
Metal stamping serviceconstitute one of the fundamental manufacturing techniques geared towards the large-scale production of accurately machined hardware. The metal stamping service method can resolve several major issues of large-scale procurement, for instance, one of the problems being thehuge difference between initial mold investment and single-piece processing coststhat can be in the range of hundreds of thousands of yuan, as well as the problem of internal stress deformation of deep-drawn parts.
To address the selection issues of continuous stamping and conveyor stamping, LS Manufacturing's mold design experts shall conduct a thorough technical comparative study of the two about such parameters aslimit tolerance control, deep drawing ratio, and strip loss rate, thereby furnishing directly implementable DFM (Design for Metal) decision-making quantifiable indicators to R&D and procurement teams for them to conduct the quality and overall cost balance of the project.Upon finishing this article, you will be able to utilize advancedstamping DFM evaluationtechniques to identify an optimum compromise between quality and cost in hardware projects tailored to your requirements.
Progressive vs. Transfer Die Stamping: Overview of Key Selection Criteria
| Comparison Dimensions | Progressive Die Stamping | Transfer Die Stamping |
| Applicable LDR Range | ≤0.6 | >0.6 |
| Material Utilization | 65%-85% | 85%-95% |
| Typical Production SPM | 100-300 | 20-80 |
| Upfront Die Cost Percentage | 100% (Baseline) | 50%-70% |
| Typical Hole Tolerance | ±0.02 mm | ±0.03 mm |
Key Takeaways:
- Drawing Ratio Decision:Typically, if the drawing depth to diameter ratio (LDR) of the component exceeds 0.6 and the edge-free notch stress is one of the requirements, thenselection of a transfer die is a mustas it enables to release the strip constraints.
- Material Utilization:Secondary dies that operate with a stepping layout independent of each other can reduce the cost of procurement of costly alloys bymore than 20%.Then again, progressive dies make around 15%-35% engineering waste because of strip overlap.
- Break-even Point:Only when the annual production of conventional precision small hardware exceeds 80,000 pieces, the use of progressive dies is justified from the cost perspective asit brings excellent piece cost-effectivenessdue to the automated production capacity.
Why Trust LS Manufacturing’s Expertise in Precision Metal Stamped Parts?
With more than a decade experience of research and development and mass production of precision stamping dies, LS Manufacturing is well-equipped for industrialization of product lines in compliance with theIATF 16949:2016standard. It also offers technical supportat each stage from design-for-manufacturing (DFM) optimization to batch delivery. After a three-month titanium alloy stamping wear test, we have been able to derive a low-loss nesting method for high-value metals, which can decrease the scrap rate of precious materials by 8%.
This engineering solution is our team's in-field implementation in aerospace structural component projects and its physical production. We have assisted clients toincrease their die life from 3 million cycles to 5 million cycles- a major reduction in per-piece die amortization cost. Our staff in engineering have an accumulated experience ofat least 8-yearsin the field and offer proactive process risk alerts for complex structural components.
Solutions we offer are not just theoretical, rather,all our proposals derive from actual verification data of mass production linesso that the solutions delivered to our clients get directly implemented and put into production.
With over ten years of practical experience and a systematic quality control system, and adhering toISO 13485:2016standards for medical applications, we can effectivelyhelp you avoid mass production lossescaused by incorrect process selection.
If you are facing confusion regarding process selection,contact our engineering team for a free DFM assessment. We will provide targeted custom metal stamping service solutions based on your part drawings.

Why Is Progressive Die Stamping The Absolute Choice For High Volume Stamping Service?
Progressive die stampinguses a servo feeder to continuously pull coiled metal into a multi-station die set inside a single stamping press. At high speeds of 100-300 SPM,several operations are performed simultaneously during the fast reciprocating motion. This is the most effective way to Greatly reduce the overall cost of producing precision small hardware with an annual output capacity of more than 100,000 pieces.
Servo Feeding System Pitch Precision Control
Proper feeding during progressive die stamping is essential for the dimensional uniformity of the parts. The basis of ahigh precision stamping positioningsystem isa closed-loop feedback mechanism in the servo feederthat adjusts the feeding pitch so that the pitch error is kept under ±0.01mm. To make it even simpler, think of it as a paper feeding system in a high-precision printer, each step is perfectly aligned so that the alignment deviations at this stations are prevented. Plus a secondary alignment with guide pins inside the mold,micron level accuracy closed-loop controlis attainable at all stages of the process, resulting in the stable production of precision metal stamped parts that match stringent quality requirements.
Cost Advantages of Lights-Out Production Mode
This high volume stamping service offers the capability of 24/7 unattended production which dramatically lowers the labor and management costs.The main cost advantages are reflected in this three aspects:
- Not handling materials and transferring them between processes, which leads to direct labor costs beingless than 5%.
- One machine is able to produce all the processes, because of this reducing the area used by several machines and the maintenance expenses.
- Stamping at a high speed cuts down the production cycle andmakes it possible to quickly meet the huge and sudden demand for delivery.
Using the experience accumulated through the implementation of high-speed production lines, we can also offer custom metal stamping service for different industries based on their particular requirements.

Figure 1: An array of small, high-precision metal stamped components, including springs and connectors.
How Does The Carrier Strip Layout Determine Material Utilization In Progressive Die Stamping?
The layout of the material strip in a progressive die stamping is one of the main factors that directly impact the material utilization rate. The production line has tohold the strips and overlaps at all times to secure the forward movement of the parts, which unfortunately results in 15%-35% waste of the fixed scrap material in thecostly metal stamping.
Mechanical Properties of Three Types of Strip Structures
Intermediate strip, single-sided strip, and double-sided strip are the three strip structures generally used in progressive die stamping.Knowing the differences in shear stress resistance and forming stability of the various structureshelp one to exploit a carrier web stamping layout design that is reasonable. Such a design has a direct bearing on material utilization and part yield.
| Strip Type | Shear Resistance | Applicable Part Complexity | Typical Material Utilization |
| Intermediate Strip | Strong | Simple symmetrical parts | 70%-80% |
| Single-sided Strip | Medium | Single-sided forming parts | 75%-85% |
| Double-sided Strip | Extremely Strong | Complex multi-directional forming | 60%-70% |
| Carrier-free Single-link Bridge | Medium | Flat irregular parts | 85%-94% |
Quantitative Design Logic of Edge Width
Matching the edge width of a stamp tool to the thickness of a material and the force required topunch it through is an absolute must. In fact, this will be one of the main parameters in optimization of thestrip layout stamping processso that the strip doesn't become unstable or tear during high-speed stamping operations. As an example, for 0.8 mm thick oxygen-free copper electronic springs a stamping,the overlap width should be 1.5-2 times the material thicknessto maintain the stability of the pitch transmission.
Very simply, the overlap is the rail on a railway, a lack in width will lead to "derailment, " which in turn causes part displacement or even mold damage.Following these three main principles is the key to good layout utilization:
- Give priority to symmetrical layout tobalance the punching load and minimize edge wastage.
- Lower the pitch spacing to reduce the overlap ratio per unit part.
- Employ nested layout for irregularly shaped parts to get maximum utilization of the sheet metal area.
Proper overlap design mayhelp mostly in reducing the formation of defect during the processand in the end, guaranteeing the consistency of mass production of high precision metal stamped parts.
When Should You Pivot To Transfer Die Stamping For Deep Drawing Operations?
Transfer die stampingis a great choice for manufacturing custom hardware parts that require very deep drawing (LDR > 0.6) or that involve intricate 3D flip forming. In this technique,the blank is made entirely separate and cut out independently at the first operation, because of this totally removing the material rheological restraints.
Material Flow Control in Deep Drawing Processes
With transfer die stamping, the blank is fully separated from the coil at the first station. With accurate material flow control in stamping, the sheet metal can flow naturally and evenly into the die cavity during drawing operations so thatthe area doesn't get excessively thinned (>25%) or torn due to the stretching of the continuous die strip. Process design will have to alter drawing parameters given the material hardening index (n) and anisotropy (r) to produce a consistent material spread during the forming process.
The Expanding Capabilities of 3D Robotic Arms
3D servo robotic arms are capable of multidimensional independent parts transfer. Thisservo transfer stampingsystem can handle very complex shaping operations,and core advantages include:
- Parts can be rotated 90° and tilted up high, which results inno heavy side-punch wedge structures neededand a complete satisfies adaptation to complex custom metal stamping service requirements.
- Parts are transferred without touching their forming surfaces, which is a very good protection of high-gloss or delicate functional surfaces.
- Capability to work in multi-press line layout,changing easily the number of processes and production rhythm.
This brand new process integration greatly increases the range of situations where metal stamping service are applicable.
If your product involves deep drawing or complex forming structures,you can download our deep drawing process white paperto systematically understand the applicable scenarios and design points of transfer die stamping, providing a reference for your early-stage R&D.

Figure 2: Precision-engineered transfer stamping dies for complex deep-drawing operations.
How Do Stamping Tooling Design Complexities Affect Upfront Investment Risk?
The level of integration in thestamping tooling designhas a direct impact on the initial mold investment cost. Progressive dies, which are a single high-strength mold base containing several workstations,typically have an initial mold cost 30%-50% higher than that of independent transfer dies. Still, this greatly helps in amortizing the per-piece production time and equipment occupancy costs at the later stage.
High Cost Components of Progressive Dies
The integration level of stamping tooling design is something important in determining the overall manufacturing cost of the mold. High integration of progressive dies results in higher design and manufacturing costs. Main cost items arehigh-precision misfeed detection sensors, high-speed nitrogen springs, and high-grade mold steel materials. For instance, by choosing DC53 mold steel, which can be hardened to a range of HRC 60-62, lead to a significant enhancement oftool steel stamping durability. The standard mold life is designed for 5 million strokes, making it resistant to fatigue wear in high-speed mass production.
| Cost/Lifespan Dimension | Progressive Die Stamping | Transfer Die Stamping |
| Die Design Cycle | 4-6 weeks | 2-3 weeks |
| Die Manufacturing Cost | 100% (Baseline) | 50%-70% |
| Die Steel Hardness | HRC 60-62 | HRC 58-60 |
| Standard Stamping Life | 5 million cycles | 3 million cycles |
| Single Station Modification Cost | High (requires complete mold disassembly) | Low (only single station modification) |
Advantages of Separate Types in Transfer Dies
When it comes to comparing the investment of progressive vs transfer die stamping, in reality transfer dies consist of several separate engineering dies isa fundamental point of discussion. In case of damage, changes made to only one station will not be reflected generally mold base, because of thisdecreasing the cost and time riskof later mold modifications. For die ROI that B2B purchasing managers are concerned about, we can offer expertdie cost stamping evaluationand a full life-cycle cost calculation model.
Investment in mold risk can be measured by these three main factors:
- The number of units purchased annually and the amortization period of the mold costs.
- The rate at which the part design changes.
- The share of raw material costs in total production costs.
We will identify the most appropriate process andgive a very competitive cost custom metal stamping service quoteas the client's annual procurement volume and part features.
If you would like to evaluate the return on investment in molds for your project, please contact us for a free full-cycle cost calculation.We can also help you find the most cost-effective production planby considering the differences in stamping tooling design options.

Figure 3: Close-up of a complex multi-cavity stamping tooling mold with precision components.
Progressive Vs Transfer Die Stamping: Which System Provides Tighter Dimensional Tolerances?
Progressive vstransfer die stampingare essentially two different methods of controlling dimensional tolerance. Progressive dies caneasily maintain hole spacing and contour tolerances within ±0.02 mm, thanks to their integrated locking and positioning of precision guide pins and continuous strip. Still, transfer dies, with their robotic hand handover and secondary positioning, generally experience a higher cumulative tolerance accumulation at the micron level.
Accuracy Mechanism of Progressive Dies
The main feature of progressive dies is the hard positioning mechanism, whichgives them a significant advantage over transfer dies when it comes to accuracy. In continuous stamping, the high-precision guide holes on the strip and the guide pins within the die are mechanically put into hard alignment, which is the main basis for being able indimensional tolerance stamping control. The step error for each feed is controlled within a loop at micron level of tolerance, andthe process capability index Cpk can even reach beyond 1.67. To put it simply, it is like a key fitting intoa lock hole - exact alignment is achieved every time, without any offset error.
| Tolerance Types | Progressive Die Stamping | Transfer Die Stamping (Optimized) |
| Hole Position Tolerance | ±0.02 mm | ±0.03 mm |
| Contour Tolerance | ±0.03 mm | ±0.04 mm |
| Flatness | ±0.04 mm | ±0.05 mm |
| Pitch Consistency | ±0.01 mm | ±0.015 mm |
| Mass Production Cpk Index | 1.67 | ≥1.33 |
Tolerance Optimization Scheme for Transfer Dies:
With process optimization,the accuracy of transfer dies can be drastically enhanced. LS Manufacturing, by fitting the die with high-precision, backlash-free positioning pins and using laser alignment detection, and a laser alignment stamping calibration process, is able tomaintain the positioning error of the transfer die within ±0.015 mm, which is very close to the industry standard, and also helps in the stable mass production of high-precision metal stamped parts.
Three main steps to increase the accuracy of transfer dies:
- Fit conical locating pins to each station so that the blank can be forcibly and precisely aligned.
- Employ servo robotic arms for closed-loop positioning tominimize the deviationsthat result from the inertia of the transport.
- Equip laser inspection stations on-line to not only provide real-time feedback but also tocorrect the dimensional deviations.
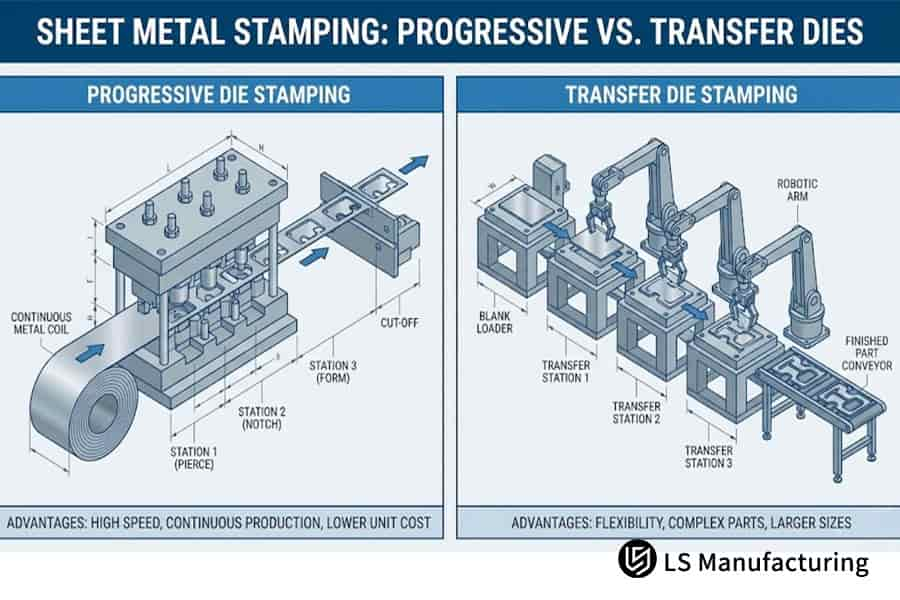
Figure 4: Illustration comparing progressive and transfer die stamping workflows and layouts.
How To Solve Off Center Load And Tipping Moments In Complex Stamping Tool Engineering?
For stamping tooling design, the main goal should be to deal with issues related to eccentric loading. For example,punching (which takes low tonnage) and forming (which needs high tonnage) may be so extremely unbalancedand distributed along the same slide block in continuous dies that the resulting eccentric loads on the press will be substantial enough to cause the slide to tilt. Because of this, thorough calculations of tonnage and pressure center balance should be carried out at the design stage.
Failure Path of Eccentric Loading
The stamping tooling design should mainly focus on resolving the problem of eccentric loads. For layouts with multiple stations, if the punching force at the front is only 5T while the bending and forming force at the rear reaches 80T,the resulting press slide will be subjected to a very powerful tilting moment. Atipping moment stamping analysisdone by professionals can forecast the failure risk of worn guide pillars and bushings as well as asymmetrical tilting and warping of the parts. The die pressure center offset is mandated by LS Manufacturing's central exclusive calibration standard tobe kept within 5 mm of the slide center. This specification is much tighter than the industry average and often means a major increase in die life.
Engineering Solutions for Pressure Center Correction
There are a number of techniques that engineers can employ to adjust the pressure center of the entire mould and carry out veryaccurate stamping adjustmentsbased on the pressure center to make sure that the long-term stable operation of high-volume stamping service is possible.Main methods are:
- Revamping unoccupied workstationsin such a way as to modify the lateral load distribution and thereby reduce the eccentricity.
- Utilizing a stepped punch height type of construction toscatter top shear loads and reduce instantaneous tilting moments.
- Installing balancing punches to neutralize load inequalities on one side and so achieve overall load centering.
By designing a load balance properly one can take therisk of dimensional fluctuations during mass productiondown to a minimum and so improve the batch consistency of precision metal stamped parts.
Case Study: How LS Manufacturing Engineered a Custom Medical Shielding Enclosure With a Zero Scrap Progressive Workflow?
For a precision stainless steel shielding enclosure of a Fortune 500 medical equipment manufacturer (annual demand of 120,000 pieces), ourcustom metal stamping serviceprovided a tailor-made solution byinnovating the continuous die strip layout to realize a carrier-free boundary overlap design, thereby helping the client save 28% of pure material costs.
Client's Original Problem
The client's original plan was to manufacture a medical-grade SUS316L shielding component of 0.4mm thickness via conventional continuous stamping. This was amedical device stamping manufacturingsetting that requirednot only a scratch-free surface but also adequate flatness. Yet, the component was so asymmetrical that double-sided strip layouts which other suppliers had designed led to 34.5% of the stainless steel turning into scrap. On top of that, the flatness of the part exceeded 0.15mm due to the release of internal stress, and thisgave rise to the assembly scrap rate that was always high. The traditional custom metal stamping service could not meet both the cost and precision requirements.
LS Manufacturing Solution
Without relying on any theoretical assumptions, we considered irregular shaped,flat components could be structurally better than standard layouts. Led by the senior vistours engineering team, the use of finite element analysis to simulate the material flow helped to ignore the long-standing issue by coming up with the "carrier-free central single-chain bridge" progressive die stamping design.
At the same time,a reverse local stress compensation leveling punch was introduced at the penultimate. Station forstress relief stamping calibration, and inside the mold a multi-point fiber optic infrared displacement detection system was set up. We kept the strip tension fluctuation at ±2N level. This guaranteed the high-speed transmission stability of the carrier-free structure.
Project Results and Value
- The first mold trial resulted in a workflow without any scratching, a rarity in the industry.The rate of material utilization was raised from 65.5% to 93.8%, and this totally did away with the waste on the edges.
- The flatness of the component was measured regularly at ±0.04mm, which iswell below the strict ±0.05mmallowed for medical grade stamping.
- The production efficiency was held steadily at 140 SPM (strokes per minute), and this was a complete proof in the metal stamping services context of cost reduction and efficiency improvement potentials.
- The benefits that arose from the project are the client saving $42,000 annually in raw material procurement costs, and also100% online quality inspection and the delivery without inspection of batches of parts.
Eventually, the client made a decision to place an exclusive long-term mass production order for this product line.
If you also have high-cost, high-precision stamping projects,you can upload your 3D drawings to receive a customized quote. We will provide you with a complete solution including layout plans and cost details, helping you obtain high-qualityprecision metal stamped partsin bulk.

Why Choose LS Manufacturing As Your B2B Contract Custom Metal Stamping Service Manufacturer In China?
Located in Humen, Dongguan as a source manufacturer and our home town is the industrial and civilian manufacturing sectors, our custom metal stamping service relies ona 25T-400T precision high-speed stamping press matrix, and the IATF 16949 system, working hard to help you overcome all complex stamping engineering challenges.
The Cost Value of Pre-Production Metal Stamping (DFM) Collaboration
LS Manufacturing is not going to cheap out at low prices. Instead, it focuses on the combination of pre-production DFM collaborative R&D, professionalDFM stamping optimization. At the design stage, mold flow analysis assists customers inoptimizing wall thickness, bend radius, and depth of stretch, thereby preventing potential changes after the mold is opened and reducing the cost of project trial & error as well as the duration. Compared to platform-based service providers, our physical factory enables the direct implementation of technical solutions, which helps toeliminate the problem of a solution-production disconnect and guarantee the effectivenessof custom metal stamping services.
Delivery Guarantee with End-to-End Quality Control
To maintain dimensional consistency throughout millions of production parts, we have coordinate measuring machines, precision digital projectors, and fully automated online SPC stamping quality monitoring equipment. Being the original manufacturing plant,our main advantages are:
- Technical support team on-site:Response time to technical requests is 40% faster than platform service providers, which allows for quick repetition of stamping tooling design.
- Production done in-house for all processes:Costs can be controlled more accurately and with more transparency throughout the whole product lifecycle.
- Collaboration between processes on a large scale:Can be utilized for surface treatment as well as assembly processes that follow.
Our well-established production line setup reliably covers the delivery requirements ofhigh volume stamping service, and our customers' large-scale procurement plans are also met on capacity. Quality traceability for the entire process has been put into place, whichenables product batches to be traced back to raw materials and production stations if necessary. The operating system comprised of comprehensive technology and quality control keeps the metal stamping service process under control at every stage.
If you would like to learn more about mass production implementation cases in the industry,pleasecontact usto obtain a collection of project case studies on precision metal stamped parts, and refer to the process solutions and cost reduction results of similar products.
FAQs
Q1: What is the exact economic break-even production volume between progressive and transfer die stamping?
If you purchase less than 30,000 conventional precision stamped parts per year, transfer die stamping will give you a back-to-back higher rate of return. However, once the annual production volume surpasses the critical threshold of 50,000 to 80,000 pieces,the piece cost with progressive dies is going to drop much. You cansubmit your drawingsto get a price, and we will work out what the exact price is for your batch size.
Q2: Can you run standard transfer die tooling structures inside a single progressive stamping press machine?
If only the total length of the press table and the total closed height stroke pose no constraint, several independent single-operation engineering dies could be installed in the same long-bed press by the addition of a multi-station three-dimensional servo robot, which wouldsimulate the operation of a complete and efficient transfer die stamping production line.
Q3: How does material strip thickness limit the mechanical performance of progressive die carrier webs?
When the metal coil thickness is less than 0.15mm, with high-speed drawing or bending strokes in continuous stamping, the ultra-thin strip overlap will get unstable, locally twisted and, at best, become split and broken due to in reality theycannot withstand the alternating shear and tensile stress of the punch, so completely interrupting the continuous feed.
Q4: Why do transfer dies a lot outperform progressive dies in titanium or metal alloy material utilization?
Because progressive dies need to keep a non-recoverable connecting overlap thickness for each station along the entire long strip however transfer stamping canuse a nesting cutter with very high precisionto cut the expensive titanium alloy sheet into individual blanks in the first operation, the scrap rate of costly raw materials being so almost zero.
Q5: What specific part dimensions restrict high-volume progressive die stamping lines from processing large-scale automotive parts?
When the single-sided dimensions ofa metal stamping part go beyond 400mm and the total drawing depth is over 100mm,the large overall die set of progressive dies will excessively load conventional equipment with self-weight, bending stiffness, and press table length. So, a split-line transfer die stamping system has to be implemented.
Q6: How does severe metal part springback alter the design choice between progressive and transfer die stamping systems?
If it's a high-strength steel part with the springback of the worst kind, like DP980, the transfer die stations each feature a very high degree of spatial adjustability so that it is possible tocarry out a number of fine-tune compensations for a single forming process. Progressive dies' stations being compact, they raise the difficulty of engineering and the risk of mold modification for later changes.
Q7: What types of secondary automation features can be seamlessly integrated directly inside transfer die stations?
In transfer stamping, parts at each station are in a free state as they are no longer bound to the continuous material strip.This helps the integration ofin-die servo tapping machines, riveting hardware studs and sliders, or 3D optical full-inspection equipment. Also, the secondary assembly workshop processes are not needed, this way effectively enhancing production integration.
Q8: How do misfeed detection electronic sensors protect premium progressive stamping tooling sets from catastrophic die crashes?
Highly sensitive sensors are installed at the main guide pins of the progressive die.In case the material strip is not correctly positioned, the system can send a braking command to the press clutchwithin 5 milliseconds, locking the slider to prevent die breakage and damage caused by the stacked material during stamping.
Summary
When deciding on continuous stamping or robotic transfer stamping, it is a complex engineering challenge that involves the product's shape, the break-even minimum order quantity, and the overall life-cycle cost of the raw materials. Progressive dies are the mainstay for tiny, high-volume precision parts at super-high production rates of 100-300 SPM with very low variable costs per piece. In contrast, transfer dies, through their more flexible geometry, arefantastic at deep drawing, large irregular shaped parts, and minimizing the material waste of expensive alloys.
Picking a mold design randomly without doing the Design for Manufacturing (DFM) of the part can cause expensive corrections later on. The main engineering team at LS Manufacturing is always willing to give you free, detailed technical evaluations. Justgive your 3D stamping part design drawings(STEP/IGS/CAD apple-compatible formats) to the engineering team, and we'll offer a full solution within 24 hours,including strip layout feasibility, tonnage calculation, and mold budget, assisting your new products to hit the market fast with top quality and cost competitiveness.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
