يكون من الممكنتنفيذ عدد من التعويضات الدقيقة لعملية تشكيل واحدة. نظرًا لكون محطات القوالب التقدمية مدمجة، فإنها تزيد من صعوبة الهندسة ومخاطر تعديل القالب لإجراء تغييرات لاحقة.
س7: ما هي أنواع ميزات الأتمتة الثانوية التي يمكن دمجها بسلاسة مباشرة داخل محطات النقل القالبية؟
في ختم النقل، تكون الأجزاء في كل محطة في حالة حرة لأنها لم تعد مرتبطة بشريط المواد المستمر. وهذا يساعد على تكاملآلات التنصت المؤازرة الداخلية، أو مسامير التثبيت والمزالج، أو معدات الفحص البصري الكامل ثلاثية الأبعاد. بالإضافة إلى ذلك، ليست هناك حاجة إلى عمليات ورشة التجميع الثانوية، وبهذه الطريقة يتم تعزيز تكامل الإنتاج بشكل فعال.
س 8: كيف تحمي المستشعرات الإلكترونية للكشف عن سوء التغذية مجموعات أدوات الختم التقدمي المتميزة من حوادث القوالب الكارثية؟
يتم تثبيت أجهزة استشعار حساسة للغاية على دبابيس التوجيه الرئيسية للقالب التدريجي. في حالة عدم وضع شريط المواد بشكل صحيح، يمكن للنظام إرسال أمر الكبح إلى قابض الضغطفي غضون 5 مللي ثانية، قفل شريط التمرير لمنع كسر القالب والأضرار الناجمة عن المواد المكدسة أثناء الختم.
ملخص
عند اتخاذ قرار بشأن الختم المستمر أو الختم بالنقل الآلي، يكون ذلك تحديًا هندسيًا معقدًا يتضمن شكل المنتج، والحد الأدنى لكمية الطلب، وتكلفة دورة الحياة الإجمالية للمواد الخام. تعد القوالب التقدمية هي الدعامة الأساسية للأجزاء الدقيقة الصغيرة ذات الحجم الكبير بمعدلات إنتاج عالية للغاية تتراوح من 100 إلى 300 SPM مع تكاليف متغيرة منخفضة جدًا لكل قطعة. في المقابل، فإن قوالب النقل، من خلال هندستها الأكثر مرونة، تكون كذلكرائعة في الرسم العميق، والأجزاء الكبيرة غير المنتظمة الشكل، وتقليل هدر المواد في السبائك باهظة الثمن.
يمكن أن يؤدي اختيار تصميم القالب بشكل عشوائي دون إجراء تصميم التصنيع (DFM) للجزء إلى إجراء تصحيحات باهظة الثمن لاحقًا. إن الفريق الهندسي الرئيسي في LS Manufacturing على استعداد دائمًا لتزويدك بتقييمات فنية مفصلة ومجانية. فقطقم بإعطاء رسومات تصميم جزء الختم ثلاثية الأبعاد(تنسيقات متوافقة مع STEP/IGS/CAD) للفريق الهندسي، وسنقدم حلاً كاملاً في غضون 24 ساعة،بما في ذلك جدوى تخطيط الشريط، وحساب الحمولة، وميزانية القالب، ومساعدة منتجاتك الجديدة على الوصول إلى السوق بسرعة وبأعلى جودة وتنافسية من حيث التكلفة.
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني:https://lsrpf.com/
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط.خدمات التصنيع LSلا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري.تتطلب أجزاءالاقتباس تحديد المتطلبات المحددة لهذه الأقسام.يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العاليةالتصنيع باستخدام الحاسب الآلي,تصنيع الصفائح المعدنيةالطباعة ثلاثية الأبعاد,صب الحقن.ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا:www.lsrpf.com
