
Serviço de estamparia de metaisconstituem uma das técnicas de fabricação fundamentais voltadas para a produção em larga escala de ferragens usinadas com precisão. O método de serviço de estampagem de metal pode resolver vários problemas importantes de compras em grande escala, por exemplo, sendo um dos problemas oenorme diferença entre o investimento inicial no molde e os custos de processamento de peça únicaisso pode estar na faixa de centenas de milhares de yuans, bem como o problema de deformação por tensão interna de peças repuxadas.
Para abordar as questões de seleção de estampagem contínua e estampagem de transportadores, os especialistas em design de moldes da LS Manufacturing deverão realizar um estudo técnico comparativo completo dos dois sobre parâmetros comolimite de controle de tolerância, taxa de estampagem profunda e taxa de perda de tira, fornecendo assim indicadores quantificáveis de tomada de decisão DFM (Design for Metal) diretamente implementáveis às equipes de P&D e compras para que possam conduzir a qualidade e o equilíbrio geral de custos do projeto.Ao terminar este artigo, você será capaz de utilizar recursos avançadoscarimbando avaliação DFMtécnicas para identificar um compromisso ideal entre qualidade e custo em projetos de hardware adaptados às suas necessidades.
Estampagem progressiva vs. transferência: visão geral dos principais critérios de seleção
| Dimensões de comparação | Estampagem Progressiva | Estampagem de matriz de transferência |
| Faixa LDR aplicável | ≤0,6 | >0,6 |
| Utilização de materiais | 65%-85% | 85%-95% |
| SPM de produção típico | 100-300 | 20-80 |
| Porcentagem de custo inicial da matriz | 100% (linha de base) | 50%-70% |
| Tolerância típica de furo | ±0,02mm | ±0,03mm |
Principais vantagens:
- Decisão da relação de saque:Normalmente, se a relação entre profundidade de desenho e diâmetro (LDR) do componente exceder 0,6 e a tensão de entalhe sem aresta for um dos requisitos, entãoa seleção de um dado de transferência é obrigatóriapois permite liberar as restrições da faixa.
- Utilização de materiais:Matrizes secundárias que operam com um layout escalonado independente umas das outras podem reduzir o custo de aquisição de ligas dispendiosas emmais de 20%.Por outro lado, as matrizes progressivas geram cerca de 15% a 35% de desperdício de engenharia devido à sobreposição das tiras.
- Ponto de equilíbrio:Somente quando a produção anual de pequenas ferragens convencionais de precisão excede 80.000 peças, o uso de matrizes progressivas é justificado do ponto de vista de custo, poistraz excelente custo-benefício da peçadevido à capacidade de produção automatizada.
Por que confiar na experiência da LS Manufacturing em peças estampadas de metal de precisão?
Com mais de uma década de experiência em pesquisa e desenvolvimento e produção em massa de matrizes de estampagem de precisão, a LS Manufacturing está bem equipada para industrialização de linhas de produtos em conformidade com asIATF16949:2016padrão. Também oferece suporte técnicoem cada etapa, desde a otimização do projeto para fabricação (DFM) até a entrega em lote. Após um teste de desgaste de estampagem de liga de titânio de três meses, conseguimos derivar um método de agrupamento de baixas perdas para metais de alto valor, o que pode diminuir a taxa de sucata de materiais preciosos em 8%.
Esta solução de engenharia é a implementação em campo da nossa equipe em projetos de componentes estruturais aeroespaciais e sua produção física. Temos ajudado clientes aaumentar a vida útil da matriz de 3 milhões de ciclos para 5 milhões de ciclos- uma grande redução no custo de amortização da matriz por peça. Nosso pessoal em engenharia possui uma experiência acumulada depelo menos 8 anosno campo e oferecem alertas proativos de risco de processo para componentes estruturais complexos.
As soluções que oferecemos não são apenas teóricas, mas simtodas as nossas propostas derivam de dados reais de verificação de linhas de produção em massapara que as soluções entregues aos nossos clientes sejam diretamente implementadas e colocadas em produção.
Com mais de dez anos de experiência prática e um sistema sistemático de controle de qualidade, e aderindo àsISO 13485:2016padrões para aplicações médicas, podemos efetivamenteajudá-lo a evitar perdas na produção em massacausada pela seleção incorreta do processo.
Se você estiver enfrentando confusão em relação à seleção do processo,entre em contato com nossa equipe de engenharia para uma avaliação DFM gratuita. Forneceremos soluções de serviços de estampagem de metal personalizadas com base nos desenhos de suas peças.

Por que a estampagem progressiva é a escolha absoluta para serviços de estampagem de alto volume?
Estampagem progressivausa um servoalimentador para puxar continuamente o metal enrolado em um conjunto de matrizes de múltiplas estações dentro de uma única prensa de estampagem. Em altas velocidades de 100-300 SPM,várias operações são realizadas simultaneamente durante o movimento alternativo rápido. Esta é a maneira mais eficaz de reduzir significativamente o custo geral de produção de pequenos hardwares de precisão com uma capacidade de produção anual de mais de 100.000 peças.
Controle de precisão de passo do sistema de alimentação servo
A alimentação adequada durante a estampagem progressiva é essencial para a uniformidade dimensional das peças. A base de umposicionamento de estampagem de alta precisãosistema éum mecanismo de feedback de circuito fechado no servoalimentadorque ajusta o passo de alimentação para que o erro de passo seja mantido abaixo de ± 0,01 mm. Para fazerE ainda mais simples, pense nisso como um sistema de alimentação de papel em uma impressora de alta precisão, cada etapa está perfeitamente alinhada para que os desvios de alinhamento nestas estações sejam evitados. Além de um alinhamento secundário com pinos-guia dentro do molde,controle de circuito fechado com precisão de nível de mícroné alcançável em todas as etapas do processo, resultando na produção estável de peças estampadas em metal de precisão que atendem a rigorosos requisitos de qualidade.
Vantagens de custo do modo de produção com luzes apagadas
Este serviço de estampagem de alto volume oferece a capacidade de produção autônoma 24 horas por dia, 7 dias por semana, o que reduz drasticamente os custos de mão de obra e de gerenciamento.As principais vantagens de custo refletem-se nestes três aspectos:
- Não manusear materiais e transferi-los entre processos, o que leva a custos diretos de mão de obramenos de 5%.
- Uma máquina é capaz de produzir todos os processos, reduzindo assim a área ocupada por diversas máquinas e os gastos com manutenção.
- A estampagem em alta velocidade reduz o ciclo de produção epermite atender rapidamente à enorme e repentina demanda por entrega.
Utilizando a experiência acumulada através da implementação de linhas de produção de alta velocidade, também podemos oferecer serviços personalizados de estampagem de metais para diferentes indústrias com base em suas necessidades específicas.

Figura 1: Uma série de pequenos componentes estampados em metal de alta precisão, incluindo molas e conectores.
Como o layout da faixa de suporte determina a utilização do material na estampagem progressiva?
O layout da tira de material em uma estampagem progressiva é um dos principais fatores que impactam diretamente na taxa de utilização do material. A linha de produção devesegure as tiras e sobreposições o tempo todo para garantir o movimento de avanço das peças, o que infelizmente resulta em desperdício de 15% a 35% do material de sucata fixo noestamparia de metal cara.
Propriedades mecânicas de três tipos de estruturas de tiras
Tira intermediária, tira unilateral e tira dupla face são as três estruturas de tira geralmente usadas na estampagem progressiva.Conhecer as diferenças na resistência ao esforço de cisalhamento e na estabilidade de formação das diversas estruturasajude alguém a explorar um design de layout de carimbo de operadora que seja razoável. Tal projeto tem influência direta na utilização do material e no rendimento da peça.
| Tipo de faixa | Resistência ao cisalhamento | Complexidade da peça aplicável | Utilização típica de material |
| Faixa Intermediária | Forte | Peças simétricas simples | 70%-80% |
| Tira unilateral | Médio | Peças formadoras de um lado | 75%-85% |
| Tira Dupla Face | Extremamente forte | Formação multidirecional complexa | 60%-70% |
| Ponte de link único sem operadora | Médio | Partes planas irregulares | 85%-94% |
Lógica de projeto quantitativo de largura de borda
Combinar a largura da borda de uma ferramenta de carimbo com a espessura de um material e a força necessária paraperfurá-lo é uma necessidade absoluta. Na verdade, este será um dos principais parâmetros na otimização doprocesso de estampagem de layout de tirapara que a tira não fique instável ou rasgue durante operações de estampagem em alta velocidade. Por exemplo, para molas eletrônicas de cobre isento de oxigênio com 0,8 mm de espessura, uma estampagem,a largura da sobreposição deve ser 1,5-2 vezes a espessura do materialpara manter a estabilidade da transmissão do passo.
Muito simplesmente, a sobreposição é o trilho em uma ferrovia, a falta de largura levará ao “descarrilamento”, o que por sua vez causa deslocamento de peças ou até mesmo danos ao molde.Seguir estes três princípios principais é a chave para uma boa utilização do layout:
- Dê prioridade ao layout simétrico paraequilibre a carga de puncionamento e minimize o desperdício de arestas.
- Diminua o espaçamento entre passos para reduzir a taxa de sobreposição por peça da unidade.
- Empregue layout aninhado para peças de formato irregular para obter o máximo aproveitamento da área da chapa metálica.
O projeto de sobreposição adequado podeajudar principalmente na redução da formação de defeitos durante o processoe no final, garantindo a consistência da produção em massa de peças estampadas metálicas de alta precisão.
Quando você deve dinamizar a transferência de estampagem para operações de estampagem profunda?
Estampagem de matriz de transferênciaé uma ótima opção para a fabricação de peças de hardware personalizadas que exigem estampagem muito profunda (LDR > 0,6) ou que envolvem formação intrincada em 3D. Nesta técnica,a peça bruta é totalmente separada e cortada de forma independente na primeira operação, por isso removendo totalmente as restrições reológicas do material.
Controle de fluxo de materiais em processos de estampagem profunda
Com a estampagem por matriz de transferência, a peça bruta é totalmente separada da bobina na primeira estação. Com controle preciso do fluxo de material na estampagem, a chapa metálica pode fluir natural e uniformemente na cavidade da matriz durante as operações de trefilação, de modo quea área não fica excessivamente fina (>25%) ou rasgada devido ao estiramento da tira contínua da matriz. O projeto do processo terá que alterar os parâmetros de trefilação, dados o índice de endurecimento do material (n) e a anisotropia (r) para produzir uma distribuição consistente do material durante o processo de conformação.
As capacidades em expansão dos braços robóticos 3D
Os braços servo robóticos 3D são capazes de transferir peças multidimensionais independentes. Istoservo transestampagemsistema pode lidar com operações de modelagem muito complexas,e as principais vantagens incluem:
- As peças podem ser giradas 90° e inclinadas para cima, o que resulta emnão são necessárias estruturas pesadas de cunha de perfuração laterale uma adaptação completa aos requisitos complexos de serviços de estampagem de metal personalizado.
- As peças são transferidas sem tocar em suas superfícies de formação, o que é uma proteção muito boa para superfícies funcionais delicadas ou de alto brilho.
- Capacidade de trabalhar em layout de linha multi-impressão,mudando facilmente o número de processos e o ritmo de produção.
Esta nova integração de processos aumenta muito a gama de situações em que os serviços de estampagem de metais são aplicáveis.
Se o seu produto envolve estampagem profunda ou estruturas de formação complexas,você pode baixar nosso white paper sobre processo de estampagem profundapara compreender sistematicamente os cenários aplicáveis e pontos de projeto de estampagem de matrizes de transferência, fornecendo uma referência para sua pesquisa e desenvolvimento em estágio inicial.

Figura 2: Matrizes de estampagem de transferência projetadas com precisão para operações complexas de estampagem profunda.
Como as complexidades do projeto de ferramentas de estampagem afetam o risco de investimento inicial?
O nível de integração noprojeto de ferramentas de estampagemtem um impacto direto no custo inicial do investimento no molde. Matrizes progressivas, que são uma única base de molde de alta resistência contendo diversas estações de trabalho,normalmente têm um custo inicial de molde 30%-50% maior do que o de matrizes de transferência independentes. Ainda assim, isso ajuda muito na amortização do tempo de produção por peça e dos custos de ocupação do equipamento numa fase posterior.
Componentes de alto custo de matrizes progressivas
O nível de integração do projeto de ferramentas de estampagem é algo importante na determinação do custo geral de fabricação do molde. A alta integração de matrizes progressivas resulta em custos mais elevados de projeto e fabricação. Os principais itens de custo sãosensores de detecção de falha de alimentação de alta precisão, molas de nitrogênio de alta velocidade e materiais de aço para moldes de alta qualidade. Por exemplo, ao escolher o aço para molde DC53, que pode ser endurecido até uma faixa de HRC 60-62, leva a um aumento significativo dedurabilidade de estampagem de aço ferramenta. A vida útil padrão do molde é projetada para 5 milhões de golpes, tornando-o resistente ao desgaste por fadiga na produção em massa de alta velocidade.
| Dimensão custo/vida útil | Estampagem Progressiva | Estampagem de matriz de transferência |
| Ciclo de Design de Matriz | 4-6 semanas | 2-3 semanas |
| Custo de fabricação da matriz | 100% (linha de base) | 50%-70% |
| Dureza do aço | HRC 60-62 | HRC 58-60 |
| Vida de estampagem padrão | 5 milhões de ciclos | 3 milhões de ciclos |
| Custo de modificação de estação única | Alto (requer desmontagem completa do molde) | Baixo (somente modificação de estação única) |
Vantagens de tipos separados em matrizes de transferência
Quando se trata de comparar o investimento de estampagem progressiva versus matriz de transferência, na realidade as matrizes de transferência consistem em várias matrizes de engenharia separadas.um ponto fundamental de discussão. Em caso de danos, as alterações feitas em apenas uma estação não serão refletidas geralmente na base do molde, por causa dissodiminuindo o custo e o risco de tempode modificações posteriores do molde. Para o ROI que preocupa os gerentes de compras B2B, podemos oferecer especialistasavaliação de estampagem de custose um modelo de cálculo de custos de ciclo de vida completo.
O investimento no risco de mofo pode ser medido por estes três fatores principais:
- O número de unidades adquiridas anualmente e o período de amortização dos custos do molde.
- A taxa na qual o design da peça muda.
- A participação dos custos das matérias-primas nos custos totais de produção.
Identificaremos o processo mais adequado eforneça um orçamento de serviço de estampagem de metal personalizado com custo muito competitivocomo o volume anual de compras do cliente e as características das peças.
Se desejar avaliar o retorno do investimento em moldes para o seu projeto, entre em contato conosco para um cálculo gratuito do custo do ciclo completo.Também podemos ajudá-lo a encontrar o plano de produção mais econômicoconsiderando as diferenças nas opções de design de ferramentas de estampagem.

Figura 3: Close de um molde complexo de ferramentas de estampagem multicavidades com componentes de precisão.
Estampagem progressiva versus transferência: qual sistema oferece tolerâncias dimensionais mais rígidas?
Progressivo vs.estampagem de transferênciasão essencialmente dois métodos diferentes de controlar a tolerância dimensional. As matrizes progressivas podemmantenha facilmente o espaçamento dos furos e as tolerâncias de contorno dentro de ±0,02 mm, graças ao seu travamento integrado e posicionamento de pinos-guia de precisão e tira contínua. Ainda assim, as matrizes de transferência, com sua transferência manual robótica e posicionamento secundário, geralmente experimentam um acúmulo de tolerância cumulativa maior no nível do mícron.
Mecanismo de precisão de matrizes progressivas
A principal característica das matrizes progressivas é o mecanismo de posicionamento rígido, quedá-lhes uma vantagem significativa sobre matrizes de transferência quando se trata de precisão. Na estampagem contínua, os furos-guia de alta precisão na tira e os pinos-guia dentro da matriz são colocados mecanicamente em alinhamento rígido, o que é a principal base para podercontrole de estampagem de tolerância dimensional. O erro de etapa para cada alimentação é controlado dentro de um loop no nível de tolerância de mícron, eo índice de capacidade do processo Cpk pode ir além de 1,67. Simplificando, é como uma chave encaixada emum orifício de travamento - o alinhamento exato é obtido sempre, sem qualquer erro de deslocamento.
| Tipos de tolerância | Estampagem Progressiva | Estampagem de matriz de transferência (otimizada) |
| Tolerância de posição do furo | ±0,02mm | ±0,03mm |
| Tolerância de contorno | ±0,03mm | ±0,04mm |
| Planicidade | ±0,04mm | ±0,05 mm |
| Consistência de tom | ±0,01mm | ±0,015 mm |
| Índice Cpk de produção em massa | 1,67 | ≥1,33 |
Esquema de otimização de tolerância para matrizes de transferência:
Com a otimização de processos,a precisão das matrizes de transferência pode ser drasticamente aumentada. A LS Manufacturing, ao equipar a matriz com pinos de posicionamento de alta precisão e sem folga e usando detecção de alinhamento a laser e um processo de calibração de estampagem de alinhamento a laser, é capaz demanter o erro de posicionamento da matriz de transferência dentro de ±0,015 mm, que está muito próximo do padrão da indústria, e também ajuda na produção em massa estável de peças estampadas em metal de alta precisão.
Três etapas principais para aumentar a precisão das matrizes de transferência:
- Coloque pinos de localização cônicos em cada estação para que a peça bruta possa ser alinhada de maneira forçada e precisa.
- Empregue braços servo robóticos para posicionamento em circuito fechado paraminimizar os desviosque resultam da inércia do transporte.
- Equipe estações de inspeção a laser on-line para não apenas fornecer feedback em tempo real, mas também paracorrigir os desvios dimensionais.
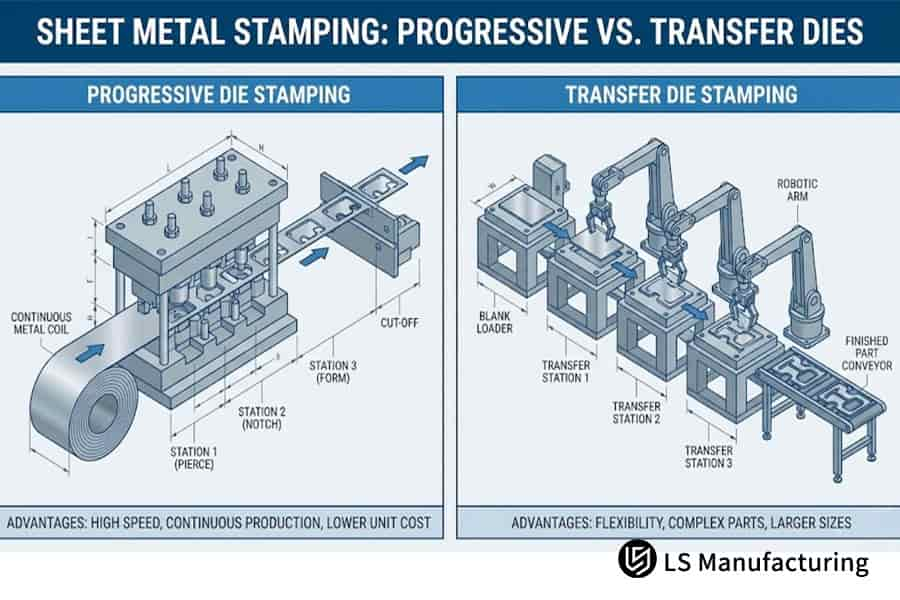
Figura 4: Ilustração comparando fluxos de trabalho e layouts de estampagem progressiva e de transferência.
Como resolver momentos de carga e tombamento fora do centro na engenharia complexa de ferramentas de estampagem?
Para o projeto de ferramentas de estampagem, o objetivo principal deve ser lidar com questões relacionadas ao carregamento excêntrico. Por exemplo,puncionamento (que requer baixa tonelagem) e conformação (que requer alta tonelagem) podem ser extremamente desequilibradose distribuídas ao longo do mesmo bloco deslizante em matrizes contínuas, as cargas excêntricas resultantes na prensa serão substanciais o suficiente para fazer com que a corrediça se incline. Por causa disso, cálculos completos de tonelagem e equilíbrio do centro de pressão devem ser realizados na fase de projeto.
Caminho de falha do carregamento excêntrico
O projeto de ferramentas de estampagem deve focar principalmente na resolução do problema de cargas excêntricas. Para layouts com múltiplas estações, se a força de puncionamento na frente for de apenas 5T enquanto a força de flexão e conformação na parte traseira atingir 80T,a corrediça de prensa resultante estará sujeita a um momento de inclinação muito poderoso. Umanálise de estampagem de momento de tombamentofeito por profissionais pode prever o risco de falha de pilares de guia e buchas desgastados, bem como inclinação assimétrica e empenamento das peças. O deslocamento do centro de pressão da matriz é exigido pelo padrão de calibração central exclusivo da LS Manufacturing paraser mantido dentro de 5 mm do centro do slide. Esta especificação é muito mais rigorosa do que a média da indústria e muitas vezes significa um grande aumento na vida útil da matriz.
Soluções de Engenharia para Correção de Centros de Pressão
Há uma série de técnicas que os engenheiros podem empregar para ajustar o centro de pressão de todo o molde e realizarajustes de estampagem precisoscom base no centro de pressão para garantir que a operação estável a longo prazo do serviço de estampagem de alto volume seja possível.Os principais métodos são:
- Renovando estações de trabalho desocupadasde modo a modificar a distribuição lateral da carga e assim reduzir a excentricidade.
- Utilizando um tipo de construção com altura de punção escalonada paradispersar as cargas de cisalhamento superiores e reduzir os momentos de inclinação instantâneos.
- Instalando punções de balanceamento para neutralizar as desigualdades de carga em um lado e assim conseguir a centralização geral da carga.
Ao projetar um balanceamento de carga adequadamente, pode-se levar em contarisco de flutuações dimensionais durante a produção em massaao mínimo e assim melhorar a consistência do lote de peças estampadas em metal de precisão.
Estudo de caso: Como a LS Manufacturing projetou um gabinete de blindagem médica personalizado com um fluxo de trabalho progressivo sem sucata?
Para um invólucro de blindagem de aço inoxidável de precisão de um fabricante de equipamentos médicos listado na Fortune 500 (demanda anual de 120.000 peças), nossoserviço de estampagem de metal personalizadoforneceu uma solução sob medidainovando o layout contínuo da tira de molde para realizar um projeto de sobreposição de limite sem portadora, ajudando assim o cliente a economizar 28% dos custos de materiais puros.
Problema Original do Cliente
O plano original do cliente era fabricar um componente de blindagem SUS316L de nível médico com 0,4 mm de espessura por meio de estampagem contínua convencional. Este foi umfabricação de estampagem de dispositivos médicosconfiguração necessárianão apenas uma superfície livre de riscos, mas também um nivelamento adequado. No entanto, o componente era tão assimétrico que os layouts de tiras de dupla face projetados por outros fornecedores fizeram com que 34,5% do aço inoxidável se transformasse em sucata. Além disso, o nivelamento da peça ultrapassou 0,15 mm devido à liberação de tensões internas, e issodeu origem ao índice de sucata de montagem que sempre foi alto. O serviço tradicional de estampagem de metal personalizado não atendeu aos requisitos de custo e precisãocomentários.
Solução de Fabricação LS
Sem depender de quaisquer pressupostos teóricos, consideramos formas irregulares,componentes planos poderiam ser estruturalmente melhores que layouts padrão. Liderado pela equipe sênior de engenharia de vistours, o uso da análise de elementos finitos para simular o fluxo de material ajudou a ignorar o problema de longa data ao criar o projeto de estampagem progressiva de matrizes "ponte central de cadeia única sem portadora".
Ao mesmo tempo,um punção de nivelamento de compensação de tensão local reversa foi introduzido no penúltimo. Estação paracalibração de estampagem de alívio de tensão, e dentro do molde foi instalado um sistema de detecção de deslocamento infravermelho de fibra óptica multiponto. Mantivemos a flutuação da tensão da tira no nível ±2N. Isso garantiu a estabilidade da transmissão em alta velocidade da estrutura sem suporte.
Resultados e valor do projeto
- O primeiro teste de molde resultou em um fluxo de trabalho sem riscos, uma raridade na indústria.A taxa de utilização de materiais foi elevada de 65,5% para 93,8%, e isso eliminou totalmente o desperdício nas bordas.
- TA planicidade do componente foi medida regularmente em ±0,04 mm, o que ébem abaixo do estrito ± 0,05 mmpermitido para carimbo de grau médico.
- A eficiência da produção manteve-se constante em 140 SPM (golpes por minuto), o que foi uma prova completa, no contexto dos serviços de estampagem de metais, do potencial de redução de custos e melhoria de eficiência.
- Os benefícios decorrentes do projeto são a economia de US$ 42.000 anuais pelo cliente em custos de aquisição de matéria-prima e tambémInspeção de qualidade 100% online e entrega sem inspeção de lotes de peças.
Eventualmente, o cliente tomou a decisão de fazer um pedido exclusivo de produção em massa de longo prazo para esta linha de produtos.
Se você também tiver projetos de estampagem de alto custo e alta precisão,você pode enviar seus desenhos 3D para receber um orçamento personalizado. Forneceremos a você uma solução completa, incluindo planos de layout e detalhes de custos, ajudando você a obter alta qualidadepeças estampadas de metal de precisãoa granel.

Por que escolher a LS Manufacturing como seu fabricante de serviços de estampagem de metal personalizado com contrato B2B na China?
Localizada em Humen, Dongguan como fabricante fonte e nossa cidade natal são os setores de fabricação industrial e civil, nosso serviço de estampagem de metal personalizado depende deuma matriz de prensa de estampagem de alta velocidade e precisão 25T-400T e o sistema IATF 16949, trabalhando duro para ajudá-lo a superar todos os desafios complexos de engenharia de estampagem.
O valor do custo da colaboração com estampagem de metal na pré-produção (DFM)
A LS Manufacturing não vai baratear a preços baixos. Em vez disso, concentra-se na combinação de P&D colaborativo de pré-produção DFM,Otimização de estampagem DFM. Na fase de projeto, a análise do fluxo do molde auxilia os clientes naotimizando a espessura da parede, raio de curvatura e profundidade de estiramento, evitando assim possíveis alterações após a abertura do molde e reduzindo o custo de tentativa e erro do projeto, bem como a duração. Em comparação com prestadores de serviços baseados em plataforma, a nossa fábrica física permite a implementação direta de soluções técnicas, o que ajuda aeliminar o problema de uma desconexão entre produção de soluções e garantir a eficáciade serviços de estamparia de metais personalizados.
Garantia de entrega com controle de qualidade ponta a ponta
Para manter a consistência dimensional em milhões de peças de produção, temos máquinas de medição por coordenadas, projetores digitais de precisão e equipamentos de monitoramento de qualidade de estampagem SPC on-line totalmente automatizados. Sendo a fábrica original,nossas principais vantagens são:
- Equipe de suporte técnico no local:O tempo de resposta às solicitações técnicas é 40% mais rápido que o dos provedores de serviços de plataforma, o que permite a rápida repetição do projeto das ferramentas de estampagem.
- Produção feita internamente para todos os processos:Os custos podem ser controlados com mais precisão e transparência ao longo de todo o ciclo de vida do produto.
- Colaboração entre processos em grande escala:Pode ser utilizado para tratamento de superfície, bem como para processos de montagem subsequentes.
Nossa configuração de linha de produção bem estabelecida cobre de forma confiável os requisitos de entrega deserviço de estampagem de alto volume, e os planos de aquisição em grande escala dos nossos clientes também são atendidos em termos de capacidade. Foi implementada uma rastreabilidade de qualidade para todo o processo, o quepermite que lotes de produtos sejam rastreados até matérias-primas e estações de produção, se necessário. O sistema operacional composto por tecnologia abrangente e controle de qualidade mantém o processo de serviço de estampagem de metal sob controle em todas as etapas.
Se você quiser saber mais sobre casos de implementação de produção em massa na indústria,por favorentre em contato conoscopara obter uma coleção de estudos de caso de projetos sobre peças estampadas de metal de precisãoe consulte as soluções de processo e resultados de redução de custos de produtos similares.
Perguntas frequentes
Q1: Qual é o volume de produção exato do ponto de equilíbrio econômico entre a estampagem progressiva e de transferência?
Se você comprar menos de 30.000 peças estampadas de precisão convencionaiss por ano, a estampagem do molde de transferência proporcionará uma taxa de retorno consecutiva mais alta. No entanto, uma vez que o volume de produção anual ultrapasse o limite crítico de 50.000 a 80.000 peças,o custo por peça com matrizes progressivas vai cair muito. Você podeenvie seus desenhospara obter um preço e descobriremos qual é o preço exato para o tamanho do seu lote.
Q2: Você pode executar estruturas de ferramentas de matriz de transferência padrão dentro de uma única prensa de estampagem progressiva?
Se apenas o comprimento total da mesa da prensa e o curso total da altura fechada não representassem nenhuma restrição, várias matrizes de engenharia independentes de operação única poderiam ser instaladas na mesma prensa de base longa pela adição de um servo-robô tridimensional de múltiplas estações, que seriasimular a operação de uma linha de produção de estampagem de matrizes de transferência completa e eficiente.
Q3: Como a espessura da tira de material limita o desempenho mecânico das redes de suporte de matrizes progressivas?
Quando a espessura da bobina de metal é inferior a 0,15 mm, com estiramento em alta velocidade ou movimentos de dobra em estampagem contínua, a sobreposição da tira ultrafina ficará instável, torcida localmente e, na melhor das hipóteses, ficará dividida e quebrada devido ao fato de na realidade elesnão pode suportar o cisalhamento alternado e a tensão de tração do punção, interrompendo completamente a alimentação contínua.
Q4: Por que as matrizes de transferência superam muito as matrizes progressivas na utilização de material de titânio ou liga metálica?
Como as matrizes progressivas precisam manter uma espessura de sobreposição de conexão não recuperável para cada estação ao longo de toda a tira longa, no entanto, a estampagem de transferência podeuse um cortador de agrupamento com altíssima precisãocortar a cara folha de liga de titânio em peças individuais na primeira operação, sendo a taxa de desperdício de matérias-primas caras quase zero.
Q5: Quais dimensões específicas das peças restringem o processamento de peças automotivas em grande escala pelas linhas de estampagem progressiva de alto volume?
Quando as dimensões unilaterais deuma peça de estampagem de metal ultrapassa 400 mm e a profundidade total do desenho é superior a 100 mm,o grande conjunto geral de matrizes progressivas carregará excessivamente o equipamento convencional com peso próprio, rigidez à flexão e comprimento da mesa de prensagem. Portanto, um sistema de estampagem de matriz de transferência de linha dividida deve ser implementado.
Q6: Como o retorno elástico severo das peças metálicas altera a escolha do projeto entre sistemas de estampagem progressiva e de transferência?
Se for uma peça de aço de alta resistência com retorno elástico do pior tipo, como DP980, cada uma das estações de matrizes de transferência apresenta um grau muito alto de ajuste espacial para que seja possívelrealizar uma série de compensações de ajuste fino para um único processo de conformação. Sendo as estações de matrizes progressivas compactas, aumentam a dificuldade de engenharia e o risco de modificação do molde para alterações posteriores.
P7: Que tipos de recursos de automação secundários podem ser perfeitamente integrados diretamente nas estações de matrizes de transferência?
Na estampagem por transferência, as peças em cada estação ficam em estado livre, pois não estão mais presas à tira contínua de material.máquinas de rosqueamento servo embutidas, pinos e controles deslizantes de hardware rebitado ou equipamento óptico 3D de inspeção completa. Além disso, os processos da oficina de montagem secundária não são necessários, melhorando assim efetivamente a integração da produção.
P8: Como os sensores eletrônicos de detecção de falha de alimentação protegem os conjuntos de ferramentas de estampagem progressiva premium contra quedas catastróficas da matriz?
Sensores altamente sensíveis são instalados nos pinos guia principais da matriz progressiva. Caso a tira de material não esteja posicionada corretamente, o sistema pode enviar um comando de frenagem para a embreagem de prensadentro de 5 milissegundos, travando o controle deslizante para evitar quebra da matriz e danos causados pelo material empilhado durante a estampagem.
Resumo
Ao decidir sobre estampagem contínua ou estampagem de transferência robótica, é um desafio de engenharia complexo que envolve a forma do produto, a quantidade mínima de pedido de equilíbrio e o custo geral do ciclo de vida das matérias-primas. As matrizes progressivas são a base para peças de precisão minúsculas e de alto volume, com taxas de produção superaltas de 100-300 SPM com custos variáveis por peça muito baixos. Em contraste, as matrizes de transferência, através da sua geometria mais flexível, sãofantástico em estampagem profunda, grandes peças de formato irregular e minimizando o desperdício de material de ligas caras.
Escolher aleatoriamente um projeto de molde sem fazer o Projeto de Fabricação (DFM) da peça pode causar correções caras posteriormente. A principal equipe de engenharia da LS Manufacturing está sempre disposta a fornecer avaliações técnicas detalhadas e gratuitas. Apenasforneça desenhos de design de peças de estampagem 3D(formatos STEP/IGS/CAD compatíveis com Apple) para a equipe de engenharia, e ofereceremos uma solução completa em 24 horas,incluindo viabilidade de layout de tira, cálculo de tonelagem e orçamento de molde, ajudando seus novos produtos a chegarem rapidamente ao mercado com alta qualidade e competitividade de custos.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site:https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Serviços de fabricação LSNão há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador.Exigir peçascotação Identifique os requisitos específicos para essas seções.Entre em contato conosco para mais informações.
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC,Fabricação de chapas metálicas, impressão 3D,Moldagem por injeção.Estamparia metálicae outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site:www.lsrpf.com
