
Servizio di stampaggio metallicostituiscono una delle tecniche di produzione fondamentali orientate alla produzione su larga scala di hardware accuratamente lavorato. Il metodo del servizio di stampaggio dei metalli può risolvere diversi problemi importanti degli appalti su larga scala, ad esempio uno dei problemi è ilenorme differenza tra l’investimento iniziale sullo stampo e i costi di lavorazione del singolo pezzoche può essere dell'ordine di centinaia di migliaia di yuan, così come il problema della deformazione da stress interno delle parti imbutite.
Per affrontare i problemi di selezione dello stampaggio continuo e dello stampaggio con trasportatore, gli esperti di progettazione di stampi di LS Manufacturing condurranno uno studio tecnico comparativo approfondito dei due su parametri qualicontrollo della tolleranza limite, rapporto di imbutitura profonda e tasso di perdita della striscia, fornendo così indicatori quantificabili del processo decisionale DFM (Design for Metal) direttamente implementabili ai team di ricerca e sviluppo e di approvvigionamento affinché possano condurre la qualità e il bilancio dei costi complessivi del progetto.Al termine di questo articolo, sarai in grado di utilizzare le funzionalità avanzatevalutazione DFM di stampaggiotecniche per identificare il compromesso ottimale tra qualità e costo in progetti hardware su misura per le vostre esigenze.
Stampaggio progressivo e a trasferimento: panoramica dei criteri di selezione chiave
| Dimensioni di confronto | Stampaggio progressivo | Stampaggio a trasferimento |
| Gamma LDR applicabile | ≤0,6 | >0,6 |
| Utilizzo del materiale | 65%-85% | 85%-95% |
| SPM di produzione tipica | 100-300 | 20-80 |
| Percentuale del costo iniziale dello stampo | 100% (riferimento) | 50%-70% |
| Tolleranza tipica del foro | ±0,02 mm | ±0,03 mm |
Punti chiave:
- Decisione sul rapporto di disegno:In genere, se il rapporto profondità di imbutitura/diametro (LDR) del componente supera 0,6 e la sollecitazione da intaglio senza bordi è uno dei requisiti, allorala scelta di uno stampo di trasferimento è d'obbligoin quanto consente di liberare i vincoli della striscia.
- Utilizzo del materiale:Gli stampi secondari che funzionano con una disposizione a gradini indipendente l'uno dall'altro possono ridurre il costo di approvvigionamento di leghe costosepiù del 20%.D'altra parte, gli stampi progressivi producono circa il 15%-35% di scarti tecnici a causa della sovrapposizione delle strisce.
- Punto di pareggio:Solo quando la produzione annua di minuteria di precisione convenzionale supera gli 80.000 pezzi, l’uso di stampi progressivi è giustificato dal punto di vista dei costi in quantoporta un eccellente rapporto costo-efficacia del pezzograzie alla capacità produttiva automatizzata.
Perché affidarsi all'esperienza di LS Manufacturing nelle parti stampate in metallo di precisione?
Con oltre un decennio di esperienza nella ricerca, sviluppo e produzione in serie di stampi per stampaggio di precisione, LS Manufacturing è ben attrezzata per l'industrializzazione di linee di prodotto in conformità con le normativeIATF 16949:2016norma. Offre anche supporto tecnicoin ogni fase, dall'ottimizzazione della progettazione per la produzione (DFM) alla consegna dei lotti. Dopo un test di usura per stampaggio di leghe di titanio durato tre mesi, siamo riusciti a ricavare un metodo di annidamento a basse perdite per metalli di alto valore, che può ridurre del 8% il tasso di scarto dei materiali preziosi.
Questa soluzione ingegneristica rappresenta l'implementazione sul campo del nostro team nei progetti di componenti strutturali aerospaziali e nella loro produzione fisica. Abbiamo assistito i clienti aaumentare la durata degli stampi da 3 milioni di cicli a 5 milioni di cicli- una notevole riduzione del costo di ammortamento dello stampo per pezzo. Il nostro personale in ingegneria ha un'esperienza accumulata dialmeno 8 annisul campo e offrire avvisi proattivi sui rischi di processo per componenti strutturali complessi.
Le soluzioni che offriamo non sono solo teoriche, matutte le nostre proposte derivano da dati reali di verifica delle linee di produzione di massain modo che le soluzioni fornite ai nostri clienti vengano direttamente implementate e messe in produzione.
Con oltre dieci anni di esperienza pratica e un sistema sistematico di controllo della qualità, e aderireISO 13485:2016norme per le applicazioni mediche, possiamo farlo in modo efficaceaiutarti a evitare perdite di produzione di massacausato da una selezione errata del processo.
Se ti trovi in difficoltà riguardo alla selezione del processo,contatta il nostro team tecnico per una valutazione DFM gratuita. Forniremo soluzioni mirate di servizi di stampaggio metalli personalizzati in base ai disegni delle parti.

Perché lo stampaggio progressivo è la scelta assoluta per il servizio di stampaggio di volumi elevati?
Stampaggio progressivoutilizza un servoalimentatore per trascinare continuamente il metallo a spirale in uno stampo multistazione all'interno di un'unica pressa per stampaggio. Ad alte velocità di 100-300 SPM,diverse operazioni vengono eseguite contemporaneamente durante il movimento alternativo veloce. Questo è il modo più efficace per ridurre notevolmente il costo complessivo della produzione di piccoli componenti hardware di precisione con una capacità di produzione annua di oltre 100.000 pezzi.
Controllo di precisione del passo del sistema di alimentazione servo
Una corretta alimentazione durante lo stampaggio progressivo è essenziale per l'uniformità dimensionale dei pezzi. La base di aposizionamento di stampaggio ad alta precisioneil sistema èun meccanismo di feedback a circuito chiuso nel servoalimentatoreche regola il passo di alimentazione in modo che l'errore del passo sia mantenuto al di sotto di ±0,01 mm. Per fareEd è ancora più semplice, immaginatelo come un sistema di alimentazione della carta in una stampante ad alta precisione, ogni passaggio è perfettamente allineato in modo da evitare deviazioni di allineamento in queste stazioni. Inoltre un allineamento secondario con perni guida all'interno dello stampo,Controllo a circuito chiuso con precisione a livello di micronè ottenibile in tutte le fasi del processo, con conseguente produzione stabile di parti metalliche stampate di precisione che soddisfano rigorosi requisiti di qualità.
Vantaggi in termini di costi della modalità di produzione Lights-Out
Questo servizio di stampaggio ad alto volume offre la possibilità di una produzione non presidiata 24 ore su 24, 7 giorni su 7, riducendo drasticamente i costi di manodopera e di gestione.I principali vantaggi in termini di costi si riflettono in questi tre aspetti:
- Non maneggiare i materiali e non trasferirli tra processi, il che comporta costi diretti di manodoperameno del 5%.
- Una macchina è in grado di produrre tutti i processi, riducendo così l'area utilizzata da più macchine e le spese di manutenzione.
- Lo stampaggio ad alta velocità riduce il ciclo produttivo epermette di soddisfare in tempi rapidi l’enorme ed improvvisa richiesta di consegne.
Utilizzando l'esperienza accumulata attraverso l'implementazione di linee di produzione ad alta velocità, possiamo anche offrire un servizio personalizzato di stampaggio dei metalli per diversi settori in base alle loro particolari esigenze.

Figura 1: Una serie di piccoli componenti metallici stampati ad alta precisione, tra cui molle e connettori.
In che modo il layout della striscia portante determina l'utilizzo del materiale nello stampaggio progressivo?
La disposizione della striscia di materiale in uno stampaggio a stampo progressivo è uno dei principali fattori che influiscono direttamente sul tasso di utilizzo del materiale. La linea di produzione deve farlotrattenere sempre le strisce e le sovrapposizioni per garantire l'avanzamento delle parti, che purtroppo si traduce in uno spreco del 15%-35% del materiale di scarto fisso nelstampaggio di metalli costosi.
Proprietà meccaniche di tre tipi di strutture a striscia
La striscia intermedia, la striscia su un solo lato e la striscia su due lati sono le tre strutture di striscia generalmente utilizzate nello stampaggio a matrice progressiva.Conoscere le differenze nella resistenza allo sforzo di taglio e nella stabilità alla formatura delle varie struttureaiutare a sfruttare un design del layout di stampa web del corriere che sia ragionevole. Tale progettazione ha un impatto diretto sull'utilizzo del materiale e sulla resa delle parti.
| Tipo di striscia | Resistenza al taglio | Complessità delle parti applicabili | Utilizzo tipico del materiale |
| Striscia intermedia | Forte | Parti semplici simmetriche | 70%-80% |
| Striscia unilaterale | Medio | Parti di formatura su un solo lato | 75%-85% |
| Striscia bifacciale | Estremamente forte | Formatura multidirezionale complessa | 60%-70% |
| Bridge a collegamento singolo senza portante | Medio | Parti piatte irregolari | 85%-94% |
Logica di progettazione quantitativa della larghezza del bordo
Adattare la larghezza del bordo di uno strumento per timbri allo spessore di un materiale e alla forza richiestaperforarlo è un must assoluto. Infatti, questo sarà uno dei parametri principali nell'ottimizzazione delprocesso di stampaggio del layout della strisciain modo che la striscia non diventi instabile o si strappi durante le operazioni di stampa ad alta velocità. Ad esempio, per molle elettroniche in rame prive di ossigeno di 0,8 mm di spessore è stampato,la larghezza della sovrapposizione dovrebbe essere 1,5-2 volte lo spessore del materialeper mantenere la stabilità della trasmissione del tono.
Molto semplicemente, la sovrapposizione è la rotaia di una ferrovia, una mancanza di larghezza porterà al "deragliamento", che a sua volta provoca lo spostamento delle parti o addirittura il danneggiamento dello stampo.Seguire questi tre principi fondamentali è la chiave per un buon utilizzo del layout:
- Dare priorità al layout simmetricobilanciare il carico di punzonatura e ridurre al minimo lo spreco dei bordi.
- Abbassare la spaziatura del passo per ridurre il rapporto di sovrapposizione per parte unitaria.
- Utilizzare un layout annidato per parti di forma irregolare per ottenere il massimo utilizzo dell'area della lamiera.
Una corretta progettazione della sovrapposizione puòaiutano soprattutto a ridurre la formazione di difetti durante il processoe, infine, garantire la coerenza della produzione di massa di parti stampate in metallo di alta precisione.
Quando è opportuno eseguire il pivot per lo stampaggio a trasferimento per le operazioni di imbutitura profonda?
Stampaggio a trasferimentoè un'ottima scelta per la produzione di parti hardware personalizzate che richiedono un'imbutitura molto profonda (LDR > 0,6) o che comportano una complessa formatura a fogli mobili 3D. In questa tecnica,il fustellato viene reso completamente separato e ritagliato indipendentemente alla prima operazione, in tal modo eliminando totalmente i vincoli reologici materiali.
Controllo del flusso di materiale nei processi di imbutitura profonda
Con lo stampaggio a trasferimento, il pezzo grezzo viene completamente separato dalla bobina nella prima stazione. Con un accurato controllo del flusso del materiale nello stampaggio, la lamiera può fluire in modo naturale e uniforme nella cavità dello stampo durante le operazioni di imbutitura in modo chel'area non si assottiglia eccessivamente (>25%) o non si strappa a causa dello stiramento della striscia continua. La progettazione del processo dovrà modificare i parametri di trafilatura in base all'indice di indurimento del materiale (n) e all'anisotropia (r) per produrre una distribuzione uniforme del materiale durante il processo di formatura.
Le capacità in espansione dei bracci robotici 3D
I bracci robotici servo 3D sono in grado di trasferire parti multidimensionali indipendenti. Questoservotrasfper lo stampaggioil sistema può gestire operazioni di sagomatura molto complesse,e i vantaggi principali includono:
- Le parti possono essere ruotate di 90° e inclinate verso l'alto, il che si traduce innon sono necessarie strutture pesanti a cuneo con punzonatura lateralee un adattamento completo e soddisfacente ai complessi requisiti di servizio di stampaggio metalli personalizzati.
- Le parti vengono trasferite senza toccare le superfici di formatura, il che costituisce un'ottima protezione delle superfici funzionali lucide o delicate.
- Capacità di lavorare in layout di linea multi-stampa,cambiando facilmente il numero di processi e il ritmo di produzione.
Questa nuovissima integrazione dei processi aumenta notevolmente la gamma di situazioni in cui è applicabile il servizio di stampaggio dei metalli.
Se il tuo prodotto prevede l'imbutitura profonda o strutture di formatura complesse,puoi scaricare il nostro white paper sul processo di imbutitura profondaper comprendere sistematicamente gli scenari applicabili e i punti di progettazione dello stampaggio a trasferimento, fornendo un riferimento per la fase iniziale di ricerca e sviluppo.

Figura 2: Stampi per stampaggio a trasferimento progettati con precisione per operazioni complesse di imbutitura profonda.
In che modo le complessità della progettazione degli utensili per stampaggio influiscono sul rischio di investimento iniziale?
Il livello di integrazione nelprogettazione di utensili per stampaggioha un impatto diretto sul costo di investimento iniziale dello stampo. Stampi progressivi, che sono un'unica base di stampo ad alta resistenza contenente diverse stazioni di lavoro,in genere hanno un costo iniziale dello stampo superiore del 30%-50% rispetto a quello degli stampi a trasferimento indipendenti. Tuttavia, ciò aiuta notevolmente ad ammortizzare il tempo di produzione per pezzo e i costi di occupazione delle apparecchiature nella fase successiva.
Componenti ad alto costo degli stampi progressivi
Il livello di integrazione della progettazione degli utensili di stampaggio è importante nel determinare il costo di produzione complessivo dello stampo. L'elevata integrazione degli stampi progressivi comporta costi di progettazione e produzione più elevati. Le principali voci di costo sonosensori di rilevamento dell'inceppamento ad alta precisione, molle ad azoto ad alta velocità e materiali in acciaio per stampi di alta qualità. Ad esempio, scegliendo l'acciaio per stampi DC53, che può essere temprato fino a un intervallo di HRC 60-62, si ottiene un miglioramento significativo delladurabilità dello stampaggio dell'acciaio per utensili. La durata standard dello stampo è progettata per 5 milioni di corse, rendendolo resistente all'usura per fatica nella produzione di massa ad alta velocità.
| Dimensione Costo/Durata | Stampaggio progressivo | Stampaggio a trasferimento |
| Ciclo di progettazione dello stampo | 4-6 settimane | 2-3 settimane |
| Costo di produzione dello stampo | 100% (riferimento) | 50%-70% |
| Durezza dell'acciaio per stampi | HRC 60-62 | HRC 58-60 |
| Durata di stampaggio standard | 5 milioni di cicli | 3 milioni di cicli |
| Costo di modifica della singola stazione | Alta (richiede lo smontaggio completo dello stampo) | Basso (solo modifica di una singola stazione) |
Vantaggi dei tipi separati negli stampi di trasferimento
Quando si tratta di confrontare l'investimento tra stampaggio progressivo e transfer, in realtà gli stampi transfer sono costituiti da diversi stampi tecnici separati.un punto fondamentale di discussione. Per questo motivo, in caso di danni, le modifiche apportate ad una sola stazione non si rifletteranno generalmente sulla base dello stampodiminuendo il rischio in termini di costi e tempidelle successive modifiche dello stampo. Per il ROI che preoccupa i responsabili degli acquisti B2B, possiamo offrire Expertvalutazione del costo di stampaggio dello stampoe un modello di calcolo del costo del ciclo di vita completo.
L’investimento nel rischio di muffa può essere misurato da questi tre fattori principali:
- Il numero di unità acquistate annualmente e il periodo di ammortamento dei costi dello stampo.
- La velocità con cui cambia la progettazione della parte.
- La quota dei costi delle materie prime sui costi di produzione totali.
Identificheremo il processo più appropriato efornire un preventivo per il servizio di stampaggio metalli personalizzato a costi molto competitivicome il volume di approvvigionamento annuale del cliente e le caratteristiche delle parti.
Se desideri valutare il ritorno sull'investimento in stampi per il tuo progetto, contattaci per un calcolo gratuito del costo del ciclo completo.Possiamo anche aiutarti a trovare il piano di produzione più convenienteconsiderando le differenze nelle opzioni di progettazione degli utensili per stampaggio.

Figura 3: Primo piano di un complesso stampo per stampi multicavità con componenti di precisione.
Stampaggio progressivo o a trasferimento: quale sistema offre tolleranze dimensionali più strette?
Progressivo vsstampaggio a trasferimentosono essenzialmente due metodi diversi per controllare la tolleranza dimensionale. Le matrici progressive possonomantiene facilmente la spaziatura dei fori e le tolleranze del contorno entro ±0,02 mm, grazie al bloccaggio integrato e al posizionamento di perni guida di precisione e nastro continuo. Tuttavia, gli stampi di trasferimento, con il passaggio manuale robotizzato e il posizionamento secondario, generalmente sperimentano un accumulo di tolleranza cumulativa più elevato a livello di micron.
Meccanismo di precisione degli stampi progressivi
La caratteristica principale degli stampi progressivi è il meccanismo di posizionamento rigido, cheoffre loro un vantaggio significativo rispetto agli stampi di trasferimento in termini di precisione. Nello stampaggio continuo, i fori guida ad alta precisione sulla striscia e i perni guida all'interno dello stampo vengono messi meccanicamente in un rigido allineamento, che è la base principale per poter eseguirecontrollo dello stampaggio delle tolleranze dimensionali. L'errore di passo per ciascuna alimentazione è controllato all'interno di un ciclo con un livello di tolleranza del micron el'indice di capacità del processo Cpk può arrivare anche oltre 1,67. Per dirla semplicemente, è come una chiave che si inserisceun foro di bloccaggio: ogni volta si ottiene un allineamento esatto, senza alcun errore di offset.
| Tipi di tolleranza | Stampaggio progressivo | Stampaggio a trasferimento (ottimizzato) |
| Tolleranza sulla posizione del foro | ±0,02 mm | ±0,03 mm |
| Tolleranza al contorno | ±0,03 mm | ±0,04 mm |
| Planarità | ±0,04 mm | ±0,05 mm |
| Coerenza del tono | ±0,01 mm | ±0,015 mm |
| Indice Cpk della produzione di massa | 1.67 | ≥1,33 |
Schema di ottimizzazione della tolleranza per gli stampi di trasferimento:
Con l'ottimizzazione dei processi,la precisione degli stampi di trasferimento può essere notevolmente migliorata. LS Manufacturing, dotando lo stampo di perni di posizionamento ad alta precisione e senza gioco e utilizzando il rilevamento dell'allineamento laser e un processo di calibrazione dello stampaggio con allineamento laser, è in grado dimantenere l'errore di posizionamento dello stampo di trasferimento entro ±0,015 mm, che è molto vicino allo standard del settore e aiuta anche nella produzione di massa stabile di parti stampate in metallo di alta precisione.
Tre passaggi principali per aumentare la precisione degli stampi di trasferimento:
- Montare perni di posizionamento conici su ciascuna stazione in modo che il pezzo grezzo possa essere allineato con forza e precisione.
- Impiega bracci robotici servo per il posizionamento a circuito chiusominimizzare le deviazioniderivanti dall'inerzia del trasporto.
- Dotare le stazioni di ispezione laser online non solo per fornire feedback in tempo reale, ma anche percorreggere le deviazioni dimensionali.
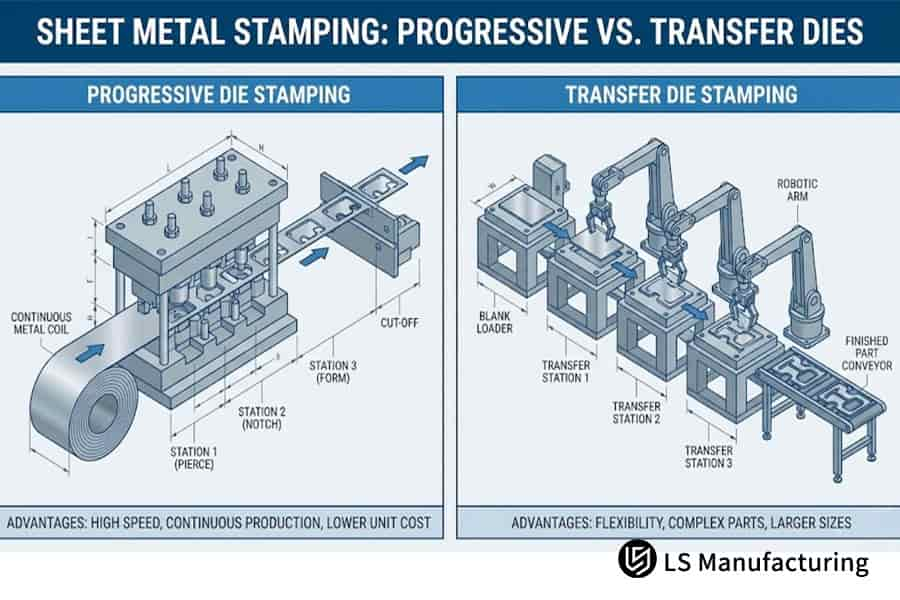
Figura 4: Illustrazione che mette a confronto flussi di lavoro e layout di stampaggio progressivo e a trasferimento.
Come risolvere i momenti di carico fuori centro e di ribaltamento nella complessa progettazione di utensili per stampaggio?
Per la progettazione degli utensili per stampaggio, l'obiettivo principale dovrebbe essere quello di affrontare le problematiche relative al carico eccentrico. Ad esempio,la punzonatura (che richiede un tonnellaggio basso) e la formatura (che richiede un tonnellaggio elevato) possono essere estremamente sbilanciatee distribuiti lungo lo stesso blocco di scorrimento in stampi continui in modo che i carichi eccentrici risultanti sulla pressa siano sufficientemente consistenti da provocare l'inclinazione della slitta. Per questo motivo, in fase di progettazione è necessario effettuare calcoli approfonditi del tonnellaggio e dell'equilibrio del centro di pressione.
Percorso di guasto del carico eccentrico
La progettazione degli utensili per lo stampaggio dovrebbe concentrarsi principalmente sulla risoluzione del problema dei carichi eccentrici. Per layout con più stazioni, se la forza di punzonatura nella parte anteriore è solo 5T mentre la forza di piegatura e formatura nella parte posteriore raggiunge 80T,la risultante slitta della pressa sarà sottoposta ad un momento basculante molto potente. Aanalisi del momento di ribaltamentoeffettuate da professionisti possono prevedere il rischio di guasto di pilastri di guida e boccole usurate, nonché di inclinazione asimmetrica e deformazione delle parti. L'offset del centro di pressione dello stampo è imposto dallo standard di calibrazione esclusivo centrale di LS Manufacturingessere mantenuto entro 5 mm dal centro del vetrino. Questa specifica è molto più rigorosa rispetto alla media del settore e spesso comporta un notevole aumento della durata dello stampo.
Soluzioni ingegneristiche per la correzione del centro di pressione
Esistono numerose tecniche che gli ingegneri possono utilizzare per regolare il centro di pressione dell'intero stampo ed eseguire operazioni molto preciseregolazioni precise dello stampaggiobasato sul centro di pressione per garantire che sia possibile il funzionamento stabile a lungo termine del servizio di stampaggio ad alto volume.I metodi principali sono:
- Revamping delle postazioni di lavoro non occupatein modo tale da modificare la distribuzione del carico laterale e quindi ridurre l'eccentricità.
- Utilizzando un tipo di costruzione con altezza del punzone a gradinidisperdere i carichi di taglio superiori e ridurre i momenti ribaltanti istantanei.
- Installazione di punzoni di bilanciamento per neutralizzare le disparità di carico su un lato e ottenere così la centratura complessiva del carico.
Progettando correttamente un bilanciamento del carico si può prendere ilrischio di fluttuazioni dimensionali durante la produzione di massaal minimo e quindi migliorare la consistenza del lotto delle parti metalliche stampate di precisione.
Case Study: come LS Manufacturing ha progettato una custodia di schermatura medica personalizzata con un flusso di lavoro progressivo a scarto zero?
Per una custodia di schermatura di precisione in acciaio inossidabile di un produttore di apparecchiature mediche Fortune 500 (domanda annua di 120.000 pezzi), il nostroservizio di stampaggio metalli personalizzatofornito una soluzione su misura dainnovando il layout della fustella continua realizzare un progetto di sovrapposizione dei confini senza portante, aiutando così il cliente a risparmiare il 28% sui costi dei materiali puri.
Problema originale del cliente
Il piano originale del cliente era quello di produrre un componente schermante SUS316L di grado medico con uno spessore di 0,4 mm tramite stampaggio continuo convenzionale. Questo era unproduzione di stampaggio di dispositivi mediciimpostazione richiestanon solo una superficie priva di graffi ma anche un'adeguata planarità. Tuttavia, il componente era così asimmetrico che la disposizione delle strisce bifacciali progettata da altri fornitori ha portato il 34,5% dell’acciaio inossidabile a trasformarsi in rottame. Oltre a ciò, la planarità della parte ha superato 0,15 mm a causa del rilascio dello stress interno, e questodava luogo ad un tasso di scarto di assemblaggio sempre elevato. Il tradizionale servizio personalizzato di stampaggio dei metalli non è in grado di soddisfare sia i costi che i requisiti di precisionerementi.
Soluzione di produzione LS
Senza basarci su alcun presupposto teorico, abbiamo considerato la forma irregolare,i componenti piatti potrebbero essere strutturalmente migliori rispetto ai layout standard. Guidato dal team di ingegneri senior di vistours, l'uso dell'analisi degli elementi finiti per simulare il flusso di materiale ha contribuito a ignorare il problema di vecchia data ideando il design dello stampaggio progressivo con "ponte centrale a catena singola senza portante".
Allo stesso tempo,nel penultimo è stato introdotto un punzone di livellamento con compensazione locale inversa della sollecitazione. Stazione percalibrazione dello stampaggio antistress, e all'interno dello stampo è stato installato un sistema di rilevamento dello spostamento a infrarossi multipunto in fibra ottica. Abbiamo mantenuto la fluttuazione della tensione del nastro a un livello di ±2N. Ciò ha garantito la stabilità della trasmissione ad alta velocità della struttura senza portante.
Risultati e valore del progetto
- La prima prova dello stampo ha prodotto un flusso di lavoro senza graffi, una rarità nel settore.Il tasso di utilizzo del materiale è stato aumentato dal 65,5% al 93,8%, e questo ha eliminato totalmente gli scarti sui bordi.
- tLa planarità del componente è stata misurata regolarmente a ±0,04 mmben al di sotto del limite rigoroso di ±0,05 mmconsentito per la stampa di grado medico.
- L'efficienza produttiva è stata mantenuta stabilmente a 140 SPM (colpi al minuto), e questa è stata una prova completa nel contesto dei servizi di stampaggio dei metalli delle potenzialità di riduzione dei costi e di miglioramento dell'efficienza.
- I vantaggi derivanti dal progetto sono il risparmio da parte del cliente di 42.000 dollari all'anno in costi di approvvigionamento delle materie prime e ancheIspezione di qualità online al 100% e consegna senza ispezione di lotti di parti.
Alla fine, il cliente ha deciso di effettuare un ordine esclusivo di produzione di massa a lungo termine per questa linea di prodotti.
Se hai anche progetti di stampaggio ad alta precisione e ad alto costo,puoi caricare i tuoi disegni 3D per ricevere un preventivo personalizzato. Ti forniremo una soluzione completa comprensiva di planimetrie e dettagli sui costi, aiutandoti a ottenere un'alta qualitàparti stampate in metallo di precisionealla rinfusa.

Perché scegliere LS Manufacturing come produttore di servizi di stampaggio metalli personalizzati a contratto B2B in Cina?
Situato a Humen, Dongguan come produttore di origine e la nostra città natale è costituita dai settori manifatturiero industriale e civile, il nostro servizio personalizzato di stampaggio di metalli si basa suuna matrice di stampaggio ad alta velocità di precisione 25T-400T e il sistema IATF 16949, lavorando duramente per aiutarti a superare tutte le complesse sfide ingegneristiche dello stampaggio.
Il valore in termini di costi della collaborazione per lo stampaggio dei metalli di pre-produzione (DFM).
LS Manufacturing non si svenderà a prezzi bassi. Si concentra invece sulla combinazione di ricerca e sviluppo collaborativa DFM pre-produzione e professionaleOttimizzazione dello stampaggio DFM. Nella fase di progettazione, l'analisi del flusso dello stampo assiste i clientiottimizzando lo spessore della parete, il raggio di curvatura e la profondità di allungamento, prevenendo così potenziali modifiche dopo l'apertura dello stampo e riducendo il costo di tentativi ed errori del progetto, nonché la durata. Rispetto ai fornitori di servizi basati su piattaforma, la nostra fabbrica fisica consente l'implementazione diretta di soluzioni tecniche, il che aiutaeliminare il problema della disconnessione soluzione-produzione e garantirne l'efficaciadi servizi di stampaggio metalli personalizzati.
Garanzia di consegna con controllo di qualità end-to-end
Per mantenere la coerenza dimensionale in milioni di pezzi di produzione, disponiamo di macchine di misura coordinate, proiettori digitali di precisione e apparecchiature di monitoraggio della qualità di stampaggio SPC online completamente automatizzate. Essendo lo stabilimento di produzione originale,i nostri principali vantaggi sono:
- Team di supporto tecnico in loco:Il tempo di risposta alle richieste tecniche è del 40% più veloce rispetto ai fornitori di servizi della piattaforma, il che consente una rapida ripetizione della progettazione degli strumenti di stampaggio.
- Produzione interna per tutti i processi:I costi possono essere controllati in modo più accurato e con maggiore trasparenza durante l’intero ciclo di vita del prodotto.
- Collaborazione tra processi su larga scala:Può essere utilizzato per il trattamento superficiale e per i successivi processi di assemblaggio.
La nostra consolidata linea di produzione copre in modo affidabile i requisiti di consegna diservizio di stampaggio ad alto volumee anche i piani di approvvigionamento su larga scala dei nostri clienti vengono soddisfatti in termini di capacità. È stata implementata la tracciabilità della qualità per l'intero processo, il checonsente, se necessario, di risalire ai lotti di prodotto fino alle materie prime e alle stazioni di produzione. Il sistema operativo composto da tecnologia completa e controllo qualità mantiene sotto controllo il processo del servizio di stampaggio dei metalli in ogni fase.
Se desideri saperne di più sui casi di implementazione della produzione di massa nel settore,per favorecontattaciottenere una raccolta di casi di studio di progetti su parti metalliche stampate di precisionee fare riferimento alle soluzioni di processo e ai risultati di riduzione dei costi di prodotti simili.
Domande frequenti
D1: Qual è l'esatto volume di produzione in pareggio economico tra lo stampaggio progressivo e quello a trasferimento?
Se acquisti meno di 30.000 pezzi stampati di precisione convenzionaliOgni anno, lo stampaggio a stampo di trasferimento ti garantirà un tasso di rendimento più elevato consecutivamente. Tuttavia, una volta che il volume di produzione annuale supera la soglia critica di 50.000-80.000 pezzi,il costo del pezzo con gli stampi progressivi diminuirà notevolmente. Puoiinvia i tuoi disegniper ottenere un prezzo e stabiliremo qual è il prezzo esatto per la dimensione del tuo lotto.
Q2: È possibile eseguire strutture di utensili per stampi di trasferimento standard all'interno di una singola pressa per stampaggio progressiva?
Se solo la lunghezza totale del piano della pressa e l’altezza totale della corsa chiusa non ponessero vincoli, diversi stampi ingegneristici indipendenti a operazione singola potrebbero essere installati nella stessa pressa a letto lungo mediante l’aggiunta di un servo robot tridimensionale multistazione, chesimulare il funzionamento di una linea di produzione di stampaggio a trasferimento completa ed efficiente.
D3: In che modo lo spessore della striscia di materiale limita le prestazioni meccaniche dei nastri portanti dello stampo progressivo?
Quando lo spessore della bobina di metallo è inferiore a 0,15 mm, con corse di trafilatura o piegatura ad alta velocità in stampaggio continuo, la sovrapposizione della striscia ultrasottile diventerà instabile, attorcigliata localmente e, nella migliore delle ipotesi, si spaccherà e si romperà a causa della realtànon può sopportare le sollecitazioni alternate di taglio e trazione del punzone, interrompendo così completamente l'alimentazione continua.
D4: Perché gli stampi di trasferimento superano di molto le prestazioni degli stampi progressivi nell'utilizzo di materiali in titanio o leghe metalliche?
Poiché gli stampi progressivi devono mantenere uno spessore di sovrapposizione di collegamento non recuperabile per ciascuna stazione lungo l'intera striscia lunga, tuttavia lo stampaggio a trasferimento puòutilizzare una taglierina Nesting ad altissima precisionetagliare il costoso foglio di lega di titanio in singoli pezzi grezzi nella prima operazione, il tasso di scarto delle costose materie prime è quasi pari a zero.
D5: Quali dimensioni specifiche delle parti impediscono alle linee di stampaggio a stampo progressivo di grandi volumi di elaborare parti automobilistiche su larga scala?
Quando le dimensioni su un solo lato diuna parte stampata in metallo supera i 400 mm e la profondità totale di imbutitura è superiore a 100 mm,l'ampio set complessivo di stampi progressivi caricherà eccessivamente l'attrezzatura convenzionale con peso proprio, rigidità alla flessione e lunghezza del tavolo della pressa. Pertanto, è necessario implementare un sistema di stampaggio con stampo a trasferimento a linea divisa.
D6: In che modo il forte ritorno elastico delle parti metalliche altera la scelta progettuale tra i sistemi di stampaggio progressivo e a trasferimento?
Se si tratta di un pezzo in acciaio ad alta resistenza con un ritorno elastico della peggior specie, come DP980, le stazioni di stampaggio di trasferimento presentano ciascuna un grado molto elevato di adattabilità spaziale in modo che sia possibileeffettuare una serie di compensazioni di precisione per un singolo processo di formatura. Essendo compatte, le stazioni degli stampi progressivi aumentano la difficoltà di ingegnerizzazione e il rischio di modifica dello stampo per modifiche successive.
D7: Quali tipi di funzionalità di automazione secondarie possono essere integrate perfettamente direttamente all'interno delle stazioni di fustellatura di trasferimento?
Nello stampaggio a trasferimento, le parti in ciascuna stazione sono in uno stato libero poiché non sono più legate alla striscia di materiale continua. Ciò aiuta l'integrazione diservomaschianti integrate nello stampo, rivettatrici e cursori per hardware o apparecchiature per l'ispezione ottica completa 3D. Inoltre, i processi secondari dell’officina di assemblaggio non sono necessari, migliorando così efficacemente l’integrazione della produzione.
D8: In che modo i sensori elettronici di rilevamento dell'inceppamento proteggono i set di utensili per stampaggio progressivo di alta qualità da incidenti catastrofici dello stampo?
Sensori altamente sensibili sono installati sui perni di guida principali della matrice progressiva. Nel caso in cui la striscia di materiale non sia posizionata correttamente, il sistema può inviare un comando di frenatura alla frizione della pressaentro 5 millisecondi, bloccando il cursore per evitare rotture dello stampo e danni causati dal materiale impilato durante lo stampaggio.
Sommario
Quando si decide tra lo stampaggio continuo o lo stampaggio a trasferimento robotizzato, si tratta di una complessa sfida ingegneristica che coinvolge la forma del prodotto, la quantità minima dell'ordine di pareggio e il costo complessivo del ciclo di vita delle materie prime. Gli stampi progressivi sono il pilastro per pezzi di precisione minuscoli e di grandi volumi con velocità di produzione elevatissime di 100-300 SPM con costi variabili per pezzo molto bassi. Al contrario, gli stampi a trasferimento, grazie alla loro geometria più flessibile, lo sonofantastico per l'imbutitura profonda, parti di grandi dimensioni irregolari e per ridurre al minimo lo spreco di materiale di leghe costose.
La scelta casuale di un progetto di stampo senza eseguire la progettazione per la produzione (DFM) della parte può causare costose correzioni successive. Il principale team di ingegneri di LS Manufacturing è sempre pronto a fornirti valutazioni tecniche dettagliate e gratuite. Solofornisci i disegni di progettazione delle parti di stampaggio 3D(formati compatibili con Apple STEP/IGS/CAD) al team di ingegneri e offriremo una soluzione completa entro 24 ore,compresa la fattibilità del layout delle strisce, il calcolo del tonnellaggio e il budget dello stampo, aiutando i vostri nuovi prodotti a raggiungere rapidamente il mercato con la massima qualità e competitività in termini di costi.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web:https://lsrpf.com/
Dichiarazione di non responsabilità
I contenuti di questa pagina sono solo a scopo informativo.Servizi di produzione LSNon ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente.Richiedere partipreventivo Identificare i requisiti specifici per queste sezioni.Vi preghiamo di contattarci per ulteriori informazioni.
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore. Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneLavorazione CNC,Produzione di lamiere, stampa 3D,Stampaggio ad iniezione.Stampaggio metallie altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web:www.lsrpf.com
