
Burr-free laser cutting servicesare to manufacture very accurately with the sheet metal cutting having zero burr and flash edges by controlling to a very high degree the process parameters and pre-design management (DFM). This meets the main issues of traditional laser cutting likeextremely high costs for the secondary grinding as well as huge risks of non-compliancein particular in highly precise industries. In such industries as medical, automotive, and aerospace, the presence of edge burrs not only affect the accuracy of assembly and compliance with cleanliness standards but,in worse cases, these often means the failure of the product.
This article is a clear explanation of how physicallyzero burr cuttingcan be achieved. It even covers the concepts of the molten pool, the design of the gas flow field, and integrated post-processing, as well as help design engineers obtain stable edge quality at the drawing stage.

Burr-Free Laser Cutting Services Key Performance Overview
| Material Type | Assist Gas and Pressure | Critical Aperture Ratio (Aperture: Thickness) | Edge Roughness Ra Range | Burr Control Level |
| SUS304 Stainless Steel | 99.999% N₂, 1.6MPa | ≥1:1 | 0.8-1.6μm | Zero Slag Grade |
| 1050-H14 Aluminum Alloy | 99.999% N₂, 1.8MPa | ≥1.2:1 | 1.6-3.2μm | Micro Burr Grade |
| SPCC Cold-Rolled Carbon Steel | O₂, 0.3MPa | ≥1:1 | 3.2-6.3μm | Light Slag Grade |
| TC4 Titanium Alloy | 99.999% Ar, 2.0MPa | ≥1.5:1 | 1.6-3.2μm | Zero Slag Grade |
Key Takeaways
- Robust Tolerance Control:To ensure laser cutting without burrs, the best aperture ratio should be kept at or above 1:1, and the carbon steel surface roughness can becontrolled in the range Ra 1.6-3.2 μm.
- Gas Selection Strategy:The cutting of stainless steel and aluminum alloys with a high reflectivity should be done using a high-pressure N2 of1.4-1.8MPaso that the cut is free of the oxide layer and slag.
- One-Stop Procurement Advantage:LS Manufacturing will change the hall production costs by 35% through maintenance of the laser cutting DFM with highly precision post-processing services.
Why Trust LS Manufacturing's Precision Laser Cutting Services For Burr Free Cutting Solutions?
For more than a decade, we've been totally dedicated to precision sheet metal work and all our precision laser cutting services have been trusted many times in large-scale production.
We've tried various equipment upgrades based onour experience in car fuel filter end cap manufacturingbut they alone cannot guarantee removing burrs completely, design-for manufacturing (DFM) control combined with end-to-end collaboration of the process is essential. Our process system followsISO 13920-B tolerance standards and all mass production processesare controlled under standardization.
We have conducted a large amount of material-pressure-pore size comparison tests in our lab after which we developed a process parameter database enabling us toprovide the best cutting solution in no time for different materials. Our manufacturing system is also certified to meet requirements of theIATF 16949automotive quality management system, with every phase, from raw material inspection through final inspection of the full-size product, having traceable quality records.
Unlike general assembly plants which only duplicate standard parameters, through customized manufacturability reviews for each drawing, we identify potential risks of burrs at the beginning and in this way assist you in lowering rework costs later on.
If you are facing compliance and cost concerns due to cutting burrs, submit your product drawings for a free DFM assessment. Our engineering team will providecustomized optimization solutions and expected yield improvementwithin 24 hours, helping you reduce mass production risks from the outset.
Why Do Metal Parts Develop Edge Burrs During Precision Laser Cutting Services?
Burrs or tiny residues inprecision laser cutting serviceshappen when a small amount of melted metal gets re-solidified and stuck at the bottom of the cut part. It usually happenswhen the heat gets concentrated locally or the surface tension is not balanced. The main causes are usually low gas pressure, the nozzle not being focused, or load at deceleration corners, causing metal solidification.
Thermodynamic and Fluid Dynamic Mechanisms of the Melt Pool
The MIR beam makes the metal surface form a pool of molten metal. The assist gas helps to blow away the liquid metal and also protect the cut. To accurately control the final edge quality of precision laser cutting services,a complete understanding of laser cutting melt pool dynamics is necessary.
- If the gas pressure is not enough, liquid metal will not be fully ejected from the kerf, and the leftover droplets will build up at the bottom, which is called slag.
- If the nozzle's height is not at the focal point, the beam energy density will drop, and the unequal molten pool temperature willcause an increase in molten metal viscosity.
- When the cutting path slows down at the corners, the local heat input increases drastically, and the amount of molten metal surpasses the airflow's purging capacity.
The Influence of Material Properties on Slag Formation
The thermal conductivity, melting point, and oxide properties of various materialsinfluence the burr shape and ease of removal. Selecting properlaser cutting material parametersis the foundation of creating different design rules for laser cutting DFM.
- At high temperatures, chromium and nickel in stainless steel will produce oxides thathave very high melting points. If the purity of nitrogen is not enough, the slag formed will be hard.
- Aliuminum alloys have high thermal conductivity and the molten pool is cooled down quite quickly.Just a certain delay in airflow purgingwill make the metal solidify and stick to the bottom of the cut.
- Carbon steel when cut with oxygen, exothermic oxidation reaction help in melting the metal. If oxygen purity is not sufficient, iron oxide slag will be formed.
More simply,it is like a high-pressure water gun cleaning a wall, if the water pressure and angle are not right, it will not clean well and cutting burrs will remain.

Figure 1: Close-up of laser-cut metal parts showing edge burrs formed during the cutting process.
How Can Engineers Optimize Slot and Hole Geometries for Burrless Sheet Metal Fabrication?
Burr-free design laser cuttingis essentially about adherence to the wall thickness ratio limits and the feature spacing regulations. The smallest hole size should beat least equal to the plate thickness ( 1:1), and a corner radius of 0.5 plate thickness is usually added to stop the beam from slowing down and heat from building up.
Aperture Ratio and Wall Thickness Design Criteria
The size of the opening compared to the thickness of the plate determines whether the gas thathelps in cutting can flow properly through the cut and remove the melted metal. This is the main geometric control factor in the laser cutting DFM system and a key item in the design control oflaser cutting hole geometry.
- If the opening is smaller than the plate thickness, the kerf's internal space becomes narrow, and the air flow is disrupted, which increases the burr formation rate by more than three times.
- For very thin plates of thickness 1.0-3.0 mm, it is advised tocontrol the aperture ratio at 1.2:1 or higherto get a stable zero-burr result.
- When dealing with narrow kerf designs, the kerf width should beat least 0.8 times the plate thickness, if not, there will be a continuous build-up of slag.
DFM Parameter Matrix for Core Material Laser Cutting
| Material Grade | Assisted Gas Pressure | Minimum Aperture Ratio | Minimum Transition Fillet | Edge Roughness Ra | Burr Prevention Measures |
| SUS304 | 1.6MPa N | 1:1 | 0.5 Plate Thickness | 0.8-1.6μm | High-Pressure Purging + Corner Optimization |
| 1050 H14 | 1.8MPa N | 1.2:1 | 0.8 Plate Thickness | 0.8 Plate Thickness | Pulse Perforation + Circular Path |
| SPCC | 0.3MPa O | 1:1 | 0.3 plate thickness | 3.2-6.3μm | Oxygen-enriched cutting + low-speed finishing |
| TC4 Titanium Alloy | 2.0MPa Ar | 1.5:1 | 1.0 plate thickness | 1.6-3.2μm | Inert protection + segmented cutting |
Thermal Bridging Effect and Feature Spacing Control
Too close neighboring cutting paths do not allow heat dissipation andcreate a "thermal bridging effect"that results in a continuous temperature rise in the local area. Laser cutting heat bridging control is an essential part when designing complex structures forcustom laser cutting solutions.
- When two kerfs are less than 1.5 times the plate thickness apart, the thermal bridging effect is noticed andresults in numerous microburrs located on the cut edges.
- To avoid heat accumulation in hole array designs, the hole spacing should be two times the plate thickness at minimum.
- For complicated contours,to avoid leaving overheated weld points on the part outline, a gradual lead wire design may be implemented.
Simply put, the thermal bridging effect is like two candles too close together, the heat from their interaction causes the metal to over-melt, forming burrs.To obtain the complete laser cutting DFM design white paper, please contact our engineering team.

Figure 2: Various laser-cut sheet metal parts displaying slots and holes with different geometries.
Which Assist Gas Pressure Profiles Ensure Flawless Edge Quality Optimization for Stainless Steel?
At the heart ofedge quality optimizationof stainless steel cutting surfaces is the use of99.999% high-purity nitrogen combined with the stabilization of the nozzle airflow pressure at 1.4-1.8 MPa. This approach employs a highly energetic jet that immediately removes the molten oxygen-free metal droplets.
Kinetic Differences Between Oxygen and Nitrogen Cutting
Oxygen and nitrogen imply two distinct cutting methods. The well-informedlaser cutting assist gas selectionis fundamental to the optimal edge quality optimization of stainless steel cut surfaces.
- Oxygen cutting involves the exothermic melting of the metal through an oxidation reaction,which is the reason for high cutting speedsbut however, it leaves an oxide layer and iron oxide slag at the cut.
- Nitrogen cutting is based on a high-pressure airstream that directly removes the molten metal, which means it is a cold cutting wherethere is no oxide layer and a fresher edge is obtained.
- If the stainless steel is thicker than 3mm, the nitrogen pressure has to be raised to more than 1.6MPa so that keeping the bottom of the cut free of impurities is ensured.
Relationship Between Nozzle Flow Field Distribution and Slag Formation
The air supply pattern and velocity distribution arethe main factors affecting the purging efficiency of laser cutting. The structure of the laser cutting nozzle determines these factors and to optimize the flow field is to directly get better results in stable burr-free laser cutting services.
- Subsonic nozzles work well forcutting thin platesbecause they are able to provide a stable air velocity. But, in thick plates,expansion waves within the kerf may easily lead to a sudden pressure drop.
- Supersonic nozzles are capable of keeping the airflow velocity high within the thick plate kerf and So they provide stronger purging, but they are more demanding with choosing the precise focal point.
- If the micro-features present in the kerf hinder the opening for airflow, shock waves will be generated in the kerf andpressure at that point will fall below 0.5 MPa, which is the point where bottom slag formation starts.
Tailor-made airflow parameter adjustment is a mustin laser cutting solutions. LS Manufacturing lab's exclusive test data show that by raising the nitrogen pressure from 1.4 MPa to 1.7 MPa, the bottom burr rate of 2mm stainless steel drops from 12% down to 0%.
Simply put, the shock wave generatedwhen the airflow encounters an obstacle is just like water moving very fast and hitting a rock,turbulence is created. Because of the sudden loss in impact force, the molten metal is not completely removed.
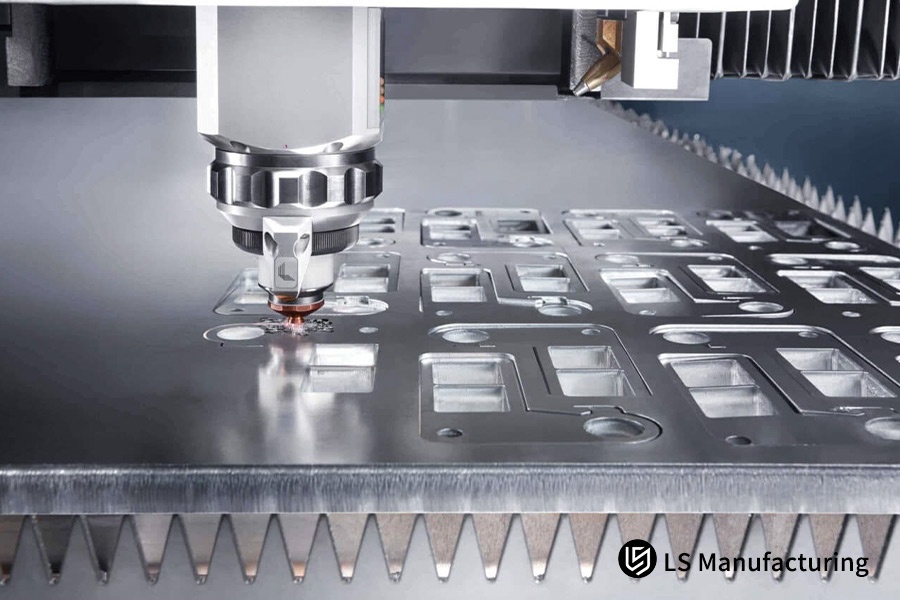
Figure 3: CNC laser cutting machine in action, processing stainless steel sheets with assist gas.
Can Advanced Laser Cutting DFM Techniques Counteract the Thermal Deformation of High-Reflectivity Metals?
Laser cutting DFMFirst and foremost focuses on minimizing thermal deformation and edge chipping while working on high-reflectivity metals like aluminum alloys and copper througha combination of pulsed perforation and a ring-shaped amplitude-splitting path. With this, the heat input reduction to the high reflectivity sensitive areas is over 45% when compared with traditional continuous wave cutting.
Failure Mechanism of High-Reflectivity Materials
The unique physical properties of high-reflectivity metals account for theirhigher cutting difficulty against ordinary steel. The high-reflectivity factor is also the reason whylaser cutting high-reflectivity metalsis taken as a special case in laser cutting DFM.
- Aluminum alloys and copper's thermal conductivity is 3-5 times that of carbon steel. As a result, the heat that is generated from the laser source is rapidly dispersed to the base material,which lowers the temperature of the molten pool to an insufficient level.
- The materials are less absorbent to fiber laser light and the reflected light can damage the fiber optic path, resulting in a decrease in the equipment's lifespan.
- Aluminum, when molten,has a very low viscosity and is capable of cooling very quickly. If it is not cleaned immediately, then it will form gelatinous burrs that stick to the bottom of the cut.
DFM Design Solution for Thermal Distortion Control
Through design tweaks, highly reflective materials can be made easier to cut and edge quality can also be improved. Carrying outlaser cutting thermal distortion controlisone of the main technological strengths of custom laser cutting solutions.
- At the beginning of the cut, pulse perforation technology is applied to gradually ramp up energy and avoid strong reflections that can result from direct irradiation by continuous light.
- A corner process replenishment loophas been introduced to prevent heat accumulation caused by beam deceleration and also to maintain the airflow in a stable manner.
- Parts are fixed through micro-connection design to avoid warpage during the cutting process and thatdimensional tolerances remain stable at ±0.03mm.
- When putting parts in a matrix, a heat dissipation safety distance of at least twice the thickness of the plate has been left to prevent the superposition of thermal effects in the parts that are next to each other.
These have been tested during mass production and the yield and stability of precision laser cutting services for high-reflectivity materials can be improvedreally by implementing these methods.
Whenever we have sudden slag adhesion issues, our unique troubleshooting method is:First confirm the focal offset is not more than ±0.1mm and then verify the nitrogen purity and pressure, which together account for 80% of the causes.

Figure 4: Precision laser cutting DFM for high-reflectivity metals to minimize thermal deformation.
What Role Do Automated Precision Finishing Services Play When Eliminating Micro-Burrs on Intricate Cutouts?
Laser technique refinement alone cannot entirely eradicate micron-level molecular stress burrs if the micro-parts are intendedfor high precision in medical and automotive. Besides, automatedprecision finishing services, among them chemical polishing and fluid vibration grinding, should be performed jointly.
Deburring Efficiency in Different Post-Processing Techniques
Since various post-processing techniques accomplish different precision levels and geometries of parts, laser cutting post process matching will guarantee a micron-level burr-free finish.
Comparison of Precision Post-Processing Deburring Efficiency
| Process Type | Deburr Size | Edge Rounding Range | Applicable Materials | Impact of Dimensional Tolerance | Mass Production Efficiency |
| Electrochemical Polishing | ≥1μm Microburrs | 0.05-0.1mm | Stainless Steel, TitaniumAlloys | ≤±0.005mm | Medium |
| Fluorescent Vibration Grinding | ≥10μm Burrs | 0.1-0.2mm | All Metals | ≤±0.02mm | High |
| Chemical Passivation | ≥0.1μm Oxidation Burrs | No Obvious Rounding | Stainless Steel | Stainless Steel | High |
| Tumble Grinding | ≥50μm Slag Retention | 0.2-0.5mm | Carbon Steel, Aluminum Alloy | ≥±0.05mm | Extremely High |
Cost Balance Point of Post-Processing Methods in Mass Production Context
Mass production that may rely heavily on laser process enhancement and post-processing arenot decreasing the comprehensive cost a lot. On one side, they are solving the problem oflaser cutting mass production costs. However, laser cutting post-processing services assist manufacturers in avoiding hidden costs of collaboration between multiple factories.
- In case the burr allowable size for the part is 0.05mm or more, the option of laser processing should be considered first for removing burrs. In fact,it leads to overall costs, which are 20% less, by comparison to those from post-processing addition.
- If the requirement calls for burrs to be eliminated at the micron level only, the total cost of manufacturing combining using laser with automated post-processing will bemuch cheaper than the cost of trying to increase laser parameter settings.
- Through joint process design, factory-based manufacturers are capable of controlling laser edge precision up to the micro-burr stage. That means,they can easily satisfy their customersthrough the use of minimal post-processing.
Our general formula to calculate the production cost is:
Production cost per unit = Cutting duration Unit machine time cost + Number of items post-processed Unit processing cost - Loss savings due to improved yield.
You canprovide part drawingsand quality requirements, and our team willprovide a free cost calculation for different process routes, combining precision finishing services solutions.
How Does the Choice of Fiber Versus CO2 Systems Directly Impact Industrial Burrless Cutting Tolerances?
Thanks to the short wavelength of 1.06 μm and extremely high energy density of the fiber laser spot, fiber lasers in precision laser cutting servicesproduce a lot fewer burrs than the traditional CO2 lasers of 10.6 μm wavelengthwhen cutting thin plates of ≤6 mm with holes of small to medium size, and the kerf width may be as small as 0.08 mm.
The Crucial Influence of Beam Quality on Kerf Edge Morphology
The kerf perpendicularity and the edge smoothness aredirectly influenced by the beam mode and the focused spot diameter. So, effective control of thelaser cutting beam qualityis the primary step towards the improvement of the edge quality of precision laser cutting services.
- Fiber lasers normally have an M factor less than 1.2, which leads to Gaussian energy distribution, a uniform kerf width, and minimal slag at the bottom.
- CO lasers But usually have an M factor in the range of 1.5 to 2.0, and this corresponds to uneven energy distribution and kerf taper with the top part being wider and the bottom part being narrower.
- Fiber lasers have the advantage ofa smaller focused spot diameter and higher energy density,result in a smaller and more controllable melt pool volume and lesser formation of burrs.
Comparison of the Process Capabilities at Various Plate Thicknesses
As far as their process capabilities are concerned, different thickness ranges of plates clearly indicate the strengths and weaknesses of the two types of equipment.Laser cutting thickness adaptationand seeking the best equipment solution isone of the most basic features of custom laser cutting solutions.
Comparison of Cutting Capabilities between Fiber Laser and CO Laser
| Type of Equipment | Wavelength | Typical M Factor | Burr Rate of Thin Plate (6mm) | Burr Rate of Thick Plate (12mm) | Minimum Knife Width | Processing Efficiency |
| 10,000-watt Fiber Laser | 1.06μm | ≤1.2 | ≤0.2% | 8-12% | 0.08mm | 3-fold |
| High-power CO Laser | 10.6μm | 1.5-2.0 | 5-8% | 3-5% | 0.15mm | 1-fold |
- For thin plates less than 6mm,fiber lasers outperform CO lasers in controlling burrs by a big margin, and processing efficiency is also 3 times higher.
- For thick plates greater than 10mm, CO lasers enable better cut perpendicularity and are slightly better at reducing burrs than fiber lasers.
- LS Manufacturing adoptsa 10000 watt fiber laser system for the entire line, which can stably achieve zero burr mass production for thin plates within 6mm, providing reliable burr-free laser cutting services.
Why Should Global Procurement Leaders Prioritize Integrated Laser Cutting Post-Processing Services to Compress Supply Chains?
Choosing an integrated manufacturer with one-stoplaser cutting post-processing servicescapabilities can be a good way to limit the risk of damage from cross-factory transportation while alsoreducing the overall project delivery time by 35% - 50%.
Disassembling Hidden Costs of Discrete Procurement Models
A traditional discrete procurement model like"factory A cutting, factory B deburring, factory C surface finishing"inevitably carries significant hidden costs. Breaking down laser cutting post-processing services increases the risk of laser cutting becoming an even more fragmented procurement.
- Multiple minimum order quantities create cost friction. Each supplier demands a certain minimum quantity of products to be ordered to keep the cost of small-batch orders sufficiently low, which makes the cost go up.
- Different factories having different quality inspection standards can result in a situation where the supplier literally "passes the buck" when a quality problem occurs, which in turn willincrease the communication and rework costs.
- Inventory backlog in transit and multiple factory transfers make delivery cycles longer, thereby immobilizing more inventory capital and requiring more management effort.
The Supply Chain Value of Integrated Manufacturing
In-factory integrated manufacturing modelsprovide a platform for buyer value creation in multiple ways. Developing alaser cutting integrated supply chainis the key to the in-factory processes synergy of cutting and post-processing.
- Work under unified quality standards:As the entire process will be completed in-factory, the control standards will be consistent and traceability strong.
- Delivery cycles are shortened:Removing the time factor tied to cross-factory transportation and connections will lead toa 35%-50% reduction in the overall delivery cycle.
- Lesser overall costs:No more transfers and repeated quality inspections will result in a reduction in overall procurement costs by over 30%.
Full-process in-factory integration ensures the delivery stability and quality consistency of precision laser cutting services. You can submit your project requirements and drawings, andwe will provide a complete mass production quotation based on an integrated solution, shortening the supply chain cycle and reducing overall procurement costs.
Case Study: How Did LS Manufacturing Deliver Defect-Free Stainless Steel Fuel Filter Caps for an Automotive Tier-1 Supplier?
Customer Challenge
One of the world's leading automotive Tier 1 suppliers had a large scale production of end caps of automotive fuel filters made of SUS316L stainless steel with thickness of 1.5mm. The product consisted of densely packed,high precision small pores of 1.2mm diameter only.The cutting edges of the previous supplier were creating a large amount of stubborn deposits and oxide is layering of greater than 0.15mm in size.
Despite ultrasonic cleaning, particles kept on detaching, leaving only a few traces, this wasa severe violation of the VDA 19 cleanliness standard and very strict requirements for the edge qualityof thelaser cutting automotive part standardwere very evident. This product was in a crisis of compliance and the whole batch was returned.
LS Manufacturing Solution
On the involvement of the technical team of LS Manufacturing, they completely changed the process flow,implemented deeply the laser cutting DFM optimization protocol,and controlled end to end thelaser cutting full-stack process.
- Revised geometric layout was done to improve the thermal stress safety factor of the proximity of small holes This way avoiding thermal bridging effects from the design point.
- Finalized a 12000W high-precision fiber laser cutting machine, plusa self-developed 1.7MPa ultra-high pressure 99.999% pure N flow field system, to accomplish oxygen-free cold stripping in no time.
- Connected fully automated fluid polishing and ultrasonic deionization cleaning processes without interruption to thoroughly eradicate micron-level residues.
Results and Value
By holistic customized process solution,the burr height of the automotive end cover cut was 100% managed to be 0.00mm, totally traceless by a 50x microscope, with an edge roughness of Ra 0.4μm. Also, the customer was able to get VDA 19 cleanliness certification and they were able toimprove laser cutting yield rate and raise it from 72% to 99.8%.The elimination of cross-factory post processing brought down the total cost of procurement per unit by 41% and at the same time it shortened the delivery cycle by 42%.
If you have similar zero-burr sheet metal needs,pleasecontact our engineering teamfor consultation.We combine our experience in mass production projects with our custom laser cutting solutions capabilities to customize a unique process solution for you.

FAQs
Q1: What is the smallest aperture possible through laser cutting without any burr or slag formation?
To avoid excessive burning and heavy slag sticking during the cutting, the minimum aperture and sheet metal thickness have to bestrictly kept at a 1:1 golden ratio. This allows that the strong pressurized assist gas can easily go through the kerf and effectively remove all molten metal.
Q2: Why does standard nitrogen cutting sometimes result in sticky microburrs on custom aluminum alloy profiles?
Aluminum alloys are characterized by a low melting point and a very high ability to conduct heat. If the fiber laser focus is off by as little as ±0.1mm, or the nitrogen pressure is not kept up to 1.5MPa,molten aluminum will be cooled so quicklythat it will stick again to the lower edge of the part.
Q3: How do the surface roughness figures of parts optimized by laser cutting DFM compare with those produced by the conventional waterjet cutting?
Despite In reality waterjet cutting is totally burr-free, our enhanced precision fiber laser cutting combined with in-plant fully automated vibratory grinding can yield an edge roughness of Ra 1.6μm, and at the same timeincrease the processing speed by four times and completely eliminate the risk of moisture contamination.
Q4: Can precision finishing services entirely get rid of heavy laser slag from carbon steel without causing any meltdown of the part dimensions?
You can scrape off the heavy laser slag with the help of grinding.Still, heavy mechanical rollers or hand grinding can easily damage very precise linear tolerances. Preventing burrs via LS Manufacturing's oxygen-enriched DFM cutting process from the outset is an engineering solution that is much safer.
Q5: What structural specifications does LS Manufacturing refer to to accurately calculate the price of custom laser cutting solutions?
We study the 3D STEP or 2D DXF drawings sent to us by the customer andcarry out a strict evaluationof the overall length of linear cutting, total number of holes, material market price fluctuations, and whether the automated deburring process is included, finally givingan accurate quote.
Q6: How do laser cutting post-processing services such as chemical passivation provide protection to finished product edges against flash rust?
At the cut edge during the molten high temperature laser stainless steel process,the chromium content is slightly reduced.Our plant integrated post-treatment chemical passivation restores the chromium oxide passivation layer completely, making sure that the finished product edges have stable corrosion resistance and rust prevention.
Q7: What is the typical edge dimensional tolerance range that LS Manufacturing can control in mass production?
Based on our 10,000-watt multi-axis fiber precision laser system inside the plant and round-the-clock digital processing environment, we can consistentlyguarantee the linear positional tolerance of parts to reach ±0.05mm level, which points to a very high process stability in mass production of tens of thousands of parts.
Q8: Does protecting a surface with a vinyl film before precision laser cutting lessening or eliminating the burrs on the upper surface edges?
Firstly, a laser-grade protective film is applied to the sheet metal surface. This step completelyremoves slag splash, reflective burn, and scratch on the upper surface, while burrs on the lower surface are successfully removed by the gas dynamics flow field with our design of ultra-high pressure.
Summary
Getting rid of laser cutting burrs is by far more than a simple post- grinding step but a deep research and development incorporating the underlying design geometry (laser cutting DFM), control of gas flow field mechanics, and integrated in-plant surface finishing. By accurately determining the minimum aperture ratio, feature spacing optimization, and high-power fiber optic systems adaptation at the beginning of R&D,design engineers can effectively minimize the source of slag.The case of an automotive filter end cap highlights that the combination of DFM requirements and one-stop manufacturing process is the main method to reduce supply chain costs and enhance edge performance.
Do you want to save the costs of secondary deburring and rework that could have been avoided?Stop rough, burr-filled cut edges from eating up your product margins and damaging the reputation of your brand.Send your 3D CAD drawings(supporting.STEP,.IGS, and.DXF formats) to the LS Manufacturing Digital Engineering Assessment System without delay, and our top plans manufacturing experts will provide a free laser cutting DFM manufacturability report and mass production quotation within 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
