
Service d'emboutissage de métauxconstituent l'une des techniques de fabrication fondamentales orientées vers la production à grande échelle de matériel usiné avec précision. La méthode du service d'emboutissage des métaux peut résoudre plusieurs problèmes majeurs des achats à grande échelle, par exemple, l'un des problèmes étant leénorme différence entre l'investissement initial dans le moule et les coûts de traitement d'une seule piècecela peut être de l'ordre de centaines de milliers de yuans, ainsi que le problème de la déformation sous contrainte interne des pièces embouties.
Pour résoudre les problèmes de sélection de l'emboutissage continu et de l'emboutissage sur convoyeur, les experts en conception de moules de LS Manufacturing doivent mener une étude comparative technique approfondie des deux sur des paramètres tels quecontrôle de tolérance limite, taux d'emboutissage profond et taux de perte de bande, fournissant ainsi des indicateurs quantifiables de prise de décision DFM (Design for Metal) directement implémentables aux équipes R&D et achats pour qu'elles puissent piloter la qualité et le bilan global des coûts du projet.À la fin de cet article, vous serez en mesure d'utiliser des fonctionnalités avancéesestampage évaluation DFMtechniques pour identifier un compromis optimal entre qualité et coût dans des projets matériels adaptés à vos besoins.
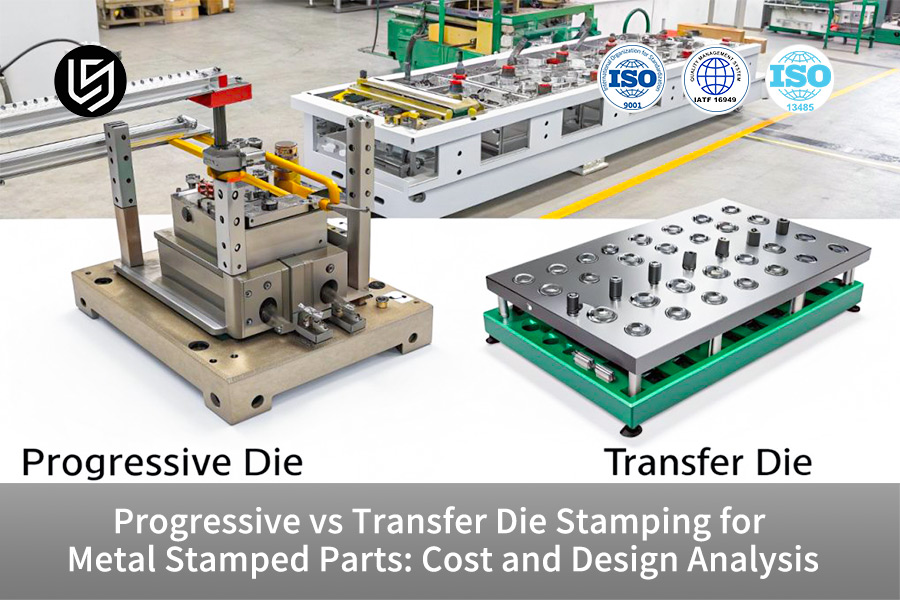
Estampage progressif ou par transfert : aperçu des principaux critères de sélection
| Dimensions de comparaison | Estampage progressif | Estampage par transfert |
| Gamme LDR applicable | ≤0,6 | >0,6 |
| Utilisation des matériaux | 65%-85% | 85%-95% |
| SPM de production typique | 100-300 | 20-80 |
| Pourcentage du coût de matrice initial | 100 % (référence) | 50%-70% |
| Tolérance de trou typique | ±0,02 mm | ±0,03 mm |
Points clés à retenir :
- Décision relative au rapport de tirage :En règle générale, si le rapport profondeur/diamètre d'emboutissage (LDR) du composant dépasse 0,6 et que la contrainte d'entaille sans bord est l'une des exigences, alorsla sélection d'une matrice de transfert est indispensablecar il permet de libérer les contraintes de bande.
- Utilisation du matériau :Les matrices secondaires qui fonctionnent selon une disposition échelonnée indépendante les unes des autres peuvent réduire le coût d'approvisionnement en alliages coûteux enplus de 20 %.Là encore, les matrices progressives génèrent environ 15 à 35 % de déchets techniques en raison du chevauchement des bandes.
- Seuil de rentabilité :Ce n'est que lorsque la production annuelle de petite quincaillerie de précision conventionnelle dépasse 80 000 pièces que l'utilisation de matrices progressives se justifie du point de vue des coûts, caril apporte une excellente rentabilité des piècesen raison de la capacité de production automatisée.
Pourquoi faire confiance à l’expertise de LS Manufacturing en matière de pièces embouties en métal de précision ?
Avec plus d'une décennie d'expérience dans la recherche et le développement et la production en série de matrices d'emboutissage de précision, LS Manufacturing est bien équipé pour l'industrialisation de lignes de produits conformément auxIATF 16949:2016norme. Il offre également un support techniqueà chaque étape, de l'optimisation de la conception pour la fabrication (DFM) à la livraison par lots. Après un test d'usure d'emboutissage d'alliage de titane de trois mois, nous avons pu développer une méthode d'imbrication à faibles pertes pour les métaux de grande valeur, ce qui peut réduire le taux de rebut des matériaux précieux de 8 %.
Cette solution d'ingénierie est la mise en œuvre sur le terrain de notre équipe dans les projets de composants structurels aérospatiaux et sa production physique. Nous avons aidé des clients àaugmenter leur durée de vie de 3 millions de cycles à 5 millions de cycles- une réduction importante du coût d'amortissement des matrices par pièce. Notre personnel en ingénierie a une expérience accumulée deau moins 8 anssur le terrain et proposer des alertes proactives sur les risques liés aux processus pour les composants structurels complexes.
Les solutions que nous proposons ne sont pas seulement théoriques, mais plutôttoutes nos propositions dérivent de données de vérification réelles des lignes de production en sérieafin que les solutions livrées à nos clients soient directement mises en œuvre et mises en production.
Avec plus de dix ans d'expérience pratique et un système de contrôle de qualité systématique, et adhérant àISO 13485:2016normes pour les applications médicales, nous pouvons efficacementvous aider à éviter les pertes de production de massecausé par une sélection incorrecte du processus.
Si vous êtes confronté à une confusion concernant la sélection du processus,contactez notre équipe d’ingénierie pour une évaluation DFM gratuite. Nous fournirons des solutions de services d’emboutissage de métaux personnalisées et ciblées basées sur vos dessins de pièces.

Pourquoi l’estampage progressif est-il le choix absolu pour le service d’estampage à haut volume ?
Estampage progressifutilise un servoalimentateur pour tirer en continu le métal enroulé dans une matrice multi-stations à l’intérieur d’une seule presse d’estampage. À des vitesses élevées de 100 à 300 SPM,plusieurs opérations sont effectuées simultanément pendant le mouvement alternatif rapide. Il s'agit du moyen le plus efficace de réduire considérablement le coût global de production de petit matériel de précision avec une capacité de production annuelle de plus de 100 000 pièces.
Contrôle de précision du pas du système d'alimentation servo
Une bonne alimentation lors de l’emboutissage progressif est essentielle pour l’uniformité dimensionnelle des pièces. La base d'unpositionnement d'estampage de haute précisionle système estun mécanisme de rétroaction en boucle fermée dans le servo-alimentateurqui ajuste le pas d'alimentation afin que l'erreur de pas soit maintenue en dessous de ±0,01 mm. FaireEt c'est encore plus simple, considérez-le comme un système d'alimentation en papier dans une imprimante de haute précision, chaque étape est parfaitement alignée afin d'éviter les écarts d'alignement à ces stations. Plus un alignement secondaire avec des broches de guidage à l'intérieur du moule,contrôle en boucle fermée de précision au niveau du micronest réalisable à toutes les étapes du processus, ce qui entraîne une production stable de pièces embouties en métal de précision qui répondent à des exigences de qualité strictes.
Avantages en termes de coûts du mode de production sans éclairage
Ce service d'estampage à grand volume offre la possibilité d'une production sans surveillance 24h/24 et 7j/7, ce qui réduit considérablement les coûts de main-d'œuvre et de gestion.Les principaux avantages en termes de coûts se reflètent dans ces trois aspects :
- Ne pas manipuler les matériaux et les transférer entre les processus, ce qui entraîne des coûts de main-d'œuvre directsmoins de 5%.
- Une seule machine est capable de réaliser tous les processus, ce qui réduit la surface utilisée par plusieurs machines et les dépenses de maintenance.
- L'emboutissage à grande vitesse réduit le cycle de production etpermet de répondre rapidement à la demande énorme et soudaine de livraison.
Grâce à l’expérience accumulée grâce à la mise en œuvre de lignes de production à grande vitesse, nous pouvons également proposer un service d’emboutissage de métal personnalisé pour différentes industries en fonction de leurs exigences particulières.

Figure 1 : Un ensemble de petits composants estampés en métal de haute précision, notamment des ressorts et des connecteurs.
Comment la disposition de la bande porteuse détermine-t-elle l'utilisation du matériau dans l'emboutissage progressif ?
La disposition de la bande de matériau dans un emboutissage progressif est l'un des principaux facteurs qui ont un impact direct sur le taux d'utilisation du matériau. La chaîne de production doitmaintenir les bandes et les chevauchements à tout moment pour sécuriser le mouvement vers l'avant des pièces, ce qui entraîne malheureusement un gaspillage de 15 à 35 % des déchets fixes dans leemboutissage coûteux des métaux.
Propriétés mécaniques de trois types de structures en bandes
La bande intermédiaire, la bande simple face et la bande double face sont les trois structures de bande généralement utilisées dans l'emboutissage progressif.Connaître les différences de résistance aux contraintes de cisaillement et de stabilité de formage des différentes structuresaider à exploiter une conception de mise en page d'estampage Web de support qui soit raisonnable. Une telle conception a une incidence directe sur l’utilisation des matériaux et le rendement des pièces.
| Type de bande | Résistance au cisaillement | Complexité des pièces applicables | Utilisation typique du matériau |
| Bande intermédiaire | Fort | Pièces symétriques simples | 70%-80% |
| Bande simple face | Moyen | Pièces de formage simple face | 75%-85% |
| Bande double face | Extrêmement fort | Formage multidirectionnel complexe | 60%-70% |
| Pont à liaison unique sans opérateur | Moyen | Pièces plates irrégulières | 85%-94% |
Logique de conception quantitative de la largeur des bords
Faire correspondre la largeur du bord d'un outil de tampon à l'épaisseur d'un matériau et à la force requise pourle percer est un must absolu. En fait, ce sera l'un des principaux paramètres d'optimisation duprocessus d'estampage de disposition en bandeafin que la bande ne devienne pas instable ou ne se déchire pas lors des opérations d'estampage à grande vitesse. A titre d'exemple, pour des ressorts électroniques en cuivre sans oxygène de 0,8 mm d'épaisseur, un estampage,la largeur de chevauchement doit être 1,5 à 2 fois l'épaisseur du matériaupour maintenir la stabilité de la transmission du pas.
Très simplement, le chevauchement est le rail sur une voie ferrée, un manque de largeur entraînera un « déraillement », qui à son tour provoquera un déplacement de pièce voire un endommagement du moule.Suivre ces trois grands principes est la clé d’une bonne utilisation de la mise en page :
- Privilégier une disposition symétrique pouréquilibrer la charge de poinçonnage et minimiser le gaspillage des bords.
- Réduisez l’espacement des pas pour réduire le taux de chevauchement par pièce unitaire.
- Utilisez une disposition imbriquée pour les pièces de forme irrégulière afin d'obtenir une utilisation maximale de la zone de tôlerie.
Une conception appropriée du chevauchement peutaider principalement à réduire la formation de défauts pendant le processuset au final, garantir la régularité de la production en série de pièces embouties métalliques de haute précision.
Quand devriez-vous pivoter pour transférer l’emboutissage pour les opérations d’emboutissage profond ?
Estampage par transfertest un excellent choix pour fabriquer des pièces de quincaillerie personnalisées qui nécessitent un emboutissage très profond (LDR > 0,6) ou qui impliquent un formage par retournement 3D complexe. Dans cette technique,le flan est réalisé entièrement séparé et découpé indépendamment lors de la première opération, de ce fait supprimant totalement les contraintes rhéologiques matérielles.
Contrôle du flux de matériaux dans les processus d'emboutissage profond
Avec l'estampage par transfert, le flan est entièrement séparé de la bobine au premier poste. Grâce à un contrôle précis du flux de matière lors de l'emboutissage, la tôle peut s'écouler naturellement et uniformément dans la cavité de la matrice pendant les opérations d'emboutissage, de sorte quela zone n'est pas excessivement amincie (> 25 %) ou déchirée en raison de l'étirement de la bande continue de la matrice. La conception du processus devra modifier les paramètres d'étirage en fonction de l'indice de durcissement du matériau (n) et de l'anisotropie (r) pour produire une répartition constante du matériau pendant le processus de formage.
Les capacités croissantes des bras robotiques 3D
Les bras robotisés servo 3D sont capables de transférer des pièces indépendantes et multidimensionnelles. Ceciboîte de vitesses servoestampage ferle système peut gérer des opérations de façonnage très complexes,et les principaux avantages comprennent :
- Les pièces peuvent être tournées à 90° et inclinées vers le haut, ce qui entraîneaucune structure de coin lourde à perforation latérale n'est nécessaireet une adaptation complète et satisfaisante aux exigences complexes des services d'emboutissage de métaux personnalisés.
- Les pièces sont transférées sans toucher leurs surfaces de formage, ce qui constitue une très bonne protection des surfaces fonctionnelles brillantes ou délicates.
- Capacité à travailler en agencement de lignes multi-presses,changer facilement le nombre de processus et le rythme de production.
Cette toute nouvelle intégration de processus augmente considérablement la gamme de situations dans lesquelles le service d'emboutissage des métaux est applicable.
Si votre produit implique un emboutissage profond ou des structures de formage complexes,vous pouvez télécharger notre livre blanc sur le processus d'emboutissage profondpour comprendre systématiquement les scénarios applicables et les points de conception de l'estampage par transfert, fournissant ainsi une référence pour votre R&D à un stade précoce.

Figure 2 : Matrices d'estampage par transfert conçues avec précision pour les opérations complexes d'emboutissage profond.
Comment les complexités de la conception des outils d’emboutissage affectent-elles le risque d’investissement initial ?
Le niveau d'intégration dans leconception d'outillage d'emboutissagea un impact direct sur le coût d’investissement initial du moule. Les matrices progressives, qui constituent un unique fond de moule à haute résistance contenant plusieurs postes de travail,ont généralement un coût de moulage initial de 30 % à 50 % plus élevé que celui des matrices de transfert indépendantes. Néanmoins, cela contribue grandement à amortir le temps de production par pièce et les coûts d’occupation de l’équipement à un stade ultérieur.
Composants coûteux des matrices progressives
Le niveau d'intégration de la conception des outils d'emboutissage est un élément important pour déterminer le coût de fabrication global du moule. Une intégration élevée de matrices progressives entraîne des coûts de conception et de fabrication plus élevés. Les principaux postes de coûts sontcapteurs de détection de bourrage d'alimentation de haute précision, ressorts à azote à grande vitesse et matériaux en acier de moulage de haute qualité. Par exemple, en choisissant l'acier pour moules DC53, qui peut être durci dans une plage de HRC 60-62, cela conduit à une amélioration significative dedurabilité de l'emboutissage de l'acier à outils. La durée de vie standard du moule est conçue pour 5 millions de courses, ce qui le rend résistant à l'usure par fatigue lors d'une production de masse à grande vitesse.
| Dimension coût/durée de vie | Estampage progressif | Estampage par transfert |
| Cycle de conception des matrices | 4-6 semaines | 2-3 semaines |
| Coût de fabrication des matrices | 100 % (référence) | 50%-70% |
| Dureté de l'acier | HRC 60-62 | HRC 58-60 |
| Durée de vie d'estampage standard | 5 millions de cycles | 3 millions de cycles |
| Coût de modification d'une seule station | Élevé (nécessite un démontage complet du moule) | Faible (uniquement modification à station unique) |
Avantages des types séparés dans les matrices de transfert
Lorsqu'il s'agit de comparer l'investissement entre l'emboutissage progressif et l'emboutissage par transfert, en réalité, les matrices de transfert sont constituées de plusieurs matrices d'ingénierie distinctes.un point fondamental de discussion. En cas de dommage, les modifications apportées à un seul poste ne seront généralement pas répercutées sur la base du moule, de ce faitdiminuer le risque de coût et de tempsdes modifications ultérieures du moule. Pour le retour sur investissement qui préoccupe les responsables des achats B2B, nous pouvons proposer des solutions expertesévaluation du coût de matriceet un modèle de calcul des coûts du cycle de vie complet.
L’investissement dans le risque de moisissure peut être mesuré par ces trois facteurs principaux :
- Le nombre d'unités achetées annuellement et la période d'amortissement des coûts du moule.
- Vitesse à laquelle la conception de la pièce change.
- La part des coûts des matières premières dans les coûts de production totaux.
Nous identifierons le processus le plus approprié etdonner un devis de service d'emboutissage de métal personnalisé à un coût très compétitifcomme le volume d'approvisionnement annuel du client et les caractéristiques des pièces.
Si vous souhaitez évaluer le retour sur investissement dans les moules pour votre projet, veuillez nous contacter pour un calcul gratuit du coût du cycle complet.Nous pouvons également vous aider à trouver le plan de production le plus rentableen considérant les différences dans les options de conception des outils d'emboutissage.

Figure 3 : Gros plan d'un moule d'outillage d'emboutissage multi-empreintes complexe avec des composants de précision.
Estampage progressif ou par transfert : quel système offre des tolérances dimensionnelles plus strictes ?
Progressif vsestampage par transfertsont essentiellement deux méthodes différentes de contrôle de la tolérance dimensionnelle. Les matrices progressives peuventMaintenir facilement l'espacement des trous et les tolérances de contour à ± 0,02 mm, grâce à leur verrouillage et positionnement intégrés de broches de guidage de précision et de bande continue. Pourtant, les matrices de transfert, avec leur transfert manuel robotisé et leur positionnement secondaire, connaissent généralement une accumulation de tolérance cumulative plus élevée au niveau du micron.
Mécanisme de précision des matrices progressives
La principale caractéristique des matrices progressives est le mécanisme de positionnement dur, quileur donne un avantage significatif sur les matrices de transfert en termes de précision. Lors de l'emboutissage continu, les trous de guidage de haute précision sur la bande et les broches de guidage à l'intérieur de la matrice sont mécaniquement alignés de manière stricte, ce qui constitue la base principale pour pouvoircontrôle d'emboutissage de tolérance dimensionnelle. L'erreur de pas pour chaque alimentation est contrôlée dans une boucle au niveau de tolérance du micron, etl'indice de capabilité du procédé Cpk peut même dépasser 1,67. Pour faire simple, c'est comme une clé qui rentre dansun trou de verrouillage - un alignement exact est obtenu à chaque fois, sans aucune erreur de décalage.
| Types de tolérance | Estampage progressif | Estampage par transfert (optimisé) |
| Tolérance de position du trou | ±0,02 mm | ±0,03 mm |
| Tolérance de contour | ±0,03 mm | ±0,04 mm |
| Planéité | ±0,04 mm | ±0,05mm |
| Cohérence du pas | ±0,01 mm | ±0,015 mm |
| Indice Cpk de production de masse | 1,67 | ≥1,33 |
Schéma d'optimisation de la tolérance pour les matrices de transfert :
Avec l'optimisation des processus,la précision des matrices de transfert peut être considérablement améliorée. LS Manufacturing, en équipant la matrice de broches de positionnement de haute précision et sans jeu et en utilisant la détection d'alignement laser et un processus d'étalonnage d'estampage par alignement laser, est capable demaintenir l'erreur de positionnement de la matrice de transfert à ± 0,015 mm, qui est très proche de la norme de l'industrie, et contribue également à la production de masse stable de pièces embouties en métal de haute précision.
Trois étapes principales pour augmenter la précision des matrices de transfert :
- Installez des broches de positionnement coniques sur chaque station afin que le flan puisse être aligné avec force et précision.
- Utiliser des bras robotisés servo pour un positionnement en boucle ferméeminimiser les écartsqui résultent de l'inertie du transport.
- Équiper des stations d'inspection laser en ligne pour non seulement fournir des informations en temps réel, mais également pourcorriger les écarts dimensionnels.
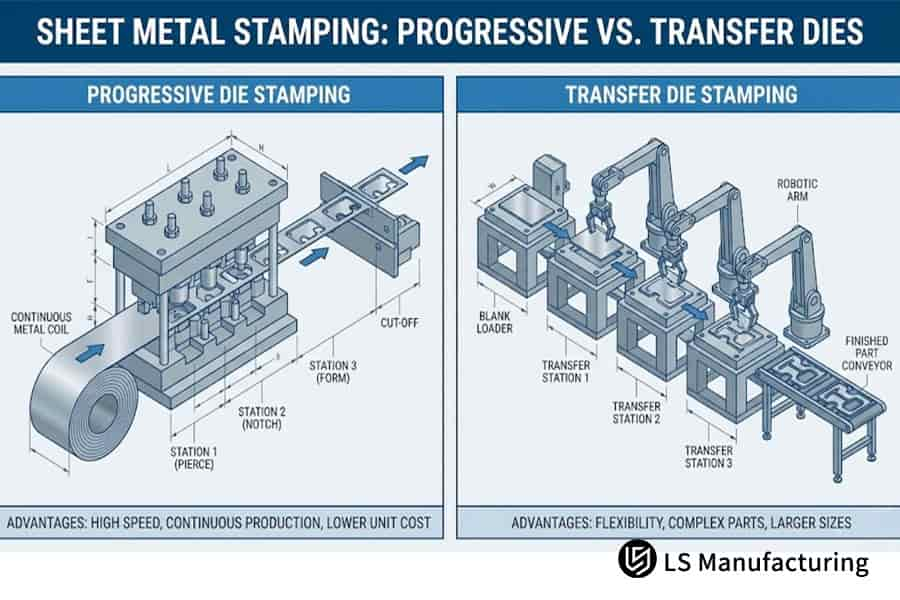
Figure 4 : Illustration comparant les flux de travail et les dispositions d'estampage progressif et par transfert.
Comment résoudre les charges décentrées et les moments de basculement dans l'ingénierie complexe des outils d'emboutissage ?
Pour la conception d’outils d’emboutissage, l’objectif principal doit être de résoudre les problèmes liés au chargement excentrique. Par exemple,le poinçonnage (qui nécessite un faible tonnage) et le formage (qui nécessite un tonnage élevé) peuvent être extrêmement déséquilibréset réparties le long du même bloc coulissant dans des matrices continues, de sorte que les charges excentriques résultantes sur la presse seront suffisamment importantes pour provoquer l'inclinaison du coulisseau. Pour cette raison, des calculs approfondis du tonnage et de l’équilibre du centre de pression doivent être effectués dès la phase de conception.
Chemin de défaillance du chargement excentrique
La conception des outils d’emboutissage doit principalement se concentrer sur la résolution du problème des charges excentriques. Pour les aménagements à plusieurs postes, si la force de poinçonnage à l'avant n'est que de 5T alors que la force de pliage et de formage à l'arrière atteint 80T,le coulisseau de presse résultant sera soumis à un moment de basculement très puissant. Unanalyse du moment de basculementeffectué par des professionnels peut prévoir le risque de défaillance dû à l'usure des piliers et des bagues de guidage ainsi qu'à l'inclinaison asymétrique et à la déformation des pièces. Le décalage du centre de pression de la matrice est mandaté par la norme d'étalonnage centrale exclusive de LS Manufacturing pourêtre maintenu à moins de 5 mm du centre de la diapositive. Cette spécification est beaucoup plus stricte que la moyenne du secteur et signifie souvent une augmentation importante de la durée de vie des matrices.
Solutions d'ingénierie pour la correction du centre de pression
Il existe un certain nombre de techniques que les ingénieurs peuvent utiliser pour ajuster le centre de pression de l'ensemble du moule et effectuer des opérations très précises.ajustements d'estampage précisbasé sur le centre de pression pour garantir que le fonctionnement stable à long terme du service d'estampage à grand volume est possible.Les principales méthodes sont :
- Réaménagement des postes de travail inoccupésde manière à modifier la répartition latérale des charges et ainsi réduire l'excentricité.
- Utiliser un type de construction à hauteur de poinçon étagée pourdisperse les charges de cisaillement supérieures et réduit les moments de basculement instantanés.
- Installer des poinçons d'équilibrage pour neutraliser les inégalités de charge d'un côté et ainsi réaliser un centrage global de la charge.
En concevant correctement un équilibre de charge, on peut prendre lerisque de fluctuations dimensionnelles lors de la production en sérieau minimum et ainsi améliorer la cohérence des lots de pièces embouties en métal de précision.
Étude de cas : Comment LS Manufacturing a conçu un boîtier de protection médicale personnalisé avec un flux de travail progressif sans rebut ?
Pour un boîtier de blindage de précision en acier inoxydable d'un fabricant d'équipement médical Fortune 500 (demande annuelle de 120 000 pièces), notreservice d'estampage de métal personnaliséapporté une solution sur mesure eninnover dans la disposition des bandes de matrices continues pour réaliser une conception de chevauchement de frontière sans porteur, aidant ainsi le client à économiser 28 % des coûts de matériaux purs.
Problème initial du client
Le plan initial du client était de fabriquer un composant de blindage SUS316L de qualité médicale d'une épaisseur de 0,4 mm via un estampage continu conventionnel. C'était unfabrication d'emboutissage de dispositifs médicauxréglage requisnon seulement une surface sans rayures mais aussi une planéité adéquate. Pourtant, le composant était si asymétrique que les configurations de bandes double face conçues par d'autres fournisseurs ont conduit à la transformation de 34,5 % de l'acier inoxydable en ferraille. De plus, la planéité de la pièce dépassait 0,15 mm en raison du relâchement des contraintes internes, et cea donné lieu à un taux de rebut d'assemblage toujours élevé. Le service traditionnel d'emboutissage de métaux personnalisé ne pouvait pas répondre à la fois aux exigences de coût et de précision.réments.
Solution de fabrication LS
Sans nous appuyer sur aucune hypothèse théorique, nous avons considéré des formes irrégulières,les composants plats pourraient être structurellement meilleurs que les dispositions standard. Dirigée par l'équipe d'ingénierie senior de Vistours, l'utilisation de l'analyse par éléments finis pour simuler le flux de matériaux a permis d'ignorer le problème de longue date en proposant la conception d'estampage progressif du « pont central à chaîne unique sans porteur ».
En même temps,un poinçon de nivellement à compensation de contrainte locale inversée a été introduit à l'avant-dernier. Gare pourcalibrage d'estampage anti-stress, et à l'intérieur du moule un système de détection de déplacement infrarouge multipoint à fibre optique a été installé. Nous avons maintenu la fluctuation de la tension de la bande au niveau de ± 2N. Cela garantissait la stabilité de la transmission à grande vitesse de la structure sans porteur.
Résultats et valeur du projet
- Le premier essai de moule a abouti à un flux de travail sans aucune rayure, une rareté dans l'industrie.Le taux d'utilisation des matériaux a été augmenté de 65,5% à 93,8%, et cela a totalement supprimé les déchets sur les bords.
- TLa planéité du composant a été mesurée régulièrement à ±0,04 mm, ce qui estbien en dessous du strict ± 0,05 mmautorisé pour l’estampillage de qualité médicale.
- L'efficacité de la production s'est maintenue à 140 SPM (coups par minute), ce qui constitue une preuve complète, dans le contexte des services d'emboutissage des métaux, du potentiel de réduction des coûts et d'amélioration de l'efficacité.
- Les avantages découlant du projet sont que le client économise 42 000 $ par an en coûts d'approvisionnement en matières premières, et égalementContrôle qualité 100% en ligne et livraison sans contrôle de lots de pièces.
Finalement, le client a pris la décision de passer une commande exclusive de production de masse à long terme pour cette gamme de produits.
Si vous avez également des projets d'estampage coûteux et de haute précision,vous pouvez télécharger vos dessins 3D pour recevoir un devis personnalisé. Nous vous fournirons une solution complète comprenant des plans d'implantation et des détails de coûts, vous aidant à obtenir une qualité élevée.pièces embouties en métal de précisionen vrac.

Pourquoi choisir LS Manufacturing comme fabricant de services d'emboutissage de métaux personnalisés sous contrat B2B en Chine ?
Situé à Humen, Dongguan en tant que fabricant source et notre ville natale est les secteurs de la fabrication industrielle et civile, notre service d'emboutissage de métaux sur mesure s'appuie surune matrice de presse d'estampage à grande vitesse de précision 25T-400T et le système IATF 16949, travaillant dur pour vous aider à surmonter tous les défis complexes d’ingénierie d’emboutissage.
La valeur financière de la collaboration en matière d'emboutissage de métaux avant la production (DFM)
LS Manufacturing ne va pas vendre à bas prix. Au lieu de cela, il se concentre sur la combinaison de la R&D collaborative DFM de pré-production, desOptimisation de l'estampage DFM. Au stade de la conception, l'analyse du flux de moule aide les clients àoptimisation de l'épaisseur de paroi, du rayon de courbure et de la profondeur d'étirement, évitant ainsi des changements potentiels après l'ouverture du moule et réduisant le coût des essais et erreurs du projet ainsi que la durée. Par rapport aux prestataires de services basés sur une plateforme, notre usine physique permet la mise en œuvre directe de solutions techniques, ce qui contribue àéliminer le problème de déconnexion solution-production et garantir l’efficacitéde services d'emboutissage de métaux personnalisés.
Garantie de livraison avec contrôle qualité de bout en bout
Pour maintenir la cohérence dimensionnelle de millions de pièces de production, nous disposons de machines à mesurer tridimensionnelles, de projecteurs numériques de précision et d'équipements de surveillance de la qualité d'estampage SPC en ligne entièrement automatisés. Étant l'usine de fabrication d'origine,nos principaux avantages sont :
- Équipe d'assistance technique sur place :Le temps de réponse aux demandes techniques est 40 % plus rapide que celui des fournisseurs de services de plateforme, ce qui permet une répétition rapide de la conception des outils d'emboutissage.
- Production réalisée en interne pour tous les processus :Les coûts peuvent être contrôlés avec plus de précision et avec plus de transparence tout au long du cycle de vie du produit.
- Collaboration entre processus à grande échelle :Peut être utilisé pour le traitement de surface ainsi que pour les processus d'assemblage qui suivent.
Notre configuration de ligne de production bien établie couvre de manière fiable les exigences de livraison deservice d'estampage à grand volume, et les plans d'approvisionnement à grande échelle de nos clients sont également satisfaits en termes de capacité. Une traçabilité qualité sur l'ensemble du processus a été mise en place, ce quipermet de remonter les lots de produits jusqu'aux matières premières et aux postes de production si nécessaire. Le système d'exploitation composé d'une technologie complète et d'un contrôle qualité maintient le processus de service d'emboutissage des métaux sous contrôle à chaque étape.
Si vous souhaitez en savoir plus sur les cas de mise en œuvre de la production de masse dans l'industrie,s'il te plaîtcontactez-nouspour obtenir une collection d'études de cas de projets sur des pièces embouties en métal de précision, et faites référence aux solutions de processus et aux résultats de réduction des coûts de produits similaires.
FAQ
Q1 : Quel est le volume de production économique exact entre l’estampage progressif et l’estampage par transfert ?
Si vous achetez moins de 30 000 pièces estampées avec précision conventionnelless par an, l'estampage par transfert vous offrira un taux de rendement consécutif plus élevé. Cependant, une fois que le volume de production annuel dépasse le seuil critique de 50 000 à 80 000 pièces,le coût à la pièce avec les matrices progressives va beaucoup baisser. Vous pouvezsoumettez vos dessinspour obtenir un prix, et nous déterminerons quel est le prix exact pour la taille de votre lot.
Q2 : Pouvez-vous exécuter des structures d’outillage de matrice de transfert standard à l’intérieur d’une seule presse à emboutir progressive ?
Si seules la longueur totale de la table de presse et la course totale en hauteur fermée ne posaient aucune contrainte, plusieurs matrices d'ingénierie indépendantes à opération unique pourraient être installées dans la même presse à lit long en ajoutant un robot servo tridimensionnel multi-stations, ce qui permettraitsimuler le fonctionnement d’une ligne de production d’emboutissage par transfert complète et efficace.
Q3 : Comment l’épaisseur de la bande de matériau limite-t-elle les performances mécaniques des bandes porte-matrices progressives ?
Lorsque l'épaisseur de la bobine de métal est inférieure à 0,15 mm, avec des courses d'étirage ou de pliage à grande vitesse en estampage continu, le chevauchement de la bande ultra-mince deviendra instable, se tordra localement et, au mieux, se divisera et se brisera en raison de la réalité.ne peut pas résister aux contraintes alternées de cisaillement et de traction du poinçon, interrompant ainsi complètement l'alimentation continue.
Q4 : Pourquoi les matrices de transfert surpassent-elles de loin les matrices progressives en matière d'utilisation de matériaux en titane ou en alliage métallique ?
Étant donné que les matrices progressives doivent conserver une épaisseur de chevauchement de connexion non récupérable pour chaque station sur toute la longueur de la bande, l'estampage par transfert peututiliser un cutter à emboîtement de très haute précisionpour découper la coûteuse feuille d'alliage de titane en flans individuels lors de la première opération, le taux de rebut des matières premières coûteuses étant donc presque nul.
Q5 : Quelles dimensions spécifiques des pièces empêchent les lignes d'estampage progressif à grand volume de traiter des pièces automobiles à grande échelle ?
Lorsque les dimensions unilatérales deune pièce d'emboutissage en métal dépasse 400 mm et la profondeur totale d'emboutissage est supérieure à 100 mm,le grand ensemble de matrices progressives chargera excessivement les équipements conventionnels en termes de poids propre, de rigidité à la flexion et de longueur de la table de presse. Ainsi, un système d’estampage par transfert à lignes divisées doit être mis en œuvre.
Q6 : Comment un retour élastique important des pièces métalliques modifie-t-il le choix de conception entre les systèmes d'emboutissage progressif et par transfert ?
S'il s'agit d'une pièce en acier à haute résistance avec un retour élastique du pire type, comme le DP980, les stations de matrices de transfert présentent chacune un très haut degré d'ajustement spatial, de sorte qu'il est possible deeffectuer un certain nombre de compensations fines pour un seul processus de formage. Les postes de filières progressives étant compacts, ils augmentent la difficulté d'ingénierie et le risque de modification du moule pour des changements ultérieurs.
Q7 : Quels types de fonctionnalités d'automatisation secondaires peuvent être intégrées de manière transparente directement dans les stations de filière de transfert ?
Lors de l'emboutissage par transfert, les pièces de chaque poste sont dans un état libre car elles ne sont plus liées à la bande de matériau continue. Cela facilite l'intégration deMachines à tarauder servo intégrées à la matrice, goujons et curseurs de matériel de rivetage ou équipement d'inspection optique complète 3D. De plus, les processus d'atelier d'assemblage secondaire ne sont pas nécessaires, améliorant ainsi efficacement l'intégration de la production.
Q8 : Comment les capteurs électroniques de détection de bourrage d'alimentation protègent-ils les ensembles d'outils d'estampage progressif haut de gamme contre les accidents catastrophiques de matrice ?
Des capteurs très sensibles sont installés sur les axes de guidage principaux de la matrice progressive. Dans le cas où la bande de matériau n'est pas correctement positionnée, le système peut envoyer une commande de freinage à l'embrayage de la presse.dans les 5 millisecondes, verrouillant le curseur pour éviter la casse de la matrice et les dommages causés par le matériau empilé pendant l'estampage.
Résumé
Le choix d'un estampage en continu ou d'un estampage par transfert robotisé relève d'un défi technique complexe qui implique la forme du produit, la quantité minimale de commande minimale et le coût global du cycle de vie des matières premières. Les matrices progressives sont le pilier des pièces de précision minuscules et à grand volume à des cadences de production très élevées de 100 à 300 SPM avec des coûts variables par pièce très faibles. En revanche, les matrices de transfert, de par leur géométrie plus flexible, sontfantastique pour l'emboutissage profond, les grandes pièces de forme irrégulière et la réduction du gaspillage de matériaux en alliages coûteux.
Choisir une conception de moule au hasard sans effectuer la conception pour la fabrication (DFM) de la pièce peut entraîner des corrections coûteuses ultérieurement. L'équipe d'ingénierie principale de LS Manufacturing est toujours prête à vous fournir des évaluations techniques gratuites et détaillées. Justedonnez à vos dessins de conception de pièces d'emboutissage 3D(formats compatibles Apple STEP/IGS/CAD) à l'équipe d'ingénierie, et nous proposerons une solution complète dans les 24 heures,y compris la faisabilité de la disposition des bandes, le calcul du tonnage et le budget du moule, aidant vos nouveaux produits à arriver rapidement sur le marché avec une qualité supérieure et une compétitivité des coûts.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à titre informatif.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Exiger des piècesdevis Identifier les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision.Usinage CNC,Fabrication de tôle, impression 3D,Moulage par injection.Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com
