
Metallstanzservicestellen eine der grundlegenden Fertigungstechniken dar, die auf die Massenproduktion präzise bearbeiteter Hardware ausgerichtet ist. Die Methode des Metallstanzservices kann mehrere wichtige Probleme bei der Beschaffung in großem Maßstab lösen, darunter beispielsweise diegroßer Unterschied zwischen der anfänglichen Forminvestition und den Kosten für die Einzelstückverarbeitungdie im Bereich von Hunderttausenden Yuan liegen können, sowie das Problem der Eigenspannungsverformung tiefgezogener Teile.
Um die Auswahlprobleme des kontinuierlichen Stanzens und des Fließband-Stanzens zu lösen, führen die Formendesign-Experten von LS Manufacturing eine gründliche technische Vergleichsstudie der beiden über Parameter wie durchGrenztoleranzkontrolle, Tiefziehverhältnis und StreifenverlustrateDadurch werden den F&E- und Beschaffungsteams direkt umsetzbare DFM-Entscheidungsindikatoren (Design for Metal) zur Verfügung gestellt, damit diese die Qualität und die Gesamtkostenbilanz des Projekts ermitteln können.Nach Abschluss dieses Artikels werden Sie in der Lage sein, die erweiterten Funktionen zu nutzenStempeln der DFM-BewertungTechniken zur Ermittlung eines optimalen Kompromisses zwischen Qualität und Kosten in auf Ihre Anforderungen zugeschnittenen Hardwareprojekten.
Progressiv- oder Transferstanzen: Überblick über die wichtigsten Auswahlkriterien
| Vergleichsmaße | Progressives Stanzen | Transfer-Stanzen |
| Anwendbarer LDR-Bereich | ≤0,6 | >0,6 |
| Materialnutzung | 65 %–85 % | 85 %–95 % |
| Typisches Produktions-SPM | 100-300 | 20-80 |
| Prozentsatz der Stanzkosten im Voraus | 100 % (Basislinie) | 50 %–70 % |
| Typische Lochtoleranz | ±0,02 mm | ±0,03 mm |
Wichtige Erkenntnisse:
- Entscheidung zum Zeichnungsverhältnis:Typischerweise liegt das Verhältnis von Ziehtiefe zu Durchmesser (LDR) des Bauteils über 0,6 und die kantenfreie Kerbspannung ist eine der AnforderungenDie Auswahl einer Transfermatrize ist ein Mussda es ermöglicht, die Streifenbeschränkungen aufzuheben.
- Materialverwendung:Sekundäre Matrizen, die unabhängig voneinander mit einer Stufenanordnung arbeiten, können die Kosten für die Beschaffung teurer Legierungen um ein Vielfaches senkenmehr als 20 %.Andererseits verursachen Folgeverbundwerkzeuge aufgrund der Streifenüberlappung etwa 15–35 % technischen Abfall.
- Break-Even-Punkt:Erst wenn die jährliche Produktion herkömmlicher Präzisionskleinteile 80.000 Stück übersteigt, ist der Einsatz von Folgeverbundwerkzeugen aus Kostensicht gerechtfertigtEs bietet eine hervorragende Stückkosteneffizienzaufgrund der automatisierten Produktionskapazität.
Warum sollten Sie der Expertise von LS Manufacturing im Bereich Präzisionsstanzteile aus Metall vertrauen?
Mit mehr als einem Jahrzehnt Erfahrung in der Forschung und Entwicklung sowie der Massenproduktion von Präzisionsstanzwerkzeugen ist LS Manufacturing für die Industrialisierung von Produktlinien gemäß den Anforderungen bestens gerüstetIATF 16949:2016Standard. Es bietet auch technischen Supportin jeder Phase von der Design-for-Manufacturing (DFM)-Optimierung bis zur Chargenlieferung. Nach einem dreimonatigen Stanzverschleißtest für Titanlegierungen konnten wir eine verlustarme Verschachtelungsmethode für hochwertige Metalle ableiten, die die Ausschussrate von Edelmaterialien um 8 % senken kann.
Bei dieser technischen Lösung handelt es sich um die praktische Umsetzung unseres Teams bei Strukturkomponentenprojekten für die Luft- und Raumfahrt sowie deren physische Produktion. Wir haben Kunden dabei unterstützterhöhen ihre Matrizenlebensdauer von 3 Millionen Zyklen auf 5 Millionen Zyklen- eine deutliche Reduzierung der Amortisationskosten pro Stück. Unsere Mitarbeiter im Ingenieurwesen verfügen über langjährige Erfahrungmindestens 8 Jahrevor Ort und bieten proaktive Prozessrisikowarnungen für komplexe Strukturbauteile.
Die von uns angebotenen Lösungen sind nicht nur theoretisch, sondernAlle unsere Vorschläge basieren auf tatsächlichen Verifizierungsdaten von MassenproduktionslinienDamit die an unsere Kunden gelieferten Lösungen direkt umgesetzt und in Produktion gehen.
Mit über zehn Jahren praktischer Erfahrung und einem systematischen Qualitätskontrollsystem und der EinhaltungISO 13485:2016Standards für medizinische Anwendungen können wir effektiv umsetzenhelfen Ihnen, Massenproduktionsausfälle zu vermeidenverursacht durch falsche Prozessauswahl.
Wenn Sie hinsichtlich der Prozessauswahl auf Verwirrung stoßen,Kontaktieren Sie unser Engineering-Team für eine kostenlose DFM-Bewertung. Auf der Grundlage Ihrer Teilezeichnungen bieten wir gezielte kundenspezifische Metallstanzservicelösungen an.

Warum ist das progressive Stanzen die absolute Wahl für hochvolumige Stanzdienstleistungen?
Progressives Stanzenverwendet einen Servovorschub, um gewickeltes Metall kontinuierlich in einen Matrizensatz mit mehreren Stationen in einer einzigen Stanzpresse zu ziehen. Bei hohen Geschwindigkeiten von 100-300 SPM,Während der schnellen Hin- und Herbewegung werden mehrere Vorgänge gleichzeitig ausgeführt. Dies ist die effektivste Möglichkeit, die Gesamtkosten für die Herstellung von Präzisionskleinteilen mit einer jährlichen Produktionskapazität von mehr als 100.000 Stück erheblich zu senken.
Servo-Zuführsystem, Pitch-Präzisionssteuerung
Die richtige Zuführung beim Folgestanzen ist für die Maßeinheitlichkeit der Teile von entscheidender Bedeutung. Die Grundlage von aHochpräzise StanzpositionierungSystem istein Feedback-Mechanismus mit geschlossenem Regelkreis im Servo-FeederDadurch wird die Vorschubteilung so angepasst, dass der Steigungsfehler unter ±0,01 mm bleibt. Zu machenUm es noch einfacher zu machen: Stellen Sie es sich wie ein Papierzuführungssystem in einem Hochpräzisionsdrucker vor. Jeder Schritt ist perfekt ausgerichtet, sodass Ausrichtungsabweichungen an diesen Stationen verhindert werden. Plus eine sekundäre Ausrichtung mit Führungsstiften im Inneren der Form,Mikrometergenaue Regelung mit geschlossenem Regelkreisist in allen Phasen des Prozesses erreichbar, was zu einer stabilen Produktion von Präzisionsstanzteilen aus Metall führt, die strenge Qualitätsanforderungen erfüllen.
Kostenvorteile des Lights-Out-Produktionsmodus
Dieser Stanzservice für große Volumina bietet die Möglichkeit einer unbeaufsichtigten Produktion rund um die Uhr, was die Arbeits- und Verwaltungskosten drastisch senkt.Die wesentlichen Kostenvorteile spiegeln sich in diesen drei Aspekten wider:
- Kein Umgang mit Materialien und deren Transfer zwischen Prozessen, was zu höheren direkten Arbeitskosten führtweniger als 5 %.
- Eine Maschine ist in der Lage, alle Prozesse durchzuführen, wodurch die von mehreren Maschinen beanspruchte Fläche und die Wartungskosten reduziert werden.
- Das Stanzen mit hoher Geschwindigkeit verkürzt den Produktionszyklus undermöglicht es, den großen und plötzlichen Lieferbedarf schnell zu decken.
Mithilfe der durch die Implementierung von Hochgeschwindigkeitsproduktionslinien gesammelten Erfahrung können wir auch maßgeschneiderte Metallstanzdienste für verschiedene Branchen entsprechend ihren besonderen Anforderungen anbieten.

Abbildung 1: Eine Reihe kleiner, hochpräziser Metallstanzkomponenten, einschließlich Federn und Anschlüssen.
Wie bestimmt das Layout des Trägerstreifens die Materialausnutzung beim Folgestanzen?
Die Anordnung des Materialstreifens beim Folgestanzen ist einer der Hauptfaktoren, die sich direkt auf die Materialausnutzungsrate auswirken. Die Produktionslinie mussHalten Sie die Streifen und Überlappungen stets fest, um die Vorwärtsbewegung der Teile zu sichern, was leider zu einer Verschwendung von 15–35 % des fixierten Schrottmaterials führtkostspielige Metallprägung.
Mechanische Eigenschaften von drei Arten von Streifenstrukturen
Zwischenstreifen, einseitiger Streifen und doppelseitiger Streifen sind die drei Streifenstrukturen, die im Allgemeinen beim Folgestanzen verwendet werden.Kenntnis der Unterschiede in der Schubspannungsfestigkeit und Formstabilität der verschiedenen StrukturenHelfen Sie dabei, ein vernünftiges Layout für die Trägerwebprägung zu nutzen. Ein solches Design hat einen direkten Einfluss auf die Materialausnutzung und die Teileausbeute.
| Streifentyp | Scherfestigkeit | Anwendbare Teilekomplexität | Typische Materialverwendung |
| Zwischenstreifen | Stark | Einfache symmetrische Teile | 70 %–80 % |
| Einseitiger Streifen | Mittel | Einseitige Umformteile | 75 %–85 % |
| Doppelseitiger Streifen | Extrem stark | Komplexe multidirektionale Umformung | 60 %–70 % |
| Trägerfreie Single-Link-Brücke | Mittel | Flache unregelmäßige Teile | 85 %–94 % |
Quantitative Designlogik der Kantenbreite
Anpassen der Kantenbreite eines Stempelwerkzeugs an die Dicke eines Materials und die dafür erforderliche KraftDurchschlagen ist ein absolutes Muss. Tatsächlich wird dies einer der Hauptparameter bei der Optimierung seinStanzverfahren für Streifenlayoutdamit der Streifen bei Hochgeschwindigkeitsprägevorgängen nicht instabil wird oder reißt. Als Beispiel gilt für 0,8 mm dicke elektronische Federn aus sauerstofffreiem Kupfer ein Stanz-,Die Überlappungsbreite sollte das 1,5- bis 2-fache der Materialstärke betragenum die Stabilität der Tonhöhenübertragung aufrechtzuerhalten.
Ganz einfach: Bei der Überlappung handelt es sich um die Schiene einer Eisenbahnstrecke. Ein Mangel an Breite führt zur „Entgleisung“, was wiederum zu einer Verschiebung von Teilen oder sogar zu Schäden an der Form führt.Die Einhaltung dieser drei Hauptprinzipien ist der Schlüssel zu einer guten Layoutnutzung:
- Geben Sie einem symmetrischen Layout VorrangGleichen Sie die Stanzlast aus und minimieren Sie Kantenverschwendung.
- Verringern Sie den Teilungsabstand, um das Überlappungsverhältnis pro Einheitsteil zu verringern.
- Verwenden Sie ein verschachteltes Layout für unregelmäßig geformte Teile, um die Blechfläche optimal auszunutzen.
Richtiges Überlappungsdesign kanntragen vor allem dazu bei, die Entstehung von Defekten während des Prozesses zu reduzierenund letztendlich die Kontinuität der Massenproduktion von hochpräzisen Metallstanzteilen zu gewährleisten.
Wann sollten Sie bei Tiefziehvorgängen auf Transfer-Stanzen umsteigen?
Transferprägungist eine gute Wahl für die Herstellung kundenspezifischer Hardwareteile, die ein sehr tiefes Ziehen (LDR > 0,6) erfordern oder eine komplizierte 3D-Flip-Umformung erfordern. Bei dieser TechnikDer Rohling wird komplett separat hergestellt und im ersten Arbeitsgang unabhängig ausgeschnittenDadurch werden die rheologischen Beschränkungen des Materials vollständig beseitigt.
Materialflusskontrolle in Tiefziehprozessen
Beim Transferprägen wird der Rohling in der ersten Station vollständig vom Coil getrennt. Durch eine genaue Materialflusssteuerung beim Stanzen kann das Blech während des Ziehvorgangs auf natürliche und gleichmäßige Weise in den Hohlraum der Matrize fließenDer Bereich wird durch die Dehnung des durchgehenden Stanzstreifens nicht übermäßig dünn (>25 %) oder reißt. Beim Prozessdesign müssen die Ziehparameter angesichts des Materialhärtungsindex (n) und der Anisotropie (r) geändert werden, um eine gleichmäßige Materialverteilung während des Umformprozesses zu erreichen.
Die wachsenden Fähigkeiten von 3D-Roboterarmen
3D-Servoroboterarme sind in der Lage, mehrdimensionale, unabhängige Teile zu übertragen. DiesServogetriebeFer-StempelnDas System kann sehr komplexe Umformvorgänge durchführen,Zu den Hauptvorteilen gehören:
- Teile können um 90° gedreht und hochgekippt werden, wodurchEs sind keine schweren Side-Punch-Keilstrukturen erforderlichund eine vollständige, zufriedenstellende Anpassung an komplexe kundenspezifische Metallstanzdienstanforderungen.
- Die Übertragung der Teile erfolgt ohne Berührung ihrer Formoberflächen, was einen sehr guten Schutz hochglänzender oder empfindlicher Funktionsoberflächen darstellt.
- Fähigkeit, im Linienlayout mit mehreren Druckmaschinen zu arbeiten,Einfache Änderung der Anzahl der Prozesse und des Produktionsrhythmus.
Diese brandneue Prozessintegration erweitert die Einsatzmöglichkeiten von Metallstanzdienstleistungen erheblich.
Wenn es sich bei Ihrem Produkt um Tiefziehen oder komplexe Umformstrukturen handelt,Sie können unser Whitepaper zum Tiefziehprozess herunterladenum die anwendbaren Szenarien und Entwurfspunkte des Transferstanzens systematisch zu verstehen und eine Referenz für Ihre frühe Forschungs- und Entwicklungsphase bereitzustellen.

Abbildung 2: Präzisionsgefertigte Transferprägewerkzeuge für komplexe Tiefziehvorgänge.
Wie wirkt sich die Komplexität der Stanzwerkzeugkonstruktion auf das Vorabinvestitionsrisiko aus?
Der Grad der Integration in dieDesign von Stanzwerkzeugenhat einen direkten Einfluss auf die anfänglichen Investitionskosten für die Form. Folgeverbundwerkzeuge, bei denen es sich um eine einzige hochfeste Formbasis mit mehreren Arbeitsstationen handelt,Typischerweise sind die anfänglichen Formkosten 30–50 % höher als bei unabhängigen Transferformen. Dennoch trägt dies erheblich dazu bei, die Produktionszeit pro Stück und die Kosten für die Anlagenbelegung zu einem späteren Zeitpunkt zu amortisieren.
Kostenintensive Komponenten von Folgeverbundwerkzeugen
Der Integrationsgrad des Stanzwerkzeugdesigns ist ein wichtiger Faktor bei der Bestimmung der Gesamtherstellungskosten der Form. Eine hohe Integration von Folgeverbundwerkzeugen führt zu höheren Konstruktions- und Herstellungskosten. Hauptkostenposten sindHochpräzise Sensoren zur Fehleinzugserkennung, Hochgeschwindigkeits-Stickstofffedern und hochwertige Formenstahlmaterialien. Beispielsweise führt die Wahl von DC53-Formstahl, der auf einen Bereich von HRC 60–62 gehärtet werden kann, zu einer deutlichen VerbesserungHaltbarkeit des Werkzeugstahlstanzens. Die Standardstandzeit der Form ist auf 5 Millionen Hübe ausgelegt und somit resistent gegen Ermüdungsverschleiß in der Hochgeschwindigkeits-Massenproduktion.
| Kosten-/Lebensdauerdimension | Progressives Stanzen | Transfer-Stanzen |
| Der Designzyklus | 4-6 Wochen | 2-3 Wochen |
| Die Herstellungskosten | 100 % (Basislinie) | 50 %–70 % |
| Härte des Werkzeugstahls | HRC 60-62 | HRC 58-60 |
| Standard-Stempellebensdauer | 5 Millionen Zyklen | 3 Millionen Zyklen |
| Kosten für die Änderung einer einzelnen Station | Hoch (erfordert vollständige Demontage der Form) | Niedrig (nur Einzelstationsmodifikation) |
Vorteile separater Typen in Transferwerkzeugen
Wenn es darum geht, die Investition beim progressiven Stanzen mit dem Transfer-Stanzen zu vergleichen, besteht die Transfer-Stanze in Wirklichkeit aus mehreren separaten technischen Stanzenein grundsätzlicher Diskussionspunkt. Aus diesem Grund werden Änderungen, die nur an einer Station vorgenommen werden, im Schadensfall nicht auf die allgemeine Formbasis übertragenReduzierung des Kosten- und Zeitrisikosspäterer Formenmodifikationen. Für den ROI, der den B2B-Einkaufsmanagern am Herzen liegt, können wir Experten anbietenBewertung der Kostenstempelungund ein Modell zur Berechnung der gesamten Lebenszykluskosten.
Die Investition in das Schimmelrisiko kann anhand dieser drei Hauptfaktoren gemessen werden:
- Die Anzahl der jährlich gekauften Einheiten und die Amortisationszeit der Formkosten.
- Die Rate, mit der sich das Teiledesign ändert.
- Der Anteil der Rohstoffkosten an den gesamten Produktionskosten.
Wir werden den am besten geeigneten Prozess identifizieren undGeben Sie ein sehr wettbewerbsfähiges Kostenangebot für kundenspezifische Metallstanzdienste abB. das jährliche Beschaffungsvolumen und die Teilemerkmale des Auftraggebers.
Wenn Sie den Return on Investment in Formen für Ihr Projekt bewerten möchten, kontaktieren Sie uns bitte für eine kostenlose Kostenberechnung für den gesamten Zyklus.Wir können Ihnen auch dabei helfen, den kostengünstigsten Produktionsplan zu findendurch Berücksichtigung der Unterschiede bei den Designoptionen für Stanzwerkzeuge.

Abbildung 3: Nahaufnahme einer komplexen Stanzform mit mehreren Kavitäten und Präzisionskomponenten.
Progressiv- oder Transferstanzen: Welches System bietet engere Maßtoleranzen?
Progressiv vsTransferstanzensind im Wesentlichen zwei verschiedene Methoden zur Kontrolle der Maßtoleranz. Folgeverbundmatrizen könnenHalten Sie Lochabstände und Konturtoleranzen problemlos innerhalb von ±0,02 mm, dank integrierter Arretierung und Positionierung von Präzisionsführungsstiften und durchgehender Leiste. Dennoch kommt es bei Transferwerkzeugen mit ihrer robotergesteuerten Handübergabe und Sekundärpositionierung im Allgemeinen zu einer höheren kumulativen Toleranzakkumulation auf Mikrometerebene.
Genauigkeitsmechanismus von Folgeverbundwerkzeugen
Das Hauptmerkmal progressiver Matrizen ist der harte Positionierungsmechanismus, derverschafft ihnen einen erheblichen Vorteil gegenüber Transfermatrizen, wenn es um die Genauigkeit geht. Beim kontinuierlichen Stanzen werden die hochpräzisen Führungslöcher am Band und die Führungsstifte innerhalb der Matrize mechanisch in eine harte Ausrichtung gebracht, die die wesentliche Grundlage für die Fähigkeit darstelltKontrolle der Maßtoleranzprägung. Der Schrittfehler für jeden Vorschub wird innerhalb einer Schleife auf Mikrometer-Toleranzebene gesteuertder Prozessfähigkeitsindex Cpk kann sogar über 1,67 hinausgehen. Um es einfach auszudrücken: Es ist wie ein Schlüssel, der hineinpasstein Verriegelungsloch - eine exakte Ausrichtung wird jederzeit erreicht, ohne Versatzfehler.
| Toleranztypen | Progressives Stanzen | Transfer-Stanzen (optimiert) |
| Lochpositionstoleranz | ±0,02 mm | ±0,03 mm |
| Konturtoleranz | ±0,03 mm | ±0,04 mm |
| Ebenheit | ±0,04 mm | ±0,05 mm |
| Tonhöhenkonsistenz | ±0,01 mm | ±0,015 mm |
| Cpk-Index für Massenproduktion | 1,67 | ≥1,33 |
Toleranzoptimierungsschema für Transferwerkzeuge:
Mit Prozessoptimierung,Die Genauigkeit von Transferwerkzeugen kann drastisch verbessert werden. LS Manufacturing ist dazu in der Lage, indem es die Matrize mit hochpräzisen, spielfreien Positionierungsstiften ausstattet und die Laserausrichtungserkennung sowie einen Laserausrichtungsprägekalibrierungsprozess verwendetHalten Sie den Positionierungsfehler des Transferstempels innerhalb von ±0,015 mm, was dem Industriestandard sehr nahe kommt und auch bei der stabilen Massenproduktion hochpräziser Metallstanzteile hilft.
Drei Hauptschritte zur Erhöhung der Genauigkeit von Transferwerkzeugen:
- Bringen Sie an jeder Station konische Passstifte an, damit der Rohling kraftvoll und präzise ausgerichtet werden kann.
- Setzen Sie Servoroboterarme für die Positionierung im geschlossenen Regelkreis einMinimieren Sie die Abweichungendie aus der Trägheit des Transportmittels resultieren.
- Rüsten Sie Laserinspektionsstationen online aus, um nicht nur Echtzeit-Feedback zu geben, sondern auchKorrigieren Sie die Maßabweichungen.
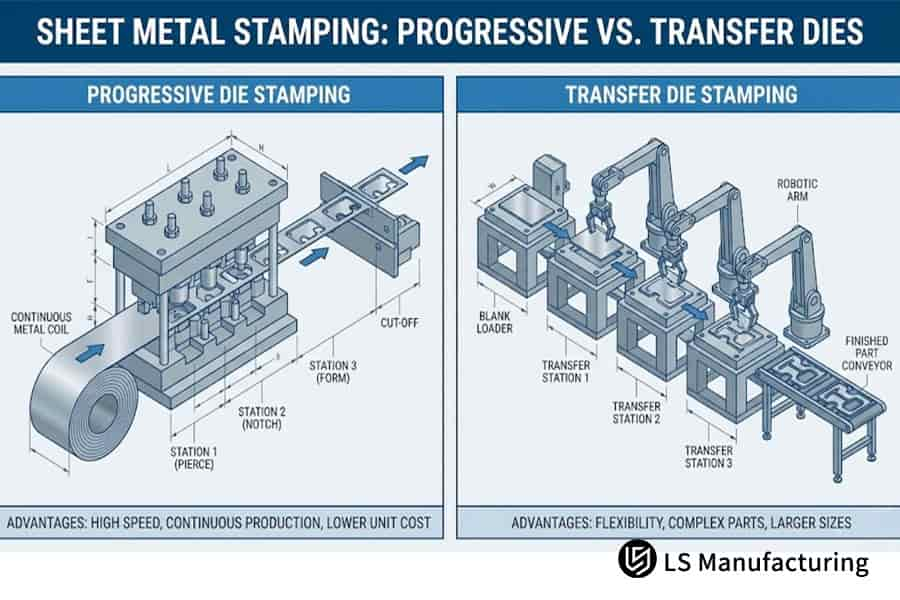
Abbildung 4: Vergleich der Arbeitsabläufe und Layouts beim progressiven und Transferstanzen.
Wie lassen sich außermittige Belastungs- und Kippmomente im komplexen Stanzwerkzeugbau lösen?
Bei der Gestaltung von Stanzwerkzeugen sollte das Hauptziel darin bestehen, Probleme im Zusammenhang mit exzentrischer Belastung zu lösen. Zum Beispiel,Das Stanzen (das eine geringe Tonnage erfordert) und das Formen (das eine hohe Tonnage erfordert) können daher extrem unausgewogen seinund entlang des gleichen Gleitblocks in durchgehenden Matrizen verteilt, dass die resultierenden exzentrischen Belastungen auf die Presse groß genug sind, um ein Kippen des Schlittens zu verursachen. Aus diesem Grund sollten in der Entwurfsphase gründliche Berechnungen der Tonnage und des Druckzentrumsgleichgewichts durchgeführt werden.
Fehlerpfad der exzentrischen Belastung
Bei der Gestaltung des Stanzwerkzeugs sollte der Schwerpunkt hauptsächlich auf der Lösung des Problems exzentrischer Belastungen liegen. Wenn bei Anordnungen mit mehreren Stationen die Stanzkraft vorne nur 5T beträgt, während die Biege- und Umformkraft hinten 80T erreicht,Der resultierende Pressenschlitten wird einem sehr starken Kippmoment ausgesetzt. AKippmoment-PrägeanalyseEine von Fachleuten durchgeführte Analyse kann das Ausfallrisiko verschlissener Führungssäulen und Buchsen sowie asymmetrischer Neigung und Verformung der Teile vorhersagen. Der Mittenversatz des Matrizendrucks wird durch den zentralen, exklusiven Kalibrierungsstandard von LS Manufacturing vorgeschrieben5 mm von der Objektträgermitte entfernt sein. Diese Spezifikation ist viel strenger als der Branchendurchschnitt und bedeutet oft eine deutliche Verlängerung der Werkzeuglebensdauer.
Technische Lösungen für die Druckzentrumskorrektur
Es gibt eine Reihe von Techniken, mit denen Ingenieure den Druckmittelpunkt der gesamten Form anpassen und sehr präzise Arbeiten durchführen könnengenaue Prägeeinstellungenbasierend auf dem Druckzentrum, um sicherzustellen, dass ein langfristig stabiler Betrieb von Großserien-Stanzdiensten möglich ist.Hauptmethoden sind:
- Umgestaltung unbesetzter Arbeitsplätzeso, dass die seitliche Lastverteilung verändert und dadurch die Exzentrizität verringert wird.
- Verwendung einer Konstruktion mit abgestufter StempelhöheZerstreuen Sie obere Scherlasten und reduzieren Sie unmittelbare Kippmomente.
- Durch den Einbau von Ausgleichsstempeln werden Lastungleichheiten auf einer Seite ausgeglichen und so eine Gesamtlastzentrierung erreicht.
Durch die richtige Gestaltung eines Lastausgleichs kann man das erreichenGefahr von Maßschwankungen bei der Massenproduktionauf ein Minimum reduzieren und so die Chargenkonsistenz von Präzisionsstanzteilen aus Metall verbessern.
Fallstudie: Wie LS Manufacturing ein maßgeschneidertes medizinisches Abschirmgehäuse mit einem progressiven Arbeitsablauf ohne Ausschuss entwickelte?
Für ein Präzisions-Edelstahl-Abschirmgehäuse eines Fortune-500-Herstellers medizinischer Geräte (Jahresbedarf 120.000 Stück) hat unserMaßgeschneiderter Metallprägeservicelieferte eine maßgeschneiderte Lösung vonErneuerung des kontinuierlichen Stanzstreifenlayouts Realisieren Sie ein trägerfreies GrenzüberlappungsdesignDadurch kann der Kunde 28 % der reinen Materialkosten einsparen.
Das ursprüngliche Problem des Kunden
Der ursprüngliche Plan des Kunden bestand darin, eine Abschirmkomponente aus SUS316L in medizinischer Qualität mit einer Dicke von 0,4 mm durch herkömmliches kontinuierliches Stanzen herzustellen. Das war einHerstellung von Stanzteilen für medizinische GeräteEinstellung, die erforderlich istnicht nur eine kratzerfreie Oberfläche, sondern auch eine ausreichende Ebenheit. Allerdings war das Bauteil so asymmetrisch, dass doppelseitige Streifenanordnungen, die andere Lieferanten entworfen hatten, dazu führten, dass 34,5 % des Edelstahls zu Schrott wurden. Darüber hinaus überschritt die Ebenheit des Teils 0,15 mm aufgrund der Freisetzung innerer Spannungenführte zu einer stets hohen Montageausschussquote. Der traditionelle kundenspezifische Metallstanzservice konnte sowohl die Kosten- als auch die Präzisionsanforderungen nicht erfüllenBemerkungen.
LS-Fertigungslösung
Ohne uns auf theoretische Annahmen zu verlassen, betrachteten wir unregelmäßig geformte,Flache Komponenten könnten strukturell besser sein als Standardlayouts. Unter der Leitung des leitenden Vistours-Ingenieurteams hat der Einsatz der Finite-Elemente-Analyse zur Simulation des Materialflusses dazu beigetragen, das seit langem bestehende Problem zu ignorieren, indem das progressive Stanzdesign mit der „trägerfreien zentralen Einzelkettenbrücke“ entwickelt wurde.
Gleichzeitig,Als Vorletzter wurde ein Ausgleichsstempel mit umgekehrter lokaler Spannungskompensation eingeführt. Station fürKalibrierung des SpannungsentlastungsstempelsIm Inneren der Form wurde ein faseroptisches Infrarot-Wegerkennungssystem mit mehreren Punkten installiert. Wir haben die Bandspannungsschwankung auf dem Niveau von ±2N gehalten. Dies gewährleistete die Hochgeschwindigkeitsübertragungsstabilität der trägerfreien Struktur.
Projektergebnisse und Wert
- Der erste Formversuch führte zu einem Arbeitsablauf ohne Kratzer, eine Seltenheit in der Branche.Der Materialausnutzungsgrad wurde von 65,5 % auf 93,8 % gesteigert, und dadurch entfällt der Abfall an den Rändern vollständig.
- TDie Ebenheit des Bauteils wurde regelmäßig mit ±0,04 mm gemessendeutlich unter den strengen ±0,05 mmfür die medizinische Stempelung zugelassen.
- Die Produktionseffizienz wurde konstant bei 140 SPM (Hüben pro Minute) gehalten, und dies war im Kontext der Metallstanzdienstleistungen ein vollständiger Beweis für Kostensenkungs- und Effizienzverbesserungspotenziale.
- Zu den Vorteilen, die sich aus dem Projekt ergeben, gehört, dass der Kunde jährlich 42.000 US-Dollar an Beschaffungskosten für Rohstoffe einspart100 % Online-Qualitätsprüfung und Lieferung ohne Teileprüfung.
Schließlich entschied sich der Kunde, einen exklusiven langfristigen Massenproduktionsauftrag für diese Produktlinie zu erteilen.
Wenn Sie auch kostenintensive, hochpräzise Stanzprojekte haben,Sie können Ihre 3D-Zeichnungen hochladen, um ein individuelles Angebot zu erhalten. Wir stellen Ihnen eine Komplettlösung einschließlich Layoutplänen und Kostendetails zur Verfügung und helfen Ihnen, eine hohe Qualität zu erzielenPräzisionsstanzteile aus Metallin großen Mengen.

Warum sollten Sie LS Manufacturing als Ihren B2B-Vertragshersteller für kundenspezifische Metallstanzdienstleistungen in China wählen?
Unser kundenspezifischer Metallstanzservice ist in Humen, Dongguan, als Zulieferer und in unserer Heimatstadt für den industriellen und zivilen Fertigungssektor ansässigeine 25T-400T Präzisions-Hochgeschwindigkeits-Stanzpressenmatrix und das IATF 16949-SystemWir arbeiten hart daran, Sie bei der Bewältigung aller komplexen Herausforderungen der Stanztechnik zu unterstützen.
Der Kostenwert der Zusammenarbeit im Pre-Production Metal Stamping (DFM).
LS Manufacturing wird bei niedrigen Preisen nicht billig sein. Stattdessen konzentriert es sich auf die Kombination von DFM-Kooperationsforschung und -entwicklung vor der Produktion mit professionellemDFM-Stempeloptimierung. In der Entwurfsphase unterstützt die Formflussanalyse die Kunden dabeiOptimierung der Wandstärke, des Biegeradius und der DehnungstiefeDies verhindert mögliche Änderungen nach dem Öffnen der Form und reduziert die Kosten für Versuch und Irrtum sowie die Dauer des Projekts. Im Vergleich zu plattformbasierten Dienstleistern ermöglicht unsere physische Fabrik die direkte Umsetzung technischer Lösungen, was dabei hilftBeseitigen Sie das Problem einer Trennung zwischen Lösung und Produktion und garantieren Sie die Wirksamkeitvon kundenspezifischen Metallprägediensten.
Liefergarantie mit durchgängiger Qualitätskontrolle
Um die Maßhaltigkeit bei Millionen von Produktionsteilen aufrechtzuerhalten, verfügen wir über Koordinatenmessgeräte, Präzisions-Digitalprojektoren und vollautomatische Online-SPC-Stanzqualitätsüberwachungsgeräte. Da es sich um die ursprüngliche Produktionsstätte handelt,Unsere Hauptvorteile sind:
- Technisches Support-Team vor Ort:Die Reaktionszeit auf technische Anfragen ist 40 % schneller als bei Plattformdienstleistern, was eine schnelle Wiederholung des Stanzwerkzeugdesigns ermöglicht.
- Eigene Produktion aller Prozesse:Die Kosten können über den gesamten Produktlebenszyklus genauer und transparenter kontrolliert werden.
- Zusammenarbeit zwischen Prozessen im großen Maßstab:Kann sowohl zur Oberflächenbehandlung als auch für anschließende Montageprozesse eingesetzt werden.
Unser eingespielter Produktionslinienaufbau deckt zuverlässig die Lieferanforderungen von abStempelservice für große MengenAuch die groß angelegten Beschaffungspläne unserer Kunden werden mit Kapazitäten erfüllt. Für den gesamten Prozess wurde eine qualitativ hochwertige Rückverfolgbarkeit eingerichtetermöglicht bei Bedarf die Rückverfolgbarkeit von Produktchargen zu Rohstoffen und Produktionsstationen. Das aus umfassender Technologie und Qualitätskontrolle bestehende Betriebssystem hält den Metallstanzservice-Prozess in jeder Phase unter Kontrolle.
Wenn Sie mehr über Anwendungsbeispiele für die Massenproduktion in der Branche erfahren möchten,BitteKontaktieren Sie unsum eine Sammlung von Projektfallstudien zu Präzisionsstanzteilen aus Metall zu erhalten, und verweisen auf die Prozesslösungen und Kostensenkungsergebnisse ähnlicher Produkte.
FAQs
F1: Wie hoch ist das genaue wirtschaftliche Break-Even-Produktionsvolumen zwischen Folge- und Transferstanzen?
Wenn Sie weniger als 30.000 herkömmliche Präzisionsstanzteile kaufens pro Jahr wird Ihnen das Transfer-Stanzen eine durchgehend höhere Rendite bescheren. Sobald die jährliche Produktionsmenge jedoch die kritische Schwelle von 50.000 bis 80.000 Stück überschreitet,Die Stückkosten werden mit progressiven Matrizen deutlich sinken. Du kannstReichen Sie Ihre Zeichnungen einum einen Preis zu ermitteln, und wir ermitteln den genauen Preis für Ihre Losgröße.
F2: Können Standard-Transferstanzwerkzeugstrukturen in einer einzelnen Folgestanzmaschine ausgeführt werden?
Wenn nur die Gesamtlänge des Pressentisches und der gesamte geschlossene Höhenhub keine Einschränkung darstellen, könnten mehrere unabhängige technische Einzeloperationswerkzeuge in derselben Langbettpresse installiert werden, indem ein dreidimensionaler Servoroboter mit mehreren Stationen hinzugefügt wirdSimulieren Sie den Betrieb einer kompletten und effizienten Transfer-Stanz-Produktionslinie.
F3: Wie begrenzt die Dicke des Materialstreifens die mechanische Leistung von Trägerbahnen für progressive Matrizen?
Wenn die Dicke des Metallbunds weniger als 0,15 mm beträgt, wird die Überlappung des ultradünnen Bandes beim Hochgeschwindigkeitsziehen oder Biegen beim kontinuierlichen Stanzen instabil, lokal verdreht und im besten Fall gespalten und gebrochender wechselnden Scher- und Zugbeanspruchung des Stempels nicht standhalten, also den kontinuierlichen Vorschub komplett unterbrechen.
F4: Warum übertreffen Transfermatrizen Folgeverbundmatrizen bei der Verwendung von Titan- oder Metalllegierungsmaterialien um Längen?
Da progressive Matrizen eine nicht wiederherstellbare Verbindungsüberlappungsdicke für jede Station entlang des gesamten langen Streifens beibehalten müssen, kann dies beim Transferprägen jedoch der Fall seinVerwenden Sie einen Schachtelschneider mit sehr hoher PräzisionDas teure Titanlegierungsblech im ersten Arbeitsgang in einzelne Rohlinge zu schneiden, wodurch die Ausschussquote der teuren Rohstoffe nahezu bei Null liegt.
F5: Welche spezifischen Teileabmessungen hindern Großserien-Stanzlinien bei der Bearbeitung großformatiger Automobilteile?
Wenn die einseitigen Abmessungen vonein Metallstanzteil überschreitet 400 mm und die Gesamtziehtiefe beträgt über 100 mm,Der große Gesamtsatz an Folgeverbundwerkzeugen belastet herkömmliche Geräte übermäßig durch Eigengewicht, Biegesteifigkeit und Pressentischlänge. Daher muss ein Split-Line-Transfer-Stanzsystem implementiert werden.
F6: Wie wirkt sich eine starke Rückfederung von Metallteilen auf die Designwahl zwischen Folge- und Transferprägesystemen aus?
Wenn es sich um ein hochfestes Stahlteil mit der schlechtesten Rückfederung, wie DP980, handelt, verfügen die Transferstempelstationen jeweils über ein sehr hohes Maß an räumlicher Verstellbarkeit, so dass dies möglich isteine Reihe von Feinabstimmungskompensationen für einen einzelnen Umformvorgang durchführen. Da die Stationen für Folgeverbundwerkzeuge kompakt sind, erschweren sie die Konstruktion und erhöhen das Risiko einer Formänderung für spätere Änderungen.
F7: Welche Arten von sekundären Automatisierungsfunktionen können nahtlos direkt in Transferformstationen integriert werden?
Beim Transferprägen befinden sich die Teile an jeder Station in einem freien Zustand, da sie nicht mehr an den fortlaufenden Materialstreifen gebunden sind. Dies erleichtert die Integration vonIn-Die-Servo-Gewindeschneidmaschinen, Niet-Hardwarebolzen und -schieber oder optische 3D-Vollinspektionsgeräte. Außerdem entfallen die sekundären Montageprozesse in der Werkstatt, wodurch die Produktionsintegration effektiv verbessert wird.
F8: Wie schützen elektronische Sensoren zur Fehleinzugserkennung Premium-Stanzwerkzeugsätze vor katastrophalen Werkzeugabstürzen?
An den Hauptführungsbolzen des Folgeverbundwerkzeugs sind hochempfindliche Sensoren installiert. Sollte der Materialstreifen nicht korrekt positioniert sein, kann das System einen Bremsbefehl an die Pressenkupplung sendeninnerhalb von 5 Millisekunden, verriegelt den Schieber, um einen Bruch der Matrize und Schäden durch das gestapelte Material während des Stanzens zu verhindern.
Zusammenfassung
Bei der Entscheidung für kontinuierliches Stanzen oder Roboter-Transferstanzen handelt es sich um eine komplexe technische Herausforderung, die die Form des Produkts, die kostendeckende Mindestbestellmenge und die Gesamtlebenszykluskosten der Rohstoffe betrifft. Folgeverbundwerkzeuge sind die Hauptstütze für winzige, hochvolumige Präzisionsteile mit extrem hohen Produktionsraten von 100–300 SPM und sehr niedrigen variablen Kosten pro Stück. Im Gegensatz dazu sind Transfermatrizen aufgrund ihrer flexibleren Geometrieeignet sich hervorragend zum Tiefziehen großer, unregelmäßig geformter Teile und zur Minimierung der Materialverschwendung teurer Legierungen.
Die zufällige Auswahl eines Formdesigns ohne das Design for Manufacturing (DFM) des Teils kann später zu kostspieligen Korrekturen führen. Das Hauptingenieurteam von LS Manufacturing ist jederzeit bereit, Ihnen kostenlose, detaillierte technische Bewertungen zu geben. EinfachGeben Sie Ihren 3D-Stanzteilen Konstruktionszeichnungen(STEP/IGS/CAD-Apple-kompatible Formate) an das Engineering-Team und wir bieten innerhalb von 24 Stunden eine vollständige Lösung an.einschließlich der Machbarkeit des Streifenlayouts, der Tonnageberechnung und des FormenbudgetsWir helfen Ihren neuen Produkten dabei, schnell und mit höchster Qualität und wettbewerbsfähigen Kosten auf den Markt zu kommen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website:https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken.LS-FertigungsdienstleistungenEs gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers.Erforderliche TeileAngebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste PräzisionCNC-Bearbeitung,Blechfertigung, 3D-Druck,Spritzguss.Metallprägungund andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.lsrpf.com
