
Services de découpe laser sans bavuredoivent fabriquer de manière très précise avec une découpe de tôle sans bavure ni bavure en contrôlant à un très haut degré les paramètres du processus et la gestion de la pré-conception (DFM). Cela répond aux principaux enjeux de la découpe laser traditionnelle commedes coûts extrêmement élevés pour le broyage secondaire ainsi que des risques énormes de non-conformitéen particulier dans les industries de haute précision. Dans des secteurs tels que le médical, l'automobile et l'aérospatiale, la présence de bavures sur les bords affecte non seulement la précision de l'assemblage et le respect des normes de propreté, mais,dans le pire des cas, cela signifie souvent la défaillance du produit.
Cet article est une explication claire de la façon dont physiquementcoupe sans bavurepeut être atteint. Il couvre même les concepts de bain de fusion, la conception du champ d'écoulement de gaz et le post-traitement intégré, et aide les ingénieurs concepteurs à obtenir une qualité de bord stable au stade de l'étirage.

Aperçu des performances clés des services de découpe laser sans bavures
| Type de matériau | Gaz d'assistance et pression | Rapport d'ouverture critique (ouverture : épaisseur) | Plage Ra de rugosité des bords | Niveau de contrôle des bavures |
| Acier inoxydable SUS304 | 99,999 % N₂, 1,6 MPa | ≥1:1 | 0,8-1,6 μm | Qualité zéro laitier |
| Alliage d'aluminium 1050-H14 | 99,999 % N₂, 1,8 MPa | ≥1,2:1 | 1,6-3,2 μm | Qualité micro-bavures |
| Acier au carbone laminé à froid SPCC | O₂, 0,3MPa | ≥1:1 | 3,2-6,3 μm | Catégorie de laitier léger |
| Alliage de titane TC4 | 99,999 % Ar, 2,0 MPa | ≥1,5:1 | 1,6-3,2 μm | Qualité zéro laitier |
Points clés à retenir
- Contrôle de tolérance robuste :Pour garantir une découpe laser sans bavures, le meilleur rapport d'ouverture doit être maintenu à 1:1 ou plus, et la rugosité de la surface de l'acier au carbone peut êtrecontrôlé dans la plage Ra 1,6-3,2 μm.
- Stratégie de sélection de gaz :La découpe de l'acier inoxydable et des alliages d'aluminium à haute réflectivité doit être effectuée à l'aide d'un N2 haute pression de1,4-1,8MPade sorte que la coupe soit exempte de couche d'oxyde et de scories.
- Avantage d'approvisionnement à guichet unique :LS Manufacturing modifiera les coûts de production du hall de 35 % grâce à la maintenance du DFM de découpe laser avec des services de post-traitement de haute précision.
Pourquoi faire confiance aux services de découpe laser de précision de LS Manufacturing pour des solutions de découpe sans bavures ?
Depuis plus d'une décennie, nous nous consacrons entièrement au travail de précision de la tôlerie et tous nos services de découpe laser de précision ont reçu de nombreuses confiances dans le cadre de productions à grande échelle.
Nous avons essayé diverses améliorations d'équipement basées surnotre expérience dans la fabrication d'embouts de filtre à carburant de voituremais ils ne peuvent à eux seuls garantir l'élimination complète des bavures, le contrôle de la conception pour la fabrication (DFM) combiné à une collaboration de bout en bout du processus est essentiel. Notre système de processus suitOIN 13920-B normes de tolérance et tous les processus de production en sériesont contrôlés dans le cadre de la normalisation.
Nous avons effectué un grand nombre de tests de comparaison matériau-pression-taille des pores dans notre laboratoire, après quoi nous avons développé une base de données de paramètres de processus nous permettant defournir la meilleure solution de coupe en un rien de temps pour différents matériaux. Notre système de fabrication est également certifié pour répondre aux exigences de laIATF 16949système de gestion de la qualité automobile, à chaque phase, depuis l'inspection des matières premières jusqu'à l'inspection finale du produit en taille réelle, avec des enregistrements de qualité traçables.
Contrairement aux usines d'assemblage général qui ne font que dupliquer les paramètres standards, grâce à des revues de fabricabilité personnalisées pour chaque dessin, nous identifions dès le début les risques potentiels de bavures et vous aidons ainsi à réduire les coûts de reprise ultérieurement.
Si vous êtes confronté à des problèmes de conformité et de coûts dus aux bavures de coupe, soumettez les dessins de vos produits pour une évaluation DFM gratuite. Notre équipe d'ingénierie fournirasolutions d'optimisation personnalisées et amélioration du rendement attendudans les 24 heures, vous aidant ainsi à réduire dès le départ les risques liés à la production de masse.
Pourquoi les pièces métalliques développent-elles des bavures sur les bords lors des services de découpe laser de précision ?
Bavures ou petits résidusservices de découpe laser de précisionCela se produit lorsqu'une petite quantité de métal fondu se resolidifie et reste coincée au bas de la pièce coupée. Cela arrive généralementlorsque la chaleur se concentre localement ou que la tension superficielle n'est pas équilibrée. Les principales causes sont généralement une faible pression du gaz, une buse non focalisée ou une charge dans les coins de décélération, provoquant une solidification du métal.
Mécanismes thermodynamiques et dynamiques des fluides du bain de fusion
Le faisceau MIR fait que la surface métallique forme une piscine de métal en fusion. Le gaz d’assistance aide à souffler le métal liquide et protège également la coupe. Pour contrôler avec précision la qualité du bord final des services de découpe laser de précision,une compréhension complète de la dynamique du bain de fusion de la découpe laser est nécessaire.
- Si la pression du gaz n'est pas suffisante, le métal liquide ne sera pas complètement éjecté de la saignée et les gouttelettes restantes s'accumuleront au fond, appelées scories.
- Si la hauteur de la buse n'est pas au point focal, la densité d'énergie du faisceau diminuera et la température inégale du bain de fusion diminuera.provoquer une augmentation de la viscosité du métal fondu.
- Lorsque la trajectoire de coupe ralentit dans les coins, l'apport de chaleur local augmente considérablement et la quantité de métal en fusion dépasse la capacité de purge du flux d'air.
L'influence des propriétés des matériaux sur la formation des scories
La conductivité thermique, le point de fusion et les propriétés d'oxyde de divers matériauxinfluencent la forme de la bavure et la facilité de retrait. Sélection appropriéeParamètres du matériau de découpe laserest la base de la création de différentes règles de conception pour la découpe laser DFM.
- À haute température, le chrome et le nickel présents dans l'acier inoxydable produiront des oxydes quiont des points de fusion très élevés. Si la pureté de l'azote n'est pas suffisante, les scories formées seront dures.
- Les alliages d'aluminium ont une conductivité thermique élevée et le bain de fusion se refroidit assez rapidement.Juste un certain retard dans la purge du flux d'airfera que le métal se solidifiera et collera au bas de la coupe.
- L'acier au carbone lorsqu'il est coupé avec de l'oxygène, la réaction d'oxydation exothermique aide à faire fondre le métal. Si la pureté de l'oxygène n'est pas suffisante, des scories d'oxyde de fer se formeront.
Plus simplement,c'est comme un pistolet à eau à haute pression nettoyant un mur, si la pression et l'angle de l'eau ne sont pas corrects, le nettoyage ne sera pas bon et des bavures de coupe resteront.

Figure 1 : Gros plan de pièces métalliques découpées au laser montrant des bavures de bord formées pendant le processus de découpe.
Comment les ingénieurs peuvent-ils optimiser les géométries des fentes et des trous pour la fabrication de tôles sans bavures ?
Découpe laser de conception sans bavureIl s'agit essentiellement du respect des limites du rapport d'épaisseur des parois et des réglementations en matière d'espacement des éléments. La plus petite taille de trou doit êtreau moins égale à l'épaisseur de la plaque ( 1:1), et un rayon de coin de 0,5 épaisseur de plaque est généralement ajouté pour empêcher le faisceau de ralentir et l'accumulation de chaleur.
Critères de conception du rapport d'ouverture et de l'épaisseur de paroi
La taille de l'ouverture par rapport à l'épaisseur de la plaque détermine si le gaz quiaide à la coupe peut s'écouler correctement à travers la coupe et éliminer le métal fondu. Il s'agit du principal facteur de contrôle géométrique du système DFM de découpe laser et d'un élément clé dans le contrôle de la conception degéométrie des trous de découpe laser.
- Si l'ouverture est plus petite que l'épaisseur de la plaque, l'espace interne de la saignée devient étroit et le flux d'air est perturbé, ce qui augmente le taux de formation de bavures de plus de trois fois.
- Pour les plaques très fines d'une épaisseur de 1,0 à 3,0 mm, il est conseillé decontrôler le rapport d'ouverture à 1,2:1 ou pluspour obtenir un résultat stable sans bavure.
- Lorsqu'il s'agit de conceptions à saignée étroite, la largeur de la saignée doit êtreau moins 0,8 fois l'épaisseur de la plaquesinon, il y aura une accumulation continue de scories.
Matrice de paramètres DFM pour la découpe laser des matériaux de base
| Qualité du matériau | Pression de gaz assistée | Rapport d'ouverture minimum | Congé de transition minimum | Rugosité des bords Ra | Mesures de prévention des bavures |
| SUS304 | 1,6MPaN | 1:1 | 0,5 épaisseur de plaque | 0,8-1,6 μm | Purge haute pression + optimisation des coins |
| 10h50 H14 | 1,8MPaN | 1.2:1 | 0,8 épaisseur de plaque | 0,8 épaisseur de plaque | Perforation d'impulsion + chemin circulaire |
| SPCC | 0,3 MPa O | 1:1 | 0,3 épaisseur de plaque | 3,2-6,3 μm | Découpe enrichie en oxygène + finition à basse vitesse |
| Alliage de titane TC4 | 2,0 MPaAr | 1,5:1 | Épaisseur de plaque 1,0 | 1,6-3,2 μm | Protection inerte + découpe segmentée |
Effet de pont thermique et contrôle de l’espacement des fonctionnalités
Des trajectoires de coupe voisines trop proches ne permettent pas la dissipation de la chaleur etcréer un "effet de pont thermique"cela entraîne une augmentation continue de la température dans la zone locale. Le contrôle des ponts thermiques par découpe laser est un élément essentiel lors de la conception de structures complexes poursolutions de découpe laser personnalisées.
- Lorsque deux saignées sont espacées de moins de 1,5 fois l'épaisseur de la plaque, l'effet de pont thermique est remarqué etentraîne de nombreuses microbavures situées sur les bords coupés.
- Pour éviter l'accumulation de chaleur dans les conceptions à matrice de trous, l'espacement des trous doit être au minimum deux fois supérieur à l'épaisseur de la plaque.
- Pour les contours compliqués,pour éviter de laisser des points de soudure surchauffés sur le contour de la pièce, une conception progressive du fil de connexion peut être mise en œuvre.
En termes simples, l’effet de pont thermique est comme deux bougies trop rapprochées : la chaleur de leur interaction fait fondre excessivement le métal, formant des bavures.Pour obtenir le livre blanc complet de conception DFM de découpe laser, veuillez contacter notre équipe d'ingénierie.

Figure 2 : Diverses pièces de tôle découpées au laser présentant des fentes et des trous de différentes géométries.
Quels profils de pression de gaz d'assistance garantissent une optimisation parfaite de la qualité des bords pour l'acier inoxydable ?
Au coeur deoptimisation de la qualité des bordsdes surfaces de coupe en acier inoxydable est l'utilisation de99,999 % d'azote de haute pureté combiné à la stabilisation de la pression du débit d'air de la buse à 1,4-1,8 MPa. Cette approche utilise un jet très énergétique qui élimine immédiatement les gouttelettes de métal fondu sans oxygène.
Différences cinétiques entre la coupe à l'oxygène et à l'azote
L'oxygène et l'azote impliquent deux méthodes de coupe distinctes. Les bien informésSélection de gaz d'assistance à la découpe laserest fondamental pour l’optimisation optimale de la qualité des bords des surfaces coupées en acier inoxydable.
- L'oxycoupage implique la fusion exothermique du métal par une réaction d'oxydation,ce qui explique les vitesses de coupe élevéesmais il laisse cependant une couche d'oxyde et des scories d'oxyde de fer au niveau de la coupe.
- La découpe à l'azote est basée sur un flux d'air à haute pression qui élimine directement le métal en fusion, ce qui signifie qu'il s'agit d'une découpe à froid oùil n'y a pas de couche d'oxyde et un bord plus frais est obtenu.
- Si l'acier inoxydable a une épaisseur supérieure à 3 mm, la pression de l'azote doit être augmentée à plus de 1,6 MPa afin de garantir que le fond de la coupe soit exempt d'impuretés.
Relation entre la distribution du champ d'écoulement des buses et la formation de scories
Le modèle d'alimentation en air et la distribution de la vitesse sontles principaux facteurs affectant l'efficacité de purge de la découpe laser. La structure de la buse de découpe laser détermine ces facteurs et optimiser le champ d'écoulement permet d'obtenir directement de meilleurs résultats dans des services de découpe laser stables et sans bavures.
- Les buses subsoniques fonctionnent bien pourdécouper des plaques finescar ils sont capables de fournir une vitesse d’air stable. Mais, en plaques épaisses,les vagues d'expansion dans la saignée peuvent conduire facilement à une chute de pression soudaine.
- Les buses supersoniques sont capables de maintenir une vitesse de flux d'air élevée dans la saignée de la plaque épaisse et assurent donc une purge plus forte, mais elles sont plus exigeantes quant au choix du point focal précis.
- Si les micro-caractéristiques présentes dans la saignée entravent l'ouverture pour la circulation de l'air, des ondes de choc seront générées dans la saignée etla pression à ce stade tombera en dessous de 0,5 MPa, qui est le point où commence la formation des scories de fond.
Un réglage sur mesure des paramètres de débit d’air est indispensabledans les solutions de découpe laser. Les données de test exclusives du laboratoire LS Manufacturing montrent qu'en augmentant la pression de l'azote de 1,4 MPa à 1,7 MPa, le taux de bavure inférieure de l'acier inoxydable de 2 mm chute de 12 % à 0 %.
En termes simples, l'onde de choc généréelorsque le flux d'air rencontre un obstacle, c'est comme si l'eau se déplaçait très rapidement et heurtait un rocher,des turbulences se créent. En raison de la perte soudaine de la force d’impact, le métal en fusion n’est pas complètement éliminé.
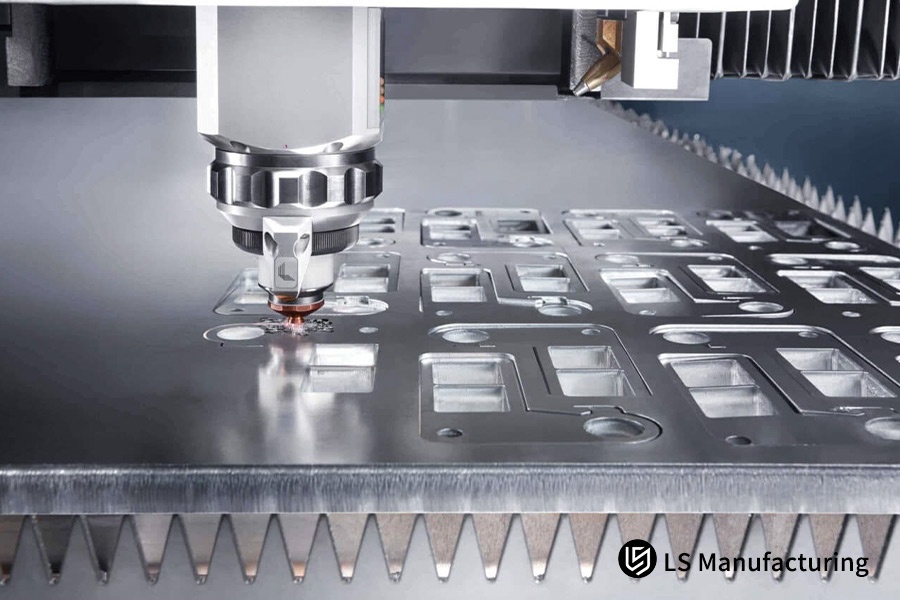
Figure 3 : Machine de découpe laser CNC en action, traitant des tôles d'acier inoxydable avec du gaz d'assistance.
Les techniques avancées de découpe laser DFM peuvent-elles contrecarrer la déformation thermique des métaux à haute réflectivité ?
Découpe laser DFMSe concentre avant tout sur la minimisation de la déformation thermique et de l'écaillage des bords tout en travaillant sur des métaux à haute réflectivité comme les alliages d'aluminium et le cuivre.une combinaison de perforation pulsée et d'un chemin de division d'amplitude en forme d'anneau. Ainsi, la réduction de l'apport de chaleur dans les zones sensibles à haute réflectivité est supérieure à 45 % par rapport à la découpe traditionnelle à vagues continues.
Mécanisme de défaillance des matériaux à haute réflectivité
Les propriétés physiques uniques des métaux à haute réflectivité expliquent leurdifficulté de coupe plus élevée que l'acier ordinaire. Le facteur de réflectivité élevée est également la raison pour laquelledécoupe laser de métaux à haute réflectivitéest considéré comme un cas particulier dans la découpe laser DFM.
- La conductivité thermique des alliages d'aluminium et du cuivre est 3 à 5 fois supérieure à celle de l'acier au carbone. En conséquence, la chaleur générée par la source laser est rapidement dispersée vers le matériau de base,ce qui abaisse la température du bain de fusion à un niveau insuffisant.
- Les matériaux absorbent moins la lumière laser à fibre et la lumière réfléchie peut endommager le chemin de la fibre optique, entraînant une diminution de la durée de vie de l'équipement.
- L'aluminium, une fois fondu,a une très faible viscosité et est capable de refroidir très rapidement. S'il n'est pas nettoyé immédiatement, il formera des bavures gélatineuses qui colleront au bas de la coupe.
Solution de conception DFM pour le contrôle de la distorsion thermique
Grâce à des ajustements de conception, les matériaux hautement réfléchissants peuvent être rendus plus faciles à couper et la qualité des bords peut également être améliorée. Réalisationcontrôle de la distorsion thermique de découpe laserestl’un des principaux atouts technologiques des solutions de découpe laser sur mesure.
- Au début de la coupe, la technologie de perforation pulsée est appliquée pour augmenter progressivement l'énergie et éviter les fortes réflexions pouvant résulter d'une irradiation directe par une lumière continue.
- Une boucle de réapprovisionnement de processus de coina été introduit pour empêcher l'accumulation de chaleur causée par la décélération du faisceau et également pour maintenir le flux d'air de manière stable.
- Les pièces sont fixées grâce à une conception de micro-connexion pour éviter la déformation pendant le processus de coupe et celales tolérances dimensionnelles restent stables à ±0,03 mm.
- Lors de la mise en matrice des pièces, une distance de sécurité de dissipation thermique d'au moins deux fois l'épaisseur de la plaque a été respectée pour éviter la superposition d'effets thermiques dans les pièces adjacentes.
Ceux-ci ont été testés lors d'une production de masse et le rendement et la stabilité des services de découpe laser de précision pour les matériaux à haute réflectivité peuvent être améliorés.vraiment en mettant en œuvre ces méthodes.
Chaque fois que nous rencontrons des problèmes soudains d’adhérence des scories, notre méthode de dépannage unique est la suivante :Confirmez d’abord que le décalage focal n’est pas supérieur à ±0,1 mm, puis vérifiez la pureté et la pression de l’azote, qui représentent ensemble 80 % des causes.

Figure 4 : Découpe laser de précision DFM pour les métaux à haute réflectivité afin de minimiser la déformation thermique.
Quel rôle jouent les services automatisés de finition de précision dans l’élimination des micro-bavures sur les découpes complexes ?
Le perfectionnement de la technique laser ne peut à lui seul éradiquer entièrement les bavures de contrainte moléculaire au niveau micronique si les micro-pièces sont destinéespour la haute précision dans le domaine médical et automobile. En outre, automatiséservices de finition de précision, parmi lesquels le polissage chimique et le meulage par vibration fluide, doivent être effectués conjointement.
Efficacité de l'ébavurage dans différentes techniques de post-traitement
Étant donné que diverses techniques de post-traitement permettent d'obtenir différents niveaux de précision et géométries de pièces, la correspondance post-traitement de la découpe laser garantira une finition sans bavure au niveau du micron.
Comparaison de l'efficacité de l'ébavurage de précision après traitement
| Type de processus | Taille d'ébavurage | Plage d'arrondi des bords | Matériaux applicables | Impact de la tolérance dimensionnelle | Efficacité de la production de masse |
| Polissage électrochimique | Microbavures ≥1μm | 0,05-0,1 mm | Acier inoxydable, TitaneAlliages | ≤ ± 0,005 mm | Moyen |
| Meulage par vibration fluorescente | Bavures ≥10μm | 0,1-0,2 mm | Tous les métaux | ≤ ± 0,02 mm | Élevé |
| Passivation chimique | Bavures d'oxydation ≥0,1 μm | Pas d'arrondi évident | Acier inoxydable | Acier inoxydable | Élevé |
| Broyage par culbutage | Rétention des scories ≥50μm | 0,2-0,5 mm | Acier au carbone, alliage d'aluminium | ≥±0,05 mm | Extrêmement élevé |
Point d’équilibre des coûts des méthodes de post-traitement dans un contexte de production de masse
La production de masse qui peut dépendre fortement de l'amélioration du processus laser et du post-traitement estne diminue pas beaucoup le coût global. D'un côté, ils résolvent le problème decoûts de production de masse de découpe laser. Cependant, les services de post-traitement de découpe laser aident les fabricants à éviter les coûts cachés liés à la collaboration entre plusieurs usines.
- Dans le cas où la taille de bavure autorisée pour la pièce est de 0,05 mm ou plus, l'option du traitement laser doit être envisagée en premier pour éliminer les bavures. En fait,cela entraîne des coûts globaux inférieurs de 20%, par rapport à ceux de l'ajout après traitement.
- Si l'exigence exige que les bavures soient éliminées au niveau micronique uniquement, le coût total de fabrication combinant l'utilisation du laser et le post-traitement automatisé sera debeaucoup moins cher que le coût d'une tentative d'augmentation des paramètres du laser.
- Grâce à une conception conjointe des processus, les fabricants en usine sont capables de contrôler la précision des bords du laser jusqu'au stade des micro-bavures. Cela veut dire,ils peuvent facilement satisfaire leurs clientsgrâce à l’utilisation d’un post-traitement minimal.
Notre formule générale pour calculer le coût de production est la suivante :
Coût de production par unité = Durée de coupe Coût unitaire en temps machine + Nombre d'articles post-traités Coût de traitement unitaire - Économies de pertes grâce à l'amélioration du rendement.
Vous pouvezfournir des dessins de pièceset les exigences de qualité, et notre équipe vafournir un calcul gratuit des coûts pour différents itinéraires de processus, combinant des solutions de services de finition de précision.
Quel est l'impact direct du choix des systèmes à fibre ou à CO2 sur les tolérances de coupe industrielle sans bavure ?
Grâce à la courte longueur d'onde de 1,06 μm et à la densité d'énergie extrêmement élevée du spot laser à fibre, les lasers à fibre utilisés dans les services de découpe laser de précisionproduisent beaucoup moins de bavures que les lasers CO2 traditionnels d'une longueur d'onde de 10,6 μmlors de la coupe de plaques minces de ≤6 mm avec des trous de taille petite à moyenne, et la largeur de saignée peut être aussi petite que 0,08 mm.
L'influence cruciale de la qualité du faisceau sur la morphologie des bords de saignée
La perpendiculaire du trait de scie et la douceur des bords sontdirectement influencé par le mode du faisceau et le diamètre du spot focalisé. Ainsi, un contrôle efficace dequalité du faisceau de découpe laserest la première étape vers l’amélioration de la qualité des bords des services de découpe laser de précision.
- Les lasers à fibre ont normalement un facteur M inférieur à 1,2, ce qui conduit à une distribution d'énergie gaussienne, une largeur de saignée uniforme et un minimum de scories au fond.
- Lasers CO Mais ils ont généralement un facteur M compris entre 1,5 et 2,0, ce qui correspond à une répartition inégale de l'énergie et à une conicité du trait de scie, la partie supérieure étant plus large et la partie inférieure plus étroite.
- Les lasers à fibre ont l'avantage deun diamètre de spot focalisé plus petit et une densité d'énergie plus élevée,entraînent un volume de bain de fusion plus petit et plus contrôlable et une moindre formation de bavures.
Comparaison des capacités du processus à différentes épaisseurs de plaque
En ce qui concerne leurs capacités de traitement, les différentes gammes d'épaisseurs de plaques indiquent clairement les forces et les faiblesses des deux types d'équipement.Adaptation de l'épaisseur de découpe laseret rechercher la meilleure solution d'équipement estl'une des fonctionnalités les plus fondamentales des solutions de découpe laser personnalisées.
Comparaison des capacités de découpe entre le laser à fibre et le laser CO
| Type d'équipement | Longueur d'onde | Facteur M typique | Taux de bavure de la plaque mince (6 mm) | Taux de bavure des plaques épaisses (12 mm) | Largeur minimale du couteau | Efficacité du traitement |
| Laser à fibre de 10 000 watts | 1,06 μm | ≤1,2 | ≤0,2% | 8-12% | 0,08 mm | 3 fois |
| Laser CO haute puissance | 10,6 μm | 1,5-2,0 | 5-8% | 3-5% | 0,15 mm | 1 fois |
- Pour les plaques fines de moins de 6 mm,Les lasers à fibre surpassent largement les lasers CO en termes de contrôle des bavures, et l'efficacité du traitement est également 3 fois supérieure.
- Pour plaques d'épaisseur supérieure à 10 mm, les lasers CO permettent une meilleure perpendiculaire de coupe et sont légèrement pariésmeilleur pour réduire les bavures que les lasers à fibre.
- LS Manufacturing adopteun système laser à fibre de 10 000 watts pour toute la ligne, qui peut atteindre de manière stable une production de masse sans bavure pour des plaques minces de moins de 6 mm, fournissant des services de découpe laser fiables et sans bavures.
Pourquoi les leaders mondiaux des achats devraient-ils donner la priorité aux services intégrés de post-traitement de découpe laser pour comprimer les chaînes d'approvisionnement ?
Choisir un fabricant intégré avec un guichet uniqueservices de post-traitement de découpe laserCes capacités peuvent être un bon moyen de limiter le risque de dommages liés au transport entre usines tout enréduisant le délai de livraison global du projet de 35 % à 50 %.
Démonter les coûts cachés des modèles d'approvisionnement discrets
Un modèle d'approvisionnement discret traditionnel comme"Découpe en usine A, ébavurage en usine B, finition de surface en usine C"entraîne inévitablement des coûts cachés importants. La suppression des services de post-traitement de la découpe laser augmente le risque que la découpe laser devienne un approvisionnement encore plus fragmenté.
- Plusieurs quantités minimales de commande créent des frictions sur les coûts. Chaque fournisseur exige qu'une certaine quantité minimale de produits soit commandée pour maintenir le coût des commandes en petits lots suffisamment bas, ce qui fait augmenter le coût.
- Différentes usines ayant des normes d'inspection de qualité différentes peuvent aboutir à une situation dans laquelle le fournisseur « se renvoie littéralement la balle » lorsqu'un problème de qualité survient, ce qui à son tour entraîneraaugmenter les coûts de communication et de retouche.
- Les retards de stock en transit et les multiples transferts d'usine allongent les cycles de livraison, immobilisant ainsi davantage de capital de stock et nécessitant davantage d'efforts de gestion.
La valeur de la chaîne d’approvisionnement de la fabrication intégrée
Modèles de fabrication intégrés en usinefournir une plate-forme pour la création de valeur pour l'acheteur de plusieurs manières. Développer unchaîne d'approvisionnement intégrée de découpe laserest la clé de la synergie des processus en usine de découpe et de post-traitement.
- Travaillez selon des normes de qualité unifiées :Comme l’ensemble du processus sera réalisé en usine, les normes de contrôle seront cohérentes et la traçabilité solide.
- Les cycles de livraison sont raccourcis :La suppression du facteur temps lié au transport et aux connexions entre les usines entraîneraune réduction de 35 à 50 % du cycle de livraison global.
- Coûts globaux moindres :L'élimination des transferts et des contrôles de qualité répétés entraînera une réduction des coûts globaux d'approvisionnement de plus de 30 %.
L'intégration complète du processus en usine garantit la stabilité de la livraison et la cohérence de la qualité des services de découpe laser de précision. Vous pouvez soumettre les exigences et les dessins de votre projet, etnous fournirons un devis complet de production de masse basé sur une solution intégrée, raccourcissant le cycle de la chaîne d’approvisionnement et réduisant les coûts globaux d’approvisionnement.
Étude de cas : Comment LS Manufacturing a-t-il fourni des bouchons de filtre à carburant en acier inoxydable sans défaut pour un fournisseur automobile de premier rang ?
Défi client
L'un des principaux fournisseurs automobiles mondiaux de niveau 1 produisait à grande échelle des embouts de filtres à carburant automobiles en acier inoxydable SUS316L d'une épaisseur de 1,5 mm. Le produit consistait en un emballage dense,petits pores de haute précision de 1,2 mm de diamètre seulement.Les arêtes de coupe du fournisseur précédent créaient une grande quantité de dépôts tenaces et des couches d'oxyde d'une taille supérieure à 0,15 mm.
Malgré le nettoyage aux ultrasons, les particules continuaient à se détacher, ne laissant que quelques traces.une violation grave de la norme de propreté VDA 19 et des exigences très strictes en matière de qualité des bordsde lanorme de pièce automobile de découpe laserétaient très évidents. Ce produit était en crise de conformité et l'ensemble du lot a été retourné.
Solution de fabrication LS
Grâce à l'implication de l'équipe technique de LS Manufacturing, ils ont complètement modifié le flux du processus,mis en œuvre en profondeur le protocole d'optimisation DFM de découpe laser,et contrôlé de bout en boutprocessus complet de découpe laser.
- Une disposition géométrique révisée a été réalisée pour améliorer le facteur de sécurité contre les contraintes thermiques de la proximité de petits trous, évitant ainsi les effets de ponts thermiques dès le point de conception.
- Finalisation d'une machine de découpe laser fibre de haute précision de 12 000 W, plusun système de champ d'écoulement d'azote pur à 99,999 % à ultra haute pression de 1,7 MPa développé par nos soins, pour réaliser un décapage à froid sans oxygène en un rien de temps.
- Processus connectés de polissage de fluide et de nettoyage par désionisation par ultrasons entièrement automatisés sans interruption pour éradiquer complètement les résidus au niveau du micron.
Résultats et valeur
Grâce à une solution de processus personnalisée holistique,la hauteur de bavure de la coupe du couvercle d'extrémité automobile a été gérée à 100 % pour être de 0,00 mm, totalement sans trace au microscope 50x, avec une rugosité des bords de Ra 0,4μm. De plus, le client a pu obtenir la certification de propreté VDA 19 et a puaméliorer le taux de rendement de la découpe laser et l'augmenter de 72 % à 99,8 %.L'élimination du post-traitement inter-usines a réduit le coût total d'approvisionnement par unité de 41 % et a en même temps raccourci le cycle de livraison de 42 %.
Si tu asJ'ai des besoins similaires en tôle sans bavure,s'il te plaîtcontactez notre équipe d'ingénieriepour consultation.Nous combinons notre expérience dans les projets de production de masse avec nos capacités de solutions de découpe laser personnalisées pour personnaliser une solution de processus unique pour vous.

FAQ
Q1 : Quelle est la plus petite ouverture possible grâce à la découpe laser sans aucune bavure ni formation de scories ?
Pour éviter une combustion excessive et un collage important des scories pendant la découpe, l'ouverture minimale et l'épaisseur de la tôle doivent êtrestrictement maintenu à un nombre d'or de 1:1. Cela permet au gaz d'assistance sous forte pression de traverser facilement la saignée et d'éliminer efficacement tout le métal en fusion.
Q2 : Pourquoi la découpe à l'azote standard entraîne-t-elle parfois des microbavures collantes sur les profilés en alliage d'aluminium personnalisés ?
Les alliages d'aluminium se caractérisent par un point de fusion bas et une très grande capacité à conduire la chaleur. Si la focalisation du laser à fibre est décalée d'à peine ± 0,1 mm ou si la pression de l'azote n'est pas maintenue à 1,5 MPa,l'aluminium fondu sera refroidi si rapidementqu'il recollera au bord inférieur de la pièce.
Q3 : Comment les valeurs de rugosité de surface des pièces optimisées par la découpe laser DFM se comparent-elles à celles produites par la découpe au jet d'eau conventionnelle ?
Bien qu'en réalité la découpe au jet d'eau soit totalement sans bavures, notre découpe laser à fibre de précision améliorée combinée à un meulage vibratoire entièrement automatisé en usine peut donner une rugosité de bord de Ra 1,6 μm, et en même tempsaugmenter la vitesse de traitement de quatre fois et éliminer complètement le risque de contamination par l'humidité.
Q4 : Les services de finition de précision peuvent-ils éliminer entièrement les scories laser lourdes de l'acier au carbone sans provoquer de fusion des dimensions de la pièce ?
Vous pouvez gratter les scories lourdes du laser à l’aide du meulage.Pourtant, les rouleaux mécaniques lourds ou le meulage manuel peuvent facilement endommager des tolérances linéaires très précises. Prévenir dès le départ les bavures via le processus de découpe DFM enrichi en oxygène de LS Manufacturing est une solution d'ingénierie beaucoup plus sûre.
Q5 : À quelles spécifications structurelles LS Manufacturing se réfère-t-il pour calculer avec précision le prix des solutions de découpe laser personnalisées ?
Nous étudions les plans 3D STEP ou 2D DXF qui nous sont envoyés par le client etprocéder à une évaluation rigoureusede la longueur totale de la coupe linéaire, du nombre total de trous, des fluctuations des prix du marché des matériaux et si le processus d'ébavurage automatisé est inclus, donnant finalementun devis précis.
Q6 : Comment les services de post-traitement de découpe laser tels que la passivation chimique assurent-ils la protection des bords du produit fini contre la rouille instantanée ?
Au bord coupé pendant le processus de fusion de l'acier inoxydable au laser à haute température,la teneur en chrome est légèrement réduite.Notre passivation chimique post-traitement intégrée à l'usine restaure complètement la couche de passivation d'oxyde de chrome, garantissant ainsi que les bords du produit fini ont une résistance stable à la corrosion et une prévention de la rouille.
Q7 : Quelle est la plage de tolérance dimensionnelle typique des bords que LS Manufacturing peut contrôler dans la production de masse ?
Grâce à notre système laser de précision à fibre multi-axes de 10 000 watts à l'intérieur de l'usine et à notre environnement de traitement numérique 24 heures sur 24, nous pouvons systématiquementgarantir la tolérance de position linéaire des pièces pour atteindre le niveau de ± 0,05 mm, ce qui témoigne d'une très grande stabilité du processus lors de la production en série de dizaines de milliers de pièces.
Q8 : La protection d'une surface avec un film vinyle avant une découpe laser de précision réduit-elle ou élimine-t-elle les bavures sur les bords de la surface supérieure ?
Tout d’abord, un film protecteur de qualité laser est appliqué sur la surface de la tôle. Cette étape complètementélimine les éclaboussures de scories, les brûlures réfléchissantes et les rayures sur la surface supérieure, tandis que les bavures sur la surface inférieure sont éliminées avec succès par le champ d'écoulement dynamique des gaz grâce à notre conception à ultra haute pression.
Résumé
L'élimination des bavures de découpe laser est bien plus qu'une simple étape post-meulage, mais une recherche et un développement approfondis intégrant la géométrie de conception sous-jacente (découpe laser DFM), le contrôle de la mécanique du champ d'écoulement de gaz et la finition de surface intégrée en usine. En déterminant avec précision le rapport d'ouverture minimum, l'optimisation de l'espacement des fonctionnalités et l'adaptation des systèmes à fibre optique haute puissance au début de la R&D,les ingénieurs concepteurs peuvent minimiser efficacement la source de scories.Le cas d'un capuchon d'extrémité de filtre automobile met en évidence que la combinaison des exigences DFM et d'un processus de fabrication unique est la principale méthode pour réduire les coûts de la chaîne d'approvisionnement et améliorer les performances de pointe.
Souhaitez-vous économiser les coûts d’ébavurage et de reprise secondaires qui auraient pu être évités ?Empêchez les bords coupés rugueux et remplis de bavures de grignoter les marges de vos produits et de nuire à la réputation de votre marque.Envoyez vos dessins CAO 3D(prenant en charge les formats .STEP, .IGS et .DXF) au système d'évaluation technique numérique de LS Manufacturing sans délai, et nos meilleurs experts en fabrication de plans fourniront un rapport gratuit de fabricabilité DFM de découpe laser et un devis de production de masse dans les 24 heures.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à titre informatif.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Exiger des piècesdevis Identifier les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision.Usinage CNC,Fabrication de tôle, impression 3D,Moulage par injection.Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com
