
Servizi di taglio laser senza sbavaturedevono produrre in modo molto accurato con il taglio della lamiera senza bave e bordi bava, controllando ad un livello molto elevato i parametri di processo e la gestione della pre-progettazione (DFM). Ciò soddisfa i principali problemi del taglio laser tradizionalecosti estremamente elevati per la macinazione secondaria nonché enormi rischi di non conformitàin particolare nelle industrie altamente precise. In settori come quello medico, automobilistico e aerospaziale, la presenza di bave sui bordi non solo influisce sulla precisione dell'assemblaggio e sulla conformità agli standard di pulizia ma,nei casi peggiori, ciò significa spesso il fallimento del prodotto.
Questo articolo è una chiara spiegazione di come fisicamentetaglio senza bavepuò essere raggiunto. Copre anche i concetti del bagno di fusione, della progettazione del campo di flusso del gas e della post-elaborazione integrata, oltre ad aiutare gli ingegneri progettisti a ottenere una qualità dei bordi stabile nella fase di disegno.

Panoramica delle prestazioni chiave dei servizi di taglio laser senza bave
| Tipo materiale | Assistere Gas e Pressione | Rapporto apertura critica (apertura: spessore) | Intervallo Ra di rugosità del bordo | Livello di controllo delle bave |
| Acciaio inossidabile SUS304 | 99,999% N₂, 1,6 MPa | ≥1:1 | 0,8-1,6μm | Grado di scorie zero |
| Lega di alluminio 1050-H14 | 99,999% N₂, 1,8 MPa | ≥1,2:1 | 1,6-3,2μm | Grado micro-bava |
| Acciaio al carbonio laminato a freddo SPCC | O₂, 0,3 MPa | ≥1:1 | 3,2-6,3μm | Grado di scoria leggera |
| Lega di titanio TC4 | 99,999% Ar, 2,0 MPa | ≥1,5:1 | 1,6-3,2μm | Grado di scorie zero |
Punti chiave
- Robusto controllo della tolleranza:Per garantire un taglio laser senza sbavature, il miglior rapporto di apertura deve essere mantenuto pari o superiore a 1:1 e la ruvidità della superficie dell'acciaio al carbonio può esserecontrollato nell'intervallo Ra 1,6-3,2 μm.
- Strategia di selezione del gas:Il taglio di acciaio inossidabile e leghe di alluminio ad alta riflettività deve essere effettuato utilizzando N2 ad alta pressione1,4-1,8 MPain modo che il taglio sia esente dallo strato di ossido e dalle scorie.
- Vantaggio dello sportello unico per l'approvvigionamento:LS Manufacturing modificherà i costi di produzione del capannone del 35% attraverso la manutenzione del sistema di taglio laser DFM con servizi di post-elaborazione ad alta precisione.
Perché affidarsi ai servizi di taglio laser di precisione di LS Manufacturing per soluzioni di taglio senza bave?
Da oltre un decennio ci dedichiamo totalmente alla lavorazione della lamiera di precisione e tutti i nostri servizi di taglio laser di precisione sono stati utilizzati più volte nella produzione su larga scala.
Abbiamo provato vari aggiornamenti dell'attrezzatura basati sula nostra esperienza nella produzione di tappi terminali per filtri carburante per automa da soli non possono garantire la rimozione completa delle bave, il controllo della progettazione per la produzione (DFM) combinato con la collaborazione end-to-end del processo è essenziale. Il nostro sistema di processo segueISO 13920-B standard di tolleranza e tutti i processi di produzione di massasono controllati secondo la standardizzazione.
Nel nostro laboratorio abbiamo condotto un gran numero di test comparativi tra materiale, pressione e dimensione dei pori, dopo di che abbiamo sviluppato un database dei parametri di processo che ci consente difornire la migliore soluzione di taglio in pochissimo tempo per materiali diversi. Il nostro sistema produttivo è inoltre certificato per soddisfare i requisiti dellaIATF 16949sistema di gestione della qualità automobilistica, in ogni fase, dall'ispezione delle materie prime all'ispezione finale del prodotto a grandezza naturale, con registrazioni di qualità tracciabili.
A differenza degli impianti di assemblaggio generale che duplicano solo parametri standard, attraverso revisioni di producibilità personalizzate per ciascun disegno, identifichiamo inizialmente i potenziali rischi di bave e in questo modo vi aiutiamo a ridurre i costi di rilavorazione in seguito.
Se stai riscontrando problemi di conformità e di costi a causa delle sbavature da taglio, invia i disegni del tuo prodotto per una valutazione DFM gratuita. Il nostro team di ingegneri forniràsoluzioni di ottimizzazione personalizzate e miglioramento della resa attesaentro 24 ore, aiutandoti a ridurre i rischi della produzione di massa fin dall'inizio.
Perché le parti metalliche sviluppano bave sui bordi durante i servizi di taglio laser di precisione?
Bave o piccoli residui presentiservizi di taglio laser di precisionesi verifica quando una piccola quantità di metallo fuso si solidifica nuovamente e rimane bloccata sul fondo della parte tagliata. Di solito succedequando il calore si concentra localmente o la tensione superficiale non è equilibrata. Le cause principali sono solitamente la bassa pressione del gas, la mancata messa a fuoco dell'ugello o il carico negli angoli di decelerazione, che causano la solidificazione del metallo.
Meccanismi Termodinamici e Fluidodinamici del Melt Pool
Il raggio MIR fa sì che la superficie metallica formi una pozza di metallo fuso. Il gas di assistenza aiuta a soffiare via il metallo liquido e protegge anche il taglio. Per controllare accuratamente la qualità del bordo finale dei servizi di taglio laser di precisione,è necessaria una comprensione completa delle dinamiche del bagno di fusione del taglio laser.
- Se la pressione del gas non è sufficiente, il metallo liquido non verrà completamente espulso dal taglio e sul fondo si accumuleranno goccioline rimanenti, chiamate scorie.
- Se l'altezza dell'ugello non è nel punto focale, la densità di energia del raggio diminuirà e la diversa temperatura del bagno di fusione aumenteràcausare un aumento della viscosità del metallo fuso.
- Quando il percorso di taglio rallenta agli angoli, l'apporto di calore locale aumenta drasticamente e la quantità di metallo fuso supera la capacità di spurgo del flusso d'aria.
L'influenza delle proprietà dei materiali sulla formazione delle scorie
La conduttività termica, il punto di fusione e le proprietà dell'ossido di vari materialiinfluenzare la forma della bava e la facilità di rimozione. Selezione correttaparametri del materiale per il taglio laserè la base per creare diverse regole di progettazione per il taglio laser DFM.
- A temperature elevate, il cromo e il nichel nell'acciaio inossidabile producono ossidihanno punti di fusione molto alti. Se la purezza dell'azoto non è sufficiente, le scorie formate saranno dure.
- Le leghe di alluminio hanno un'elevata conduttività termica e il bagno di fusione si raffredda abbastanza rapidamente.Solo un certo ritardo nello spurgo del flusso d'ariafarà solidificare il metallo e aderirà al fondo del taglio.
- Acciaio al carbonio quando tagliato con ossigeno, la reazione di ossidazione esotermica aiuta a fondere il metallo. Se la purezza dell'ossigeno non è sufficiente, si formeranno scorie di ossido di ferro.
Più semplicemente,è come una pistola ad acqua ad alta pressione che pulisce un muro, se la pressione dell'acqua e l'angolazione non sono corrette, la pulizia non sarà ottimale e rimarranno bave di taglio.

Figura 1: Primo piano delle parti metalliche tagliate al laser che mostrano le bave sui bordi formate durante il processo di taglio.
In che modo gli ingegneri possono ottimizzare le geometrie di scanalature e fori per la fabbricazione di lamiere senza bave?
Taglio laser dal design senza sbavatureriguarda essenzialmente il rispetto dei limiti del rapporto di spessore della parete e delle norme sulla spaziatura delle caratteristiche. Dovrebbe essere la dimensione del foro più piccolaalmeno uguale allo spessore della piastra (1:1), e di solito viene aggiunto un raggio d'angolo di 0,5 spessore della piastra per impedire il rallentamento della trave e l'accumulo di calore.
Criteri di progettazione del rapporto di apertura e dello spessore della parete
La dimensione dell'apertura rispetto allo spessore della piastra determina se il gas è presenteaiuta nel taglio può fluire correttamente attraverso il taglio e rimuovere il metallo fuso. Questo è il principale fattore di controllo geometrico nel sistema DFM di taglio laser e un elemento chiave nel controllo della progettazionegeometria del foro di taglio laser.
- Se l'apertura è inferiore allo spessore della piastra, lo spazio interno del taglio si restringe e il flusso d'aria viene interrotto, il che aumenta il tasso di formazione di bave di oltre tre volte.
- Per lamiere molto sottili di spessore 1,0-3,0 mm si consiglia di farlocontrollare il rapporto di apertura su 1,2:1 o superioreper ottenere un risultato stabile senza bave.
- Quando si ha a che fare con progetti di taglio stretto, la larghezza del taglio dovrebbe esserealmeno 0,8 volte lo spessore della piastraaltrimenti si verificherà un continuo accumulo di scorie.
Matrice dei parametri DFM per il taglio laser del materiale d'anima
| Grado materiale | Pressione del gas assistita | Rapporto di apertura minima | Raccordo di transizione minimo | Rugosità del bordo Ra | Misure di prevenzione delle bave |
| SUS304 | 1,6MPaN | 1:1 | Spessore della piastra 0,5 | 0,8-1,6μm | Spurgo ad alta pressione + ottimizzazione degli angoli |
| 10:50 H14 | 1,8MPaN | 1,2:1 | Spessore della piastra 0,8 | Spessore della piastra 0,8 | Perforazione dell'impulso + Percorso circolare |
| SPCC | 0,3 MPaO | 1:1 | Spessore della piastra 0,3 | 3,2-6,3μm | Taglio arricchito di ossigeno + finitura a bassa velocità |
| Lega di titanio TC4 | 2,0 MPa Ar | 1,5:1 | Spessore della piastra 1,0 | 1,6-3,2μm | Protezione inerte + taglio segmentato |
Effetto ponte termico e controllo della spaziatura delle caratteristiche
Percorsi di taglio vicini troppo vicini non consentono la dissipazione del calore ecreare un "effetto ponte termico"che si traduce in un continuo aumento della temperatura nella zona. Il controllo dei ponti termici del taglio laser è una parte essenziale quando si progettano strutture complessesoluzioni di taglio laser personalizzate.
- Quando due tagli sono distanti meno di 1,5 volte lo spessore della piastra, si nota l'effetto di ponte termicoprovoca numerose microbave localizzate sui bordi tagliati.
- Per evitare l'accumulo di calore nei progetti a serie di fori, la spaziatura dei fori deve essere almeno due volte lo spessore della piastra.
- Per contorni complicati,per evitare di lasciare punti di saldatura surriscaldati sul contorno della parte, può essere implementata una progettazione graduale del filo conduttore.
In poche parole, l'effetto ponte termico è come due candele troppo vicine tra loro, il calore derivante dalla loro interazione fa sì che il metallo si sciolga eccessivamente, formando bave.Per ottenere il white paper completo sulla progettazione DFM del taglio laser, contatta il nostro team di ingegneri.

Figura 2: Varie parti in lamiera tagliate al laser che mostrano fessure e fori con geometrie diverse.
Quali profili di pressione del gas di supporto garantiscono un'ottimizzazione impeccabile della qualità dei bordi per l'acciaio inossidabile?
Al centro diottimizzazione della qualità dei bordidelle superfici di taglio in acciaio inossidabile è l'uso diAzoto ad elevata purezza al 99,999% combinato con la stabilizzazione della pressione del flusso d'aria dell'ugello a 1,4-1,8 MPa. Questo approccio utilizza un getto altamente energetico che rimuove immediatamente le goccioline di metallo fuso prive di ossigeno.
Differenze cinetiche tra taglio dell'ossigeno e dell'azoto
L'ossigeno e l'azoto implicano due metodi di taglio distinti. I ben informatiselezione del gas di assistenza al taglio laserè fondamentale per l'ottimizzazione ottimale della qualità dei bordi delle superfici tagliate in acciaio inossidabile.
- L’ossigeno taglio prevede la fusione esotermica del metallo attraverso una reazione di ossidazione,questo è il motivo delle elevate velocità di tagliolascia però comunque uno strato di ossido e scorie di ossido di ferro in corrispondenza del taglio.
- Il taglio con azoto si basa su un flusso d'aria ad alta pressione che rimuove direttamente il metallo fuso, il che significa che è un taglio a freddo in cuinon c'è strato di ossido e si ottiene un bordo più fresco.
- Se l'acciaio inossidabile è più spesso di 3 mm, la pressione dell'azoto deve essere aumentata a più di 1,6 MPa in modo da garantire che il fondo del taglio sia libero da impurità.
Relazione tra distribuzione del campo di flusso degli ugelli e formazione di scorie
Il modello di alimentazione dell'aria e la distribuzione della velocità sonoi principali fattori che influenzano l’efficienza di spurgo del taglio laser. La struttura dell'ugello di taglio laser determina questi fattori e ottimizzare il campo di flusso significa ottenere direttamente risultati migliori in servizi di taglio laser stabili e senza bave.
- Gli ugelli subsonici funzionano benetaglio di lastre sottiliperché sono in grado di fornire una velocità dell'aria stabile. Ma, in piatti spessi,le onde di espansione all'interno del taglio possono portare facilmente ad un improvviso calo di pressione.
- Gli ugelli supersonici sono in grado di mantenere elevata la velocità del flusso d'aria all'interno del taglio della piastra spessa e quindi forniscono uno spurgo più forte, ma sono più esigenti nella scelta del punto focale preciso.
- Se le micro-caratteristiche presenti nel taglio ostacolano l'apertura per il flusso d'aria, si genereranno onde d'urto nel taglio ela pressione a quel punto scenderà al di sotto di 0,5 MPa, che è il punto in cui inizia la formazione delle scorie di fondo.
La regolazione personalizzata dei parametri del flusso d'aria è indispensabilenelle soluzioni di taglio laser. I dati di test esclusivi del laboratorio LS Manufacturing mostrano che aumentando la pressione dell'azoto da 1,4 MPa a 1,7 MPa, il tasso di bava inferiore dell'acciaio inossidabile da 2 mm scende dal 12% allo 0%.
In poche parole, l'onda d'urto generataquando il flusso d'aria incontra un ostacolo è proprio come l'acqua che si muove molto velocemente e colpisce una roccia,si crea turbolenza. A causa dell'improvvisa perdita di forza d'impatto, il metallo fuso non viene rimosso completamente.
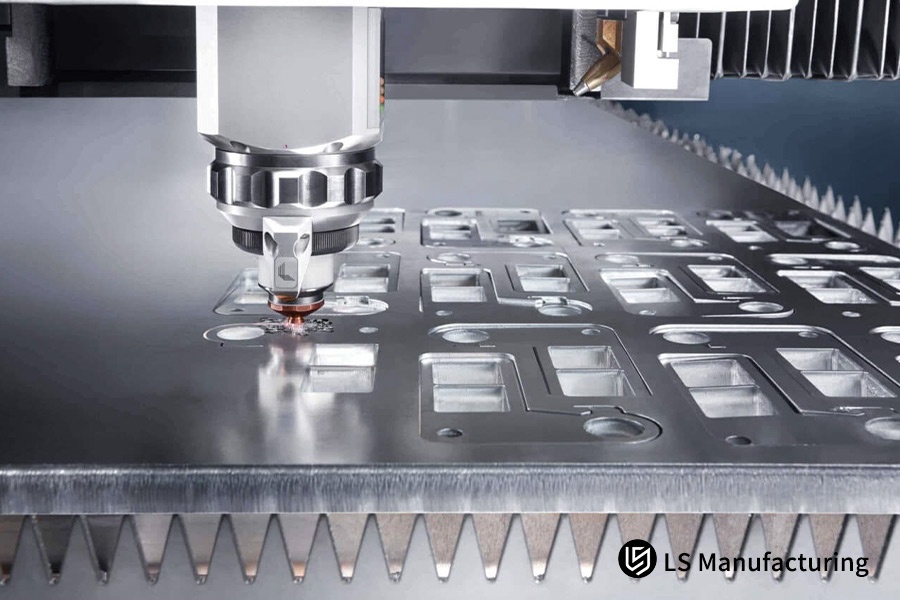
Figura 3: Macchina da taglio laser CNC in azione, lavorazione di lamiere in acciaio inossidabile con gas ausiliario.
Le tecniche avanzate di taglio laser DFM possono contrastare la deformazione termica dei metalli ad alta riflettività?
Taglio laser DFMInnanzitutto si concentra sulla riduzione al minimo della deformazione termica e della scheggiatura dei bordi durante la lavorazione su metalli ad alta riflettività come le leghe di alluminio e rame attraversouna combinazione di perforazione pulsata e un percorso di suddivisione dell'ampiezza a forma di anello. In questo modo, la riduzione dell'apporto di calore nelle aree sensibili ad alta riflettività è superiore al 45% rispetto al tradizionale taglio a onda continua.
Meccanismo di cedimento dei materiali ad alta riflettività
Le proprietà fisiche uniche dei metalli ad alta riflettività spiegano la loromaggiore difficoltà di taglio rispetto all'acciaio comune. Anche il fattore di alta riflettività ne è la ragionetaglio laser di metalli ad alta riflettivitàè considerato un caso speciale nel taglio laser DFM.
- La conduttività termica delle leghe di alluminio e del rame è 3-5 volte quella dell'acciaio al carbonio. Di conseguenza, il calore generato dalla sorgente laser viene rapidamente disperso nel materiale di base,che abbassa la temperatura del bagno di fusione ad un livello insufficiente.
- I materiali assorbono meno la luce laser a fibra e la luce riflessa può danneggiare il percorso della fibra ottica, con conseguente diminuzione della durata dell'apparecchiatura.
- L'alluminio, una volta fuso,ha una viscosità molto bassa ed è in grado di raffreddarsi molto rapidamente. Se non viene pulito subito si formeranno delle bave gelatinose che si attaccheranno al fondo del taglio.
Soluzione di progettazione DFM per il controllo della distorsione termica
Attraverso modifiche al design, i materiali altamente riflettenti possono essere resi più facili da tagliare e anche la qualità dei bordi può essere migliorata. Effettuarecontrollo della distorsione termica del taglio laserèuno dei principali punti di forza tecnologici delle soluzioni di taglio laser personalizzate.
- All'inizio del taglio, viene applicata la tecnologia di perforazione a impulsi per aumentare gradualmente l'energia ed evitare forti riflessioni che possono derivare dall'irradiazione diretta da parte della luce continua.
- Un ciclo di rifornimento del processo d'angoloè stato introdotto per prevenire l'accumulo di calore causato dalla decelerazione della trave e anche per mantenere il flusso d'aria in modo stabile.
- Le parti sono fissate tramite un design a microconnessione per evitare deformazioni durante il processo di taglio e altrole tolleranze dimensionali rimangono stabili a ±0,03 mm.
- Quando si inseriscono le parti in una matrice, è stata lasciata una distanza di sicurezza per la dissipazione del calore pari ad almeno il doppio dello spessore della piastra per evitare la sovrapposizione di effetti termici nelle parti adiacenti.
Questi sono stati testati durante la produzione di massa ed è possibile migliorare la resa e la stabilità dei servizi di taglio laser di precisione per materiali ad alta riflettivitàdavvero implementando questi metodi.
Ogni volta che si verificano improvvisi problemi di adesione delle scorie, il nostro esclusivo metodo di risoluzione dei problemi è:Verificare innanzitutto che lo spostamento focale non sia superiore a ±0,1 mm, quindi verificare la purezza e la pressione dell'azoto, che insieme rappresentano l'80% delle cause.

Figura 4: Taglio laser di precisione DFM per metalli ad alta riflettività per ridurre al minimo la deformazione termica.
Che ruolo svolgono i servizi di finitura automatizzata di precisione nell'eliminazione delle microbave su ritagli complessi?
Il solo perfezionamento della tecnica laser non è in grado di eliminare completamente le bave da stress molecolare a livello di micron se si intendono realizzare micropartiper l'alta precisione nel settore medicale e automobilistico. Oltretutto automatizzatoservizi di finitura di precisione, tra cui la lucidatura chimica e la rettifica con vibrazione fluida, dovrebbero essere eseguite congiuntamente.
Efficienza di sbavatura in diverse tecniche di post-elaborazione
Poiché varie tecniche di post-elaborazione raggiungono diversi livelli di precisione e geometrie delle parti, la corrispondenza post-elaborazione del taglio laser garantirà una finitura priva di bave a livello di micron.
Confronto dell'efficienza di sbavatura di precisione post-elaborazione
| Tipo di processo | Dimensione sbavatura | Gamma di arrotondamento dei bordi | Materiali applicabili | Impatto della tolleranza dimensionale | Efficienza della produzione di massa |
| Lucidatura elettrochimica | Microbave ≥1μm | 0,05-0,1 mm | Acciaio inossidabile, titanioLeghe | ≤±0,005 mm | Medio |
| Rettifica con vibrazione fluorescente | Bave ≥10μm | 0,1-0,2 mm | Tutti i metalli | ≤±0,02 mm | Alto |
| Passivazione chimica | Bave di ossidazione ≥0,1μm | Nessun arrotondamento evidente | Acciaio inossidabile | Acciaio inossidabile | Alto |
| Macinazione a tamburo | Ritenzione delle scorie ≥50μm | 0,2-0,5 mm | Acciaio al carbonio, lega di alluminio | ≥±0,05 mm | Estremamente alto |
Punto di equilibrio dei costi dei metodi di post-elaborazione nel contesto della produzione di massa
Lo sono la produzione di massa che può fare molto affidamento sul miglioramento del processo laser e sulla post-elaborazionenon diminuendo di molto il costo complessivo. Da un lato stanno risolvendo il problemacosti di produzione di massa del taglio laser. Tuttavia, i servizi di post-elaborazione del taglio laser aiutano i produttori a evitare i costi nascosti della collaborazione tra più fabbriche.
- Nel caso in cui la dimensione consentita della bava per la parte sia pari o superiore a 0,05 mm, è necessario considerare innanzitutto l'opzione della lavorazione laser per rimuovere le bave. infatti,comporta costi complessivi inferiori del 20%., rispetto a quelli derivanti dall'aggiunta post-elaborazione.
- Se il requisito richiede l’eliminazione delle bave solo a livello di micron, il costo totale della produzione che combina l’uso del laser con la post-elaborazione automatizzata saràmolto più economico del costo di provare ad aumentare le impostazioni dei parametri del laser.
- Attraverso la progettazione congiunta del processo, i produttori di fabbrica sono in grado di controllare la precisione del bordo laser fino alla fase di micro-bava. Ciò significa chepossono facilmente soddisfare i loro clientiattraverso l’uso di una post-elaborazione minima.
La nostra formula generale per calcolare il costo di produzione è:
Costo di produzione per unità = Durata del taglio Costo unitario in tempo macchina + Numero di articoli post-elaborati Costo di elaborazione unitario - Risparmio sulle perdite dovuto al miglioramento della resa.
Puoifornire i disegni delle partie requisiti di qualità, e il nostro team lo faràfornire un calcolo gratuito dei costi per diversi percorsi di processo, combinando soluzioni di servizi di finitura di precisione.
In che modo la scelta tra sistemi a fibra e sistemi a CO2 influisce direttamente sulle tolleranze di taglio senza bave industriali?
Grazie alla lunghezza d'onda corta di 1,06 μm e alla densità di energia estremamente elevata dello spot laser a fibra, i laser a fibra nei servizi di taglio laser di precisioneproducono molte meno bave rispetto ai tradizionali laser a CO2 con lunghezza d'onda di 10,6 μmquando si tagliano piastre sottili di ≤6 mm con fori di dimensioni da piccole a medie e la larghezza del taglio può essere piccola fino a 0,08 mm.
L'influenza cruciale della qualità del fascio sulla morfologia del bordo del Kerf
La perpendicolarità del taglio e la levigatezza del bordo lo sonodirettamente influenzato dalla modalità del fascio e dal diametro dello spot focalizzato. Quindi, un controllo efficace delqualità del raggio di taglio laserè il primo passo verso il miglioramento della qualità dei bordi dei servizi di taglio laser di precisione.
- I laser a fibra normalmente hanno un fattore M inferiore a 1,2, che porta a una distribuzione gaussiana dell'energia, una larghezza del taglio uniforme e scorie minime sul fondo.
- Laser a CO Ma di solito hanno un fattore M compreso tra 1,5 e 2,0, e questo corrisponde a una distribuzione non uniforme dell'energia e alla rastremazione del taglio con la parte superiore più larga e la parte inferiore più stretta.
- I laser a fibra hanno il vantaggio diun diametro del punto focalizzato più piccolo e una maggiore densità di energia,comportano un volume del bagno di fusione più piccolo e più controllabile e una minore formazione di bave.
Confronto delle capacità di processo con diversi spessori di lamiera
Per quanto riguarda le capacità di processo, le diverse gamme di spessore delle lastre indicano chiaramente i punti di forza e di debolezza dei due tipi di apparecchiature.Adattamento spessore taglio lasere cercare la migliore soluzione per l'attrezzatura lo èuna delle caratteristiche più basilari delle soluzioni di taglio laser personalizzate.
Confronto delle capacità di taglio tra laser a fibra e laser a CO
| Tipo di attrezzatura | Lunghezza d'onda | Tipico fattore M | Tasso di bavatura della piastra sottile (6 mm) | Tasso di bavatura della piastra spessa (12 mm) | Larghezza minima del coltello | Efficienza di elaborazione |
| Laser a fibra da 10.000 watt | 1,06μm | ≤1,2 | ≤0,2% | 8-12% | 0,08 mm | 3 volte |
| Laser a CO ad alta potenza | 10,6μm | 1,5-2,0 | 5-8% | 3-5% | 0,15 mm | 1 volta |
- Per piastre sottili inferiori a 6 mm,i laser a fibra superano di gran lunga i laser a CO nel controllo delle bave e anche l'efficienza di lavorazione è 3 volte superiore.
- Per piastre spesse superiori a 10 mm, I laser a CO consentono una migliore perpendicolarità di taglio e sono leggermente smussatimigliore nel ridurre le bave rispetto ai laser a fibra.
- LS Manufacturing adottaun sistema laser fibra da 10000 watt per tutta la linea, che può raggiungere stabilmente una produzione di massa pari a zero bave per lastre sottili entro 6 mm, fornendo servizi di taglio laser affidabili e senza bave.
Perché i leader del procurement globale dovrebbero dare priorità ai servizi integrati di post-elaborazione del taglio laser per comprimere le catene di fornitura?
Scegliere un produttore integrato con uno sportello unicoservizi di post-elaborazione del taglio laserpossono essere un buon modo per limitare il rischio di danni derivanti dal trasporto tra stabilimentiriducendo i tempi di consegna complessivi del progetto del 35% - 50%.
Smontare i costi nascosti dei modelli di approvvigionamento discreti
Un modello tradizionale di appalti discreti come"taglio in fabbrica A, sbavatura in fabbrica B, finitura superficiale in fabbrica C"comporta inevitabilmente notevoli costi nascosti. L’eliminazione dei servizi di post-elaborazione del taglio laser aumenta il rischio che il taglio laser diventi un appalto ancora più frammentato.
- Quantità minime di ordine multiple creano attriti sui costi. Ogni fornitore richiede una certa quantità minima di prodotti da ordinare per mantenere il costo degli ordini di piccoli lotti sufficientemente basso, il che fa aumentare i costi.
- Fabbriche diverse con standard di ispezione di qualità diversi possono portare a una situazione in cui il fornitore letteralmente "scarica la responsabilità" quando si verifica un problema di qualità, che a sua voltaaumentare i costi di comunicazione e rilavorazione.
- Gli arretrati di inventario in transito e i molteplici trasferimenti di fabbrica allungano i cicli di consegna, immobilizzando così più capitale di inventario e richiedendo maggiori sforzi di gestione.
Il valore della catena di fornitura della produzione integrata
Modelli di produzione integrata in fabbricafornire una piattaforma per la creazione di valore per l'acquirente in diversi modi. Sviluppare unfiliera integrata del taglio laserè la chiave della sinergia dei processi interni di taglio e post-lavorazione.
- Lavorare secondo standard di qualità unificati:Poiché l'intero processo sarà completato in fabbrica, gli standard di controllo saranno coerenti e la tracciabilità elevata.
- I cicli di consegna sono ridotti:Ciò porterà all’eliminazione del fattore tempo legato al trasporto e ai collegamenti tra le fabbricheuna riduzione del 35%-50% del ciclo di consegna complessivo.
- Costi complessivi minori:L'eliminazione di trasferimenti e controlli di qualità ripetuti comporterà una riduzione dei costi complessivi di approvvigionamento di oltre il 30%.
L'integrazione in fabbrica dell'intero processo garantisce la stabilità della consegna e la coerenza della qualità dei servizi di taglio laser di precisione. Puoi inviare i requisiti e i disegni del tuo progetto eforniremo un preventivo completo per la produzione di massa basato su una soluzione integrata, abbreviando il ciclo della catena di approvvigionamento e riducendo i costi complessivi di approvvigionamento.
Caso di studio: in che modo LS Manufacturing ha fornito tappi per filtri del carburante in acciaio inossidabile privi di difetti per un fornitore automobilistico di livello 1?
Sfida del cliente
Uno dei fornitori automobilistici di livello 1 leader a livello mondiale aveva una produzione su larga scala di tappi terminali di filtri carburante per autoveicoli realizzati in acciaio inossidabile SUS316L con spessore di 1,5 mm. Il prodotto consisteva in una confezione densamente confezionata,Pori piccoli ad alta precisione di soli 1,2 mm di diametro.I taglienti del precedente fornitore creavano una grande quantità di depositi ostinati e strati di ossido di dimensioni superiori a 0,15 mm.
Nonostante la pulizia ad ultrasuoni, le particelle continuavano a staccarsi lasciando solo poche tracceuna grave violazione dello standard di pulizia VDA 19 e requisiti molto severi per la qualità dei bordidelstandard per parti automobilistiche con taglio lasererano molto evidenti. Questo prodotto era in crisi di conformità e l'intero lotto è stato restituito.
Soluzione di produzione LS
Con il coinvolgimento del team tecnico di LS Manufacturing, hanno cambiato completamente il flusso del processo,implementato profondamente il protocollo di ottimizzazione DFM del taglio laser,e controllato da un capo all'altroprocesso di taglio laser a stack completo.
- È stata eseguita una disposizione geometrica rivista per migliorare il fattore di sicurezza dello stress termico in prossimità di piccoli fori. In questo modo si evitano effetti di ponte termico dal punto di progettazione.
- Finalizzata una macchina da taglio laser a fibra ad alta precisione da 12000 W, inoltreun sistema di campo di flusso di N puro ad altissima pressione da 1,7 MPa sviluppato internamente al 99,999%, per eseguire lo stripping a freddo senza ossigeno in pochissimo tempo.
- Processi collegati di lucidatura dei fluidi e pulizia con deionizzazione a ultrasuoni completamente automatizzati senza interruzioni per eliminare completamente i residui a livello di micron.
Risultati e valore
Attraverso una soluzione di processo personalizzata olistica,l'altezza della bava del taglio della copertura terminale del settore automobilistico è riuscita al 100% a 0,00 mm, totalmente senza tracce al microscopio 50x, con una rugosità dei bordi di Ra 0,4μm. Inoltre, il cliente è riuscito a ottenere la certificazione di pulizia VDA 19 e ci è riuscitomigliorare il tasso di resa del taglio laser e aumentarlo dal 72% al 99,8%.L'eliminazione della post-elaborazione tra stabilimenti ha ridotto il costo totale di approvvigionamento per unità del 41% e allo stesso tempo ha accorciato il ciclo di consegna del 42%.
Se sì, ahabbiamo esigenze simili di lamiere senza bave,per favorecontattare il nostro team di ingegneriper consultazione.Uniamo la nostra esperienza in progetti di produzione di massa con le nostre capacità di soluzioni di taglio laser personalizzate per personalizzare una soluzione di processo unica per te.

Domande frequenti
D1: Qual è l'apertura più piccola possibile attraverso il taglio laser senza formazione di bave o scorie?
Per evitare una combustione eccessiva e un eccessivo attaccamento delle scorie durante il taglio, è necessario che l'apertura minima e lo spessore della lamiera siano conformimantenuto rigorosamente in rapporto aureo 1:1. Ciò consente al forte gas di assistenza pressurizzato di passare facilmente attraverso il taglio e rimuovere efficacemente tutto il metallo fuso.
D2: Perché il taglio standard con azoto a volte provoca microbave appiccicose sui profili in lega di alluminio personalizzati?
Le leghe di alluminio sono caratterizzate da un basso punto di fusione e da un'altissima capacità di condurre il calore. Se la messa a fuoco del laser a fibra è spostata di appena ±0,1 mm o la pressione dell'azoto non viene mantenuta a 1,5 MPa,l'alluminio fuso verrà raffreddato così rapidamenteche aderirà nuovamente al bordo inferiore del pezzo.
D3: Come si confrontano i valori di rugosità superficiale delle parti ottimizzate dal taglio laser DFM con quelli prodotti dal taglio a getto d'acqua convenzionale?
Nonostante in realtà il taglio a getto d'acqua sia totalmente privo di bave, il nostro taglio laser a fibra di precisione potenziato combinato con la rettifica vibrante interna all'impianto completamente automatizzata può produrre una rugosità del bordo di Ra 1,6μm e, allo stesso tempo,aumentare la velocità di lavorazione di quattro volte ed eliminare completamente il rischio di contaminazione da umidità.
D4: I servizi di finitura di precisione possono eliminare completamente le scorie laser pesanti dall'acciaio al carbonio senza causare alcuna fusione delle dimensioni della parte?
Puoi raschiare via le pesanti scorie del laser con l'aiuto della molatura.Tuttavia, i rulli meccanici pesanti o la molatura manuale possono facilmente danneggiare tolleranze lineari molto precise. Prevenire fin dall'inizio le bave tramite il processo di taglio DFM arricchito di ossigeno di LS Manufacturing è una soluzione ingegneristica molto più sicura.
Q5: A quali specifiche strutturali fa riferimento LS Manufacturing per calcolare con precisione il prezzo delle soluzioni di taglio laser personalizzate?
Studiamo i disegni 3D STEP o 2D DXF inviatici dal cliente eeffettuare una valutazione rigorosadella lunghezza complessiva del taglio lineare, del numero totale di fori, delle fluttuazioni dei prezzi del mercato dei materiali e se è incluso il processo di sbavatura automatizzato, dando infineun preventivo accurato.
D6: In che modo i servizi di post-elaborazione del taglio laser, come la passivazione chimica, forniscono protezione ai bordi del prodotto finito dalla ruggine superficiale?
Sul bordo tagliato durante il processo di fusione dell'acciaio inossidabile laser ad alta temperatura,il contenuto di cromo è leggermente ridotto.Il nostro impianto di passivazione chimica post-trattamento integrata ripristina completamente lo strato di passivazione dell'ossido di cromo, assicurando che i bordi del prodotto finito abbiano una resistenza stabile alla corrosione e prevenzione della ruggine.
D7: Qual è il tipico intervallo di tolleranza dimensionale dei bordi che LS Manufacturing può controllare nella produzione di massa?
Grazie al nostro sistema laser di precisione in fibra multiasse da 10.000 watt all'interno dello stabilimento e all'ambiente di elaborazione digitale 24 ore su 24, possiamo costantementegarantire che la tolleranza di posizionamento lineare delle parti raggiunga il livello di ± 0,05 mm, che indica una stabilità del processo molto elevata nella produzione di massa di decine di migliaia di pezzi.
Q8: Proteggere una superficie con una pellicola vinilica prima del taglio laser di precisione riduce o elimina le bave sui bordi della superficie superiore?
Innanzitutto, sulla superficie della lamiera viene applicata una pellicola protettiva di qualità laser. Questo passaggio completamenterimuove schizzi di scorie, bruciature riflettenti e graffi sulla superficie superiore, mentre le bave sulla superficie inferiore vengono rimosse con successo dal campo di flusso della dinamica dei gas con il nostro design ad altissima pressione.
Sommario
L'eliminazione delle bave del taglio laser è molto più di una semplice fase post-rettifica, ma richiede un'approfondita ricerca e sviluppo che incorpora la geometria di progettazione sottostante (taglio laser DFM), il controllo della meccanica del campo del flusso di gas e la finitura superficiale integrata nell'impianto. Determinando accuratamente il rapporto di apertura minimo, l'ottimizzazione della spaziatura delle caratteristiche e l'adattamento dei sistemi in fibra ottica ad alta potenza all'inizio della ricerca e sviluppo,gli ingegneri progettisti possono ridurre efficacemente al minimo la fonte di scorie.Il caso di un cappuccio terminale per filtro automobilistico evidenzia che la combinazione dei requisiti DFM e del processo di produzione unico è il metodo principale per ridurre i costi della catena di fornitura e migliorare le prestazioni dei bordi.
Vuoi risparmiare sui costi di sbavatura secondaria e rilavorazione che avrebbero potuto essere evitati?Impedisci ai bordi tagliati ruvidi e pieni di sbavature di consumare i margini del tuo prodotto e di danneggiare la reputazione del tuo marchio.Invia i tuoi disegni CAD 3D(supporta i formati.STEP,.IGS e.DXF) al sistema di valutazione dell'ingegneria digitale di LS Manufacturing senza indugio, e i nostri esperti di produzione dei migliori piani forniranno un rapporto gratuito sulla producibilità DFM per il taglio laser e un preventivo per la produzione di massa entro 24 ore.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web:https://lsrpf.com/
Dichiarazione di non responsabilità
I contenuti di questa pagina sono solo a scopo informativo.Servizi di produzione LSNon ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente.Richiedere partipreventivo Identificare i requisiti specifici per queste sezioni.Vi preghiamo di contattarci per ulteriori informazioni.
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore. Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneLavorazione CNC,Produzione di lamiere, stampa 3D,Stampaggio ad iniezione.Stampaggio metallie altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web:www.lsrpf.com
