
Servicio de estampado de metales.constituyen una de las técnicas de fabricación fundamentales orientadas a la producción a gran escala de hardware mecanizado con precisión. El método del servicio de estampado de metales puede resolver varios problemas importantes de las adquisiciones a gran escala; por ejemplo, uno de los problemas es elGran diferencia entre la inversión inicial en el molde y los costos de procesamiento de una sola pieza.eso puede estar en el rango de cientos de miles de yuanes, así como el problema de la deformación por tensión interna de las piezas embutidas.
Para abordar los problemas de selección de estampado continuo y estampado con cinta transportadora, los expertos en diseño de moldes de LS Manufacturing deberán realizar un estudio técnico comparativo exhaustivo de los dos sobre parámetros tales comocontrol de tolerancia límite, relación de embutición profunda y tasa de pérdida de tiras, proporcionando así indicadores cuantificables de toma de decisiones DFM (Diseño para metales) directamente implementables a los equipos de I+D y adquisiciones para que puedan llevar a cabo el equilibrio de calidad y costos generales del proyecto.Al finalizar este artículo, podrá utilizar funciones avanzadas.estampado evaluación DFMtécnicas para identificar un compromiso óptimo entre calidad y coste en proyectos de hardware adaptados a sus necesidades.
Estampado progresivo versus estampado por transferencia: descripción general de los criterios de selección clave
| Dimensiones de comparación | Estampación progresiva | Estampación por transferencia |
| Rango LDR aplicable | ≤0,6 | >0,6 |
| Utilización de materiales | 65%-85% | 85%-95% |
| SPM de producción típica | 100-300 | 20-80 |
| Porcentaje del costo inicial del troquel | 100% (línea de base) | 50%-70% |
| Tolerancia típica del agujero | ±0,02 milímetros | ±0,03 milímetros |
Conclusiones clave:
- Decisión de relación de dibujo:Normalmente, si la relación entre la profundidad del dibujo y el diámetro (LDR) del componente excede 0,6 y la tensión de la muesca sin bordes es uno de los requisitos, entoncesLa selección de un troquel de transferencia es imprescindible.ya que permite liberar las restricciones de la tira.
- Utilización de materiales:Las matrices secundarias que funcionan con un diseño escalonado independiente entre sí pueden reducir el costo de adquisición de aleaciones costosas almás del 20%.Por otra parte, los troqueles progresivos generan entre un 15% y un 35% de desperdicio de ingeniería debido a la superposición de las tiras.
- Punto de equilibrio:Sólo cuando la producción anual de pequeños herrajes de precisión convencionales supera las 80.000 piezas, el uso de troqueles progresivos se justifica desde la perspectiva de los costes, ya queaporta una excelente rentabilidad de la piezadebido a la capacidad de producción automatizada.
¿Por qué confiar en la experiencia de LS Manufacturing en piezas estampadas de metal de precisión?
Con más de una década de experiencia en investigación, desarrollo y producción en masa de matrices de estampado de precisión, LS Manufacturing está bien equipada para la industrialización de líneas de productos de conformidad con lasIATF 16949:2016estándar. También ofrece soporte técnico.en cada etapa, desde la optimización del diseño para la fabricación (DFM) hasta la entrega por lotes. Después de una prueba de desgaste por estampado de aleación de titanio de tres meses de duración, hemos podido derivar un método de anidamiento de bajas pérdidas para metales de alto valor, que puede reducir la tasa de desechos de materiales preciosos en un 8 %.
Esta solución de ingeniería es la implementación en campo de nuestro equipo en proyectos de componentes estructurales aeroespaciales y su producción física. Hemos ayudado a los clientes aaumentar la vida útil de su matriz de 3 millones de ciclos a 5 millones de ciclos- una importante reducción del coste de amortización del troquel por pieza. Nuestro personal en ingeniería tiene una experiencia acumulada deal menos 8 añosen el campo y ofrecer alertas proactivas de riesgos de procesos para componentes estructurales complejos.
Las soluciones que ofrecemos no son sólo teóricas, sino más bien,Todas nuestras propuestas se derivan de datos de verificación reales de líneas de producción en masa.para que las soluciones entregadas a nuestros clientes sean directamente implementadas y puestas en producción.
Con más de diez años de experiencia práctica y un sistema sistemático de control de calidad, y adhiriéndose aISO 13485:2016estándares para aplicaciones médicas, podemos efectivamenteayudarle a evitar pérdidas de producción en masacausado por una selección de proceso incorrecta.
Si tiene confusión con respecto a la selección del proceso,Póngase en contacto con nuestro equipo de ingeniería para una evaluación DFM gratuita. Proporcionaremos soluciones de servicios de estampado de metal personalizadas y específicas basadas en los dibujos de sus piezas.

¿Por qué el estampado progresivo es la opción absoluta para el servicio de estampado de alto volumen?
Estampación progresivautiliza un servoalimentador para tirar continuamente el metal enrollado hacia un conjunto de troqueles de estaciones múltiples dentro de una sola prensa de estampado. A altas velocidades de 100-300 SPM,varias operaciones se realizan simultáneamente durante el movimiento alternativo rápido. Esta es la forma más eficaz de reducir considerablemente el coste total de producir hardware pequeño de precisión con una capacidad de producción anual de más de 100.000 piezas.
Control de precisión de paso del sistema de alimentación servo
La alimentación adecuada durante el estampado progresivo es esencial para la uniformidad dimensional de las piezas. La base de unposicionamiento de estampado de alta precisiónel sistema esun mecanismo de retroalimentación de circuito cerrado en el servoalimentadorque ajusta el paso de alimentación para que el error de paso se mantenga por debajo de ±0,01 mm. para hacerPara hacerlo aún más sencillo, considérelo como un sistema de alimentación de papel en una impresora de alta precisión, cada paso está perfectamente alineado para evitar desviaciones de alineación en estas estaciones. Más una alineación secundaria con pasadores guía dentro del molde,Control de bucle cerrado con precisión de nivel de micrasse puede lograr en todas las etapas del proceso, lo que da como resultado una producción estable de piezas estampadas de metal de precisión que cumplen con los estrictos requisitos de calidad.
Ventajas de costos del modo de producción sin luces
Este servicio de estampado de gran volumen ofrece la capacidad de producción desatendida las 24 horas del día, los 7 días de la semana, lo que reduce drásticamente los costos de mano de obra y administración.Las principales ventajas de costes se reflejan en estos tres aspectos:
- No manipular materiales y transferirlos entre procesos, lo que conlleva a que se reduzcan los costos de mano de obra directa.menos del 5%.
- Una sola máquina es capaz de producir todos los procesos, por lo que se reduce el área utilizada por varias máquinas y los gastos de mantenimiento.
- El estampado a alta velocidad reduce el ciclo de producción ypermite satisfacer rápidamente la enorme y repentina demanda de entrega.
Utilizando la experiencia acumulada a través de la implementación de líneas de producción de alta velocidad, también podemos ofrecer servicios de estampado de metal personalizados para diferentes industrias según sus requisitos particulares.

Figura 1: Una serie de pequeños componentes estampados de metal de alta precisión, incluidos resortes y conectores.
¿Cómo determina el diseño de la tira portadora la utilización del material en el estampado progresivo?
La disposición de la tira de material en una estampación progresiva es uno de los principales factores que impactan directamente en la tasa de utilización del material. La línea de producción tiene quesujetar las tiras y solapes en todo momento para asegurar el avance de las piezas, lo que desafortunadamente resulta en un desperdicio del 15% al 35% del material de desecho fijo en elcostoso estampado de metales.
Propiedades mecánicas de tres tipos de estructuras de tiras
La tira intermedia, la tira de una cara y la tira de doble cara son las tres estructuras de tira que se utilizan generalmente en el estampado con matriz progresiva.Conocer las diferencias en la resistencia al esfuerzo cortante y la estabilidad de conformación de las distintas estructuras.ayude a uno a explotar un diseño de diseño de estampado web de operador que sea razonable. Un diseño de este tipo influye directamente en el aprovechamiento del material y en el rendimiento parcial.
| Tipo de tira | Resistencia al corte | Complejidad de la pieza aplicable | Utilización típica de materiales |
| Franja Intermedia | fuerte | Piezas simétricas simples | 70%-80% |
| Tira de una cara | Medio | Piezas conformadas por un solo lado | 75%-85% |
| Tira de doble cara | Extremadamente fuerte | Conformado multidireccional complejo | 60%-70% |
| Puente de enlace único sin operador | Medio | Partes planas irregulares | 85%-94% |
Lógica de diseño cuantitativo del ancho de borde
Hacer coincidir el ancho del borde de una herramienta de estampado con el espesor de un material y la fuerza requerida paraperforarlo es una necesidad absoluta. De hecho, este será uno de los principales parámetros en la optimización delproceso de estampado de diseño de tirapara que la tira no se vuelva inestable ni se rompa durante las operaciones de estampado a alta velocidad. Por ejemplo, para resortes electrónicos de cobre libre de oxígeno de 0,8 mm de espesor se puede realizar un estampado,el ancho de superposición debe ser de 1,5 a 2 veces el espesor del materialpara mantener la estabilidad de la transmisión del tono.
En pocas palabras, el solapamiento es el carril de una vía férrea, una falta de ancho provocará un "descarrilamiento", lo que a su vez provocará el desplazamiento de piezas o incluso daños en el molde.Seguir estos tres principios fundamentales es la clave para una buena utilización del diseño:
- Dar prioridad al diseño simétrico paraEquilibre la carga de punzonado y minimice el desperdicio de bordes..
- Reduzca el espaciado de paso para reducir la relación de superposición por unidad de pieza.
- Emplee un diseño anidado para piezas de forma irregular para obtener la máxima utilización del área de chapa.
Un diseño de superposición adecuado puedeAyuda principalmente a reducir la formación de defectos durante el proceso.y al final, garantizar la consistencia de la producción en masa de piezas estampadas de metal de alta precisión.
¿Cuándo debería pasarse a la estampación por transferencia para operaciones de embutición profunda?
Estampación por transferenciaes una excelente opción para fabricar piezas de hardware personalizadas que requieren una embutición muy profunda (LDR > 0,6) o que implican un intrincado conformado en 3D. En esta técnica,la pieza en bruto se fabrica completamente por separado y se corta de forma independiente en la primera operación, debido a esto eliminando totalmente las restricciones reológicas del material.
Control de flujo de materiales en procesos de embutición profunda
Con el estampado por transferencia, la pieza en bruto se separa completamente de la bobina en la primera estación. Con un control preciso del flujo de material en el estampado, la chapa puede fluir de forma natural y uniforme hacia la cavidad del troquel durante las operaciones de embutición, de modo queel área no se adelgaza excesivamente (>25 %) ni se rasga debido al estiramiento de la tira del troquel continuo. El diseño del proceso tendrá que alterar los parámetros de dibujo dado el índice de endurecimiento del material (n) y la anisotropía (r) para producir una distribución constante del material durante el proceso de conformado.
Las capacidades en expansión de los brazos robóticos 3D
Los brazos servorobóticos 3D son capaces de transferir piezas independientes multidimensionales. estoservotransmisiónestampado de ferEl sistema puede manejar operaciones de conformación muy complejas.y las ventajas principales incluyen:
- Las piezas se pueden girar 90° e inclinar hacia arriba, lo que da como resultadono se necesitan estructuras pesadas de cuña lateraly una adaptación completa a los complejos requisitos personalizados del servicio de estampado de metales.
- Las piezas se transfieren sin tocar sus superficies de formación, lo que constituye una muy buena protección para superficies funcionales delicadas o de alto brillo.
- Capacidad para trabajar en diseño de líneas de prensa múltiple,cambiando fácilmente el número de procesos y el ritmo de producción.
Esta nueva integración de procesos aumenta en gran medida la variedad de situaciones en las que se aplica el servicio de estampado de metal.
Si su producto implica embutición profunda o estructuras de conformado complejas,Puede descargar nuestro documento técnico sobre el proceso de embutición profunda.comprender sistemáticamente los escenarios aplicables y los puntos de diseño del estampado por transferencia, proporcionando una referencia para su investigación y desarrollo en las primeras etapas.

Figura 2: Matrices de estampado por transferencia diseñadas con precisión para operaciones complejas de embutición profunda.
¿Cómo afectan las complejidades del diseño de herramientas de estampado al riesgo de inversión inicial?
El nivel de integración en eldiseño de herramientas de estampadotiene un impacto directo en el coste de inversión inicial del molde. Matrices progresivas, que son una única base de molde de alta resistencia que contiene varias estaciones de trabajo,Por lo general, tienen un costo de molde inicial entre un 30% y un 50% más alto que el de las matrices de transferencia independientes.. Aún así, esto ayuda enormemente a amortizar el tiempo de producción por pieza y los costos de ocupación del equipo en una etapa posterior.
Componentes de alto costo de matrices progresivas
El nivel de integración del diseño de herramientas de estampado es algo importante para determinar el costo total de fabricación del molde. La alta integración de matrices progresivas da como resultado mayores costos de diseño y fabricación. Los principales elementos de costo sonsensores de detección de atascos de alta precisión, resortes de nitrógeno de alta velocidad y materiales de acero para moldes de alta calidad. Por ejemplo, al elegir acero para moldes DC53, que puede endurecerse a un rango de HRC 60-62, se obtiene una mejora significativa dedurabilidad del estampado de acero para herramientas. La vida útil estándar del molde está diseñada para 5 millones de carreras, lo que lo hace resistente al desgaste por fatiga en la producción en masa a alta velocidad.
| Dimensión costo/vida útil | Estampación progresiva | Estampación por transferencia |
| Ciclo de diseño de matrices | 4-6 semanas | 2-3 semanas |
| Costo de fabricación del troquel | 100% (línea de base) | 50%-70% |
| Dureza del acero | HRC 60-62 | HRC 58-60 |
| Vida de estampado estándar | 5 millones de ciclos | 3 millones de ciclos |
| Costo de modificación de estación única | Alto (requiere desmontaje completo del molde) | Bajo (solo modificación de estación única) |
Ventajas de tipos separados en troqueles de transferencia
Cuando se trata de comparar la inversión en estampado progresivo versus estampado por transferencia, en realidad los troqueles de transferencia constan de varios troqueles de ingeniería separados.un punto fundamental de discusión. En caso de daño, los cambios realizados en una sola estación no se reflejarán generalmente en la base del molde, debido a esto.Disminuyendo el riesgo de costo y tiempo.de modificaciones posteriores del molde. Para el ROI que preocupa a los gerentes de compras B2B, podemos ofrecer expertosEvaluación de estampado de costo de troquely un modelo de cálculo de costos de ciclo de vida completo.
La inversión en riesgo de moho se puede medir mediante estos tres factores principales:
- El número de unidades compradas anualmente y el período de amortización de los costos del molde.
- La velocidad a la que cambia el diseño de la pieza.
- La proporción de los costos de materias primas en los costos totales de producción.
Identificaremos el proceso más adecuado ydar una cotización de servicio de estampado de metal personalizado con un costo muy competitivoasí como el volumen de adquisición anual del cliente y las características de las piezas.
Si desea evaluar el retorno de la inversión en moldes para su proyecto, contáctenos para obtener un cálculo gratuito del costo del ciclo completo.También podemos ayudarle a encontrar el plan de producción más rentable.considerando las diferencias en las opciones de diseño de herramientas de estampado.

Figura 3: Primer plano de un molde complejo de herramientas de estampado de múltiples cavidades con componentes de precisión.
Estampación progresiva versus estampación por transferencia: ¿qué sistema proporciona tolerancias dimensionales más estrictas?
Progresivo vs.estampado por transferenciaSon esencialmente dos métodos diferentes para controlar la tolerancia dimensional. Los troqueles progresivos puedenmantenga fácilmente el espaciado entre orificios y las tolerancias de contorno dentro de ±0,02 mm, gracias a su bloqueo integrado y posicionamiento de pasadores guía de precisión y tira continua. Aún así, los troqueles de transferencia, con su entrega manual robótica y posicionamiento secundario, generalmente experimentan una mayor acumulación de tolerancia acumulada a nivel de micras.
Mecanismo de precisión de matrices progresivas
La característica principal de los troqueles progresivos es el mecanismo de posicionamiento duro, queLes da una ventaja significativa sobre los troqueles de transferencia en lo que respecta a la precisión.. En el estampado continuo, los orificios guía de alta precisión en la tira y los pasadores guía dentro de la matriz se alinean mecánicamente, lo cual es la base principal para podercontrol de estampado de tolerancia dimensional. El error de paso para cada alimentación se controla dentro de un bucle con un nivel de tolerancia de micrones, yel índice de capacidad del proceso Cpk puede incluso llegar más allá de 1,67. En pocas palabras, es como una llave que encaja enun orificio de bloqueo: se logra una alineación exacta en todo momento, sin ningún error de compensación.
| Tipos de tolerancia | Estampación progresiva | Estampación por transferencia (optimizada) |
| Tolerancia de posición del agujero | ±0,02 milímetros | ±0,03 milímetros |
| Tolerancia de contorno | ±0,03 milímetros | ±0,04 milímetros |
| planitud | ±0,04 milímetros | ±0,05 milímetros |
| Consistencia del tono | ±0,01mm | ±0,015 mm |
| Índice Cpk de producción en masa | 1,67 | ≥1,33 |
Esquema de optimización de tolerancia para troqueles de transferencia:
Con la optimización de procesos,La precisión de las matrices de transferencia se puede mejorar drásticamente.. LS Manufacturing, al equipar el troquel con pasadores de posicionamiento de alta precisión y sin holgura y al utilizar detección de alineación láser y un proceso de calibración de estampado de alineación láser, es capaz demantener el error de posicionamiento de la matriz de transferencia dentro de ±0,015 mm, que está muy cerca del estándar de la industria y también ayuda en la producción en masa estable de piezas estampadas de metal de alta precisión.
Tres pasos principales para aumentar la precisión de las matrices de transferencia:
- Coloque pasadores de ubicación cónicos en cada estación para que la pieza en bruto pueda alinearse con fuerza y precisión.
- Emplear brazos servorobóticos para posicionamiento de circuito cerrado paraminimizar las desviacionesque resultan de la inercia del transporte.
- Equipe estaciones de inspección láser en línea no solo para proporcionar información en tiempo real sino también paracorregir las desviaciones dimensionales.
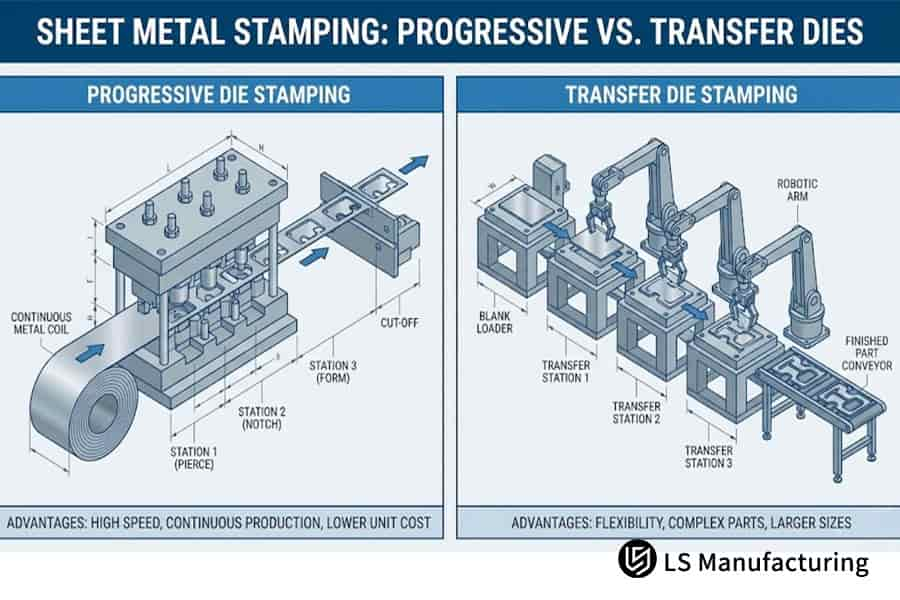
Figura 4: Ilustración que compara los flujos de trabajo y diseños de estampado progresivo y por transferencia.
¿Cómo resolver momentos de vuelco y carga descentrada en ingeniería compleja de herramientas de estampado?
Para el diseño de herramientas de estampado, el objetivo principal debe ser abordar los problemas relacionados con la carga excéntrica. Por ejemplo,El punzonado (que requiere un tonelaje bajo) y el conformado (que requiere un tonelaje alto) pueden estar extremadamente desequilibrados.y distribuidos a lo largo del mismo bloque deslizante en matrices continuas, las cargas excéntricas resultantes sobre la prensa serán lo suficientemente sustanciales como para provocar que la corredera se incline. Debido a esto, en la etapa de diseño se deben realizar cálculos exhaustivos del tonelaje y del equilibrio del centro de presión.
Ruta de falla de la carga excéntrica
El diseño del utillaje de estampado debe centrarse principalmente en resolver el problema de las cargas excéntricas. Para diseños con estaciones múltiples, si la fuerza de punzonado en la parte delantera es solo de 5 T mientras que la fuerza de doblado y formado en la parte trasera alcanza 80 T,la corredera de prensa resultante estará sujeta a un momento de inclinación muy poderoso. unanálisis de estampado de momento de vuelcorealizado por profesionales puede predecir el riesgo de falla debido al desgaste de los pilares guía y casquillos, así como la inclinación asimétrica y la deformación de las piezas. La compensación del centro de presión del troquel es obligatoria según el estándar de calibración central exclusivo de LS Manufacturing paramantenerse dentro de los 5 mm del centro del portaobjetos. Esta especificación es mucho más estricta que el promedio de la industria y, a menudo, significa un aumento importante en la vida útil del troquel.
Soluciones de ingeniería para la corrección del centro de presión
Hay una serie de técnicas que los ingenieros pueden emplear para ajustar el centro de presión de todo el molde y realizar tareas muyajustes de estampado precisosbasado en el centro de presión para garantizar que sea posible el funcionamiento estable a largo plazo del servicio de estampado de alto volumen.Los métodos principales son:
- Renovación de estaciones de trabajo desocupadasde tal manera que se modifique la distribución de carga lateral y con ello se reduzca la excentricidad.
- Utilizando un tipo de construcción con altura de punzón escalonada paradispersar las cargas de corte superiores y reducir los momentos de inclinación instantáneos.
- Instalación de punzones de equilibrio para neutralizar las desigualdades de carga en un lado y lograr así un centrado global de la carga.
Al diseñar correctamente un equilibrio de carga, se pueden tomar lasRiesgo de fluctuaciones dimensionales durante la producción en masa.al mínimo y así mejorar la consistencia del lote de piezas estampadas de metal de precisión.
Estudio de caso: ¿Cómo LS Manufacturing diseñó un gabinete de protección médica personalizado con un flujo de trabajo progresivo sin desperdicios?
Para una carcasa protectora de acero inoxidable de precisión de un fabricante de equipos médicos Fortune 500 (demanda anual de 120.000 piezas), nuestroservicio de estampado de metal personalizadoproporcionó una solución hecha a medida porinnovando el diseño de la tira de matriz continua para realizar un diseño de superposición de límites sin portadores, ayudando así al cliente a ahorrar un 28% de los costes de material puro.
El problema original del cliente
El plan original del cliente era fabricar un componente de blindaje SUS316L de grado médico de 0,4 mm de espesor mediante estampado continuo convencional. Este fue unfabricación de estampado de dispositivos médicosconfiguración que requiereno sólo una superficie libre de rayones sino también una planitud adecuada. Sin embargo, el componente era tan asimétrico que los diseños de tiras de doble cara que habían diseñado otros proveedores provocaron que el 34,5% del acero inoxidable se convirtiera en chatarra. Además de eso, la planitud de la pieza superó los 0,15 mm debido a la liberación de tensión interna, y estodio lugar a una tasa de desperdicio de ensamblaje que siempre fue alta. El servicio tradicional de estampado de metal personalizado no podía cumplir con los requisitos de costo y precisión.comentarios.
Solución de fabricación LS
Sin basarnos en ningún supuesto teórico, consideramos formas irregulares,Los componentes planos podrían ser estructuralmente mejores que los diseños estándar.. Dirigido por el equipo de ingeniería senior de Visours, el uso del análisis de elementos finitos para simular el flujo de material ayudó a ignorar el problema de larga data al crear el diseño de estampado progresivo del "puente monocatenario central sin portador".
Al mismo tiempo,En el penúltimo se introdujo un punzón nivelador de compensación de tensión local inversa.. Estación paraCalibración de estampado con alivio de tensión., y en el interior del molde se instaló un sistema de detección de desplazamiento por infrarrojos de fibra óptica multipunto. Mantuvimos la fluctuación de la tensión de la tira en un nivel de ±2N. Esto garantizó la estabilidad de la transmisión a alta velocidad de la estructura sin portador.
Resultados y valor del proyecto
- La primera prueba de molde dio como resultado un flujo de trabajo sin ningún rasguño, una rareza en la industria.La tasa de utilización de materiales se elevó del 65,5% al 93,8%., y esto eliminó por completo el desperdicio en los bordes.
- tLa planitud del componente se midió regularmente a ±0,04 mm, que esmuy por debajo del estricto ±0,05 mmpermitido para estampado de grado médico.
- La eficiencia de la producción se mantuvo constante en 140 SPM (golpes por minuto), y esto fue una prueba completa en el contexto de los servicios de estampado de metales del potencial de reducción de costos y mejora de la eficiencia.
- Los beneficios que surgieron del proyecto son que el cliente ahorró $42,000 anualmente en costos de adquisición de materia prima, y tambiénInspección de calidad 100% online y entrega sin inspección de lotes de piezas.
Finalmente, el cliente tomó la decisión de realizar un pedido exclusivo de producción en masa a largo plazo para esta línea de productos.
Si también tiene proyectos de estampado de alta precisión y alto costo,Puedes subir tus dibujos en 3D para recibir un presupuesto personalizado.. Le proporcionaremos una solución completa que incluye planos de distribución y detalles de costos, ayudándole a obtener alta calidad.piezas estampadas de metal de precisióna granel.

¿Por qué elegir LS Manufacturing como su fabricante de servicios de estampado de metal personalizado por contrato B2B en China?
Ubicado en Humen, Dongguan como fabricante de origen y nuestra ciudad natal son los sectores de fabricación industrial y civil, nuestro servicio de estampado de metal personalizado se basa enuna matriz de prensa de estampado de alta velocidad de precisión 25T-400T y el sistema IATF 16949, trabajando duro para ayudarle a superar todos los complejos desafíos de la ingeniería de estampado.
El valor del costo de la colaboración en estampado de metales de preproducción (DFM)
LS Manufacturing no va a abaratar precios bajos. En cambio, se centra en la combinación de investigación y desarrollo colaborativo de DFM de preproducción,Optimización del estampado DFM. En la etapa de diseño, el análisis del flujo del molde ayuda a los clientes aoptimización del espesor de la pared, el radio de curvatura y la profundidad del estiramiento, evitando así posibles cambios una vez abierto el molde y reduciendo el coste de prueba y error del proyecto, así como la duración. En comparación con los proveedores de servicios basados en plataformas, nuestra fábrica física permite la implementación directa de soluciones técnicas, lo que ayuda aeliminar el problema de desconexión solución-producción y garantizar la efectividadde servicios personalizados de estampado de metales.
Garantía de entrega con control de calidad de extremo a extremo
Para mantener la consistencia dimensional en millones de piezas de producción, contamos con máquinas de medición por coordenadas, proyectores digitales de precisión y equipos de monitoreo de calidad de estampado SPC en línea totalmente automatizados. Siendo la planta de fabricación original,nuestras principales ventajas son:
- Equipo de soporte técnico en sitio:El tiempo de respuesta a las solicitudes técnicas es un 40% más rápido que el de los proveedores de servicios de plataforma, lo que permite una rápida repetición del diseño de herramientas de estampado.
- Producción interna para todos los procesos:Los costes se pueden controlar con mayor precisión y transparencia durante todo el ciclo de vida del producto.
- Colaboración entre procesos a gran escala:Puede utilizarse para el tratamiento de superficies, así como para los procesos de ensamblaje posteriores.
Nuestra configuración de línea de producción bien establecida cubre de manera confiable los requisitos de entrega deservicio de estampado de alto volumen, y los planes de adquisiciones a gran escala de nuestros clientes también se cumplen en términos de capacidad. Se ha implantado una trazabilidad de la calidad de todo el proceso, lo quepermite rastrear los lotes de productos hasta las materias primas y las estaciones de producción, si es necesario. El sistema operativo compuesto por tecnología integral y control de calidad mantiene el proceso del servicio de estampado de metal bajo control en cada etapa.
Si desea obtener más información sobre casos de implementación de producción en masa en la industria,por favorcontáctanospara obtener una colección de estudios de casos de proyectos sobre piezas estampadas de metal de precisióny consulte las soluciones de proceso y los resultados de reducción de costos de productos similares.
Preguntas frecuentes
P1: ¿Cuál es el volumen de producción exacto del equilibrio económico entre el estampado progresivo y por transferencia?
Si compra menos de 30.000 piezas convencionales estampadas de precisións por año, el estampado por transferencia le brindará una tasa de retorno más alta consecutiva. Sin embargo, una vez que el volumen de producción anual supere el umbral crítico de 50.000 a 80.000 piezas,El coste por pieza con troqueles progresivos va a bajar mucho.. tu puedesenvía tus dibujospara obtener un precio y determinaremos cuál es el precio exacto para el tamaño de su lote.
P2: ¿Se pueden ejecutar estructuras de herramientas de matriz de transferencia estándar dentro de una sola máquina de prensa de estampado progresivo?
Si sólo la longitud total de la mesa de la prensa y la carrera total de altura cerrada no plantean restricciones, se podrían instalar varios troqueles de ingeniería independientes de una sola operación en la misma prensa de bancada larga mediante la adición de un servorobot tridimensional de estaciones múltiples, queSimule el funcionamiento de una línea de producción de estampado por transferencia completa y eficiente.
P3: ¿Cómo limita el espesor de la tira de material el rendimiento mecánico de las bandas portadoras de matrices progresivas?
Cuando el espesor de la bobina de metal es inferior a 0,15 mm, con trazos de estirado o doblado a alta velocidad en estampado continuo, la superposición de la tira ultrafina se volverá inestable, se torcerá localmente y, en el mejor de los casos, se dividirá y romperá debido a que en realidadNo puede soportar la tensión alternante de corte y tracción del punzón., interrumpiendo así por completo la alimentación continua.
P4: ¿Por qué los troqueles de transferencia superan con creces a los troqueles progresivos en la utilización de materiales de titanio o aleaciones metálicas?
Debido a que los troqueles progresivos necesitan mantener un espesor de superposición de conexión no recuperable para cada estación a lo largo de toda la tira larga, el estampado por transferencia puedeUtilice un cortador de anidación con muy alta precisión.cortar la costosa chapa de aleación de titanio en piezas individuales en la primera operación, ya que la tasa de desperdicio de costosas materias primas es casi nula.
P5: ¿Qué dimensiones específicas de las piezas restringen que las líneas de estampado progresivo de gran volumen procesen piezas de automóviles a gran escala?
Cuando las dimensiones unilaterales deuna pieza de estampado de metal supera los 400 mm y la profundidad total del dibujo es superior a 100 mm,El gran conjunto de troqueles progresivos cargará excesivamente el equipo convencional con peso propio, rigidez a la flexión y longitud de la mesa de prensa. Por lo tanto, se debe implementar un sistema de estampado por transferencia de línea dividida.
P6: ¿Cómo altera el severo retroceso de las piezas metálicas la elección de diseño entre sistemas de estampado progresivo y de transferencia?
Si se trata de una pieza de acero de alta resistencia con un sistema de recuperación elástica del peor tipo, como el DP980, las estaciones de matriz de transferencia presentan cada una un grado muy alto de ajuste espacial, de modo que es posibleRealizar una serie de compensaciones de ajuste fino para un solo proceso de conformado.. Las estaciones de matrices progresivas, al ser compactas, aumentan la dificultad de ingeniería y el riesgo de modificación del molde para cambios posteriores.
P7: ¿Qué tipos de funciones de automatización secundaria se pueden integrar perfectamente directamente dentro de las estaciones de transferencia?
En el estampado por transferencia, las piezas en cada estación están en un estado libre ya que ya no están unidas a la tira de material continua. Esto ayuda a la integración deMáquinas servoroscadoras integradas, remachadores de pernos y deslizadores o equipos ópticos de inspección completa en 3D.. Además, los procesos secundarios del taller de montaje no son necesarios, favoreciendo así de forma eficaz la integración productiva.
P8: ¿Cómo protegen los sensores electrónicos de detección de atascos los juegos de herramientas de estampado progresivo premium contra accidentes catastróficos de troqueles?
Se instalan sensores de alta sensibilidad en los pasadores guía principales del troquel progresivo. En caso de que la tira de material no esté colocada correctamente, el sistema puede enviar una orden de frenado al embrague de la prensa.dentro de 5 milisegundos, bloqueando el control deslizante para evitar la rotura del troquel y los daños causados por el material apilado durante el estampado.
Resumen
Al decidirse por el estampado continuo o el estampado por transferencia robótica, se trata de un desafío de ingeniería complejo que involucra la forma del producto, la cantidad mínima de pedido para alcanzar el equilibrio y el costo general del ciclo de vida de las materias primas. Los troqueles progresivos son el pilar de piezas de precisión pequeñas y de gran volumen con tasas de producción súper altas de 100 a 300 SPM con costos variables por pieza muy bajos. Por el contrario, las matrices de transferencia, gracias a su geometría más flexible, sonFantástico en embutición profunda, piezas grandes con formas irregulares y minimización del desperdicio de material de aleaciones costosas..
Elegir un diseño de molde al azar sin realizar el Diseño para la fabricación (DFM) de la pieza puede provocar correcciones costosas en el futuro. El equipo principal de ingeniería de LS Manufacturing siempre está dispuesto a brindarle evaluaciones técnicas detalladas y gratuitas. soloproporcione sus dibujos de diseño de piezas de estampado 3D(formatos compatibles con Apple STEP/IGS/CAD) al equipo de ingeniería y ofreceremos una solución completa en 24 horas,incluida la viabilidad del diseño de la tira, el cálculo del tonelaje y el presupuesto del molde, ayudando a que sus nuevos productos lleguen al mercado rápidamente con la máxima calidad y competitividad en costos.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web:https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos.Servicios de fabricación LSNo existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador.Requerir piezascotización Identifique los requisitos específicos para estas secciones.Por favor contáctenos para más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa, impresión 3D,moldeo por inyección.Estampado de metalesy otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web:www.lsrpf.com
