陽極酸化処理

耐食性と電気絶縁性を備えた緻密な硬質酸化物層を形成します。ナチュラル/ブラック/カスタムカラーをサポートしており、ハイエンドの建築や精密電子機器に最適です。
最大±0.02mmの精度で高性能のカスタムアルミニウム押出材を提供し、プロの生産ラインを通じて7日間の短納期を達成し、ハイエンド産業シナリオ向けに構造強度とバッチの一貫性のバランスをとります。





LS Manufacturing は、80 台以上の機械による 500,000 個を超える部品の生産と ISO 9001:2015 認定の品質に裏付けられた、サンプルの準備が 3 ~ 7 日で公差 ±0.01 mm の超精密アルミニウム押出ソリューションを提供します。

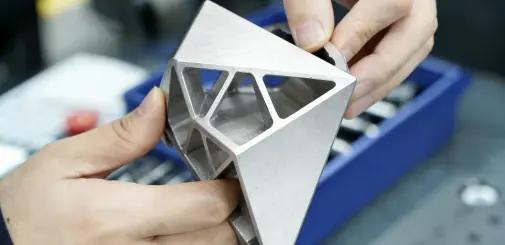
試作生産、小バッチ試作から量産までに適したカスタマイズされたアルミニウム押出サービスを提供し、マルチスペック/複雑な断面のアルミニウムプロファイルの精密成形を可能にします。
製造センターには、 80 のインテリジェント押出ライン (450T ~ 4000T トン数)、さまざまな複雑さとバッチの押出ニーズを効率的に処理できます。すべてのラインは ISO 9001:2015 認証を取得しており、安定した一貫した品質を保証します。
形状や仕様のカスタマイズが可能で、産業用オートメーション機器のフレームや精密電子放熱部品などのシーンに加え、 ドアと窓のプロファイル、家電製品の支持構造、倉庫の棚フレームなど。
LS Manufacturing は、プロジェクトに合わせてカスタムおよび標準のアルミニウム プロファイルを提供します。 高品質とプロセス適応性 パフォーマンスとコストのニーズのバランスを取るために。
標準プロファイルが機能、コスト、デザインの要件を満たさない場合、カスタマイズが理想的なソリューションです。
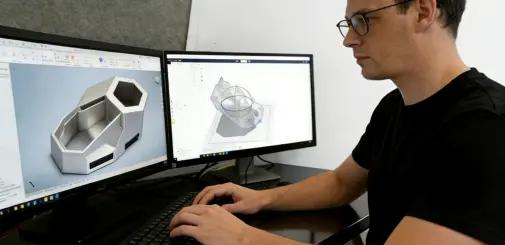
LS Manufacturing の完全にカスタマイズされたアルミニウム押出サービスでは、プロファイルの形状、色、表面仕上げ、および材料パラメータを指定して、プロジェクトの特性に正確に適合させることができます。
当社の技術チームは、お客様の図面をレビューし、プロセスの実現可能性を確認し、最適な生産ワークフローを選択して、短いリードタイムで高品質の結果を提供します。


当社の標準合金システムは、段階的な強度レベル、差別化された耐食性、さまざまな加工技術との互換性をカバーしており、ハイエンドの建築システム、自動車の精密部品、および信頼性の高い電子構造に推奨されるソリューションです。押出用の他のアルミニウム合金グレードが必要ですか?パフォーマンス インデックスの要件を提供します。

優れた耐応力腐食性とCNC精密機械加工との互換性を備えた析出硬化型中高強度アルミニウム合金で、ハイエンド機器の構造部品、自動車シャーシの耐荷重部品、および強度と腐食のバランスが必要なシナリオに適しています。溶接継手強度の減衰率が低く、組立互換性に優れています。
表面仕上げにより、押出アルミニウム部品の耐食性/耐摩耗性と美的品質が向上します。以下は LS Manufacturing の中核となる仕上げプロセスです。当社は、お客様の高精度シナリオのニーズに適合するカスタム ソリューションを提供します。
耐食性と電気絶縁性を備えた緻密な硬質酸化物層を形成します。ナチュラル/ブラック/カスタムカラーをサポートしており、ハイエンドの建築や精密電子機器に最適です。

高温で硬化させた高付着性ドライパウダー。耐傷性、耐紫外線性、耐薬品性があり、屋外の高天候のシナリオに適した幅広い色範囲を備えています。

電場による複雑な構造への均一なコーティング。滑らかな表面と優れた耐食性で、ハイエンドの自動車精密部品に最適です。

微細な機械的方向性ブラッシングにより、傷や指紋を隠すテクスチャが作成され、高級家電、電化製品、建築トリムに最適です。

高圧ガラスビーズが均一なマットな表面を作り出します。加工痕を除去し、精密部品や高品質の装飾部品に最適です。

カスタム液体ペイントにより、正確なカラーマッチングが可能になります。小ロットのプロトタイプやマルチカラーのカスタム ニーズに高い費用対効果を発揮します。

密着性の高いインクで細かいロゴ/テキスト/グラフィックを印刷し、高級コントロールパネル、銘板、ブランド製品に最適です。

高精度レーザーで永久マーキングの材料を除去します。シャープなエッジで、精密部品のシリアル番号やパターンに最適です。
品質は当社のアルミニウム押出プロセスのあらゆる段階に組み込まれています。 ISO 認定の生産施設と100 台を超える精密押出機および検査機を備え、精度と表面仕上げにおいてハイエンドの業界基準を満たす部品を提供しています。




断面の幅、高さ、肉厚、全長、真直度、平面度、穴/スロットの嵌合精度などの主要な寸法を測定します。検査ツールにはノギス、マイクロメーター、高さゲージ、高精度三次元測定機 (CMM) が含まれており、最大 ±0.02 mm の精度で公差管理を保証します。
傷、へこみ、亀裂、気泡、バリ、押し出しラインなどの表面欠陥を一括して検査します。専門的な照明システムと高倍率の機器を使用して、ミクロレベルの表面の問題を特定します。
ご要望に応じて、強度と硬度のテスト結果、RoHS 準拠レポートおよび材料証明書を提供します。ハイエンド プロジェクトの要件を満たすために、カスタマイズされたパフォーマンス テストを利用できます。
を中心に 高精度のカスタマイズ機能、エンドツーエンドの品質管理、効率的な配送システム, LS Manufacturing のアルミニウム押出サービスは、さまざまな複雑なプロファイルのニーズに対応する、プロフェッショナルで信頼性の高いソリューションを提供します。
/01
表面仕上げ(最大Ra0.8μm)、複雑で不規則なプロファイル形状、フルレンジの合金材料グレード、およびカスタマイズされたカラースキームを完全に制御し、さまざまなシナリオ向けの独自の正確な仕様ニーズを正確にカバーし、多様な用途の差別化されたプロセス要件に適応します。
/02
主要な寸法公差は±0.02mm以内、標準寸法公差≤±0.05mm以内に厳密に管理されており、断面、肉厚、幾何公差などを網羅する全次元検査により、精度が一貫して高精度アセンブリおよび機能性能要件を満たしていることが保証されます。

/03
迅速な金型開発 + 材料の正確なマッチング システムに依存し、標準のカスタマイズ プロセスは 7 日以内に納品されます。複雑な幾何学的プロファイルは追加の金型修正を必要とせず、インテリジェントな生産ラインのスケジューリングにより納品の進行の安定性を保証し、10 日以内に生産できます。
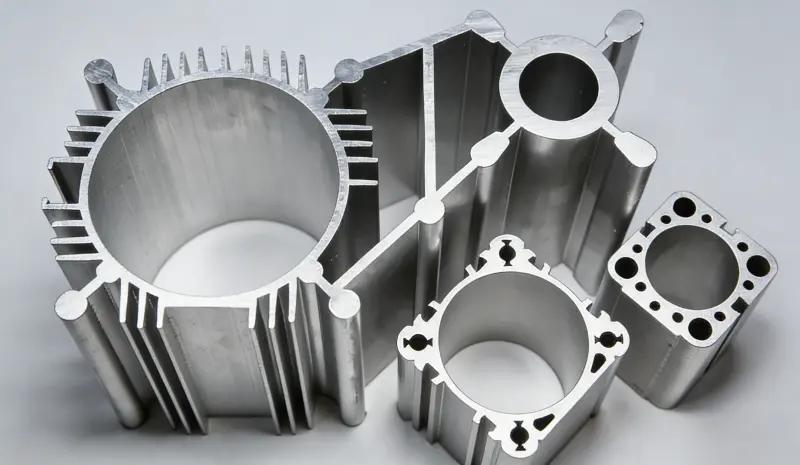
アルミニウム押出は、プロセス温度に予熱されたアルミニウムビレットをカスタム成形ダイによって塑性変形させ、最終的に特定の断面輪郭を備えたプロファイルを得るプラスチック加工技術です。 LS Manufacturing では、高精度で標準化された専門的な生産プロセスに従っています。
まず、高精度のカスタム金型の製造 (中実、中空、半中空、その他の断面金型をカバー) が完了し、次にアルミニウム ビレットが正確に温度制御され、400 ~ 500℃ のプロセス範囲に予熱されます。次に、アルミニウム合金のグレードと最終製品のハイエンドの用途シナリオに応じて、直接/間接押出プロセス、または熱間/冷間押出プロセスを含む適切な押出プロセスが選択され、材料特性とプロファイルの断面精度が基準を満たすようにします。
押出成形後、 プロファイルはオンライン精密冷却、張力伸び矯正、定長精密切断を順番に受けて、目標寸法の半製品が得られます。性能や外観の要件に応じて、時効強化(強度や硬度を正確に向上させる)、表面精密加工(外観の質感や機能特性を最適化する)、部品の組み立てなどのプロセスをさらに実行できます。納品前に、各カスタム アルミニウム プロファイルは全商品の精密品質検査と標準化された保護梱包プロセスを通過する必要があります。

アプリケーション
あらゆる業界が、優れた強度重量比と柔軟な設計機能を備えたカスタム アルミニウム押出材に依存しており、精密構造から軽量化のニーズまで、さまざまなシナリオに適応しています。以下はその主要なアプリケーションの方向性です。
精密機器フレーム、自動生産ライン用のカスタムワークステーション、インテリジェントデバイス用の専用構造コンポーネント
新エネルギー車両用の軽量構造部品、鉄道輸送用の精密な内装プロファイル、特殊車両用のカスタム耐荷重フレーム
ユニット化されたカーテンウォール用のカスタムプロファイル、スマートドアおよび窓システム用の構造フレーム、建築装飾用の精密断面コンポーネント
太陽光発電追尾システム用の専用サポートフレーム、風力発電設備用の軽量構造部品、新エネルギー施設用の耐食性プロファイル
精密電子機器用の密閉筐体、高出力LED用のカスタムヒートシンク、半導体装置用の専用構造フレーム
手術ロボット用の精密構造コンポーネント、ハイエンド画像機器用の軽量フレーム、医療診断機器用の密閉筐体

切断されたアルミニウム ビレットが予熱されると、油圧駆動のラムが約 45MN (≈10,000,000 ポンド) の正確に制御された圧力でカスタム ダイに押し込まれます。ダイには、標準的な開口部 (円形/正方形など) またはハイエンドのシナリオ向けに設計されたカスタム形状の複合キャビティを備えています。
押し出されたプロファイルは温度制御された閉ループ冷却テーブル上で均一に冷却され、顧客の要件に応じてレーザーで正確な長さに切断されます。航空宇宙や軍事などの高強度用途では、時効熱処理によりアルミニウム プロファイルの硬度と機械的安定性をさらに高めることができます。
アルミニウム押出は、熱間押出と冷間押出に分けられ、それぞれが異なるハイエンド シナリオの要件に適合します。
熱間押出: 大量のアルミニウムビレットの連続供給を可能にし、低圧での効率的な成形を可能にし、ハイエンド装置での大きく複雑な断面のバッチ生産に適しています。
冷間押出: 半導体や医療分野の高精度構造部品に最適な、耐酸化性や機械的特性に優れた表面粗さRa0.8μmまでの精密部品を生産します。
熱間押出プロセスでは、アルミニウム ビレットが最初にミクロン レベルの公差寸法に精密に切断され、次に専用の温度制御された炉で 350 ~ 580℃ に予熱されます (結晶粒の粗大化を避けるために金属を固体に保ちながら軟化させます)。
高強度・軽量: 優れた強度重量比により、ハイエンド機器の構造負荷が大幅に軽減されます。
ネイティブ腐食保護: 緻密な自然酸化層により、過酷な作業条件でも腐食性媒体に対する長期的な耐性が得られます。
複合複合断面成形の一体化: 複数のキャビティの不規則な断面が 1 つのプロセスで形成され、その後の組み立てステップが削減されます。
材料の効率的な利用: 無垢アルミニウムの機械加工よりも材料利用率が 30% 高く、全体のコストが最適化されます。
モジュラー互換アセンブリ: 高精度の T スロット インターフェイスと互換性があり、迅速なモジュラー アセンブリとインテリジェント デバイスのアップグレードを実現します。
低炭素クローズドループリサイクル: 100% リサイクル可能で再生可能な素材は、ハイエンド製造の持続可能性の目標に沿っています。
高精度金型の事前投資: カスタムの精密金型には専門的な設計が必要ですが、少量のバッチでは費用対効果が低くなります。
断面反復のための金型再構築: 輪郭の変更には新しい金型が必要となり、頻繁な繰り返しに対する柔軟性が制限されます。
精密加工スクラップ発生量: 高精度のトリミング中に発生する小さなスクラップ。専門のリサイクル システムが必要です。
トン数に応じたサイズ制限: 最大プロファイル サイズは、機器のトン数によって制限されます。非常に大きなセクションにはカスタム行が必要です。
マルチラインサーフェス変動制御: ライン間の表面テクスチャの微妙な違いには、ハイエンドの一貫性を実現するための後処理が必要です。
高温強度減衰率: 合金の強度は温度が上昇すると低下するため、シナリオ固有の性能補償が必要になります。
当社の公差管理は ISO 9001+AS9100 の二重認定規格に従っています。重要な寸法公差は ±0.02mm に達し、通常の寸法公差は安定して ±0.05mm 以内です。高精度の公差を実現するには、精密な金型と完全な検査プロセスをサポートする必要があり、生産投資が増加します。不必要な精度コストを回避するために、実際の組み立てニーズに基づいて最適な公差スキームを調整します。
当社は、ハイエンド機器のフレーム要件に適した、コーナー ブラケット、金属ネジ、または特殊な機械コネクタ/クランプによる非溶接固定など、スチール プロファイルの機械的接続ソリューションを提供します。さらに、機械的ファスナーと構造用接着剤を組み合わせたソリューションも溶接の代わりに使用できます。鋼製プロファイルは強度が高いものの、組み立てが若干複雑ですが、アルミニウム押出材には依然として組み立ての利便性という点で主要な利点があります。
肉厚の決定には、専門的な総合的な考慮事項が必要です。 • 合金グレード: 軟質合金は強度を確保するために肉厚を増やす必要がありますが、高強度合金は薄肉設計に適応できます。 • プロファイル設計: 深い溝、曲線、またはサポートされていないスパンのある構造では、安定性を向上させるためにより厚い壁が必要です。 • プレス能力: 押出装置のトン数とサイズにより、断面の成形限界が制限されます。 • 表面仕上げ: 陽極酸化またはコーティングプロセスでは、変形を避けるために最小限の壁厚が必要な場合があります。 • 寸法公差: 厳しい公差制限では、通常、加工の一貫性を確保するために肉厚を増やす必要があります。 設計段階で強度、重量、コストの最適なバランスを実現します。
一般的に推奨される壁の厚さは 1.0mm ~ 3.0mm です。 • 構造部品または耐荷重部品: 強度と剛性を確保するには、壁厚 ≥2.0mm を推奨します。 • 軽量部品または装飾部品: 肉厚 ≈ 1.0mm で十分です。 実現可能な最小壁厚は、合金、断面の複雑さ、および設備の容量によって制限されます。最終的な選択は、実際のアプリケーション シナリオに基づいて、機械的要件、重量、コストのバランスを取る必要があります。
量産前に試験・検証用のサンプル部品を作製できる高精度な試作・小ロット試作サービスを提供します。プロトタイピング サービスは次のことに役立ちます。 • 大量に発注する前に、適合性と機能を確認してください。 • 寸法と公差が技術要件を満たしていることを確認します。 • 表面仕上げと材料特性の評価 • 開発の初期段階で設計ソリューションを最適化し、後のリスクを軽減します。
コストは次の中核要因によって決まります。 • 材料の種類: アルミニウム合金のグレードが異なると、コストに大きな違いがあります。 6061/6063 などの一般的な合金は特殊金属よりも安価です • 部品サイズ: プロファイルが大きくなると、より多くの材料とより大きなトン数の設備が必要となり、コストが高くなります。 • 設計の複雑さ: 複雑な断面にはカスタムの精密金型が必要で、公差が厳しいため検査と処理時間が増加します。 • 価格に影響を与えるその他の要因: 注文量 (注文量が多いほど単価が低くなります)、表面仕上げの種類、新しいプロファイルの工具および金型のコスト 図面や仕様書をご提供いただければ、実際のニーズに基づいて正確なお見積りをさせていただきます。
コスト管理は、専門的な設計と計画を通じて効果的に達成できます。 • 構造設計の最適化: 壁厚を均一に保ち (壁厚が変化すると金型コストが増加します)、鋭角ではなく丸い角を使用し、可能な限り対称的に設計し、深く狭いチャネルやその他の成形が難しい構造を避けます。 • 標準材料の選択: 特殊金属よりも 6061/6063 などの標準合金を優先します。 • 合理的に注文を計画する: 注文量を増やして工具コストを分散し、必要な場合にのみ厳しい公差を選択します。 • 表面仕上げの簡素化: 標準化された表面プロセスを優先し、既存の金型プロファイルの再利用を検討します。 • 設計を早期にロックする: 金型完成後に設計を変更すると、コストが大幅に増加します。リスクを事前に特定するために、設計段階の早い段階で当社と協力することをお勧めします。
アルミニウム押出材は、強度や品質を損なうことなく、閉ループで 100% リサイクル可能です。リサイクルされたアルミニウムの炭素排出量は一次アルミニウムのわずか 5% であり、二酸化炭素排出量を大幅に削減できます。当社のリサイクル システムは複数のサイクルをサポートし、安定した製品性能を確保しながら環境ニーズを満たします。
コア ダイの種類には次のものがあります。 • ソリッド ダイス: 中空セクションや内部キャビティのない単純なソリッド プロファイルに使用され、コストが最も低く、効率が最高になります。 • 中空ダイス: 密閉された中空セクションまたはチューブを備えたプロファイルに使用され、内部空洞を形成するためにマンドレルが必要となり、より複雑でコストが高くなります。 • 半中空ダイ: 部分的に囲まれたセクション (C チャネル、スロット付きアングルなど) を備えたプロファイルに使用されますが、中実ダイと中空ダイの間の複雑さとコストが伴います。 お客様の断面要件に基づいて最適な金型ソリューションをマッチングします。
当社は、10×10mm、20×20mm、30×30mm、40×40mm、45×45mm、50×50mm、60×60mm、80×80mm、100×100mm、160×160mmを含む標準サイズの精密 T スロット プロファイルを幅広く提供しています。これらのサイズはハイエンドのラックおよびアセンブリのシナリオに適しており、さまざまなアプリケーションで構造上のニーズに応じて対応する仕様を選択できます。
リードタイムはプロジェクトの種類によって異なります。 • 試作/小バッチ: 3 ~ 5 日 (迅速な金型開発と試作を含む) • 量産:7~15日(金型検証と安定生産を含む) • 複雑なカスタムプロジェクト: 金型開発サイクルに基づいて評価する必要があり、正確な納期スケジュールを提供します。
当社は、カスタマイズされた後処理ソリューションを提供します。 • 時効強化: 合金の強度と硬度を向上させ、航空宇宙や軍事などの高強度シナリオに適しています。 ・超微細表面処理:Ra≦0.8μmの表面仕上げを実現し、半導体装置の無塵要求を満たします。 • 特殊コーティング: 耐食性または絶縁性を高め、過酷な作業条件に適しています。 お客様の性能ニーズに応じて最適な後処理プロセスをマッチングします。









