
Servicios de corte por láser sin rebabasdeben fabricar con mucha precisión con el corte de chapa sin rebabas ni bordes rebajados controlando en muy alto grado los parámetros del proceso y la gestión del prediseño (DFM). Esto resuelve los principales problemas del corte por láser tradicional comoCostes extremadamente altos para la molienda secundaria, así como enormes riesgos de incumplimiento.en particular en industrias de alta precisión. En industrias como la médica, la automotriz y la aeroespacial, la presencia de rebabas en los bordes no solo afecta la precisión del ensamblaje y el cumplimiento de los estándares de limpieza, sino que también afecta la precisión del ensamblaje y el cumplimiento de los estándares de limpieza.En el peor de los casos, esto suele significar el fallo del producto.
Este artículo es una explicación clara de cómo físicamentecorte sin rebabasse puede lograr. Incluso cubre los conceptos del baño fundido, el diseño del campo de flujo de gas y el posprocesamiento integrado, además de ayudar a los ingenieros de diseño a obtener una calidad de borde estable en la etapa de dibujo.

Descripción general del rendimiento clave de los servicios de corte por láser sin rebabas
| Tipo de material | Gas auxiliar y presión | Relación de apertura crítica (apertura: espesor) | Rango Ra de rugosidad del borde | Nivel de control de rebabas |
| Acero inoxidable SUS304 | 99,999 % N₂, 1,6 MPa | ≥1:1 | 0,8-1,6 µm | Grado de escoria cero |
| Aleación de aluminio 1050-H14 | 99,999 % N₂, 1,8 MPa | ≥1,2:1 | 1,6-3,2 µm | Grado de microrebaba |
| Acero al carbono laminado en frío SPCC | O₂, 0,3MPa | ≥1:1 | 3,2-6,3 µm | Grado de escoria ligera |
| Aleación de titanio TC4 | 99,999 % Ar, 2,0 MPa | ≥1,5:1 | 1,6-3,2 µm | Grado de escoria cero |
Conclusiones clave
- Control de tolerancia robusto:Para garantizar un corte por láser sin rebabas, la mejor relación de apertura debe mantenerse en 1:1 o más, y la rugosidad de la superficie del acero al carbono puede reducirse.controlado en el rango Ra 1,6-3,2 μm.
- Estrategia de selección de gas:El corte de acero inoxidable y aleaciones de aluminio con alta reflectividad debe realizarse utilizando N2 a alta presión de1,4-1,8MPapara que el corte quede libre de la capa de óxido y escoria.
- Ventaja de adquisiciones integrales:LS Manufacturing cambiará los costes de producción de la sala en un 35% mediante el mantenimiento del DFM de corte por láser con servicios de posprocesamiento de alta precisión.
¿Por qué confiar en los servicios de corte por láser de precisión de LS Manufacturing para soluciones de corte sin rebabas?
Durante más de una década, nos hemos dedicado totalmente al trabajo de chapa de precisión y todos nuestros servicios de corte por láser de precisión han sido confiados muchas veces en la producción a gran escala.
Hemos probado varias actualizaciones de equipos basadas enNuestra experiencia en la fabricación de tapas finales para filtros de combustible para automóviles.pero por sí solos no pueden garantizar la eliminación completa de las rebabas, el control del diseño para la fabricación (DFM) combinado con la colaboración de un extremo a otro del proceso es esencial. Nuestro sistema de procesos sigueISO 13920-B Estándares de tolerancia y todos los procesos de producción en masa.están controlados bajo la estandarización.
Hemos realizado una gran cantidad de pruebas de comparación de material, presión y tamaño de poro en nuestro laboratorio, después de lo cual desarrollamos una base de datos de parámetros de proceso que nos permiteProporcionar la mejor solución de corte en poco tiempo para diferentes materiales.. Nuestro sistema de fabricación también está certificado para cumplir con los requisitos de laIATF 16949Sistema de gestión de calidad automotriz, con cada fase, desde la inspección de la materia prima hasta la inspección final del producto de tamaño completo, con registros de calidad rastreables.
A diferencia de las plantas de montaje general que sólo duplican parámetros estándar, a través de revisiones de fabricabilidad personalizadas para cada dibujo, identificamos riesgos potenciales de rebabas al principio y de esta manera lo ayudamos a reducir los costos de retrabajo más adelante.
Si tiene dudas sobre el cumplimiento y los costos debido a las rebabas de corte, envíe los dibujos de su producto para una evaluación DFM gratuita. Nuestro equipo de ingeniería le proporcionaráSoluciones de optimización personalizadas y mejora del rendimiento esperado.en 24 horas, lo que le ayudará a reducir los riesgos de producción en masa desde el principio.
¿Por qué las piezas metálicas desarrollan rebabas en los bordes durante los servicios de corte por láser de precisión?
Rebabas o pequeños residuos enservicios de corte por láser de precisiónEsto sucede cuando una pequeña cantidad de metal derretido se vuelve a solidificar y se pega en la parte inferior de la parte cortada. Suele pasarcuando el calor se concentra localmente o la tensión superficial no está equilibrada. Las causas principales suelen ser la baja presión del gas, que la boquilla no esté enfocada o la carga en las esquinas de desaceleración, lo que provoca la solidificación del metal.
Mecanismos termodinámicos y fluidodinámicos del baño de fusión
El haz MIR hace que la superficie del metal forme un charco de metal fundido. El gas auxiliar ayuda a eliminar el metal líquido y también a proteger el corte. Para controlar con precisión la calidad del borde final de los servicios de corte por láser de precisión,Es necesaria una comprensión completa de la dinámica del baño de fusión del corte por láser.
- Si la presión del gas no es suficiente, el metal líquido no será expulsado completamente del corte y las gotas sobrantes se acumularán en el fondo, lo que se llama escoria.
- Si la altura de la boquilla no está en el punto focal, la densidad de energía del haz disminuirá y la temperatura desigual del baño fundido aumentará.Provoca un aumento en la viscosidad del metal fundido..
- Cuando la trayectoria de corte se ralentiza en las esquinas, la entrada de calor local aumenta drásticamente y la cantidad de metal fundido supera la capacidad de purga del flujo de aire.
La influencia de las propiedades de los materiales en la formación de escoria
La conductividad térmica, el punto de fusión y las propiedades de los óxidos de diversos materiales.influyen en la forma de la rebaba y en la facilidad de eliminación. Seleccionando el adecuadoparámetros del material de corte por láseres la base para crear diferentes reglas de diseño para el corte por láser DFM.
- A altas temperaturas, el cromo y el níquel en el acero inoxidable producirán óxidos quetienen puntos de fusión muy altos. Si la pureza del nitrógeno no es suficiente, la escoria formada será dura.
- Las aleaciones de aluminio tienen una alta conductividad térmica y el baño fundido se enfría con bastante rapidez.Sólo un cierto retraso en la purga del flujo de aire.Hará que el metal se solidifique y se adhiera al fondo del corte.
- El acero al carbono cuando se corta con oxígeno, la reacción de oxidación exotérmica ayuda a fundir el metal. Si la pureza del oxígeno no es suficiente, se formará escoria de óxido de hierro.
Más simplemente,Es como una pistola de agua a alta presión limpiando una pared., si la presión del agua y el ángulo no son correctos, no se limpiará bien y quedarán rebabas de corte.

Figura 1: Primer plano de piezas metálicas cortadas con láser que muestran rebabas en los bordes formadas durante el proceso de corte.
¿Cómo pueden los ingenieros optimizar las geometrías de ranuras y orificios para la fabricación de chapa metálica sin rebabas?
Corte por láser de diseño sin rebabasSe trata esencialmente de cumplir con los límites de relación de espesor de pared y las regulaciones de espacio entre elementos. El tamaño del agujero más pequeño debe seral menos igual al espesor de la placa (1:1), y generalmente se agrega un radio de esquina de 0,5 de espesor de placa para evitar que la viga se desacelere y se acumule calor.
Criterios de diseño de relación de apertura y espesor de pared
El tamaño de la abertura comparado con el espesor de la placa determina si el gas queayuda en el corte puede fluir adecuadamente a través del corte y eliminar el metal derretido. Este es el principal factor de control geométrico en el sistema DFM de corte por láser y un elemento clave en el control del diseño degeometría del agujero de corte por láser.
- Si la abertura es más pequeña que el espesor de la placa, el espacio interno de la ranura se vuelve más estrecho y se interrumpe el flujo de aire, lo que aumenta la tasa de formación de rebabas en más de tres veces.
- Para placas muy delgadas con un espesor de 1,0 a 3,0 mm, se recomiendacontrolar la relación de apertura a 1,2:1 o superiorpara obtener un resultado estable y sin rebabas.
- Cuando se trabaja con diseños de corte angosto, el ancho del corte debe seral menos 0,8 veces el espesor de la placaDe lo contrario, se producirá una acumulación continua de escoria.
Matriz de parámetros DFM para corte por láser de material central
| Grado del material | Presión de gas asistida | Relación de apertura mínima | Filete de transición mínimo | Rugosidad del borde Ra | Medidas de prevención de rebabas |
| SUS304 | 1,6 MPa norte | 1:1 | 0,5 espesor de la placa | 0,8-1,6 µm | Purga de alta presión + optimización de esquinas |
| 1050H14 | 1,8 MPa norte | 1.2:1 | 0,8 Grosor de la placa | 0,8 Grosor de la placa | Perforación por pulso + trayectoria circular |
| SPCC | 0,3 MPa O | 1:1 | 0,3 espesor de placa | 3,2-6,3 µm | Corte enriquecido con oxígeno + acabado a baja velocidad |
| Aleación de titanio TC4 | 2.0MPa Ar | 1.5:1 | 1,0 espesor de placa | 1,6-3,2 µm | Protección inerte + corte segmentado |
Efecto de puente térmico y control de espaciado de funciones
Las rutas de corte vecinas demasiado cercanas no permiten la disipación del calor ycrear un "efecto de puente térmico"lo que resulta en un aumento continuo de temperatura en el área local. El control de puentes térmicos de corte por láser es una parte esencial al diseñar estructuras complejas parasoluciones de corte por láser personalizadas.
- Cuando dos cortes están separados por menos de 1,5 veces el espesor de la placa, se nota el efecto de puente térmico yproduce numerosas microrebabas ubicadas en los bordes cortados.
- Para evitar la acumulación de calor en los diseños de conjuntos de orificios, el espacio entre orificios debe ser dos veces el espesor de la placa como mínimo.
- Para contornos complicados,para evitar dejar puntos de soldadura sobrecalentados en el contorno de la pieza, se puede implementar un diseño de cable conductor gradual.
En pocas palabras, el efecto de puente térmico es como dos velas demasiado juntas, el calor de su interacción hace que el metal se funda demasiado, formando rebabas.Para obtener el documento técnico completo sobre el diseño DFM de corte por láser, póngase en contacto con nuestro equipo de ingeniería.

Figura 2: Varias piezas de chapa cortadas con láser que muestran ranuras y agujeros con diferentes geometrías.
¿Qué perfiles de presión de gas auxiliar garantizan una optimización perfecta de la calidad de los bordes del acero inoxidable?
En el corazón deoptimización de la calidad del bordede superficies de corte de acero inoxidable es el uso de99,999% de nitrógeno de alta pureza combinado con la estabilización de la presión del flujo de aire de la boquilla a 1,4-1,8 MPa. Este enfoque emplea un chorro altamente energético que elimina inmediatamente las gotas de metal fundido sin oxígeno.
Diferencias cinéticas entre el corte con oxígeno y nitrógeno
El oxígeno y el nitrógeno implican dos métodos de corte distintos. los bien informadosselección de gas auxiliar de corte por láseres fundamental para la optimización óptima de la calidad de los bordes de las superficies cortadas de acero inoxidable.
- El corte con oxígeno implica la fusión exotérmica del metal mediante una reacción de oxidación,¿Cuál es la razón de las altas velocidades de corte?pero sin embargo deja una capa de óxido y escoria de óxido de hierro en el corte.
- El corte con nitrógeno se basa en una corriente de aire a alta presión que elimina directamente el metal fundido, lo que significa que es un corte en frío dondeno hay capa de óxido y se obtiene un borde más fresco.
- Si el acero inoxidable tiene un espesor superior a 3 mm, la presión del nitrógeno debe elevarse a más de 1,6 MPa para garantizar que el fondo del corte se mantenga libre de impurezas.
Relación entre la distribución del campo de flujo de la boquilla y la formación de escoria
El patrón de suministro de aire y la distribución de velocidad sonLos principales factores que afectan la eficiencia de purga del corte por láser.. La estructura de la boquilla de corte por láser determina estos factores y optimizar el campo de flujo es obtener directamente mejores resultados en servicios de corte por láser estables y sin rebabas.
- Las boquillas subsónicas funcionan bien paracortar placas delgadasporque son capaces de proporcionar una velocidad de aire estable. Pero, en platos gruesos,ondas de expansión dentro de la ranura pueden conducir fácilmente a una caída repentina de presión.
- Las boquillas supersónicas son capaces de mantener alta la velocidad del flujo de aire dentro de la ranura de la placa gruesa y, por lo tanto, proporcionan una purga más fuerte, pero son más exigentes a la hora de elegir el punto focal preciso.
- Si las microcaracterísticas presentes en el corte obstaculizan la apertura para el flujo de aire, se generarán ondas de choque en el corte yLa presión en ese punto caerá por debajo de 0,5 MPa., que es el punto donde comienza la formación de escoria de fondo.
El ajuste personalizado de los parámetros del flujo de aire es imprescindibleen soluciones de corte por láser. Los datos de prueba exclusivos del laboratorio de LS Manufacturing muestran que al aumentar la presión del nitrógeno de 1,4 MPa a 1,7 MPa, la tasa de rebaba inferior del acero inoxidable de 2 mm cae del 12 % al 0 %.
En pocas palabras, la onda de choque generadacuando el flujo de aire encuentra un obstáculo es como si el agua se moviera muy rápido y golpeara una roca,se crea turbulencia. Debido a la pérdida repentina de la fuerza del impacto, el metal fundido no se elimina por completo.
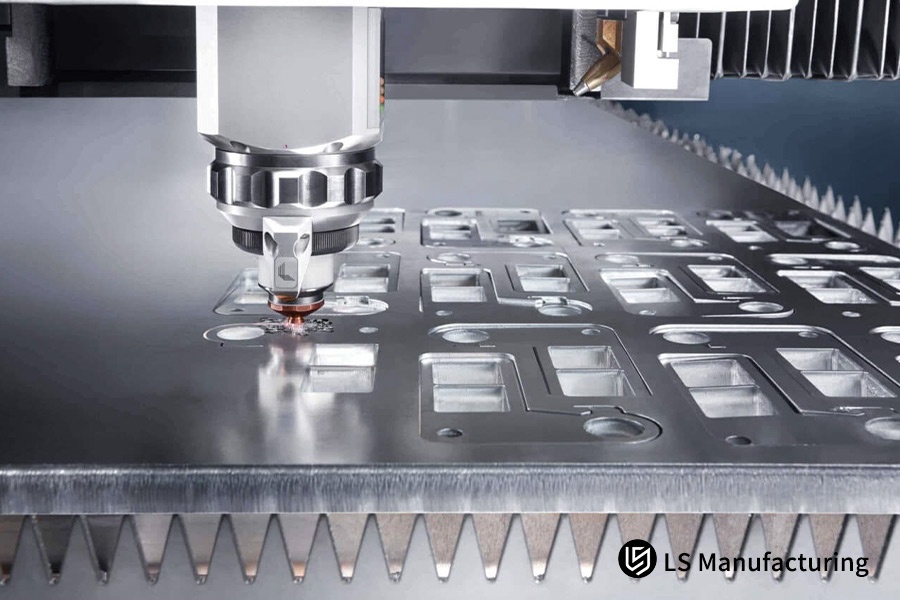
Figura 3: Máquina de corte por láser CNC en acción, procesando láminas de acero inoxidable con gas auxiliar.
¿Pueden las técnicas avanzadas de corte por láser DFM contrarrestar la deformación térmica de metales de alta reflectividad?
Corte por láser DFMEn primer lugar, se centra en minimizar la deformación térmica y el desconchado de los bordes mientras se trabaja en metales de alta reflectividad como aleaciones de aluminio y cobre a través deuna combinación de perforación pulsada y una trayectoria de división de amplitud en forma de anillo. Con esto, la reducción del aporte de calor a las áreas sensibles a la alta reflectividad es superior al 45% en comparación con el corte tradicional por onda continua.
Mecanismo de falla de materiales de alta reflectividad
Las propiedades físicas únicas de los metales de alta reflectividad explican sumayor dificultad de corte en comparación con el acero ordinario. El factor de alta reflectividad es también la razón por la cualcorte por láser de metales de alta reflectividadSe toma como un caso especial en el corte por láser DFM.
- La conductividad térmica de las aleaciones de aluminio y el cobre es de 3 a 5 veces mayor que la del acero al carbono. Como resultado, el calor que se genera a partir de la fuente láser se dispersa rápidamente al material base,lo que reduce la temperatura del baño fundido a un nivel insuficiente.
- Los materiales son menos absorbentes a la luz del láser de fibra y la luz reflejada puede dañar la ruta de la fibra óptica, lo que resulta en una disminución en la vida útil del equipo.
- El aluminio, cuando se funde,Tiene una viscosidad muy baja y es capaz de enfriarse muy rápidamente.. Si no se limpia inmediatamente, se formarán rebabas gelatinosas que se pegarán al fondo del corte.
Solución de diseño DFM para control de distorsión térmica
Mediante ajustes de diseño, se puede hacer que los materiales altamente reflectantes sean más fáciles de cortar y también se puede mejorar la calidad de los bordes. llevando a cabocontrol de distorsión térmica de corte por láseresuna de las principales fortalezas tecnológicas de las soluciones de corte láser a medida.
- Al comienzo del corte, se aplica la tecnología de perforación por pulsos para aumentar gradualmente la energía y evitar los fuertes reflejos que pueden resultar de la irradiación directa de luz continua.
- Un bucle de reabastecimiento del proceso de esquinaSe ha introducido para evitar la acumulación de calor causada por la desaceleración del haz y también para mantener el flujo de aire de manera estable.
- Las piezas se fijan mediante un diseño de microconexión para evitar deformaciones durante el proceso de corte y queLas tolerancias dimensionales permanecen estables en ±0,03 mm.
- Al colocar piezas en una matriz se ha dejado una distancia de seguridad de disipación de calor de al menos el doble del espesor de la placa para evitar la superposición de efectos térmicos en las piezas que se encuentran una al lado de la otra.
Estos se han probado durante la producción en masa y se puede mejorar el rendimiento y la estabilidad de los servicios de corte por láser de precisión para materiales de alta reflectividad.realmente implementando estos métodos.
Siempre que tenemos problemas repentinos de adhesión de escoria, nuestro método exclusivo de solución de problemas es:Primero confirme que el desplazamiento focal no sea superior a ±0,1 mm y luego verifique la pureza y la presión del nitrógeno, que en conjunto representan el 80 % de las causas.

Figura 4: Corte por láser de precisión DFM para metales de alta reflectividad para minimizar la deformación térmica.
¿Qué papel desempeñan los servicios automatizados de acabado de precisión al eliminar las microrebabas en recortes complejos?
El refinamiento de la técnica láser por sí solo no puede erradicar por completo las rebabas de estrés molecular a nivel de micrones si las micropartes están destinadaspara alta precisión en medicina y automoción. Además, automatizadoservicios de acabado de precisión, entre ellos el pulido químico y el rectificado por vibración fluida, deben realizarse de forma conjunta.
Eficiencia del desbarbado en diferentes técnicas de posprocesamiento
Dado que varias técnicas de posprocesamiento logran diferentes niveles de precisión y geometrías de las piezas, la combinación del posprocesamiento con corte por láser garantizará un acabado sin rebabas a nivel de micras.
Comparación de la eficiencia del desbarbado de posprocesamiento de precisión
| Tipo de proceso | Tamaño de desbarbado | Rango de redondeo de bordes | Materiales aplicables | Impacto de la tolerancia dimensional | Eficiencia de producción en masa |
| Pulido electroquímico | Microrebabas ≥1μm | 0,05-0,1 mm | Acero inoxidable, TitanioAleaciones | ≤±0,005 mm | Medio |
| Rectificado por vibración fluorescente | Rebabas ≥10μm | 0,1-0,2 mm | Todos los metales | ≤±0,02 mm | Alto |
| Pasivación química | Rebabas de oxidación ≥0,1 μm | Sin redondeo obvio | Acero inoxidable | Acero inoxidable | Alto |
| Molienda en secadora | Retención de escoria ≥50μm | 0,2-0,5 mm | Acero al carbono, aleación de aluminio | ≥±0,05 mm | Extremadamente alto |
Punto de equilibrio de costos de los métodos de posprocesamiento en el contexto de producción en masa
La producción en masa que puede depender en gran medida de la mejora y el posprocesamiento del proceso láser sonno disminuir mucho el costo integral. Por un lado, están resolviendo el problema deCostos de producción en masa de corte por láser.. Sin embargo, los servicios de posprocesamiento de corte por láser ayudan a los fabricantes a evitar costos ocultos de colaboración entre múltiples fábricas.
- En caso de que el tamaño de rebaba permitido para la pieza sea de 0,05 mm o más, primero se debe considerar la opción del procesamiento láser para eliminar las rebabas. De hecho,conduce a costos generales, que son un 20% menos, en comparación con los de la adición posprocesamiento.
- Si el requisito exige que se eliminen las rebabas únicamente a nivel de micras, el coste total de fabricación combinando el uso de láser con el posprocesamiento automatizado seráMucho más barato que el costo de intentar aumentar la configuración de los parámetros del láser..
- Mediante el diseño conjunto de procesos, los fabricantes en fábrica son capaces de controlar la precisión del borde del láser hasta la etapa de microrebaba. Eso significa,pueden satisfacer fácilmente a sus clientesmediante el uso de un posprocesamiento mínimo.
Nuestra fórmula general para calcular el costo de producción es:
Costo de producción por unidad = Duración del corte Costo unitario de tiempo de máquina + Número de artículos posprocesados Costo unitario de procesamiento - Ahorro de pérdidas debido a un mejor rendimiento.
tu puedesproporcionar dibujos de piezasy requisitos de calidad, y nuestro equipoProporcionar un cálculo de costos gratuito para diferentes rutas de proceso., combinando soluciones de servicios de acabado de precisión.
¿Cómo afecta directamente la elección de sistemas de fibra versus sistemas de CO2 a las tolerancias de corte industrial sin rebabas?
Gracias a la longitud de onda corta de 1,06 μm y a la densidad de energía extremadamente alta del punto del láser de fibra, los láseres de fibra en servicios de corte por láser de precisiónproducen muchas menos rebabas que los láseres de CO2 tradicionales de longitud de onda de 10,6 μmal cortar placas delgadas de ≤6 mm con orificios de tamaño pequeño a mediano, y el ancho de corte puede ser tan pequeño como 0,08 mm.
La influencia crucial de la calidad del haz en la morfología del borde de corte
La perpendicularidad de la sangría y la suavidad del borde sondirectamente influenciado por el modo del haz y el diámetro del punto enfocado. Así, el control efectivo de lacalidad del haz de corte por láseres el primer paso hacia la mejora de la calidad de los bordes de los servicios de corte por láser de precisión.
- Los láseres de fibra normalmente tienen un factor M inferior a 1,2, lo que conduce a una distribución de energía gaussiana, un ancho de corte uniforme y una escoria mínima en el fondo.
- Láseres de CO Pero normalmente tienen un factor M en el rango de 1,5 a 2,0, y esto corresponde a una distribución desigual de la energía y a un corte cónico con la parte superior más ancha y la parte inferior más estrecha.
- Los láseres de fibra tienen la ventaja deun diámetro de punto enfocado más pequeño y una mayor densidad de energía,dan como resultado un volumen del baño de fusión más pequeño y más controlable y una menor formación de rebabas.
Comparación de las capacidades del proceso con distintos espesores de placas
En lo que respecta a sus capacidades de proceso, los diferentes rangos de espesor de las placas indican claramente las fortalezas y debilidades de los dos tipos de equipos.Adaptación del espesor del corte por láser.y buscar la mejor solución de equipo esuna de las características más básicas de las soluciones de corte por láser personalizadas.
Comparación de capacidades de corte entre láser de fibra y láser de CO
| Tipo de equipo | longitud de onda | Factor M típico | Tasa de rebaba de placa delgada (6 mm) | Tasa de rebabas de placa gruesa (12 mm) | Ancho mínimo de la cuchilla | Eficiencia de procesamiento |
| Láser de fibra de 10.000 vatios | 1,06 µm | ≤1,2 | ≤0,2% | 8-12% | 0,08 mm | 3 veces |
| Láser de CO de alta potencia | 10,6 µm | 1,5-2,0 | 5-8% | 3-5% | 0,15 mm | 1 vez |
- Para placas delgadas de menos de 6 mm,Los láseres de fibra superan a los láseres de CO en el control de rebabas por un gran margen y la eficiencia del procesamiento también es 3 veces mayor.
- Para placas de espesor superior a 10mm, Los láseres de CO permiten una mejor perpendicularidad del corte y están ligeramente apostados.mejores para reducir las rebabas que los láseres de fibra.
- LS Manufacturing adoptaun sistema láser de fibra de 10000 vatios para toda la línea, que puede lograr de manera estable una producción en masa sin rebabas para placas delgadas de hasta 6 mm, brindando servicios confiables de corte por láser sin rebabas.
¿Por qué los líderes de adquisiciones globales deberían priorizar los servicios integrados de posprocesamiento de corte por láser para comprimir las cadenas de suministro?
Elegir un fabricante integrado con ventanilla únicaServicios de posprocesamiento de corte por láser.Las capacidades pueden ser una buena manera de limitar el riesgo de daños causados por el transporte entre fábricas y al mismo tiempoReducir el tiempo total de entrega del proyecto entre un 35% y un 50%..
Desmontaje de los costos ocultos de los modelos de adquisiciones discretas
Un modelo tradicional de adquisiciones discretas como"Corte de fábrica A, desbarbado de fábrica B, acabado de superficies de fábrica C"conlleva inevitablemente importantes costos ocultos. Desglosar los servicios de posprocesamiento de corte por láser aumenta el riesgo de que el corte por láser se convierta en una adquisición aún más fragmentada.
- Varias cantidades mínimas de pedido crean fricción en los costos. Cada proveedor exige una determinada cantidad mínima de productos a pedir para mantener el coste de los pedidos de lotes pequeños lo suficientemente bajo, lo que hace que el coste suba.
- Diferentes fábricas que tienen diferentes estándares de inspección de calidad pueden dar lugar a una situación en la que el proveedor literalmente "pasa la responsabilidad" cuando ocurre un problema de calidad, lo que a su vez provocaráaumentar los costos de comunicación y retrabajo.
- El atraso en el inventario en tránsito y las múltiples transferencias de fábrica hacen que los ciclos de entrega sean más largos, inmovilizando así más capital de inventario y requiriendo más esfuerzo de gestión.
El valor de la cadena de suministro de la fabricación integrada
Modelos de fabricación integrada en fábrica.Proporcionar una plataforma para la creación de valor para el comprador de múltiples maneras.. Desarrollando uncadena de suministro integrada de corte por láseres la clave para la sinergia de los procesos en fábrica de corte y posprocesamiento.
- Trabajar bajo estándares de calidad unificados:Como todo el proceso se completará en fábrica, los estándares de control serán consistentes y la trazabilidad será sólida.
- Los ciclos de entrega se acortan:Eliminar el factor tiempo vinculado al transporte y las conexiones entre fábricas conducirá auna reducción del 35% al 50% en el ciclo de entrega general.
- Menores costos generales:No más transferencias ni inspecciones de calidad repetidas darán como resultado una reducción de los costos generales de adquisición de más del 30%.
La integración de todo el proceso en fábrica garantiza la estabilidad de la entrega y la consistencia de la calidad de los servicios de corte por láser de precisión. Puede enviar los requisitos y dibujos de su proyecto, yProporcionaremos una cotización completa de producción en masa basada en una solución integrada., acortando el ciclo de la cadena de suministro y reduciendo los costos generales de adquisición.
Estudio de caso: ¿Cómo entregó LS Manufacturing tapas de filtro de combustible de acero inoxidable sin defectos para un proveedor automotriz de nivel 1?
Desafío del cliente
Uno de los principales proveedores de automoción de nivel 1 del mundo tenía una producción a gran escala de tapas finales para filtros de combustible para automóviles fabricadas en acero inoxidable SUS316L con un espesor de 1,5 mm. El producto consistía en densamente empaquetado,Poros pequeños de alta precisión de solo 1,2 mm de diámetro.Los bordes cortantes del proveedor anterior creaban una gran cantidad de depósitos rebeldes y capas de óxido de más de 0,15 mm de tamaño.
A pesar de la limpieza ultrasónica, las partículas se seguían desprendiendo, dejando sólo unos pocos rastros, esto fueuna grave violación de la norma de limpieza VDA 19 y requisitos muy estrictos para la calidad de los bordesde laEstándar de pieza automotriz de corte por láserfueron muy evidentes. Este producto atravesaba una crisis de cumplimiento y se devolvió el lote completo.
Solución de fabricación LS
Con la participación del equipo técnico de LS Manufacturing, cambiaron por completo el flujo del proceso,implementó profundamente el protocolo de optimización DFM de corte por láser,y controlado de extremo a extremoproceso de pila completa de corte por láser.
- Se realizó una distribución geométrica revisada para mejorar el factor de seguridad de tensión térmica de la proximidad de pequeños agujeros, evitando así efectos de puentes térmicos desde el punto de diseño.
- Se finalizó una máquina cortadora por láser de fibra de alta precisión de 12000 W, ademásun sistema de campo de flujo de N puro al 99,999 % de presión ultraalta de 1,7 MPa de desarrollo propio, para lograr un decapado en frío sin oxígeno en poco tiempo.
- Procesos de limpieza por desionización ultrasónica y pulido de fluidos totalmente automatizados conectados sin interrupción para erradicar completamente los residuos a nivel de micras.
Resultados y valor
Mediante una solución de proceso holística personalizada,la altura de las rebabas del corte de la cubierta del extremo del automóvil se logró al 100 % y fue de 0,00 mm, totalmente sin rastro mediante un microscopio de 50x, con una rugosidad de borde de Ra 0,4μm. Además, el cliente logró obtener la certificación de limpieza VDA 19 y pudomejorar la tasa de rendimiento del corte por láser y aumentarla del 72% al 99,8%.La eliminación del posprocesamiento entre fábricas redujo el costo total de adquisición por unidad en un 41% y al mismo tiempo acortó el ciclo de entrega en un 42%.
si tu jaTenemos necesidades similares de chapa sin rebabas,por favorpóngase en contacto con nuestro equipo de ingenieríapara consulta.Combinamos nuestra experiencia en proyectos de producción en masa con nuestras capacidades de soluciones de corte por láser personalizadas para personalizar una solución de proceso única para usted.

Preguntas frecuentes
P1: ¿Cuál es la apertura más pequeña posible mediante el corte por láser sin formación de rebabas ni escoria?
Para evitar quemaduras excesivas y una fuerte adherencia de escoria durante el corte, la abertura mínima y el espesor de la chapa deben serestrictamente mantenido en una proporción áurea de 1:1. Esto permite que el gas auxiliar fuertemente presurizado pueda pasar fácilmente a través del corte y eliminar eficazmente todo el metal fundido.
P2: ¿Por qué el corte con nitrógeno estándar a veces produce microrebabas pegajosas en perfiles de aleación de aluminio personalizados?
Las aleaciones de aluminio se caracterizan por un bajo punto de fusión y una muy alta capacidad para conducir el calor. Si el enfoque del láser de fibra está desviado en tan solo ±0,1 mm, o la presión de nitrógeno no se mantiene en 1,5 MPa,El aluminio fundido se enfriará muy rápido.que se volverá a adherir al borde inferior de la pieza.
P3: ¿Cómo se comparan las cifras de rugosidad de la superficie de las piezas optimizadas mediante corte por láser DFM con las producidas por el corte por chorro de agua convencional?
A pesar de que, en realidad, el corte por chorro de agua está totalmente libre de rebabas, nuestro corte por láser de fibra de precisión mejorada combinado con un rectificado vibratorio totalmente automatizado en la planta puede producir una rugosidad del borde de Ra 1,6 μm y, al mismo tiempo,aumentar la velocidad de procesamiento cuatro veces y eliminar por completo el riesgo de contaminación por humedad.
P4: ¿Pueden los servicios de acabado de precisión eliminar por completo la escoria láser pesada del acero al carbono sin provocar ninguna fusión de las dimensiones de la pieza?
Puede raspar la escoria láser pesada con ayuda de un esmerilador.Aún así, los rodillos mecánicos pesados o el rectificado manual pueden dañar fácilmente tolerancias lineales muy precisas. Prevenir las rebabas mediante el proceso de corte DFM enriquecido con oxígeno de LS Manufacturing desde el principio es una solución de ingeniería mucho más segura.
P5: ¿A qué especificaciones estructurales se refiere LS Manufacturing para calcular con precisión el precio de las soluciones de corte por láser personalizadas?
Estudiamos los planos 3D STEP o 2D DXF que nos envía el cliente yrealizar una evaluación estrictade la longitud total del corte lineal, el número total de agujeros, las fluctuaciones del precio del mercado de materiales y si se incluye el proceso de desbarbado automatizado, dando finalmenteuna cotización precisa.
P6: ¿Cómo brindan los servicios de posprocesamiento de corte por láser, como la pasivación química, protección a los bordes del producto terminado contra la oxidación instantánea?
En el borde cortado durante el proceso de fusión del acero inoxidable con láser de alta temperatura,el contenido de cromo se reduce ligeramente.Nuestra planta de pasivación química post-tratamiento integrada restaura completamente la capa de pasivación de óxido de cromo, asegurando que los bordes del producto terminado tengan una resistencia a la corrosión estable y prevención de oxidación.
P7: ¿Cuál es el rango típico de tolerancia dimensional del borde que LS Manufacturing puede controlar en la producción en masa?
Gracias a nuestro sistema láser de precisión de fibra multieje de 10 000 vatios dentro de la planta y al entorno de procesamiento digital las 24 horas, podemos constantementeGarantizar la tolerancia posicional lineal de las piezas para alcanzar el nivel de ±0,05 mm., lo que indica una estabilidad del proceso muy alta en la producción en masa de decenas de miles de piezas.
P8: ¿Proteger una superficie con una película de vinilo antes del corte con láser de precisión reduce o elimina las rebabas en los bordes de la superficie superior?
En primer lugar, se aplica una película protectora de calidad láser sobre la superficie de la chapa. Este paso completamenteelimina salpicaduras de escoria, quemaduras reflectantes y rayones en la superficie superior, mientras que las rebabas en la superficie inferior se eliminan con éxito mediante el campo de flujo de dinámica de gas con nuestro diseño de presión ultraalta.
Resumen
Deshacerse de las rebabas del corte por láser es mucho más que un simple paso posterior al rectificado, sino una profunda investigación y desarrollo que incorpora la geometría de diseño subyacente (corte por láser DFM), el control de la mecánica del campo de flujo de gas y el acabado superficial integrado en la planta. Al determinar con precisión la relación de apertura mínima, la optimización del espaciado de funciones y la adaptación de los sistemas de fibra óptica de alta potencia al comienzo de la I + D,Los ingenieros de diseño pueden minimizar eficazmente la fuente de escoria.El caso de una tapa de filtro para automóviles destaca que la combinación de los requisitos de DFM y el proceso de fabricación integral es el método principal para reducir los costos de la cadena de suministro y mejorar el rendimiento del borde.
¿Quiere ahorrar los costes de desbarbado secundario y retrabajo que podrían haberse evitado?Evite que los bordes cortados ásperos y llenos de rebabas consuman los márgenes de sus productos y dañen la reputación de su marca.Envía tus dibujos CAD en 3D(compatible con los formatos.STEP,.IGS y.DXF) al sistema de evaluación de ingeniería digital de fabricación de LS sin demora, y nuestros principales expertos en fabricación de planos le proporcionarán un informe gratuito de capacidad de fabricación DFM de corte por láser y una cotización de producción en masa dentro de las 24 horas.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web:https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos.Servicios de fabricación LSNo existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador.Requerir piezascotización Identifique los requisitos específicos para estas secciones.Por favor contáctenos para más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa, impresión 3D,moldeo por inyección.Estampado de metalesy otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web:www.lsrpf.com
