
Serviços de corte a laser sem rebarbassão fabricados com muita precisão, com o corte de chapas metálicas sem rebarbas e bordas quebradas, controlando em um grau muito alto os parâmetros do processo e o gerenciamento de pré-projeto (DFM). Isso atende aos principais problemas do corte a laser tradicional, comocustos extremamente elevados para a moagem secundária, bem como enormes riscos de não conformidadeem particular em indústrias de alta precisão. Em indústrias como médica, automotiva e aeroespacial, a presença de rebarbas nas bordas não afeta apenas a precisão da montagem e a conformidade com os padrões de limpeza, mas,nos piores casos, isso muitas vezes significa a falha do produto.
Este artigo é uma explicação clara de como fisicamentecorte sem rebarbaspode ser alcançado. Ele ainda cobre os conceitos da poça fundida, o projeto do campo de fluxo de gás e o pós-processamento integrado, além de ajudar os engenheiros de projeto a obter uma qualidade de borda estável na fase de desenho.

Visão geral do desempenho principal dos serviços de corte a laser sem rebarbas
| Tipo de material | Assistir Gás e Pressão | Taxa de abertura crítica (abertura: espessura) | Faixa Ra de rugosidade da borda | Nível de controle de rebarbas |
| SUS304 de aço inoxidável | 99,999% N₂, 1,6MPa | ≥1:1 | 0,8-1,6μm | Grau Zero Escória |
| Liga de alumínio 1050-H14 | 99,999% N₂, 1,8MPa | ≥1,2:1 | 1,6-3,2μm | Grau de micro rebarbas |
| Aço carbono laminado a frio SPCC | O₂, 0,3 MPa | ≥1:1 | 3,2-6,3μm | Grau de escória leve |
| Liga de titânio TC4 | 99,999%Ar, 2,0MPa | ≥1,5:1 | 1,6-3,2μm | Grau Zero Escória |
Principais conclusões
- Controle robusto de tolerância:Para garantir o corte a laser sem rebarbas, a melhor relação de abertura deve ser mantida igual ou superior a 1:1, e a rugosidade da superfície do aço carbono pode sercontrolado na faixa Ra 1,6-3,2 μm.
- Estratégia de seleção de gás:O corte de aço inoxidável e ligas de alumínio com alta refletividade deve ser feito com N2 de alta pressão de1,4-1,8MPapara que o corte fique livre da camada de óxido e escória.
- Vantagem de aquisição completa:A LS Manufacturing alterará os custos de produção do pavilhão em 35% através da manutenção do DFM de corte a laser com serviços de pós-processamento de alta precisão.
Por que confiar nos serviços de corte a laser de precisão da LS Manufacturing para soluções de corte sem rebarbas?
Por mais de uma década, temos nos dedicado totalmente ao trabalho de precisão em chapas metálicas e todos os nossos serviços de corte a laser de precisão foram confiáveis muitas vezes na produção em grande escala.
Tentamos várias atualizações de equipamentos com base emnossa experiência na fabricação de tampas de filtros de combustível para automóveismas eles por si só não podem garantir a remoção completa das rebarbas, o controle do projeto para fabricação (DFM) combinado com a colaboração de ponta a ponta do processo é essencial. Nosso sistema de processo segueISO 13920-B padrões de tolerância e todos os processos de produção em massasão controlados sob padronização.
Realizamos uma grande quantidade de testes de comparação de tamanho de poro de pressão de material em nosso laboratório, após os quais desenvolvemos um banco de dados de parâmetros de processo que nos permitefornecer a melhor solução de corte rapidamente para diferentes materiais. Nosso sistema de fabricação também é certificado para atender aos requisitos doIATF16949sistema de gestão da qualidade automotiva, em todas as fases, desde a inspeção da matéria-prima até a inspeção final do produto em tamanho real, possuindo registros de qualidade rastreáveis.
Ao contrário das montadoras gerais que apenas duplicam parâmetros padrão, por meio de análises personalizadas de capacidade de fabricação para cada desenho, identificamos riscos potenciais de rebarbas no início e, dessa forma, auxiliamos você a reduzir custos de retrabalho posteriormente.
Se você estiver enfrentando preocupações de conformidade e custos devido ao corte de rebarbas, envie os desenhos do seu produto para uma avaliação gratuita do DFM. Nossa equipe de engenharia fornecerásoluções de otimização personalizadas e melhoria de rendimento esperadadentro de 24 horas, ajudando você a reduzir os riscos de produção em massa desde o início.
Por que as peças de metal desenvolvem rebarbas nas bordas durante os serviços de corte a laser de precisão?
Rebarbas ou pequenos resíduos emserviços de corte a laser de precisãoacontece quando uma pequena quantidade de metal derretido se solidifica novamente e fica presa na parte inferior da peça cortada. Geralmente acontecequando o calor se concentra localmente ou a tensão superficial não está equilibrada. As principais causas geralmente são a baixa pressão do gás, o bocal não focado ou a carga nos cantos de desaceleração, causando a solidificação do metal.
Mecanismos Termodinâmicos e Fluidodinâmicos da Poça de Fusão
O feixe MIR faz com que a superfície metálica forme uma poça de metal fundido. O gás auxiliar ajuda a soprar o metal líquido e também a proteger o corte. Para controlar com precisão a qualidade da borda final dos serviços de corte a laser de precisão,é necessária uma compreensão completa da dinâmica da poça de fusão do corte a laser.
- Se a pressão do gás não for suficiente, o metal líquido não será totalmente ejetado do corte e as gotículas restantes se acumularão no fundo, o que é chamado de escória.
- Se a altura do bocal não estiver no ponto focal, a densidade de energia do feixe cairá e a temperatura desigual da poça de fusão diminuirá.causar um aumento na viscosidade do metal fundido.
- Quando o caminho de corte diminui nos cantos, a entrada de calor local aumenta drasticamente e a quantidade de metal fundido ultrapassa a capacidade de purga do fluxo de ar.
A influência das propriedades dos materiais na formação da escória
A condutividade térmica, ponto de fusão e propriedades de óxido de vários materiaisinfluenciam o formato da rebarba e a facilidade de remoção. Selecionando adequadoparâmetros de material de corte a laseré a base para a criação de diferentes regras de design para corte a laser DFM.
- Em altas temperaturas, o cromo e o níquel no aço inoxidável produzirão óxidos quetêm pontos de fusão muito altos. Se a pureza do nitrogênio não for suficiente, a escória formada ficará dura.
- As ligas de alumínio têm alta condutividade térmica e a poça fundida é resfriada rapidamente.Apenas um certo atraso na purga do fluxo de arfará com que o metal solidifique e grude na parte inferior do corte.
- O aço carbono quando cortado com oxigênio, a reação de oxidação exotérmica ajuda na fusão do metal. Se a pureza do oxigênio não for suficiente, será formada escória de óxido de ferro.
Mais simplesmente,é como uma pistola de água de alta pressão limpando uma parede, se a pressão e o ângulo da água não estiverem corretos, ela não limpará bem e permanecerão rebarbas de corte.

Figura 1: Close de peças metálicas cortadas a laser mostrando rebarbas nas bordas formadas durante o processo de corte.
Como os engenheiros podem otimizar geometrias de ranhuras e furos para fabricação de chapas metálicas sem rebarbas?
Corte a laser com design sem rebarbastrata-se essencialmente da adesão aos limites da proporção de espessura da parede e aos regulamentos de espaçamento entre recursos. O menor tamanho do furo deve serpelo menos igual à espessura da placa (1:1), e um raio de canto de 0,5 espessura da placa geralmente é adicionado para impedir a desaceleração do feixe e o acúmulo de calor.
Critérios de projeto de taxa de abertura e espessura de parede
O tamanho da abertura comparado com a espessura da placa determina se o gás queajuda no corte pode fluir corretamente através do corte e remover o metal derretido. Este é o principal fator de controle geométrico no sistema DFM de corte a laser e um item chave no controle de projeto degeometria do furo de corte a laser.
- Se a abertura for menor que a espessura da placa, o espaço interno do corte torna-se estreito e o fluxo de ar é interrompido, o que aumenta a taxa de formação de rebarbas em mais de três vezes.
- Para chapas muito finas com espessura de 1,0 a 3,0 mm, é aconselhávelcontrolar a taxa de abertura em 1,2:1 ou superiorpara obter um resultado estável de zero rebarbas.
- Ao lidar com projetos de corte estreito, a largura do corte deve serpelo menos 0,8 vezes a espessura da placa, caso contrário, haverá um acúmulo contínuo de escória.
Matriz de parâmetros DFM para corte a laser de material central
| Grau de material | Pressão de Gás Assistida | Taxa de abertura mínima | Filete de Transição Mínimo | Rugosidade da borda Ra | Medidas de prevenção de rebarbas |
| SUS304 | 1,6MPaN | 1:1 | 0,5 Espessura da Placa | 0,8-1,6μm | Purga de alta pressão + otimização de cantos |
| 1050H14 | 1,8MPaN | 1,2:1 | 0,8 Espessura da Placa | 0,8 Espessura da Placa | Perfuração de Pulso + Trajetória Circular |
| SPCC | 0,3MPa·O | 1:1 | 0,3 espessura da placa | 3,2-6,3μm | Corte enriquecido com oxigênio + acabamento em baixa velocidade |
| Liga de titânio TC4 | 2,0 MPaAr | 1,5:1 | Espessura da placa 1,0 | 1,6-3,2μm | Proteção inerte + corte segmentado |
Efeito de ponte térmica e controle de espaçamento de recursos
Caminhos de corte vizinhos muito próximos não permitem dissipação de calor ecriar um "efeito de ponte térmica"que resulta em um aumento contínuo da temperatura na área local. O controle da ponte térmica de corte a laser é uma parte essencial ao projetar estruturas complexas parasoluções personalizadas de corte a laser.
- Quando dois cortes estão separados por menos de 1,5 vezes a espessura da placa, o efeito de ponte térmica é notado eresulta em numerosas microrebarbas localizadas nas bordas cortadas.
- Para evitar o acúmulo de calor em projetos de conjuntos de furos, o espaçamento entre furos deve ser, no mínimo, duas vezes a espessura da placa.
- Para contornos complicados,para evitar deixar pontos de solda superaquecidos no contorno da peça, um projeto de fio condutor gradual pode ser implementado.
Simplificando, o efeito de ponte térmica é como duas velas muito próximas uma da outra, o calor de sua interação faz com que o metal derreta demais, formando rebarbas.Para obter o white paper completo do design DFM de corte a laser, entre em contato com nossa equipe de engenharia.

Figura 2: Várias peças de chapa metálica cortadas a laser exibindo ranhuras e furos com diferentes geometrias.
Quais perfis de pressão de gás auxiliar garantem otimização perfeita da qualidade da borda para aço inoxidável?
No coração deotimização da qualidade da bordadas superfícies de corte de aço inoxidável é o uso de99,999% de nitrogênio de alta pureza combinado com a estabilização da pressão do fluxo de ar do bocal em 1,4-1,8 MPa. Esta abordagem emprega um jato altamente energético que remove imediatamente as gotículas de metal fundido sem oxigênio.
Diferenças cinéticas entre corte de oxigênio e nitrogênio
O oxigênio e o nitrogênio implicam dois métodos de corte distintos. O bem informadoseleção de gás auxiliar de corte a laseré fundamental para a otimização ideal da qualidade da aresta de superfícies cortadas em aço inoxidável.
- O corte com oxigênio envolve a fusão exotérmica do metal através de uma reação de oxidação,qual é a razão para altas velocidades de cortemas, no entanto, deixa uma camada de óxido e escória de óxido de ferro no corte.
- O corte com nitrogênio é baseado em uma corrente de ar de alta pressão que remove diretamente o metal fundido, o que significa que é um corte a frio ondenão há camada de óxido e uma borda mais fresca é obtida.
- Se o aço inoxidável tiver espessura superior a 3 mm, a pressão do nitrogênio deve ser elevada para mais de 1,6 MPa para garantir a manutenção do fundo do corte livre de impurezas.
Relação entre a distribuição do campo de fluxo do bocal e a formação de escória
O padrão de suprimento de ar e a distribuição de velocidade sãoos principais fatores que afetam a eficiência de purga do corte a laser. A estrutura do bico de corte a laser determina esses fatores e otimizar o campo de fluxo é obter diretamente melhores resultados em serviços de corte a laser estáveis e sem rebarbas.
- Bicos subsônicos funcionam bem paracortando placas finasporque eles são capazes de fornecer uma velocidade de ar estável. Mas, em placas grossas,ondas de expansão dentro do corte podem facilmente levar a uma queda repentina de pressão.
- Os bicos supersônicos são capazes de manter a velocidade do fluxo de ar alta dentro do corte da placa espessa e, portanto, fornecem uma purga mais forte, mas são mais exigentes na escolha do ponto focal preciso.
- Se as micro-características presentes no corte dificultarem a abertura para o fluxo de ar, ondas de choque serão geradas no corte ea pressão nesse ponto cairá abaixo de 0,5 MPa, que é o ponto onde começa a formação da escória de fundo.
O ajuste personalizado dos parâmetros do fluxo de ar é obrigatórioem soluções de corte a laser. Os dados de teste exclusivos do laboratório LS Manufacturing mostram que ao aumentar a pressão do nitrogênio de 1,4 MPa para 1,7 MPa, a taxa de rebarba inferior do aço inoxidável de 2 mm cai de 12% para 0%.
Simplificando, a onda de choque geradaquando o fluxo de ar encontra um obstáculo é como a água se movendo muito rápido e atingindo uma pedra,turbulência é criada. Devido à perda repentina da força de impacto, o metal fundido não é completamente removido.
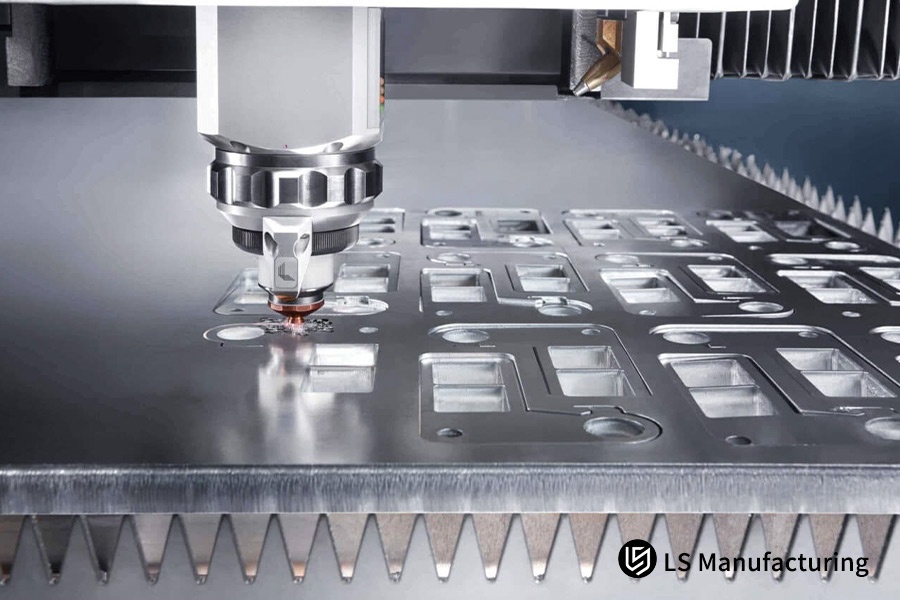
Figura 3: Máquina de corte a laser CNC em ação, processando chapas de aço inoxidável com gás auxiliar.
As técnicas avançadas de corte a laser DFM podem neutralizar a deformação térmica de metais de alta refletividade?
Corte a laser DFMEm primeiro lugar, concentra-se em minimizar a deformação térmica e o lascamento das bordas enquanto trabalha em metais de alta refletividade, como ligas de alumínio e cobre, através deuma combinação de perfuração pulsada e um caminho de divisão de amplitude em forma de anel. Com isso, a redução da entrada de calor nas áreas sensíveis de alta refletividade é superior a 45% quando comparada com o tradicional corte por onda contínua.
Mecanismo de falha de materiais de alta refletividade
As propriedades físicas únicas dos metais de alta refletividade são responsáveis por suamaior dificuldade de corte em relação ao aço comum. O fator de alta refletividade também é a razão pela qualcorte a laser de metais de alta refletividadeé considerado um caso especial no corte a laser DFM.
- A condutividade térmica das ligas de alumínio e do cobre é 3-5 vezes maior que a do aço carbono. Como resultado, o calor gerado pela fonte de laser é rapidamente disperso para o material de base,o que reduz a temperatura da poça fundida a um nível insuficiente.
- Os materiais são menos absorventes à luz do laser de fibra e a luz refletida pode danificar o caminho da fibra óptica, resultando na diminuição da vida útil do equipamento.
- O alumínio, quando fundido,tem uma viscosidade muito baixa e é capaz de resfriar muito rapidamente. Se não for limpo imediatamente, formarão rebarbas gelatinosas que grudam na parte inferior do corte.
Solução de projeto DFM para controle de distorção térmica
Através de ajustes de design, materiais altamente refletivos podem ser mais fáceis de cortar e a qualidade das bordas também pode ser melhorada. Realizandocontrole de distorção térmica de corte a laseréum dos principais pontos fortes tecnológicos das soluções personalizadas de corte a laser.
- No início do corte, a tecnologia de perfuração por pulso é aplicada para aumentar gradualmente a energia e evitar fortes reflexos que podem resultar da irradiação direta de luz contínua.
- Um ciclo de reabastecimento de processo de cantofoi introduzido para evitar o acúmulo de calor causado pela desaceleração do feixe e também para manter o fluxo de ar de maneira estável.
- As peças são fixadas através de design de microconexão para evitar empenamento durante o processo de corte e queas tolerâncias dimensionais permanecem estáveis em ±0,03 mm.
- Ao colocar peças em uma matriz, foi deixada uma distância de segurança de dissipação de calor de pelo menos duas vezes a espessura da placa para evitar a superposição de efeitos térmicos nas peças próximas umas das outras.
Eles foram testados durante a produção em massa e o rendimento e a estabilidade dos serviços de corte a laser de precisão para materiais de alta refletividade podem ser melhoradosrealmente implementando esses métodos.
Sempre que temos problemas repentinos de adesão de escória, nosso método exclusivo de solução de problemas é:Primeiro confirme se o deslocamento focal não é superior a ±0,1 mm e depois verifique a pureza e a pressão do nitrogênio, que juntas respondem por 80% das causas.

Figura 4: Corte a laser de precisão DFM para metais de alta refletividade para minimizar a deformação térmica.
Qual é o papel dos serviços automatizados de acabamento de precisão na eliminação de microrrebarbas em recortes complexos?
O refinamento da técnica a laser por si só não pode erradicar totalmente as rebarbas de estresse molecular em nível de mícron se as micropeças forem destinadaspara alta precisão em aplicações médicas e automotivas. Além disso, automatizadoserviços de acabamento de precisão, entre eles o polimento químico e a retificação por vibração fluida, devem ser realizados em conjunto.
Eficiência de rebarbação em diferentes técnicas de pós-processamento
Como várias técnicas de pós-processamento alcançam diferentes níveis de precisão e geometrias de peças, a correspondência pós-processamento de corte a laser garantirá um acabamento sem rebarbas em nível de mícron.
Comparação da eficiência de rebarbação pós-processamento de precisão
| Tipo de processo | Tamanho de rebarbação | Faixa de arredondamento de borda | Materiais Aplicáveis | Impacto da tolerância dimensional | Eficiência na produção em massa |
| Polimento Eletroquímico | ≥1μm Microrebarbas | 0,05-0,1mm | Aço inoxidável, titânioLigas | ≤±0,005mm | Médio |
| Moagem de vibração fluorescente | ≥10μm Rebarbas | 0,1-0,2mm | Todos os metais | ≤±0,02 mm | Alto |
| Passivação Química | rebarbas de oxidação ≥0,1μm | Nenhum arredondamento óbvio | Aço inoxidável | Aço inoxidável | Alto |
| Moagem rotativa | Retenção de escória ≥50μm | 0,2-0,5mm | Aço carbono, liga de alumínio | ≥±0,05mm | Extremamente alto |
Ponto de equilíbrio de custos de métodos de pós-processamento no contexto de produção em massa
A produção em massa que pode depender fortemente do aprimoramento e pós-processamento do processo a laser énão diminuindo muito o custo abrangente. Por um lado, estão a resolver o problema dacustos de produção em massa de corte a laser. No entanto, os serviços de pós-processamento de corte a laser ajudam os fabricantes a evitar custos ocultos de colaboração entre múltiplas fábricas.
- Caso o tamanho de rebarba permitido para a peça seja 0,05 mm ou mais, a opção de processamento a laser deve ser considerada primeiro para remoção de rebarbas. Na verdade,isso leva a custos gerais, que são 20% menores, em comparação com aqueles da adição pós-processamento.
- Se o requisito exigir que as rebarbas sejam eliminadas apenas no nível do mícron, o custo total de fabricação combinando o uso do laser com o pós-processamento automatizado serámuito mais barato do que o custo de tentar aumentar as configurações dos parâmetros do laser.
- Através do projeto do processo conjunto, os fabricantes baseados em fábrica são capazes de controlar a precisão da borda do laser até o estágio de micro-rebarba. Isso significa,eles podem facilmente satisfazer seus clientesatravés do uso de pós-processamento mínimo.
Nossa fórmula geral para calcular o custo de produção é:
Custo de produção por unidade = Duração do corte Custo unitário do tempo de máquina + Número de itens pós-processados Custo unitário de processamento - Economia de perdas devido ao aumento do rendimento.
Você podefornecer desenhos de peçase requisitos de qualidade, e nossa equipe iráfornecer um cálculo de custo gratuito para diferentes rotas de processo, combinando soluções de serviços de acabamento de precisão.
Como a escolha dos sistemas de fibra versus sistemas de CO2 afeta diretamente as tolerâncias de corte industrial sem rebarbas?
Graças ao comprimento de onda curto de 1,06 μm e à densidade de energia extremamente alta do ponto do laser de fibra, os lasers de fibra em serviços de corte a laser de precisãoproduzem muito menos rebarbas do que os lasers de CO2 tradicionais de comprimento de onda de 10,6 μmao cortar placas finas de ≤6 mm com furos de tamanho pequeno a médio, e a largura do corte pode ser tão pequena quanto 0,08 mm.
A influência crucial da qualidade do feixe na morfologia da borda Kerf
A perpendicularidade do corte e a suavidade da borda sãodiretamente influenciado pelo modo do feixe e pelo diâmetro do ponto focado. Portanto, o controle eficaz doqualidade do feixe de corte a laseré o primeiro passo para a melhoria da qualidade das bordas dos serviços de corte a laser de precisão.
- Os lasers de fibra normalmente têm um fator M inferior a 1,2, o que leva à distribuição de energia gaussiana, uma largura de corte uniforme e escória mínima na parte inferior.
- Lasers de CO Mas geralmente têm um fator M na faixa de 1,5 a 2,0, e isso corresponde à distribuição desigual de energia e à conicidade do corte, com a parte superior sendo mais larga e a parte inferior mais estreita.
- Os lasers de fibra têm a vantagem deum diâmetro de ponto focado menor e maior densidade de energia,resultam em um volume de fusão menor e mais controlável e menor formação de rebarbas.
Comparação das Capacidades do Processo em Várias Espessuras de Placa
No que diz respeito às capacidades do processo, as diferentes faixas de espessura das placas indicam claramente os pontos fortes e fracos dos dois tipos de equipamento.Adaptação da espessura do corte a lasere buscar a melhor solução em equipamentos éum dos recursos mais básicos das soluções personalizadas de corte a laser.
Comparação das capacidades de corte entre laser de fibra e laser CO
| Tipo de Equipamento | Comprimento de onda | Fator M típico | Taxa de rebarba da placa fina (6 mm) | Taxa de rebarba da placa espessa (12 mm) | Largura mínima da faca | Eficiência de Processamento |
| Laser de fibra de 10.000 watts | 1,06μm | ≤1,2 | ≤0,2% | 8-12% | 0,08 mm | 3 vezes |
| Laser CO de alta potência | 10,6μm | 1,5-2,0 | 5-8% | 3-5% | 0,15 mm | 1 vez |
- Para chapas finas com menos de 6 mm,os lasers de fibra superam os lasers de CO no controle de rebarbas por uma grande margem, e a eficiência de processamento também é 3 vezes maior.
- Para chapas grossas maiores que 10mm, os lasers de CO permitem melhor perpendicularidade de corte e são ligeiramente apostadosmelhor na redução de rebarbas do que os lasers de fibra.
- LS Manufacturing adotaum sistema de laser de fibra de 10.000 watts para toda a linha, que pode atingir de forma estável a produção em massa de zero rebarbas para placas finas dentro de 6 mm, fornecendo serviços confiáveis de corte a laser sem rebarbas.
Por que os líderes globais de compras deveriam priorizar serviços integrados de pós-processamento de corte a laser para comprimir as cadeias de suprimentos?
Escolhendo um fabricante integrado com balcão únicoserviços de pós-processamento de corte a lasercapacidades podem ser uma boa maneira de limitar o risco de danos causados pelo transporte entre fábricas e, ao mesmo tempo,reduzindo o tempo geral de entrega do projeto em 35% - 50%.
Desmontando custos ocultos de modelos de aquisição discretos
Um modelo tradicional de aquisição discreta como"corte de fábrica A, rebarbação de fábrica B, acabamento de superfície de fábrica C"inevitavelmente acarreta custos ocultos significativos. A interrupção dos serviços de pós-processamento de corte a laser aumenta o risco de o corte a laser se tornar uma aquisição ainda mais fragmentada.
- Múltiplas quantidades mínimas de pedido criam atrito de custos. Cada fornecedor exige uma certa quantidade mínima de produtos a serem encomendados para manter o custo dos pedidos de pequenos lotes suficientemente baixo, o que faz com que o custo suba.
- Diferentes fábricas com diferentes padrões de inspeção de qualidade podem resultar em uma situação em que o fornecedor literalmente "passa a responsabilidade" quando ocorre um problema de qualidade, o que por sua vez iráaumentar os custos de comunicação e retrabalho.
- A acumulação de inventário em trânsito e as múltiplas transferências de fábrica tornam os ciclos de entrega mais longos, imobilizando assim mais capital de inventário e exigindo mais esforço de gestão.
O valor da cadeia de suprimentos da manufatura integrada
Modelos de fabricação integrados na fábricafornecer uma plataforma para criação de valor para o comprador de diversas maneiras. Desenvolvendo umcadeia de suprimentos integrada de corte a laseré a chave para a sinergia dos processos de corte e pós-processamento na fábrica.
- Trabalhe sob padrões de qualidade unificados:Como todo o processo será concluído na fábrica, os padrões de controle serão consistentes e a rastreabilidade será forte.
- Os ciclos de entrega são reduzidos:A remoção do fator tempo vinculado ao transporte e conexões entre fábricas levará auma redução de 35% a 50% no ciclo geral de entrega.
- Custos gerais menores:O fim das transferências e das repetidas inspeções de qualidade resultará numa redução dos custos globais de aquisição em mais de 30%.
A integração de todo o processo na fábrica garante a estabilidade de entrega e consistência de qualidade dos serviços de corte a laser de precisão. Você pode enviar os requisitos e desenhos do seu projeto, eforneceremos uma cotação completa de produção em massa com base em uma solução integrada, encurtando o ciclo da cadeia de abastecimento e reduzindo os custos gerais de aquisição.
Estudo de caso: Como a LS Manufacturing forneceu tampas de filtro de combustível de aço inoxidável livres de defeitos para um fornecedor automotivo de nível 1?
Desafio do cliente
Um dos principais fornecedores automotivos Tier 1 do mundo tinha uma produção em larga escala de tampas de filtros de combustível automotivos feitas de aço inoxidável SUS316L com espessura de 1,5 mm. O produto consistia em material densamente embalado,poros pequenos de alta precisão com apenas 1,2 mm de diâmetro.As arestas de corte do fornecedor anterior criavam uma grande quantidade de depósitos teimosos e camadas de óxido com tamanho superior a 0,15 mm.
Apesar da limpeza ultrassônica, as partículas continuaram se destacando, deixando apenas alguns vestígios, isso foiuma violação grave da norma de limpeza VDA 19 e requisitos muito rigorosos para a qualidade da bordadopadrão de peça automotiva de corte a laserficaram muito evidentes. Este produto estava em crise de conformidade e todo o lote foi devolvido.
Solução de Fabricação LS
Com o envolvimento da equipa técnica da LS Manufacturing, alteraram completamente o fluxo do processo,implementou profundamente o protocolo de otimização DFM de corte a laser,e controlado de ponta a pontaprocesso full-stack de corte a laser.
- O layout geométrico revisado foi feito para melhorar o fator de segurança do estresse térmico na proximidade de pequenos furos, evitando assim efeitos de ponte térmica desde o ponto de projeto.
- Finalizou uma máquina de corte a laser de fibra de alta precisão de 12.000 W, além deum sistema de campo de fluxo de N puro de 1,7 MPa de ultra-alta pressão e 99,999% de desenvolvimento próprio, para realizar a decapagem a frio sem oxigênio em pouco tempo.
- Processos conectados de polimento de fluidos totalmente automatizados e limpeza por deionização ultrassônica sem interrupção para erradicar completamente resíduos em nível de mícron.
Resultados e valor
Por solução holística de processo personalizado,a altura da rebarba do corte da tampa final automotiva foi 100% conseguida em 0,00 mm, totalmente sem traços em microscópio 50x, com rugosidade de borda de Ra 0,4μm. Além disso, o cliente conseguiu obter a certificação de limpeza VDA 19 e conseguiumelhorar a taxa de rendimento do corte a laser e aumentá-la de 72% para 99,8%.A eliminação do pós-processamento entre fábricas reduziu o custo total de aquisição por unidade em 41% e, ao mesmo tempo, encurtou o ciclo de entrega em 42%.
Se você hanecessidades semelhantes de chapa metálica sem rebarbas,por favorentre em contato com nossa equipe de engenhariapara consulta.Combinamos nossa experiência em projetos de produção em massa com nossos recursos de soluções personalizadas de corte a laser para personalizar uma solução de processo exclusiva para você.

Perguntas frequentes
Q1: Qual é a menor abertura possível através do corte a laser sem qualquer formação de rebarbas ou escória?
Para evitar queima excessiva e forte aderência de escória durante o corte, a abertura mínima e a espessura da chapa metálica devem serestritamente mantido em uma proporção áurea de 1:1. Isso permite que o gás auxiliar forte e pressurizado possa passar facilmente pelo corte e remover efetivamente todo o metal fundido.
P2: Por que o corte com nitrogênio padrão às vezes resulta em microrebarbas pegajosas em perfis de liga de alumínio personalizados?
As ligas de alumínio são caracterizadas por um baixo ponto de fusão e uma alta capacidade de conduzir calor. Se o foco do laser de fibra estiver desativado em apenas ±0,1 mm ou se a pressão do nitrogênio não for mantida em até 1,5 MPa,o alumínio fundido será resfriado tão rapidamenteque ele irá aderir novamente à borda inferior da peça.
Q3: Como os valores de rugosidade superficial das peças otimizadas pelo corte a laser DFM se comparam aos produzidos pelo corte convencional por jato de água?
Apesar de, na realidade, o corte por jato de água ser totalmente livre de rebarbas, nosso corte a laser de fibra de precisão aprimorado combinado com retificação vibratória totalmente automatizada na fábrica pode produzir uma rugosidade de borda de Ra 1,6μm e, ao mesmo tempo,aumente a velocidade de processamento em quatro vezes e elimine completamente o risco de contaminação por umidade.
Q4: Os serviços de acabamento de precisão podem eliminar totalmente a escória de laser pesada do aço carbono sem causar qualquer derretimento das dimensões da peça?
Você pode raspar a escória pesada do laser com a ajuda de lixamento.Ainda assim, rolos mecânicos pesados ou retificação manual podem facilmente danificar tolerâncias lineares muito precisas. A prevenção de rebarbas através do processo de corte DFM enriquecido com oxigênio da LS Manufacturing desde o início é uma solução de engenharia muito mais segura.
P5: A quais especificações estruturais a LS Manufacturing se refere para calcular com precisão o preço das soluções personalizadas de corte a laser?
Estudamos os desenhos 3D STEP ou 2D DXF que nos são enviados pelo cliente erealizar uma avaliação rigorosado comprimento total do corte linear, número total de furos, flutuações de preços de mercado de materiais e se o processo de rebarbação automatizado está incluído, finalmente dandouma cotação precisa.
P6: Como os serviços de pós-processamento de corte a laser, como passivação química, fornecem proteção às bordas do produto acabado contra ferrugem instantânea?
Na borda de corte durante o processo de aço inoxidável fundido a laser de alta temperatura,o teor de cromo é ligeiramente reduzido.Nossa passivação química pós-tratamento integrada na planta restaura completamente a camada de passivação de óxido de cromo, garantindo que as bordas do produto acabado tenham resistência estável à corrosão e prevenção de ferrugem.
Q7: Qual é a faixa típica de tolerância dimensional da borda que a LS Manufacturing pode controlar na produção em massa?
Com base em nosso sistema de laser de precisão de fibra multieixo de 10.000 watts dentro da fábrica e no ambiente de processamento digital 24 horas por dia, podemos consistentementegarantir a tolerância posicional linear das peças para atingir o nível de ± 0,05 mm, o que aponta para uma estabilidade de processo muito elevada na produção em massa de dezenas de milhares de peças.
Q8: Proteger uma superfície com um filme de vinil antes do corte a laser de precisão diminui ou elimina as rebarbas nas bordas superiores da superfície?
Primeiramente, uma película protetora de qualidade laser é aplicada à superfície da chapa metálica. Esta etapa completamenteremove respingos de escória, queimaduras reflexivas e arranhões na superfície superior, enquanto rebarbas na superfície inferior são removidas com sucesso pelo campo de fluxo de dinâmica de gás com nosso projeto de pressão ultra-alta.
Resumo
Livrar-se das rebarbas do corte a laser é muito mais do que uma simples etapa pós-retificação, mas uma profunda pesquisa e desenvolvimento que incorpora a geometria do projeto subjacente (corte a laser DFM), controle da mecânica do campo de fluxo de gás e acabamento superficial integrado na fábrica. Ao determinar com precisão a taxa de abertura mínima, otimização do espaçamento de recursos e adaptação de sistemas de fibra óptica de alta potência no início da P&D,os engenheiros de projeto podem efetivamente minimizar a fonte de escória.O caso de uma tampa de filtro automotivo destaca que a combinação dos requisitos do DFM e do processo de fabricação completo é o principal método para reduzir os custos da cadeia de suprimentos e melhorar o desempenho da borda.
Quer economizar nos custos de rebarbação secundária e retrabalho que poderiam ter sido evitados?Evite que bordas cortadas ásperas e cheias de rebarbas comam as margens do seu produto e prejudiquem a reputação da sua marca.Envie seus desenhos CAD 3D(suportando formatos.STEP,.IGS e.DXF) ao Sistema de Avaliação de Engenharia Digital de Fabricação LS sem demora, e nossos principais especialistas em fabricação de planos fornecerão um relatório gratuito de capacidade de fabricação DFM de corte a laser e cotação de produção em massa dentro de 24 horas.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site:https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Serviços de fabricação LSNão há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador.Exigir peçascotação Identifique os requisitos específicos para essas seções.Entre em contato conosco para mais informações.
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC,Fabricação de chapas metálicas, impressão 3D,Moldagem por injeção.Estamparia metálicae outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site:www.lsrpf.com
