
Услуги штамповки металлапредставляют собой одну из фундаментальных производственных технологий, направленных на крупномасштабное производство точно обработанных метизов. Метод штамповки металла может решить несколько основных проблем крупномасштабных закупок, например, одной из проблем являетсяогромная разница между первоначальными инвестициями в пресс-форму и затратами на обработку отдельных деталейэта сумма может достигать сотен тысяч юаней, а также проблема внутренней деформации под напряжением деталей глубокой вытяжки.
Для решения вопросов выбора непрерывной штамповки и конвейерной штамповки эксперты по проектированию пресс-форм LS Manufacturing должны провести тщательное техническое сравнительное исследование этих двух параметров, таких какконтроль предельного допуска, степени глубокой вытяжки и скорости потерь полосы, тем самым предоставляя непосредственно реализуемые количественные показатели принятия решений DFM (Design for Metal) группам исследований и разработок и закупкам, чтобы они могли контролировать качество и общий баланс затрат проекта.Прочитав эту статью, вы сможете использовать расширенныештамповка оценка DFMметоды определения оптимального компромисса между качеством и стоимостью в проектах аппаратного обеспечения, адаптированных к вашим требованиям.
Прогрессивная и трансферная штамповка: обзор ключевых критериев выбора
| Сравнительные размеры | Прогрессивная штамповка | Трансферная штамповка |
| Применимый диапазон LDR | ≤0,6 | >0,6 |
| Использование материалов | 65%-85% | 85%-95% |
| Типичный производственный SPM | 100-300 | 20-80 |
| Процент первоначальной стоимости штампа | 100% (базовый уровень) | 50%-70% |
| Типичный допуск отверстия | ±0,02 мм | ±0,03 мм |
Ключевые выводы:
- Решение о соотношении чертежей:Обычно, если отношение глубины вытяжки к диаметру (LDR) детали превышает 0,6 и напряжение надреза без кромки является одним из требований, тогдавыбор трансферного штампа обязателенпоскольку это позволяет снять ограничения полосы.
- Использование материала:Вторичные штампы, работающие по ступенчатой схеме независимо друг от друга, позволяют снизить затраты на закупку дорогостоящих сплавов наболее 20%.Опять же, прогрессивные штампы составляют около 15–35% технических отходов из-за перекрытия полос.
- Точка безубыточности:Только когда годовое производство обычных прецизионных мелких метизов превышает 80 000 штук, использование прогрессивных штампов оправдано с точки зрения затрат, посколькуэто обеспечивает превосходную экономическую эффективность поштучноблагодаря автоматизированному производству.
Почему стоит доверять опыту LS Manufacturing в области прецизионных металлических штампованных деталей?
Обладая более чем десятилетним опытом исследований, разработок и массового производства прецизионных штампов, компания LS Manufacturing хорошо оснащена для индустриализации производственных линий в соответствии сИАТФ 16949:2016стандарт. Он также предлагает техническую поддержкуна каждом этапе от оптимизации проектирования для производства (DFM) до серийной поставки. После трехмесячных испытаний на износ при штамповке титанового сплава мы смогли разработать метод раскроя с низкими потерями для ценных металлов, который может снизить процент брака драгоценных материалов на 8%.
Это инженерное решение является практическим внедрением нашей команды в проекты компонентов аэрокосмической конструкции и их физическое производство. Мы помогли клиентамувеличить срок службы матрицы с 3 миллионов циклов до 5 миллионов циклов- значительное снижение затрат на амортизацию каждой детали штампа. Наши инженерно-технические сотрудники имеют накопленный опытминимум 8 летна местах и предлагать упреждающие оповещения о рисках для сложных структурных компонентов.
Решения, которые мы предлагаем, носят не просто теоретический характер, а, скорее,все наши предложения основаны на фактических данных проверки линий массового производства.чтобы решения, поставляемые нашим клиентам, были непосредственно внедрены и запущены в производство.
Обладая более чем десятилетним практическим опытом и систематической системой контроля качества, а также придерживаясьИСО 13485:2016стандарты для медицинских приложений, мы можем эффективнопоможет вам избежать потерь при массовом производствевызвано неправильным выбором процесса.
Если вы столкнулись с путаницей в выборе процесса,свяжитесь с нашей командой инженеров для бесплатной оценки DFM. Мы предоставим целевые индивидуальные решения по штамповке металла на основе чертежей ваших деталей.

Почему прогрессивная штамповка является абсолютным выбором для больших объемов штамповки?
Прогрессивная штамповкаиспользует сервопитатель для непрерывной подачи рулонного металла в многостанционный штамп внутри одного штамповочного пресса. На высоких скоростях 100-300 об/мин.при быстром возвратно-поступательном движении одновременно выполняются несколько операций. Это наиболее эффективный способ значительно снизить общую стоимость производства точного небольшого оборудования с годовой производительностью более 100 000 штук.
Сервоприводная система подачи, контроль точности шага
Правильная подача во время прогрессивной штамповки имеет важное значение для однородности размеров деталей. Основавысокая точность позиционирования штамповкисистемамеханизм обратной связи с обратной связью в сервофидерекоторый регулирует шаг подачи так, чтобы погрешность шага не превышала ±0,01 мм. СделатьЕсли еще проще, представьте себе это как систему подачи бумаги в высокоточном принтере, где каждый шаг идеально выровнен, так что отклонения выравнивания на этих станциях предотвращены. Плюс вторичное выравнивание с помощью направляющих штифтов внутри формы.микронная точность, регулирование с обратной связьюдостижима на всех стадиях процесса, что приводит к стабильному производству прецизионных металлических штампованных деталей, соответствующих строгим требованиям качества.
Экономические преимущества режима производства без освещения
Эта услуга штамповки больших объемов обеспечивает возможность круглосуточного автоматического производства, что значительно снижает затраты на рабочую силу и управление.Основные ценовые преимущества отражены в трех аспектах:
- Отсутствие обработки материалов и их перемещения между процессами, что приводит к прямым затратам на оплату труда.менее 5%.
- Одна машина способна выполнять все процессы, благодаря чему сокращается площадь, используемая несколькими машинами, и затраты на техническое обслуживание.
- Штамповка на высокой скорости сокращает производственный цикл идает возможность быстро удовлетворить огромный и внезапный спрос на доставку.
Используя опыт, накопленный при внедрении высокоскоростных производственных линий, мы также можем предложить услуги штамповки металла на заказ для различных отраслей промышленности с учетом их конкретных требований.

Рис. 1. Набор небольших высокоточных металлических штампованных компонентов, включая пружины и разъемы.
Как расположение несущей полосы определяет использование материала при прогрессивной штамповке?
Расположение полосы материала при прогрессивной штамповке является одним из основных факторов, напрямую влияющих на коэффициент использования материала. Производственная линия должнавсегда держите полосы и нахлесты, чтобы обеспечить движение деталей вперед, что, к сожалению, приводит к отходам 15%-35% фиксированного лома вдорогостоящая штамповка металла.
Механические свойства трех типов ленточных структур
Промежуточная полоса, односторонняя полоса и двусторонняя полоса — это три структуры полос, которые обычно используются при прогрессивной штамповке.Знание различий в сопротивлении напряжению сдвига и стабильности формирования различных конструкций.Помогите использовать разумный дизайн макета штамповки полотна носителя. Такая конструкция имеет прямое отношение к использованию материала и выходу деталей.
| Тип полосы | Сопротивление сдвигу | Применимая сложность детали | Типичное использование материала |
| Промежуточная полоса | Сильный | Простые симметричные детали | 70%-80% |
| Односторонняя полоса | Средний | Односторонние формовочные детали | 75%-85% |
| Двусторонняя полоса | Чрезвычайно сильный | Сложная разнонаправленная формовка | 60%-70% |
| Однозвенный мост без несущей | Средний | Плоские неровные детали | 85%-94% |
Логика количественного расчета ширины края
Подбор ширины кромки штампа в зависимости от толщины материала и силы, необходимой дляпробить это абсолютно необходимо. Фактически это будет один из основных параметров оптимизациипроцесс штамповки макета полосычтобы полоса не становилась нестабильной и не рвалась во время операций высокоскоростной штамповки. Например, для электронных пружин из бескислородной меди толщиной 0,8 мм предусмотрена штамповка,ширина нахлеста должна быть в 1,5-2 раза больше толщины материаладля поддержания стабильности передачи шага.
Очень просто: перекрытие — это рельс на железной дороге, недостаточная ширина приведет к «сходу с рельсов», что в свою очередь вызывает смещение детали или даже повреждение пресс-формы.Следование этим трем основным принципам является ключом к хорошему использованию макета:
- Отдавайте приоритет симметричному расположению, чтобысбалансируйте нагрузку на штамповку и сведите к минимуму потери кромки.
- Уменьшите шаг шага, чтобы уменьшить коэффициент перекрытия на единицу детали.
- Используйте вложенную компоновку для деталей неправильной формы, чтобы максимально использовать площадь листового металла.
Правильная конструкция перекрытия можетпомогают главным образом уменьшить образование дефектов во время процессаи, в конечном итоге, обеспечение стабильности массового производства высокоточных металлических штампованных деталей.
Когда следует перейти к переносу штамповки для операций глубокой вытяжки?
Трансферная штамповка— отличный выбор для изготовления нестандартных деталей аппаратного обеспечения, требующих очень глубокой вытяжки (LDR > 0,6) или сложной трехмерной формовки. В этой техникезаготовка изготавливается целиком и вырезается самостоятельно при первой операции, благодаря чему полностью устраняются реологические ограничения материала.
Управление потоком материала в процессах глубокой вытяжки
При штамповке с трансферной штамповкой заготовка полностью отделяется от рулона на первой станции. Благодаря точному контролю потока материала при штамповке листовой металл может естественным и равномерным образом поступать в полость штампа во время операций волочения, так чтообласть не становится чрезмерно истонченной (>25%) и не рвется из-за растяжения непрерывной фильерной ленты. При проектировании процесса придется изменить параметры вытяжки с учетом индекса затвердевания материала (n) и анизотропии (r), чтобы обеспечить равномерное распределение материала в процессе формования.
Расширяющиеся возможности 3D-роботов-манипуляторов
3D-сервороботы-манипуляторы способны перемещать многомерные независимые детали. Этосервотрансштамповкасистема может выполнять очень сложные операции формования,и основные преимущества включают в себя:
- Детали можно поворачивать на 90° и высоко наклонять вверх, что приводит кне требуются тяжелые клиновые конструкции с боковым пуансономи полная адаптация к сложным индивидуальным требованиям к услугам штамповки металла.
- Детали переносят, не касаясь их формующих поверхностей, что является очень хорошей защитой глянцевых или деликатных функциональных поверхностей.
- Возможность работы в многопрессовой схеме линии,легко менять количество процессов и ритм производства.
Эта совершенно новая интеграция процессов значительно расширяет диапазон ситуаций, в которых применимы услуги штамповки металла.
Если ваш продукт предполагает глубокую вытяжку или сложные формовочные конструкции,Вы можете скачать наш технический документ по процессу глубокой вытяжкидля систематического понимания применимых сценариев и проектных точек штамповки с переносом штампов, предоставляя справочную информацию для ваших ранних этапов исследований и разработок.

Рисунок 2: Прецизионные штампы для трансферной штамповки для сложных операций глубокой вытяжки.
Как сложность конструкции штамповочного инструмента влияет на первоначальный инвестиционный риск?
Уровень интеграции вдизайн оснастки для штамповкиоказывает прямое влияние на первоначальные инвестиционные затраты на пресс-форму. Прогрессивные матрицы, представляющие собой единую высокопрочную форму, содержащую несколько рабочих станций.обычно первоначальная стоимость пресс-формы на 30–50 % выше, чем у независимых переносных штампов.. Тем не менее, это значительно помогает амортизировать время производства каждой детали и затраты на эксплуатацию оборудования на более позднем этапе.
Дорогостоящие компоненты прогрессивных матриц
Уровень интеграции проектирования штамповочного инструмента имеет важное значение для определения общей стоимости производства пресс-формы. Высокая интеграция прогрессивных штампов приводит к увеличению затрат на проектирование и производство. Основными статьями затрат являютсявысокоточные датчики обнаружения застревания, высокоскоростные азотные пружины и пресс-формы из высококачественной стали.. Например, выбор формовочной стали DC53, которую можно закаливать до твердости HRC 60–62, приводит к значительному повышению производительности.долговечность штамповки инструментальной стали. Стандартный срок службы пресс-формы рассчитан на 5 миллионов ходов, что делает ее устойчивой к усталостному износу при высокоскоростном массовом производстве.
| Измерение «стоимость/срок службы» | Прогрессивная штамповка | Трансферная штамповка |
| Цикл проектирования штампа | 4-6 недель | 2-3 недели |
| Стоимость изготовления матрицы | 100% (базовый уровень) | 50%-70% |
| Твердость стали | СПЧ 60-62 | СПЧ 58-60 |
| Стандартный срок службы штамповки | 5 миллионов циклов | 3 миллиона циклов |
| Стоимость модификации одной станции | Высокая (требуется полная разборка формы) | Низкий (только модификация с одной станцией) |
Преимущества отдельных типов трансферных штампов
Когда дело доходит до сравнения затрат на прогрессивную и трансферную штамповку, на самом деле трансферные штампы состоят из нескольких отдельных инженерных штампов.фундаментальный вопрос обсуждения. В случае повреждения изменения, внесенные только на одну станцию, не будут отражаться на всей пресс-форме, из-за этогоснижение затрат и временных рисковболее поздних модификаций пресс-формы. Для обеспечения рентабельности инвестиций, о которой беспокоятся менеджеры по закупкам B2B, мы можем предложить экспертныеоценка стоимости штамповки штампаи модель расчета затрат полного жизненного цикла.
Инвестиции в риск возникновения плесени можно измерить с помощью этих трех основных факторов:
- Количество единиц продукции, приобретаемых ежегодно, и период амортизации затрат на пресс-формы.
- Скорость изменения конструкции детали.
- Доля затрат на сырье в общей себестоимости продукции.
Мы определим наиболее подходящий процесс идайте очень конкурентоспособную стоимость услуг по индивидуальной штамповке металлакак годовой объем закупок клиента и характеристики деталей.
Если вы хотите оценить окупаемость инвестиций в пресс-формы для вашего проекта, свяжитесь с нами для бесплатного расчета стоимости полного цикла.Мы также можем помочь вам найти наиболее экономически эффективный план производства.путем рассмотрения различий в вариантах конструкции штамповочной оснастки.

Рисунок 3. Крупный план сложной формы для штамповки с несколькими полостями и прецизионными компонентами.
Прогрессивная или трансферная штамповка: какая система обеспечивает более жесткие допуски на размеры?
Прогрессивный противтрансферная штамповкаПо сути, это два разных метода контроля допусков на размеры. Прогрессивные матрицы могутлегко поддерживать расстояние между отверстиями и допуски по контуру в пределах ±0,02 мм., благодаря встроенной фиксации и позиционированию прецизионных направляющих штифтов и непрерывной полосы. Тем не менее, трансферные штампы с их роботизированной ручной передачей и вторичным позиционированием обычно имеют более высокий совокупный допуск на микронном уровне.
Механизм точности прогрессивных штампов
Главной особенностью прогрессивных плашек является механизм жесткого позиционирования, которыйдает им значительное преимущество перед трансферными штампами, когда дело касается точности. При непрерывной штамповке высокоточные направляющие отверстия на полосе и направляющие штифты внутри матрицы механически жестко выравниваются, что является основной основой для возможностиконтроль штамповки с размерными допусками. Погрешность шага для каждой подачи контролируется внутри контура с точностью до микрона, ииндекс возможностей процесса Cpk может даже превышать 1,67.. Проще говоря, это как ключ, вставленный вЗапорное отверстие – каждый раз достигается точное выравнивание без каких-либо ошибок смещения.
| Типы допусков | Прогрессивная штамповка | Трансферная штамповка (оптимизированная) |
| Допуск положения отверстия | ±0,02 мм | ±0,03 мм |
| Допуск контура | ±0,03 мм | ±0,04 мм |
| Плоскостность | ±0,04 мм | ±0,05 мм |
| Последовательность высоты тона | ±0,01 мм | ±0,015 мм |
| Индекс массового производства Cpk | 1,67 | ≥1,33 |
Схема оптимизации допусков для трансферных штампов:
Благодаря оптимизации процесса,точность трансферных штампов может быть значительно повышена. LS Manufacturing, оснастив матрицу высокоточными, беззазорными позиционирующими штифтами и используя лазерное определение выравнивания, а также процесс лазерной калибровки штамповки, можетподдерживать погрешность позиционирования трансферной матрицы в пределах ±0,015 мм., что очень близко к отраслевому стандарту, а также способствует стабильному массовому производству высокоточных металлических штампованных деталей.
Три основных шага для повышения точности трансферных штампов:
- Установите конические установочные штифты на каждую станцию, чтобы заготовку можно было точно и принудительно выровнять.
- Используйте роботизированные манипуляторы с сервоприводом для позиционирования с обратной связью.минимизировать отклоненияЭто происходит из-за инерции транспорта.
- Оборудуйте станции лазерного контроля в режиме онлайн, чтобы не только обеспечивать обратную связь в режиме реального времени, но иисправить размерные отклонения.
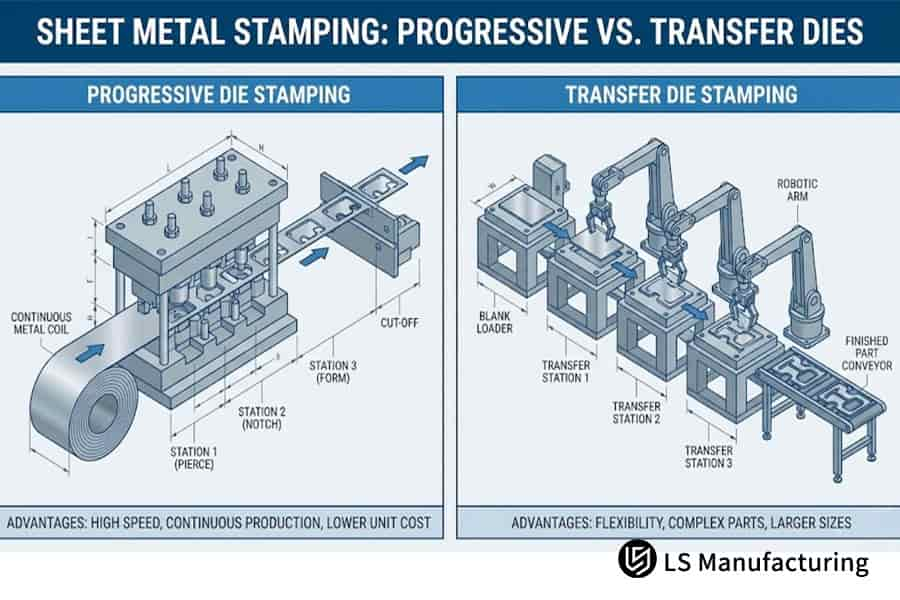
Рисунок 4: Иллюстрация, сравнивающая рабочие процессы и схемы прогрессивной и трансферной штамповки.
Как решить проблему нецентральной нагрузки и опрокидывающих моментов при разработке сложных штамповочных инструментов?
При проектировании штамповочного инструмента основной целью должно быть решение проблем, связанных с эксцентричной нагрузкой. Например,штамповка (требующая небольшого тоннажа) и формовка (требующая большого тоннажа) могут быть крайне несбалансированными.и распределены вдоль одного и того же ползуна в непрерывных матрицах, поэтому возникающие в результате эксцентриковые нагрузки на пресс будут достаточно существенными, чтобы вызвать наклон ползуна. В связи с этим на стадии проектирования необходимо провести тщательные расчеты тоннажа и баланса центра давления.
Путь разрушения эксцентричной нагрузки
При проектировании штамповочного инструмента следует в основном сосредоточиться на решении проблемы эксцентрических нагрузок. Для компоновок с несколькими станциями, если сила продавливания спереди составляет всего 5 Т, а сила изгиба и формовки сзади достигает 80 Т,полученный пресс-слайд будет подвергнут очень мощному опрокидывающему моменту. Аопрокидывающий момент, анализ штамповкивыполненные профессионалами, позволяют спрогнозировать риск выхода из строя из-за изношенных направляющих стоек и втулок, а также несимметричного наклона и коробления деталей. Смещение центра давления штампа предусмотрено центральным эксклюзивным стандартом калибровки LS Manufacturing.находиться в пределах 5 мм от центра слайда. Эта спецификация намного жестче, чем в среднем по отрасли, и часто означает значительное увеличение срока службы матрицы.
Инженерные решения по коррекции центра давления
Существует ряд методов, которые инженеры могут использовать для регулировки центра давления всей формы и выполнения очень сложных задач.точная регулировка штамповкина основе центра давления, чтобы обеспечить долгосрочную стабильную работу службы штамповки больших объемов.Основные методы:
- Модернизация незанятых рабочих месттаким образом, чтобы изменить распределение поперечной нагрузки и тем самым уменьшить эксцентриситет.
- Использование конструкции со ступенчатой высотой пуансона длярассеивать верхние сдвиговые нагрузки и уменьшать мгновенные опрокидывающие моменты.
- Установка балансировочных пуансонов для нейтрализации неравномерности нагрузки с одной стороны и достижения общего центрирования нагрузки.
Правильно спроектировав баланс нагрузки, можно добитьсяриск колебаний размеров при массовом производствесвести к минимуму и тем самым улучшить стабильность партии прецизионных металлических штампованных деталей.
Практический пример: как компания LS Manufacturing разработала индивидуальный медицинский защитный кожух с использованием прогрессивного рабочего процесса без отходов?
Для прецизионного защитного кожуха из нержавеющей стали производителя медицинского оборудования из списка Fortune 500 (ежегодная потребность 120 000 штук) мыуслуги индивидуальной штамповки металлапредоставили индивидуальное решениеинновационная компоновка непрерывной матрицы для реализовать дизайн перекрытия границ без несущей, тем самым помогая клиенту сэкономить 28% затрат на материалы.
Исходная проблема клиента
Первоначальный план клиента заключался в изготовлении защитного компонента медицинского класса SUS316L толщиной 0,4 мм методом традиционной непрерывной штамповки. Это былпроизводство штамповки медицинских изделийнастройка, которая требуетсяне только поверхность без царапин, но и достаточная ровность. Однако деталь была настолько асимметричной, что двухсторонняя раскладка полос, разработанная другими поставщиками, привела к тому, что 34,5% нержавеющей стали превратилось в металлолом. Кроме того, плоскостность детали превышала 0,15 мм из-за снятия внутренних напряжений, а этопривело к тому, что уровень брака сборки всегда был высоким. Традиционная услуга штамповки металла на заказ не могла удовлетворить требования как по стоимости, так и по точности.замечания.
Производственное решение LS
Не опираясь на какие-либо теоретические предположения, мы считали неправильной формы,плоские компоненты могут быть структурно лучше стандартных макетов.. Под руководством старшей инженерной команды vistours использование метода конечных элементов для моделирования потока материала помогло игнорировать давнюю проблему, создав прогрессивную конструкцию штамповки «безнесущего центрального одноцепного моста».
В то же время,на предпоследнем месте был введен выравнивающий пуансон с обратной компенсацией локальных напряжений.. Станция длякалибровка штамповки для снятия напряжений, а внутри формы была установлена многоточечная оптоволоконная инфракрасная система обнаружения смещения. Колебания натяжения полосы мы поддерживали на уровне ±2N. Это гарантировало стабильность высокоскоростной передачи безнесущей структуры.
Результаты и ценность проекта
- Первое испытание пресс-формы привело к тому, что рабочий процесс прошел без каких-либо царапин, что является редкостью в отрасли.Коэффициент использования материала увеличен с 65,5% до 93,8%., и это полностью устранило отходы по краям.
- ТПлоскостность компонента регулярно измерялась с точностью ±0,04 мм, чтозначительно ниже строгого ± 0,05 ммразрешена штамповка медицинского назначения.
- Эффективность производства стабильно поддерживалась на уровне 140 ударов в минуту (ходов в минуту), и это было полным доказательством в контексте услуг штамповки металлов потенциала снижения затрат и повышения эффективности.
- Преимущества, полученные в результате проекта, заключаются в том, что клиент экономит 42 000 долларов США в год на затратах на закупку сырья, а также100% онлайн-контроль качества и поставка без проверки партий деталей.
В конце концов клиент принял решение разместить эксклюзивный долгосрочный заказ на массовое производство этой линейки продуктов.
Если у вас также есть дорогостоящие и высокоточные проекты штамповки,вы можете загрузить свои 3D-чертежи, чтобы получить индивидуальное предложение. Мы предоставим вам комплексное решение, включая планы планировки и подробную информацию о стоимости, что поможет вам получить высококачественноепрецизионные металлические штампованные деталиоптом.

Почему стоит выбрать LS Manufacturing в качестве поставщика услуг по индивидуальной штамповке металла по контракту B2B в Китае?
Расположенный в Хумене, Дунгуань, в качестве исходного производителя, а наш родной город является промышленным и гражданским производственным сектором, наши услуги по штамповке металла на заказ полагаются наматрица прецизионного высокоскоростного штамповочного пресса 25T-400T и система IATF 16949., прилагаем все усилия, чтобы помочь вам преодолеть все сложные инженерные проблемы штамповки.
Себестоимость сотрудничества в области предварительной штамповки металла (DFM)
LS Manufacturing не собирается продешевлять по низким ценам. Вместо этого основное внимание уделяется сочетанию предварительных совместных исследований и разработок DFM, профессиональныхОптимизация штамповки DFM. На этапе проектирования анализ текучести пресс-формы помогает клиентамоптимизация толщины стенки, радиуса изгиба и глубины растяжения, тем самым предотвращая потенциальные изменения после открытия формы и снижая стоимость проекта методом проб и ошибок, а также продолжительность. По сравнению с поставщиками услуг на платформе, наша физическая фабрика позволяет напрямую внедрять технические решения, что помогаетустранить проблему разрыва решения и производства и гарантировать эффективностьуслуг по индивидуальной штамповке металла.
Гарантия доставки со сквозным контролем качества
Чтобы поддерживать постоянство размеров миллионов производственных деталей, у нас есть координатно-измерительные машины, прецизионные цифровые проекторы и полностью автоматизированное онлайн-оборудование для контроля качества штамповки SPC. Будучи оригинальным заводом-изготовителем,наши основные преимущества:
- Служба технической поддержки на месте:Время ответа на технические запросы на 40% быстрее, чем у поставщиков услуг платформы, что позволяет быстро повторять проектирование штамповочного инструмента.
- Все процессы производятся собственными силами:Затраты можно контролировать более точно и прозрачно на протяжении всего жизненного цикла продукта.
- Взаимодействие между процессами в больших масштабах:Может использоваться для обработки поверхности, а также для последующих процессов сборки.
Наша хорошо зарекомендовавшая себя производственная линия надежно удовлетворяет потребности в доставкеуслуги штамповки больших объемов, и планы крупномасштабных закупок наших клиентов также выполняются по мощности. Была внедрена система отслеживания качества для всего процесса, чтопозволяет при необходимости отслеживать партии продукции до сырья и производственных станций. Операционная система, состоящая из комплексных технологий и контроля качества, позволяет контролировать процесс штамповки металла на каждом этапе.
Если вы хотите узнать больше о случаях внедрения массового производства в отрасли,пожалуйстасвяжитесь с намиполучить сборник тематических исследований по прецизионным металлическим штампованным деталям.и обратитесь к технологическим решениям и результатам снижения затрат на аналогичные продукты.
Часто задаваемые вопросы
Вопрос 1: Каков точный экономически безубыточный объем производства между прогрессивной и трансферной штамповкой?
Если вы покупаете менее 30 000 обычных прецизионных штампованных деталей.s в год, трансферная штамповка обеспечит вам более высокую норму прибыли. Однако, как только годовой объем производства превысит критический порог в 50 000–80 000 штук,себестоимость детали с прогрессивными штампами значительно упадет. Вы можетеприсылайте свои рисункичтобы узнать цену, и мы определим точную цену для вашего размера партии.
Вопрос 2: Можете ли вы использовать стандартные конструкции инструментов для переносных штампов внутри одного прогрессивного штамповочного пресса?
Если бы только общая длина стола пресса и общая высота хода в закрытом положении не представляли ограничений, то в один и тот же пресс с длинной станиной можно было бы установить несколько независимых однооперационных инженерных штампов путем добавления многопозиционного трехмерного серворобота, которыймоделировать работу комплексной и эффективной производственной линии штамповки с переносом штампов.
Вопрос 3: Как толщина полосы материала ограничивает механические характеристики несущих полотен прогрессивной матрицы?
При толщине рулона металла менее 0,15 мм при высоких скоростях волочения или гибки при непрерывной штамповке перехлест сверхтонких полос станет нестабильным, локально перекручивается и в лучшем случае расслаивается и ломается, так как в действительности онине может выдерживать переменное напряжение сдвига и растяжения пуансона, таким образом полностью прерывая непрерывную подачу.
Вопрос 4: Почему трансферные штампы намного превосходят прогрессивные штампы при использовании материалов из титана или металлических сплавов?
Поскольку прогрессивные штампы должны сохранять невосстанавливаемую толщину соединительного перекрытия для каждой станции по всей длине полосы, однако трансферная штамповка можетиспользуйте раскройный резак с очень высокой точностьюразрезать дорогостоящий лист титанового сплава на отдельные заготовки на первой операции, при этом процент брака дорогостоящего сырья практически равен нулю.
Вопрос 5. Какие конкретные размеры деталей не позволяют крупносерийным линиям прогрессивной штамповки обрабатывать крупногабаритные автомобильные детали?
Когда односторонние размерыДеталь штамповки металла превышает 400 мм, а общая глубина вытяжки превышает 100 мм,Большой общий набор прогрессивных штампов будет чрезмерно нагружать обычное оборудование собственным весом, жесткостью на изгиб и длиной стола пресса. Поэтому необходимо внедрить систему штамповки с разделением линий.
Вопрос 6: Как сильное пружинение металлических деталей влияет на выбор конструкции между прогрессивной и трансферной системами штамповки?
Если это деталь из высокопрочной стали с наихудшим пружинящим эффектом, например DP980, каждая станция переносных штампов имеет очень высокую степень пространственной регулировки, так что можновыполнить ряд точных компенсаций для одного процесса формовки. Станции прогрессивных штампов компактны, поэтому они усложняют проектирование и повышают риск модификации формы для последующих изменений.
Вопрос 7: Какие типы вторичных функций автоматизации можно легко интегрировать непосредственно в станции переноса штампов?
При трансферной штамповке детали на каждой станции находятся в свободном состоянии, поскольку они больше не привязаны к непрерывной полосе материала. Это способствует интеграциивстроенные в штампы нарезные станки с сервоприводом, клепальные шпильки и ползунки или оптическое 3D-оборудование для полного контроля.. Кроме того, нет необходимости в процессах цеха вторичной сборки, что эффективно повышает интеграцию производства.
Вопрос 8: Как электронные датчики обнаружения застревания защищают комплекты инструментов для прогрессивной штамповки премиум-класса от катастрофических поломок штампа?
На главных направляющих штифтах прогрессивной матрицы установлены высокочувствительные датчики. В случае неправильного расположения полосы материала система может послать команду торможения на пресс-муфту.в течение 5 миллисекунд, блокируя ползунок, чтобы предотвратить поломку штампа и повреждение, вызванное уложенным материалом во время штамповки.
Резюме
Принятие решения о непрерывной штамповке или роботизированной трансферной штамповке представляет собой сложную инженерную задачу, которая включает в себя форму продукта, минимальный объем заказа и общую стоимость жизненного цикла сырья. Прогрессивные штампы являются основой для производства миниатюрных, крупносерийных прецизионных деталей при сверхвысокой производительности (100–300 об/мин) с очень низкими переменными затратами на деталь. Напротив, трансферные штампы благодаря своей более гибкой геометриипревосходно подходит для глубокой вытяжки, больших деталей неправильной формы и минимизирует отходы материала из дорогих сплавов..
Случайный выбор конструкции пресс-формы без выполнения проектирования для производства (DFM) детали может привести к дорогостоящим исправлениям в дальнейшем. Основная команда инженеров LS Manufacturing всегда готова предоставить вам бесплатную подробную техническую оценку. Простодайте свои чертежи конструкции детали для 3D-штамповки(форматы STEP/IGS/CAD, совместимые с Apple) команде инженеров, и мы предложим полное решение в течение 24 часов,включая осуществимость компоновки полос, расчет тоннажа и бюджет пресс-формы, помогая вашим новым продуктам быстро выйти на рынок с высоким качеством и конкурентоспособностью по цене.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт:https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.LS Производственные услугиНет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя.Требуются деталицитата Определите конкретные требования к этим разделам.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing — ведущая компания отрасли.. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности.обработка с ЧПУ,Производство листового металла, 3D-печать,Литье под давлением.Штамповка металлаи другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com
