
バリフリーレーザー切断サービスプロセスパラメータと事前設計管理 (DFM) を非常に高度に制御することにより、バリやバリエッジのない板金切断で非常に正確に製造する必要があります。これにより、次のような従来のレーザー切断の主な問題が解決されます。二次研削にかかる非常に高いコストと、不適合による大きなリスク特に高精度の産業では。医療、自動車、航空宇宙などの業界では、エッジのバリの存在は、組み立ての精度や清浄度基準への準拠に影響を与えるだけでなく、最悪の場合、製品の故障を意味することがよくあります。
この記事では、物理的な仕組みについてわかりやすく説明しています。バリゼロカット達成できる。溶融池、ガス流場の設計、統合後処理の概念もカバーしており、設計エンジニアが製図段階で安定したエッジ品質を得るのに役立ちます。

バリのないレーザー切断サービスの主なパフォーマンスの概要
| 材質の種類 | アシストガスと圧力 | 臨界開口率(開口:厚さ) | 刃先粗さ Ra 範囲 | バリコントロールレベル |
| SUS304ステンレス鋼 | 99.999% N₂、1.6MPa | ≥1:1 | 0.8~1.6μm | ゼロスラググレード |
| 1050-H14 アルミニウム合金 | 99.999% N₂、1.8MPa | ≥1.2:1 | 1.6~3.2μm | マイクロバリグレード |
| SPCC 冷間圧延炭素鋼 | O₂、0.3MPa | ≥1:1 | 3.2~6.3μm | ライトスラググレード |
| TC4チタン合金 | 99.999% Ar、2.0MPa | ≥1.5:1 | 1.6~3.2μm | ゼロスラググレード |
重要なポイント
- 堅牢な公差制御:バリのないレーザー切断を確実に行うには、最適な開口率を 1:1 以上に維持する必要があり、炭素鋼の表面粗さはRa 1.6 ~ 3.2 μm の範囲で制御。
- ガス選択戦略:反射率の高いステンレス鋼やアルミニウム合金の切断には、高圧 N2 を使用して行う必要があります。1.4~1.8MPa切り口に酸化物層やスラグがなくなるようにします。
- ワンストップ調達のメリット:エルエス・マニュファクチャリングは、レーザー切断DFMのメンテナンスと高精度の後処理サービスにより、ホール生産コストを35%変更します。
バリのない切断ソリューションとして LS Manufacturing の精密レーザー切断サービスを信頼できる理由
10 年以上にわたり、当社は精密板金加工に専念してきており、当社のすべての精密レーザー切断サービスは大規模生産において何度も信頼されてきました。
をベースにさまざまな装備のアップグレードを試みました。自動車燃料フィルターのエンドキャップ製造における当社の経験しかし、それだけではバリを完全に除去することを保証できないため、プロセスのエンドツーエンドのコラボレーションと組み合わせた製造向け設計 (DFM) 制御が不可欠です。当社のプロセスシステムは次のとおりですISO 13920-B 公差基準とすべての量産プロセス標準化のもとで管理されています。
当社では、研究室で材料、圧力、細孔サイズの比較テストを大量に実施し、その後、次のことを可能にするプロセス パラメータ データベースを開発しました。さまざまな材質に最適な切断ソリューションをすぐに提供します。当社の製造システムは、次の要件を満たすことも認定されています。IATF 16949原材料検査から実物大製品の最終検査に至るまで、あらゆる段階で追跡可能な品質記録を持つ自動車品質管理システム。
標準パラメータのみを複製する一般的な組立工場とは異なります。、各図面のカスタマイズされた製造可能性レビューを通じて、最初にバリの潜在的なリスクを特定し、これにより、後の再作業コストの削減を支援します。
バリの切断によるコンプライアンスとコストの懸念に直面している場合は、無料の DFM 評価のために製品図面を提出してください。当社のエンジニアリングチームが提供しますカスタマイズされた最適化ソリューションと期待される歩留り向上24 時間以内に生産できるため、最初から大量生産のリスクを軽減できます。
精密レーザー切断サービス中に金属部品にエッジバリが発生するのはなぜですか?
バリや小さな残留物精密レーザー切断サービス少量の溶けた金属が再凝固し、切断部分の底に固着することで発生します。 それは通常起こります熱が局所的に集中したり、表面張力のバランスが崩れた場合。通常、主な原因は、ガス圧力が低いこと、ノズルの焦点が合っていないこと、または減速コーナーでの負荷により金属の凝固が発生することです。
メルトプールの熱力学および流体力学メカニズム
MIR ビームは金属表面に溶融金属のプールを形成します。アシストガスは液体金属を吹き飛ばし、切り傷を保護するのにも役立ちます。精密レーザー切断サービスの最終エッジ品質を正確に制御するには、レーザー切断の溶融プールのダイナミクスを完全に理解する必要があります。
- ガス圧力が十分でない場合、液体金属は切り口から完全には排出されず、残った液滴が底に蓄積します。これはスラグと呼ばれます。
- ノズルの高さが焦点にない場合、ビームのエネルギー密度が低下し、溶融池の温度が不均一になり、溶融金属の粘度の増加を引き起こす。
- コーナーで切断パスが減速すると、局所的な入熱が大幅に増加し、溶融金属の量が空気流のパージ能力を超えます。
スラグ形成に対する材料特性の影響
さまざまな材料の熱伝導率、融点、酸化物特性バリの形状や除去のしやすさに影響します。適切な選択レーザー切断材料パラメータこれは、レーザー切断 DFM 用のさまざまな設計ルールを作成するための基礎です。
- 高温になると、ステンレス鋼中のクロムとニッケルが酸化物を生成し、融点が非常に高い。窒素の純度が十分でない場合、形成されるスラグは硬くなります。
- アルミニウム合金は熱伝導率が高く、溶融池は非常に急速に冷却されます。エアフローのパージに一定の遅れが生じるだけ金属が固まって切り口の底にくっつきます。
- 炭素鋼を酸素で切断すると、発熱酸化反応が金属の溶解に役立ちます。酸素純度が十分でない場合、酸化鉄スラグが形成されます。
もっと簡単に言えば、壁を掃除する高圧水鉄砲のようなものです、水圧や角度が適切でないと、うまく洗浄できず、切断バリが残ります。

図 1: レーザー切断された金属部品の拡大図。切断プロセス中に形成されたエッジのバリが示されています。
エンジニアはバリのない板金製造のためにスロットと穴の形状をどのように最適化できるでしょうか?
バリのない設計のレーザー切断本質的には、壁厚比の制限とフィーチャー間隔の規制を遵守することが重要です。穴の最小サイズは次のとおりです。少なくとも板厚と等しい (1:1)、通常、ビームの速度が低下して熱が蓄積するのを防ぐために、板厚 0.5 のコーナー半径が追加されます。
開口率と肉厚の設計基準
プレートの厚さと比較した開口部のサイズによって、ガスが通過するかどうかが決まります。切断に役立ちます 切断面を適切に流れて、溶けた金属を除去できます。これは、レーザー切断 DFM システムにおける主要な幾何学的制御要素であり、レーザー切断の設計制御における重要な項目です。レーザー切断穴の形状。
- 開口部が板厚よりも小さいと、カーフの内部空間が狭くなり、空気の流れが妨げられ、バリの発生率が3倍以上増加します。
- 厚さ 1.0 ~ 3.0 mm の非常に薄いプレートの場合は、次のことをお勧めします。開口率を1.2:1以上に制御安定したバリゼロの結果が得られます。
- 狭いカーフ設計を扱う場合、カーフ幅は次のようにする必要があります。板厚の0.8倍以上そうしないと、スラグが継続的に蓄積されてしまいます。
コア材料のレーザー切断用の DFM パラメータ マトリックス
| 材質グレード | 補助ガス圧 | 最小開口率 | 最小遷移フィレット | 刃先粗さRa | バリ防止対策 |
| SUS304 | 1.6MPaN | 1:1 | 板厚0.5 | 0.8~1.6μm | 高圧パージ + コーナー最適化 |
| 1050H14 | 1.8MPaN | 1.2:1 | 板厚0.8 | 板厚0.8 | パルス穿孔 + 円形パス |
| SPCC | 0.3MPa ○ | 1:1 | 板厚0.3 | 3.2~6.3μm | 酸素富化切削+低速仕上げ加工 |
| TC4チタン合金 | 2.0MPa Ar | 1.5:1 | 板厚1.0 | 1.6~3.2μm | 不活性保護 + 分割切断 |
サーマルブリッジ効果とフィーチャ間隔の制御
隣接する切断パスが近すぎると、熱が放散されず、「熱橋効果」を生み出すその結果、局所的な温度が継続的に上昇します。レーザー切断による熱ブリッジ制御は、複雑な構造を設計する際に不可欠な部分です。カスタムレーザー切断ソリューション。
- 2 つの切り溝の間隔がプレートの厚さの 1.5 倍未満である場合、熱ブリッジ効果が認められ、切断端に多数の微小バリが発生します。
- 穴アレイ設計での熱の蓄積を避けるには、穴の間隔は少なくともプレートの厚さの 2 倍にする必要があります。
- 複雑な輪郭の場合は、部品の輪郭に過熱した溶接点が残らないようにするため、段階的なリード線設計が実装される可能性があります。
簡単に言うと、熱ブリッジ効果は 2 本のろうそくが近づきすぎるようなもので、相互作用による熱により金属が過度に溶けてバリが形成されます。完全なレーザー切断 DFM 設計ホワイトペーパーを入手するには、当社のエンジニアリングチームにお問い合わせください。

図 2: さまざまな形状のスロットと穴を表示する、レーザー カットされたさまざまなシート メタル パーツ。
ステンレス鋼の完璧なエッジ品質の最適化を保証するアシストガス圧力プロファイルはどれですか?
中心にエッジ品質の最適化ステンレス鋼の切断面の使用は、99.999% の高純度窒素と 1.4 ~ 1.8 MPa でのノズルエアフロー圧力の安定化の組み合わせ。このアプローチでは、溶融した無酸素金属の液滴を即座に除去する高エネルギーのジェットを使用します。
酸素切断と窒素切断の動力学的違い
酸素と窒素は 2 つの異なる切断方法を意味します。詳しい人はレーザー切断補助ガスの選択これは、ステンレス鋼の切断面のエッジ品質を最適化するための基本です。
- 酸素切断には、酸化反応による金属の発熱溶解が含まれます。それが高い切断速度の理由ですしかし、切断面には酸化物層と酸化鉄スラグが残ります。
- 窒素切断は、溶融金属を直接除去する高圧空気流に基づいています。つまり、冷間切断です。酸化層がなく、より新鮮な刃先が得られます。。
- ステンレス鋼の厚さが 3mm より厚い場合は、切断面の底部に不純物が付着しないように窒素圧力を 1.6MPa 以上に上げる必要があります。
ノズル流量分布とスラグ生成の関係
空気の供給パターンと速度分布は、レーザー切断のパージ効率に影響を与える主な要因。レーザー切断ノズルの構造はこれらの要因を決定し、流れ場を最適化することは、安定したバリのないレーザー切断サービスでより良い結果を直接得ることにつながります。
- 亜音速ノズルは次の用途に適しています。薄い板を切る安定した風速を提供できるからです。しかし、厚い板では、切り溝内の膨張波が発生する可能性があります。 急激な圧力低下を引き起こしやすい。
- 超音速ノズルは、厚いプレートの切り溝内で気流速度を高く保つことができるため、より強力なパージを提供しますが、正確な焦点を選択することがより要求されます。
- 切り溝に存在する微細構造が空気の流れの開口部を妨げると、切り溝に衝撃波が発生し、その時点での圧力は0.5MPaを下回ります。、これは底部スラグの形成が始まるポイントです。
オーダーメイドのエアフローパラメータ調整が必須レーザー切断ソリューションに。 LS Manufacturing lab の独自のテスト データによると、窒素圧力を 1.4 MPa から 1.7 MPa に高めることにより、2 mm ステンレス鋼の底部バリ率が 12% から 0% に低下することが示されています。
簡単に言えば、衝撃波が発生する気流が障害物に遭遇するときは、水が非常に速く動いて岩にぶつかるのと同じです。乱気流が生まれます。衝撃力が急激に失われるため、溶融金属は完全には除去されません。
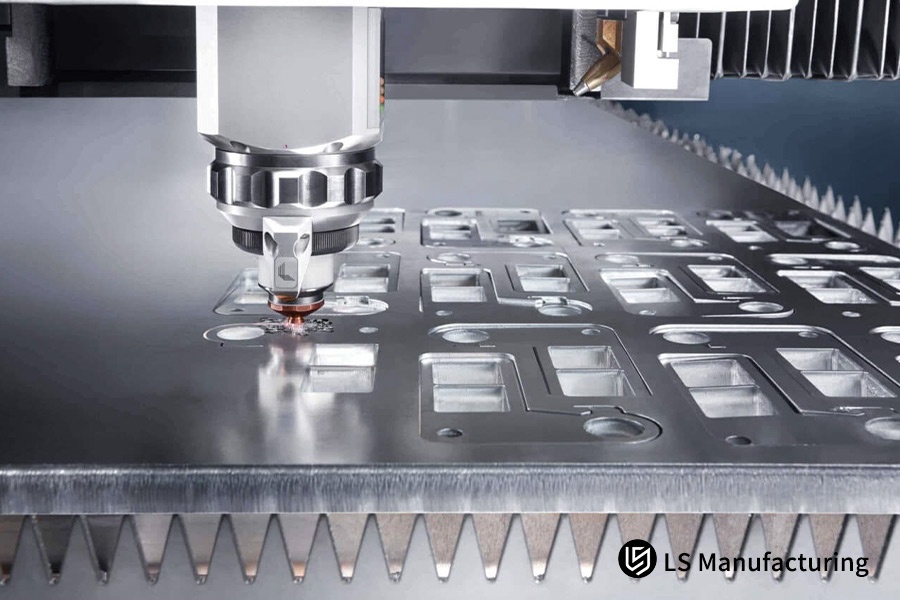
図 3: アシストガスを使用してステンレス鋼シートを加工する、稼働中の CNC レーザー切断機。
高度なレーザー切断 DFM 技術は、高反射率金属の熱変形を防ぐことができますか?
レーザー切断DFM何よりもまず、アルミニウム合金や銅などの高反射率金属を処理しながら、熱変形やエッジの欠けを最小限に抑えることに重点を置いています。パルス穿孔とリング状の振幅分割パスの組み合わせ。これにより、従来の連続波切断と比較して、高反射率の影響を受けやすい領域への入熱が 45% 以上減少します。
高反射率材料の故障メカニズム
高反射率金属の独特の物理的特性が、普通鋼よりも高い切削難易度。反射率が高いことも理由です。高反射率金属のレーザー切断レーザー切断 DFM の特殊なケースとして扱われます。
- アルミニウム合金と銅の熱伝導率は炭素鋼の 3 ~ 5 倍です。これにより、レーザー光源から発生した熱が速やかに基材に分散され、これにより、溶融池の温度が不十分なレベルまで低下します。
- この材料はファイバーレーザー光に対する吸収性が低く、反射光が光ファイバー経路に損傷を与える可能性があり、その結果、機器の寿命が短くなる可能性があります。
- アルミニウムは溶けると、粘度が非常に低く、非常に急速に冷却することができます。すぐに掃除しないと、ゼラチン状のバリが形成され、切り口の底にくっつきます。
熱歪み制御のための DFM 設計ソリューション
設計を微調整することで、反射性の高い素材の切断が容易になり、エッジの品質も向上します。実施レーザー切断の熱歪み制御ですこれは、カスタムレーザー切断ソリューションの主な技術的強みの 1 つです。
- カットの開始時にパルス穿孔技術が適用され、エネルギーが徐々に増加し、連続光による直接照射によって生じる可能性のある強い反射が回避されます。
- コーナープロセスの補充ループビーム減速による熱の蓄積を防ぎ、安定した気流を維持するために導入されました。
- 部品は、切断プロセス中の反りを避けるためにマイクロ接続設計によって固定されており、寸法公差は±0.03mmで安定しています。
- 部品をマトリックスに配置する場合、隣り合う部品での熱影響の重なりを防ぐために、プレートの厚さの少なくとも 2 倍の放熱安全距離が確保されています。
これらは量産中にテストされており、高反射率材料の精密レーザー切断サービスの歩留まりと安定性を向上させることができます。実際にこれらのメソッドを実装することで。
突発的なスラグ付着の問題が発生した場合、当社独自のトラブルシューティング方法は次のとおりです。まず焦点オフセットが±0.1mm以下であることを確認し、次に原因の80%を占める窒素純度と圧力を確認します。

図 4: 熱変形を最小限に抑えるための高反射率金属の DFM の精密レーザー切断。
複雑なカットアウトの微小なバリを除去する際に、自動精密仕上げサービスはどのような役割を果たしますか?
微細部品の場合、レーザー技術の改良だけではミクロンレベルの分子応力バリを完全に除去することはできません。医療および自動車の高精度向け。さらに、自動化された精密仕上げサービスそのうち化学研磨と流体振動研削は併用して行う必要があります。
さまざまな後処理技術におけるバリ取り効率
さまざまな後処理技術により、部品のさまざまな精度レベルや形状が達成されるため、レーザー切断による後処理のマッチングにより、ミクロンレベルのバリのない仕上げが保証されます。
精密後加工バリ取り効率比較
| プロセスの種類 | バリ取りサイズ | エッジ丸め範囲 | 適用材料 | 寸法公差の影響 | 量産効率 |
| 電解研磨 | 1μm以上の微細バリ | 0.05~0.1mm | ステンレス、チタン合金 | ≤±0.005mm | 中 |
| 蛍光振動粉砕 | ≧10μmのバリ | 0.1~0.2mm | すべての金属 | ≤±0.02mm | 高 |
| 化学的不動態化 | ≧0.1μmの酸化バリ | 明らかな丸めなし | ステンレス鋼 | ステンレス鋼 | 高 |
| タンブル研削 | ≧50μmのスラグ保持率 | 0.2~0.5mm | 炭素鋼、アルミニウム合金 | ≧±0.05mm | 非常に高い |
量産における後処理方法のコストバランスポイント
レーザープロセスの強化と後処理に大きく依存する可能性のある大量生産は、総合コストはあまり減らない。一方で、彼らは次の問題を解決しています。レーザー切断による量産コスト。ただし、レーザー切断後処理サービスは、メーカーが複数の工場間の連携に伴う隠れたコストを回避するのに役立ちます。
- 部品のバリ許容サイズが0.05mm以上の場合は、まずレーザー加工によるバリ除去をご検討ください。実際、全体のコストが 20% 削減されます。、後処理加算によるものとの比較。
- 要件がミクロンレベルでのみバリを除去することを必要とする場合、レーザーと自動後処理を組み合わせた総製造コストは次のようになります。レーザーパラメータ設定を上げようとするコストよりもはるかに安価です。
- 共同プロセス設計を通じて、工場ベースのメーカーは、マイクロバリ段階に至るまでレーザーエッジの精度を制御することができます。つまり、彼らは顧客を簡単に満足させることができます最小限の後処理を使用します。
生産コストを計算するための一般的な式は次のとおりです。
単位あたりの生産コスト = 切断期間 単位機械時間コスト + 後処理アイテムの数 単位処理コスト - 歩留まりの向上による損失の削減。
できます部品図を提供すると品質要件、そして私たちのチームはさまざまなプロセスルートのコスト計算を無料で提供します、精密仕上げサービスソリューションを組み合わせています。
ファイバーシステムと CO2 システムの選択は、工業用バリレス切削公差に直接どのような影響を及ぼしますか?
1.06 μm という短波長とファイバー レーザー スポットの非常に高いエネルギー密度により、ファイバー レーザーは精密レーザー切断サービスに使用されます。波長 10.6 μm の従来の CO2 レーザーよりもはるかに少ないバリの発生小から中程度のサイズの穴を備えた 6 mm 以下の薄いプレートを切断する場合、切り口幅は 0.08 mm 程度になることがあります。
ビーム品質がカーフエッジの形態に与える重要な影響
カーフ直角度とエッジ平滑性はビームモードと集束スポット径の影響を直接受けます。。したがって、効果的な制御レーザー切断ビームの品質これは、精密レーザー切断サービスのエッジ品質の向上に向けた主要なステップです。
- ファイバーレーザーの M ファクターは通常 1.2 未満です。これにより、ガウス エネルギー分布、均一な切り口幅、および底部のスラグが最小限に抑えられます。
- CO レーザーの場合、通常、M ファクターは 1.5 ~ 2.0 の範囲にあり、これは不均一なエネルギー分布と、上部が広く下部が狭いカーフ テーパーに対応します。
- ファイバーレーザーには次のような利点があります。集光スポット径が小さくなり、エネルギー密度が高くなります。その結果、溶融プールの体積が小さくなり、制御可能になり、バリの形成が少なくなります。
各種板厚における加工能力の比較
プロセス能力に関する限り、プレートの厚さの範囲の違いは、2 種類の装置の長所と短所を明確に示しています。レーザー切断厚さの適応最適な機器ソリューションを追求することは、カスタムレーザー切断ソリューションの最も基本的な機能の 1 つ。
ファイバーレーザーとCOレーザーの切断能力の比較
| 機器の種類 | 波長 | 典型的な M ファクター | 薄板(6mm)のバリ率 | 厚板(12mm)のバリ率 | 最小ナイフ幅 | 処理効率 |
| 10,000ワットのファイバーレーザー | 1.06μm | ≤1.2 | ≤0.2% | 8-12% | 0.08mm | 3つ折り |
| 高出力COレーザー | 10.6μm | 1.5~2.0 | 5~8% | 3~5% | 0.15mm | 1倍 |
- 6mm以下の薄板の場合、ファイバーレーザーは、バリの制御において CO レーザーを大幅に上回り、加工効率も 3 倍高くなります。
- 10mm以上の厚板用、CO レーザーはより優れた切断直角度を可能にし、わずかに賭けられます。ファイバーレーザーよりバリの低減に優れています。
- LSマニュファクチャリングが採用ライン全体に 10000 ワットのファイバー レーザー システムを搭載6mm以内の薄板のバリゼロ量産を安定して実現し、信頼性の高いバリレスレーザー切断サービスを提供します。
世界の調達リーダーは、サプライ チェーンを圧縮するために統合レーザー切断後処理サービスを優先する必要があるのはなぜですか?
ワンストップで一貫メーカーを選ぶレーザー切断後処理サービスこの機能は、工場間の輸送による損傷のリスクを制限する良い方法であると同時に、プロジェクト全体の納期を 35% ~ 50% 短縮。
個別調達モデルの隠れたコストを分解する
のような従来の個別調達モデル「A工場切断、B工場バリ取り、C工場表面仕上げ」必然的に多額の隠れたコストが発生します。レーザー切断の後処理サービスを廃止すると、レーザー切断がさらに細分化された調達になるリスクが高まります。
- 最小注文数量が複数あるとコスト摩擦が生じる。各サプライヤーは、小ロット注文のコストを十分に低く抑えるために、一定の最低発注数量を要求するため、コストが上昇します。
- 異なる工場が異なる品質検査基準を持っていると、品質上の問題が発生したときにサプライヤーが文字通り「責任を放棄」する状況が発生する可能性があり、その結果、コミュニケーションとやり直しのコストが増加します。
- 輸送中の在庫残量や複数の工場移転により配送サイクルが長くなり、より多くの在庫資本が固定され、より多くの管理労力が必要になります。
統合製造のサプライチェーン価値
工場内一貫生産モデル複数の方法で購入者の価値創造のためのプラットフォームを提供する。開発中レーザー切断の統合サプライチェーン切断と後加工の工場内プロセスの相乗効果の鍵となります。
- 統一された品質基準の下で作業します。全工程が工場内で完結するため、管理基準は一貫しており、トレーサビリティーも強力です。
- 配信サイクルが短縮されます。工場間の輸送や接続に伴う時間要因を取り除くことで、全体的な配送サイクルの 35% ~ 50% の短縮。
- 全体的なコストの削減:転送がなくなり、品質検査が繰り返されることで、全体の調達コストが 30% 以上削減されます。
フルプロセスの工場内統合により、精密レーザー切断サービスの納品の安定性と品質の一貫性が保証されます。プロジェクトの要件と図面を提出できます。統合ソリューションに基づいた完全な量産見積りを提供します、サプライチェーンサイクルを短縮し、全体的な調達コストを削減します。
ケーススタディ: LS Manufacturing はどのようにして自動車 Tier-1 サプライヤーに欠陥のないステンレススチール製燃料フィルター キャップを提供しましたか?
顧客の課題
世界有数の自動車 Tier 1 サプライヤーは、厚さ 1.5 mm の SUS316L ステンレス鋼製の自動車燃料フィルターのエンド キャップを大規模に生産していました。製品は高密度に梱包されており、直径わずか1.2mmの高精度な微細孔。以前のサプライヤーの刃先は大量の頑固な堆積物を生成しており、サイズが 0.15 mm を超える酸化物の層が形成されていました。
超音波洗浄にもかかわらず、粒子は剥がれ続け、わずかな痕跡しか残らなかった。これは、VDA 19 清浄度基準の重大な違反とエッジ品質に対する非常に厳しい要件の自動車部品のレーザー切断規格は非常に明白でした。この製品はコンプライアンスの危機に瀕しており、バッチ全体が返品されました。
LS製造ソリューション
LSマニュファクチャリングの技術チームの関与により、プロセスフローが完全に変更され、レーザー切断DFM最適化プロトコルを深く実装し、エンドツーエンドで制御され、レーザー切断フルスタックプロセス。
- 幾何学的レイアウトの修正は、小さな穴の近くの熱応力安全率を改善するために行われ、これにより設計点からの熱ブリッジ効果を回避します。
- 12000W高精度ファイバーレーザー切断機を完成、さらに自社開発の1.7MPa超高圧純度99.999%N流場システム、無酸素コールドストリッピングを短時間で完了します。
- 全自動の液体研磨プロセスと超音波脱イオン洗浄プロセスを中断することなく接続し、ミクロンレベルの残留物を徹底的に除去します。
結果と価値
総合的にカスタマイズされたプロセスソリューションにより、自動車エンドカバーカットのバリ高さは100%0.00mmに抑えられました、50倍の顕微鏡で完全に痕跡がなく、エッジの粗さはRa 0.4μmです。また、お客様は VDA 19 清浄度認定を取得することができ、レーザー切断の歩留まりを向上させ、72% から 99.8% に引き上げます。工場間での後処理を排除したことで、ユニットあたりの総調達コストが 41% 削減され、同時に納品サイクルが 42% 短縮されました。
もしそうなら同様のバリゼロのシートメタルのニーズがある場合、お願いします弊社のエンジニアリングチームにお問い合わせください相談のため。当社は、量産プロジェクトでの経験とカスタムレーザー切断ソリューション機能を組み合わせて、お客様向けに独自のプロセスソリューションをカスタマイズします。

よくある質問
Q1: バリやスラグが発生しないレーザー切断で可能な最小の開口はどれくらいですか?
切断中の過度の焼けや大量のスラグの付着を避けるために、最小口径と板金の厚さは次のとおりである必要があります。1:1の黄金比を厳密に維持。これにより、強力な加圧アシストガスが切り口を容易に通過し、すべての溶融金属を効果的に除去できます。
Q2: 標準的な窒素切断では、カスタム アルミニウム合金プロファイルに粘着性のあるマイクロバリが発生する場合があるのはなぜですか?
アルミニウム合金は、融点が低く、熱を伝導する能力が非常に高いという特徴があります。ファイバーレーザーの焦点が±0.1mm程度ずれていたり、窒素圧力が1.5MPaに保たれていなかったりすると、溶けたアルミニウムはすぐに冷えてしまいます部品の下端に再び付着します。
Q3: レーザー切断 DFM によって最適化された部品の表面粗さの数値は、従来のウォータージェット切断によって生成されたものとどのように比較されますか?
実際にはウォータージェット切断にはまったくバリがありませんが、当社の強化された高精度ファイバーレーザー切断と工場内の全自動振動研削を組み合わせることで、Ra 1.6μmの刃先粗さを実現できます。処理速度を4倍に向上させ、水分汚染のリスクを完全に排除します。。
Q4: 精密仕上げサービスでは、部品の寸法をメルトダウンさせることなく、炭素鋼から大量のレーザー スラグを完全に除去できますか?
重いレーザースラグは研削を使って削り取ることができます。それでも、重い機械ローラーや手研ぎでは、非常に正確な直線公差が簡単に損なわれる可能性があります。 LS Manufacturing の酸素富化 DFM 切断プロセスによって最初からバリを防止することは、より安全なエンジニアリング ソリューションです。
Q5: LS Manufacturing がカスタム レーザー切断ソリューションの価格を正確に計算するために参照する構造仕様は何ですか?
お客様からお送りいただいた3D STEPまたは2D DXF図面を検討し、厳格な評価を行う直線切断の全長、穴の総数、材料市況の変動、自動バリ取り工程の有無などを考慮し、最終的には正確な見積もり。
Q6: 化学的不動態化などのレーザー切断後処理サービスは、完成品のエッジをフラッシュ錆からどのように保護しますか?
溶融高温レーザーステンレス鋼プロセス中の切断端では、クロム含有量はわずかに減少します。当社の工場で統合された後処理化学不動態化処理により、酸化クロム不動態化層が完全に復元され、完成品エッジの安定した耐食性と防錆性が確保されます。
Q7: LS Manufacturing が量産時に管理できる典型的なエッジ寸法公差範囲はどれくらいですか?
工場内の 10,000 ワット多軸ファイバー精密レーザー システムと 24 時間体制のデジタル処理環境に基づいて、部品の直線位置公差が±0.05mmレベルに達することを保証します。これは、数万個の部品の大量生産における非常に高いプロセス安定性を示しています。
Q8: 精密レーザー切断前に表面をビニールフィルムで保護すると、上面エッジのバリが軽減または除去されますか?
まず、レーザーグレードの保護フィルムが板金表面に貼り付けられます。このステップは完全に上面のスラグ飛散、反射焼け、傷を除去します。一方、下面のバリは、当社の超高圧設計によるガス力学流場によって首尾よく除去されます。
概要
レーザー切断バリの除去は、単なる研削後のステップではなく、基礎となる設計形状 (レーザー切断 DFM)、ガス流場機構の制御、および統合された工場内表面仕上げを組み込んだ綿密な研究開発です。研究開発の開始時に最小開口率、機能間隔の最適化、高出力光ファイバーシステムの適応を正確に決定することで、設計エンジニアはスラグの発生源を効果的に最小限に抑えることができます。自動車用フィルターのエンドキャップの事例は、DFM 要件とワンストップ製造プロセスの組み合わせが、サプライ チェーンのコストを削減し、エッジのパフォーマンスを向上させる主な方法であることを強調しています。
回避できたはずの二次バリ取りや再加工のコストを節約したいですか?ざらざらしたバリだらけの切断面が製品のマージンを食いつぶし、ブランドの評判を傷つけるのを防ぎます。3D CAD図面を送信してください(.STEP、.IGS、および.DXF 形式をサポート) を LS Manufacturing デジタル エンジニアリング アセスメント システムに遅滞なく送信すると、当社のトップ プラン製造専門家が、無料のレーザー切断 DFM 製造可能性レポートと量産見積りを 24 時間以内に提供します。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト:https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。CNC加工、板金製造、3D プリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。www.lsrpf.com
