
Услуги лазерной резки без заусенцевдолжны производить очень точно с резкой листового металла без заусенцев и заусенцев по краям, путем очень высокого контроля параметров процесса и управления предпроектным проектированием (DFM). Это решает основные проблемы традиционной лазерной резки, такие какчрезвычайно высокие затраты на вторичное измельчение, а также огромные риски несоблюдения требованийособенно в высокоточных отраслях. В таких отраслях, как медицина, автомобилестроение и аэрокосмическая промышленность, наличие заусенцев на кромках не только влияет на точность сборки и соблюдение стандартов чистоты, но ив худших случаях это часто означает выход продукта из строя.
Эта статья представляет собой четкое объяснение того, как физическирезка без заусенцевможет быть достигнуто. Он даже охватывает концепции ванны расплава, проектирования поля газового потока и интегрированной постобработки, а также помогает инженерам-конструкторам добиться стабильного качества кромки на этапе чертежа.

Услуги лазерной резки без заусенцев Обзор основных показателей эффективности
| Тип материала | Вспомогательный газ и давление | Критическая светосила (диафрагма: толщина) | Диапазон Ra шероховатости кромки | Уровень контроля заусенцев |
| SUS304 Нержавеющая сталь | 99,999% N₂, 1,6 МПа | ≥1:1 | 0,8-1,6 мкм | Нулевой сорт шлака |
| 1050-H14 Алюминиевый сплав | 99,999% N₂, 1,8 МПа | ≥1,2:1 | 1,6-3,2 мкм | Микро-заусенец |
| SPCC Холоднокатаная углеродистая сталь | О₂, 0,3 МПа | ≥1:1 | 3,2-6,3 мкм | Легкий шлак |
| Титановый сплав TC4 | 99,999% Ar, 2,0 МПа | ≥1,5:1 | 1,6-3,2 мкм | Нулевой сорт шлака |
Ключевые выводы
- Надежный контроль допуска:Чтобы обеспечить лазерную резку без заусенцев, наилучшее соотношение апертуры должно поддерживаться на уровне 1:1 или выше, а шероховатость поверхности углеродистой стали может быть уменьшена.контролируемый в диапазоне Ra 1,6-3,2 мкм.
- Стратегия выбора газа:Резку нержавеющей стали и алюминиевых сплавов с высокой отражающей способностью следует выполнять с использованием азота высокого давления.1,4-1,8 МПачтобы срез был свободен от оксидного слоя и шлака.
- Преимущество универсальной закупки:LS Manufacturing позволит снизить производственные затраты на 35% за счет технического обслуживания оборудования для лазерной резки DFM с высокоточной постобработкой.
Почему стоит доверять услугам прецизионной лазерной резки LS Manufacturing и решениям для резки без заусенцев?
Уже более десяти лет мы полностью посвятили себя точной обработке листового металла, и всем нашим услугам по точной лазерной резке неоднократно доверяли в крупномасштабном производстве.
Мы пробовали различные обновления оборудования на основенаш опыт в производстве крышек автомобильных топливных фильтровно они сами по себе не могут гарантировать полное удаление заусенцев, поэтому необходим контроль проектирования для производства (DFM) в сочетании с сквозным сотрудничеством в процессе. Наша система процессов следуетИСО 13920-Б стандарты толерантности и все процессы массового производстваконтролируются в рамках стандартизации.
В нашей лаборатории мы провели большое количество сравнительных испытаний материала, давления и размера пор, после чего разработали базу данных параметров процесса, позволяющую намобеспечить лучшее решение для резки различных материалов в кратчайшие сроки. Наша производственная система также сертифицирована на соответствие требованиямИАТФ 16949система управления качеством автомобильной промышленности на каждом этапе, от проверки сырья до окончательной проверки полноразмерного продукта, с отслеживаемыми записями о качестве.
В отличие от заводов общей сборки, которые лишь дублируют стандартные параметрыБлагодаря индивидуальной проверке технологичности каждого чертежа мы выявляем потенциальные риски возникновения заусенцев на начальном этапе и таким образом помогаем вам снизить затраты на доработку в дальнейшем.
Если вы столкнулись с проблемами соблюдения требований и затрат из-за заусенцев, отправьте чертежи вашего продукта для бесплатной оценки DFM. Наша инженерная команда предоставитиндивидуальные решения по оптимизации и ожидаемое улучшение урожайностив течение 24 часов, что поможет вам с самого начала снизить риски массового производства.
Почему во время прецизионной лазерной резки на металлических деталях появляются заусенцы на кромках?
Заусенцы или крошечные остатки науслуги точной лазерной резкиЭто происходит, когда небольшое количество расплавленного металла повторно затвердевает и прилипает к нижней части разрезаемой детали. Обычно это происходиткогда тепло концентрируется локально или поверхностное натяжение не сбалансировано. Основными причинами обычно являются низкое давление газа, нефокусировка сопла или нагрузка на углах замедления, вызывающая затвердевание металла.
Термодинамические и гидродинамические механизмы ванны расплава
МИК-луч превращает металлическую поверхность в лужу расплавленного металла. Вспомогательный газ помогает сдуть жидкий металл, а также защитить разрез. Чтобы точно контролировать качество конечной кромки при прецизионной лазерной резке,необходимо полное понимание динамики ванны расплава при лазерной резке.
- Если давления газа недостаточно, жидкий металл не будет полностью выбрасываться из пропила, а оставшиеся капли будут скапливаться внизу, что называется шлаком.
- Если высота сопла не находится в фокальной точке, плотность энергии луча упадет, и неодинаковая температура ванны расплава увеличится.вызвать увеличение вязкости расплавленного металла.
- Когда траектория резки замедляется в углах, локальное тепловложение резко увеличивается, а количество расплавленного металла превышает очищающую способность воздушного потока.
Влияние свойств материала на образование шлака
Теплопроводность, температура плавления и оксидные свойства различных материалов.влияют на форму заусенцев и легкость их удаления. Выбор подходящегопараметры материала для лазерной резкиявляется основой создания различных правил проектирования для лазерной резки DFM.
- При высоких температурах хром и никель в нержавеющей стали образуют оксиды, которыеимеют очень высокие температуры плавления. Если чистоты азота недостаточно, образовавшийся шлак будет твердым.
- Алюминиевые сплавы обладают высокой теплопроводностью, и сварочная ванна достаточно быстро остывает.Просто некоторая задержка продувки воздушным потокомметалл затвердеет и прилипнет к нижней части разреза.
- Углеродистая сталь при резке кислородом экзотермическая реакция окисления способствует плавлению металла. Если чистота кислорода недостаточна, образуется шлак оксида железа.
Проще говоря,это похоже на чистку стены водяным пистолетом под высоким давлением, если давление воды и угол неправильные, он не будет хорошо очищаться и останутся заусенцы.

Рисунок 1. Крупный план металлических деталей, вырезанных лазером, на которых видны заусенцы на кромках, образовавшиеся в процессе резки.
Как инженеры могут оптимизировать геометрию пазов и отверстий для изготовления листового металла без заусенцев?
Лазерная резка без заусенцевПо сути, речь идет о соблюдении ограничений по соотношению толщины стенок и правил расстояния между элементами. Наименьший размер отверстия должен бытьне менее толщины пластины (1:1), и обычно добавляется угловой радиус в 0,5 толщины пластины, чтобы предотвратить замедление луча и накопление тепла.
Критерии расчета соотношения отверстий и толщины стенок
Размер отверстия по сравнению с толщиной пластины определяет, будет ли газ, которыйпомогает при резке, может правильно течь через разрез и удалять расплавленный металл. Это основной фактор геометрического контроля в системе DFM для лазерной резки и ключевой элемент в контроле проектирования.геометрия отверстия для лазерной резки.
- Если отверстие меньше толщины пластины, внутреннее пространство пропила становится узким и поток воздуха нарушается, что увеличивает скорость образования заусенцев более чем в три раза.
- Для очень тонких пластин толщиной 1,0-3,0 мм рекомендуетсяконтролировать светосилу 1,2:1 или вышечтобы получить стабильный результат без заусенцев.
- При работе с конструкциями с узким пропилом ширина реза должна бытьне менее 0,8 толщины пластиныВ противном случае будет происходить постоянное накопление шлака.
Матрица параметров DFM для лазерной резки сердцевинного материала
| Марка материала | Дополнительное давление газа | Минимальная светосила | Минимальное скругление перехода | Шероховатость кромки Ra | Меры по предотвращению заусенцев |
| СУС304 | 1,6 МПа Н | 1:1 | 0,5 Толщина пластины | 0,8-1,6 мкм | Продувка под высоким давлением + оптимизация углов |
| 1050 Х14 | 1,8 МПа Н | 1,2:1 | 0,8 Толщина пластины | 0,8 Толщина пластины | Импульсная перфорация + круговой путь |
| СПКК | 0,3 МПа О | 1:1 | 0,3 толщины пластины | 3,2-6,3 мкм | Кислородная резка + низкоскоростная чистовая обработка |
| Титановый сплав TC4 | 2,0 МПа Ар | 1,5:1 | 1,0 толщина пластины | 1,6-3,2 мкм | Инертная защита + сегментированная резка |
Эффект теплового моста и контроль расстояния между элементами
Слишком близкие соседние траектории резания не позволяют рассеивать тепло исоздать «эффект теплового мостика»Это приводит к постоянному повышению температуры в данном районе. Контроль тепловых мостов при лазерной резке является важной частью при проектировании сложных конструкций дляиндивидуальные решения для лазерной резки.
- Когда расстояние между двумя пропилами составляет менее 1,5 толщины пластины, заметен эффект тепловых мостов иприводит к появлению многочисленных микрозаусенцев на кромках среза..
- Чтобы избежать накопления тепла в конструкциях с решеткой отверстий, расстояние между отверстиями должно быть как минимум в два раза больше толщины пластины.
- Для сложных контуровчтобы не оставлять перегретые места сварки на контуре детали, может быть реализована постепенная конструкция подводящих проводов.
Проще говоря, эффект теплового моста подобен двум свечам, расположенным слишком близко друг к другу: тепло от их взаимодействия приводит к переплавлению металла, образуя заусенцы.Чтобы получить полный технический документ по проектированию DFM для лазерной резки, пожалуйста, свяжитесь с нашей командой инженеров.

Рисунок 2. Различные детали из листового металла, вырезанные лазером, с прорезями и отверстиями разной геометрии.
Какие профили давления вспомогательного газа обеспечивают безупречную оптимизацию качества кромки нержавеющей стали?
В центреоптимизация качества кромокрежущих поверхностей из нержавеющей стали является использованиеАзот высокой чистоты 99,999% в сочетании со стабилизацией давления воздушного потока сопла на уровне 1,4-1,8 МПа.. В этом подходе используется высокоэнергетическая струя, которая немедленно удаляет капли расплавленного бескислородного металла.
Кинетические различия между кислородной и азотной резкой
Кислород и азот подразумевают два разных метода резки. Хорошо информированныйвыбор вспомогательного газа для лазерной резкиимеет основополагающее значение для оптимизации качества кромок поверхностей резки нержавеющей стали.
- Кислородная резка включает экзотермическое плавление металла в результате реакции окисления.что является причиной высоких скоростей резанияно, однако, он оставляет на срезе оксидный слой и железоокисный шлак.
- Азотная резка основана на использовании воздушного потока под высоким давлением, который непосредственно удаляет расплавленный металл, что означает, что это холодная резка, при которойнет оксидного слоя и получается более свежий край.
- Если толщина нержавеющей стали превышает 3 мм, давление азота необходимо повысить до более чем 1,6 МПа, чтобы обеспечить чистоту нижней части реза.
Связь между распределением поля потока сопла и образованием шлака
Схема подачи воздуха и распределение скоростей:основные факторы, влияющие на эффективность очистки при лазерной резке. Структура сопла для лазерной резки определяет эти факторы, и оптимизация поля потока означает непосредственное получение лучших результатов при стабильной лазерной резке без заусенцев.
- Дозвуковые насадки хорошо подходят длярезка тонких пластинпотому что они способны обеспечить стабильную скорость воздуха. Но в толстых пластинахВолны расширения в пределах пропила могут легко привести к внезапному падению давления.
- Сверхзвуковые сопла способны поддерживать высокую скорость воздушного потока в пределах пропила толстой пластины и, таким образом, обеспечивают более сильную продувку, но требуют более тщательного выбора точной фокусной точки.
- Если микроструктуры, присутствующие в пропиле, препятствуют открытию воздушного потока, в пропиле будут возникать ударные волны идавление в этой точке упадет ниже 0,5 МПа, где начинается образование донного шлака.
Индивидуальная регулировка параметров воздушного потока обязательна.в решениях для лазерной резки. Эксклюзивные данные испытаний лаборатории LS Manufacturing показывают, что при повышении давления азота с 1,4 МПа до 1,7 МПа уровень заусенцев на нижней части нержавеющей стали толщиной 2 мм снижается с 12% до 0%.
Проще говоря, ударная волна породилаКогда воздушный поток сталкивается с препятствием, это похоже на то, как вода движется очень быстро и ударяется о камень,создается турбулентность. Из-за внезапной потери силы удара расплавленный металл не удаляется полностью.
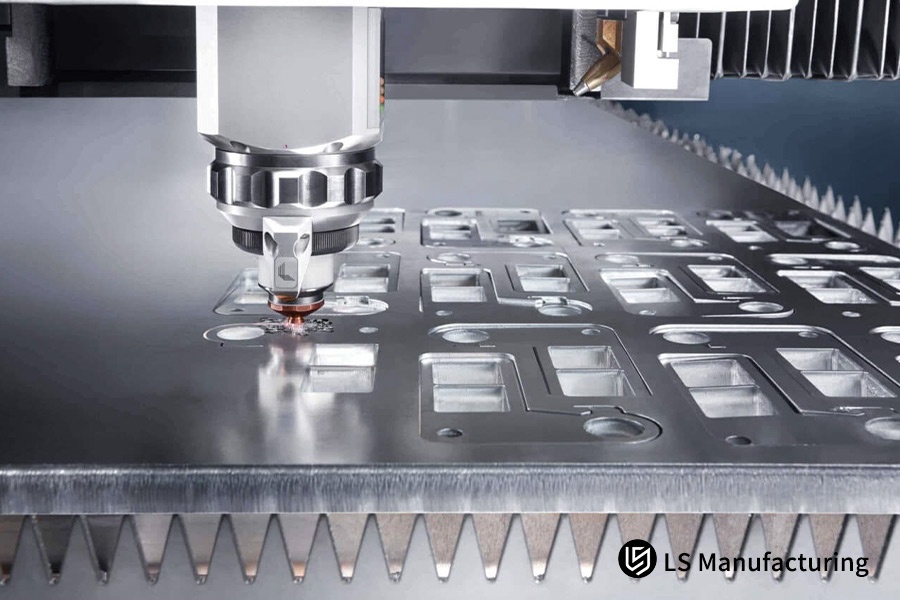
Рисунок 3: Станок лазерной резки с ЧПУ в действии, обработка листов нержавеющей стали с помощью вспомогательного газа.
Могут ли передовые методы лазерной резки DFM противодействовать термической деформации металлов с высокой отражательной способностью?
Лазерная резка ДФМВ первую очередь основное внимание уделяется минимизации термической деформации и сколов кромок при работе с металлами с высокой отражающей способностью, такими как алюминиевые сплавы и медь.сочетание импульсной перфорации и кольцевого пути амплитудного разделения. При этом снижение тепловложения в чувствительные зоны с высокой отражательной способностью составляет более 45% по сравнению с традиционной резкой непрерывной волной.
Механизм разрушения материалов с высокой отражающей способностью
Уникальные физические свойства металлов с высокой отражающей способностью объясняют ихболее высокая сложность резки по сравнению с обычной сталью. Высокий коэффициент отражения также является причиной того, чтолазерная резка металлов с высокой отражающей способностьюрассматривается как частный случай при лазерной резке DFM.
- Теплопроводность алюминиевых сплавов и меди в 3-5 раз выше, чем у углеродистой стали. В результате тепло, выделяемое лазерным источником, быстро рассеивается по основному материалу.что снижает температуру ванны расплава до недостаточного уровня.
- Материалы менее поглощают свет волоконного лазера, а отраженный свет может повредить оптоволоконный путь, что приведет к сокращению срока службы оборудования.
- Алюминий в расплавленном видеимеет очень низкую вязкость и способен очень быстро охлаждаться. Если его сразу не очистить, то на нем образуются студенистые заусенцы, которые прилипнут ко дну среза.
Проектное решение DFM для контроля тепловых искажений
Благодаря конструктивным изменениям материалы с высокой отражающей способностью можно упростить резку, а также улучшить качество кромок. Проведениелазерная резка, контроль термических искаженийестьодно из основных технологических преимуществ индивидуальных решений для лазерной резки.
- В начале резки применяется технология импульсной перфорации для постепенного увеличения энергии и предотвращения сильных отражений, которые могут возникнуть в результате прямого облучения непрерывным светом.
- Угловой цикл пополнения процессабыл введен для предотвращения накопления тепла, вызванного замедлением луча, а также для поддержания стабильного воздушного потока.
- Детали фиксируются с помощью микросоединений, что позволяет избежать коробления во время процесса резки.Допуски размеров остаются стабильными на уровне ±0,03 мм.
- При размещении деталей в матрице оставляют безопасное расстояние отвода тепла, составляющее как минимум двойную толщину пластины, чтобы предотвратить наложение тепловых эффектов в деталях, находящихся рядом друг с другом.
Они были протестированы во время массового производства, и производительность и стабильность услуг точной лазерной резки материалов с высокой отражающей способностью могут быть улучшены.действительно, реализуя эти методы.
Всякий раз, когда у нас возникают внезапные проблемы с прилипанием шлака, наш уникальный метод устранения неполадок заключается в следующем:Сначала убедитесь, что смещение фокуса не превышает ±0,1 мм, а затем проверьте чистоту и давление азота, которые вместе составляют 80% причин.

Рисунок 4. Прецизионная лазерная резка DFM металлов с высокой отражающей способностью для минимизации термической деформации.
Какую роль играют автоматизированные услуги прецизионной отделки при устранении микрозаусенцев на сложных вырезах?
Совершенствование лазерной техники само по себе не может полностью искоренить заусенцы молекулярного напряжения микронного уровня, если микродетали предназначены длядля высокой точности в медицине и автомобилестроении. Кроме того, автоматизированныйуслуги точной отделки, в том числе химическая полировка и виброшлифовка, должны выполняться совместно.
Эффективность удаления заусенцев при использовании различных методов постобработки
Поскольку различные методы постобработки обеспечивают разные уровни точности и геометрии деталей, согласование постпроцессов лазерной резки гарантирует получение поверхности без заусенцев микронного уровня.
Сравнение эффективности прецизионного удаления заусенцев после постобработки
| Тип процесса | Размер удаления заусенцев | Диапазон скругления кромок | Применимые материалы | Влияние размерного допуска | Эффективность массового производства |
| Электрохимическая полировка | Микрозаусенцы ≥1 мкм | 0,05-0,1 мм | Нержавеющая сталь, ТитанСплавы | ≤±0,005 мм | Средний |
| Флуоресцентное вибрационное шлифование | Заусенцы ≥10 мкм | 0,1-0,2 мм | Все металлы | ≤±0,02 мм | Высокий |
| Химическая пассивация | Окислительные заусенцы ≥0,1 мкм | Нет очевидного округления | Нержавеющая сталь | Нержавеющая сталь | Высокий |
| Барабанное шлифование | Удержание шлака ≥50 мкм | 0,2-0,5 мм | Углеродистая сталь, алюминиевый сплав | ≥±0,05 мм | Чрезвычайно высокий |
Точка баланса затрат на методы постобработки в контексте массового производства
Массовое производство, которое может в значительной степени зависеть от усовершенствования лазерного процесса и последующей обработки,не сильно снижает общую стоимость. С одной стороны, они решают проблемузатраты на массовое производство лазерной резки. Однако услуги последующей обработки лазерной резки помогают производителям избежать скрытых затрат на сотрудничество между несколькими фабриками.
- Если допустимый размер заусенцев на детали составляет 0,05 мм и более, в первую очередь следует рассмотреть вариант лазерной обработки для удаления заусенцев. Фактически,это приводит к общим затратам, которые на 20% меньше, по сравнению с результатами, полученными при добавлении постобработки.
- Если требование требует устранения заусенцев только на микронном уровне, общая стоимость производства с использованием лазера и автоматизированной постобработки составитнамного дешевле, чем затраты на попытку увеличить настройки параметров лазера.
- Благодаря совместному проектированию процессов заводские производители могут контролировать точность лазерной кромки вплоть до микрозаусенцев. Это означает,они могут легко удовлетворить своих клиентовза счет использования минимальной постобработки.
Наша общая формула для расчета себестоимости продукции:
Себестоимость единицы продукции = Продолжительность резки. Затраты машинного времени на единицу продукции + Количество изделий, прошедших постобработку. Затраты на обработку единицы продукции. Экономия потерь за счет повышения производительности.
Вы можетепредоставить чертежи деталейи требования к качеству, и наша команда будетпредоставить бесплатный расчет стоимости для различных технологических маршрутов, сочетая в себе решения для прецизионной отделки.
Как выбор между волоконными и CO2-системами напрямую влияет на допуски промышленной резки без заусенцев?
Благодаря короткой длине волны 1,06 мкм и чрезвычайно высокой плотности энергии пятна волоконного лазера волоконные лазеры используются в сфере прецизионной лазерной резки.производят намного меньше заусенцев, чем традиционные CO2-лазеры с длиной волны 10,6 мкм.при резке тонких пластин толщиной ≤6 мм с отверстиями малого и среднего размера, а ширина реза может составлять всего 0,08 мм.
Решающее влияние качества луча на морфологию края реза
Перпендикулярность пропила и гладкость кромки:напрямую зависит от режима луча и диаметра сфокусированного пятна. Таким образом, эффективный контроль надкачество лазерной резкиявляется основным шагом на пути к улучшению качества кромок в сфере услуг точной лазерной резки.
- Волоконные лазеры обычно имеют коэффициент М менее 1,2., что приводит к гауссову распределению энергии, равномерной ширине пропила и минимальному количеству шлака внизу.
- CO-лазеры Но обычно имеют коэффициент М в диапазоне от 1,5 до 2,0, и это соответствует неравномерному распределению энергии и сужению ширины реза, при этом верхняя часть шире, а нижняя часть уже.
- Волоконные лазеры имеют преимущество:меньший диаметр сфокусированного пятна и более высокая плотность энергии,приводят к меньшему и более контролируемому объему ванны расплава и меньшему образованию заусенцев.
Сравнение технологических возможностей при различной толщине пластин
Что касается технологических возможностей, то различные диапазоны толщины листов ясно указывают на сильные и слабые стороны двух типов оборудования.Адаптация толщины лазерной резкии поиск лучшего решения для оборудованияодна из самых основных особенностей индивидуальных решений для лазерной резки.
Сравнение возможностей резки волоконного лазера и CO-лазера
| Тип оборудования | Длина волны | Типичный М-фактор | Уровень заусенцев тонкой пластины (6 мм) | Уровень заусенцев толстой пластины (12 мм) | Минимальная ширина ножа | Эффективность обработки |
| Волоконный лазер мощностью 10 000 Вт | 1,06 мкм | ≤1,2 | ≤0,2% | 8-12% | 0,08 мм | 3-кратный |
| Мощный CO-лазер | 10,6 мкм | 1,5-2,0 | 5-8% | 3-5% | 0,15 мм | 1-кратный |
- Для тонких пластин менее 6 мм.Волоконные лазеры значительно превосходят CO-лазеры в борьбе с заусенцами, а эффективность обработки также в 3 раза выше.
- Для листов толщиной более 10 мм., CO-лазеры обеспечивают лучшую перпендикулярность резки и имеют небольшую ставкуменьше заусенцев, чем у волоконных лазеров.
- LS Manufacturing принимаетволоконная лазерная система мощностью 10 000 Вт для всей линии, который может стабильно обеспечивать массовое производство с нулевыми заусенцами для тонких листов толщиной до 6 мм, обеспечивая надежные услуги лазерной резки без заусенцев.
Почему мировым лидерам в области закупок следует отдавать приоритет комплексным услугам постобработки лазерной резки, чтобы сократить цепочки поставок?
Выбор комплексного производителя с универсальным подходомуслуги постобработки лазерной резкиВозможности могут быть хорошим способом ограничить риск повреждения при транспортировке между заводами, а такжесокращение общего срока реализации проекта на 35% - 50%.
Разбор скрытых затрат в моделях дискретных закупок
Традиционная модель дискретных закупок, такая как«Резака на заводе А, удаление заусенцев на заводе Б, обработка поверхности на заводе С»неизбежно влечет за собой значительные скрытые издержки. Отказ от услуг по постобработке лазерной резки увеличивает риск того, что лазерная резка станет еще более фрагментированной закупкой.
- Несколько минимальных объемов заказа создают разногласия по затратам.. Каждый поставщик требует заказывать определенное минимальное количество продукции, чтобы стоимость мелкосерийных заказов оставалась достаточно низкой, что приводит к увеличению стоимости.
- Различные фабрики, имеющие разные стандарты контроля качества, могут привести к ситуации, когда поставщик буквально «перекладывает ответственность» при возникновении проблем с качеством, что, в свою очередь,увеличить затраты на связь и доработку.
- Запасы в пути и многочисленные перемещения с предприятий удлиняют циклы поставок, тем самым обездвиживая больший капитал запасов и требуя больше управленческих усилий.
Ценность цепочки поставок интегрированного производства
Внутризаводские интегрированные производственные моделипредоставить платформу для создания ценности для покупателя несколькими способами. Разработкалазерная резка интегрированная цепочка поставокявляется ключом к синергии внутризаводских процессов резки и последующей обработки.
- Работа по единым стандартам качества:Поскольку весь процесс будет выполняться на заводе, стандарты контроля будут последовательными, а отслеживаемость – надежной.
- Циклы поставок сокращаются:Устранение фактора времени, связанного с межзаводскими перевозками и связями, приведет ксокращение общего цикла доставки на 35–50 %..
- Меньшие общие затраты:Отсутствие больше передач и повторных проверок качества приведет к сокращению общих затрат на закупки более чем на 30%.
Полная интеграция производственного процесса обеспечивает стабильность поставок и стабильное качество услуг точной лазерной резки. Вы можете представить требования к проекту и чертежи, а такжемы предоставим полное коммерческое предложение на массовое производство на основе комплексного решения, сокращая цикл цепочки поставок и снижая общие затраты на закупки.
Практический пример: Как компания LS Manufacturing поставила бездефектные крышки топливных фильтров из нержавеющей стали для поставщика автомобильной продукции первого уровня?
Задача клиента
Один из ведущих мировых поставщиков автомобилей первого уровня наладил крупномасштабное производство торцевых крышек автомобильных топливных фильтров из нержавеющей стали SUS316L толщиной 1,5 мм. Товар состоял из плотно упакованных,Высокоточные мелкие поры диаметром всего 1,2 мм.На режущих кромках предыдущего поставщика образовалось большое количество стойких отложений и оксидных слоев размером более 0,15 мм.
Несмотря на ультразвуковую очистку, частицы продолжали отделяться, оставляя лишь несколько следов.серьезное нарушение стандарта чистоты VDA 19 и очень строгие требования к качеству кромкиизлазерная резка стандарта автомобильных деталейбыли очень очевидны. Этот продукт находился в критическом состоянии, и вся партия была возвращена.
Производственное решение LS
С привлечением технической команды LS Manufacturing они полностью изменили технологический процесс,глубоко внедрил протокол оптимизации DFM для лазерной резки,и контролируемый сквознойКомплексный процесс лазерной резки.
- Пересмотренная геометрическая компоновка была сделана для улучшения коэффициента запаса прочности при тепловых нагрузках вблизи небольших отверстий. Таким образом, удалось избежать эффекта тепловых мостов с проектной точки.
- Завершена разработка высокоточного станка для лазерной резки мощностью 12 000 Вт, а такжесамостоятельно разработанная полевая система сверхвысокого давления 1,7 МПа с чистотой N 99,999%., чтобы выполнить бескислородную холодную очистку в кратчайшие сроки.
- Объединенные полностью автоматизированные процессы полировки жидкостью и ультразвуковой деионизации без перерывов для тщательного удаления остатков микронного уровня.
Результаты и ценность
Благодаря комплексному индивидуальному технологическому решению,высота заусенца при разрезе автомобильной торцевой крышки составила 100%, удалось составить 0,00 мм., совершенно бесследный для 50-кратного микроскопа, с шероховатостью края Ra 0,4 мкм. Кроме того, заказчик смог получить сертификат чистоты VDA 19, и они смоглиулучшить производительность лазерной резки и поднять ее с 72% до 99,8%.Отказ от межзаводской постобработки снизил общую стоимость закупок на единицу продукции на 41% и в то же время сократил цикл поставки на 42%.
Если ты хау нас есть схожие потребности в листовом металле без заусенцев,пожалуйстасвяжитесь с нашей командой инженеровдля консультации.Мы объединяем наш опыт в проектах массового производства с нашими индивидуальными решениями для лазерной резки, чтобы разработать для вас уникальное технологическое решение.

Часто задаваемые вопросы
Вопрос 1: Какое наименьшее отверстие возможно при лазерной резке без образования заусенцев или шлака?
Во избежание чрезмерного пригорания и прилипания сильного шлака во время резки необходимо соблюдать минимальный размер отверстия и толщину листового металла.строго соблюдается золотое сечение 1:1.. Это позволяет вспомогательному газу под сильным давлением легко проходить через разрез и эффективно удалять весь расплавленный металл.
Вопрос 2. Почему стандартная резка азотом иногда приводит к образованию липких микрозаусенцев на нестандартных профилях из алюминиевого сплава?
Алюминиевые сплавы характеризуются низкой температурой плавления и очень высокой способностью проводить тепло. Если фокус волоконного лазера смещается всего на ±0,1 мм или давление азота не поддерживается на уровне 1,5 МПа,расплавленный алюминий будет охлаждаться так быстрочто он снова приклеится к нижнему краю детали.
Вопрос 3: Насколько показатели шероховатости поверхности деталей, оптимизированных с помощью лазерной резки DFM, соотносятся с показателями, полученными при обычной гидроабразивной резке?
Несмотря на то, что в действительности гидроабразивная резка не имеет заусенцев, наша высокоточная волоконная лазерная резка в сочетании с полностью автоматизированным вибрационным шлифованием на заводе может обеспечить шероховатость кромки Ra 1,6 мкм и в то же времяувеличить скорость обработки в четыре раза и полностью исключить риск загрязнения влагой.
Вопрос 4: Могут ли услуги прецизионной отделки полностью избавиться от тяжелого лазерного шлака из углеродистой стали, не вызывая при этом разрушения размеров детали?
Соскоблить тяжелый лазерный шлак можно с помощью шлифовки.Тем не менее, тяжелые механические ролики или ручное шлифование могут легко повредить очень точные линейные допуски. Предотвращение образования заусенцев с помощью процесса резки DFM, обогащенного кислородом, с самого начала является инженерным решением, которое гораздо безопаснее.
Вопрос 5: На какие структурные характеристики опирается компания LS Manufacturing для точного расчета стоимости индивидуальных решений для лазерной резки?
Изучаем чертежи 3D STEP или 2D DXF, присланные нам заказчиком, ипровести строгую оценкуот общей длины линейной резки, общего количества отверстий, колебаний рыночных цен на материалы, а также от того, включен ли автоматический процесс снятия заусенцев, что, наконец, даетточная цитата.
Вопрос 6. Как услуги последующей обработки лазерной резки, такие как химическая пассивация, обеспечивают защиту кромок готового изделия от ржавчины?
На кромке реза во время процесса плавки высокотемпературной лазерной нержавеющей стали,содержание хрома несколько снижается.Интегрированная на нашем заводе химическая пассивация после обработки полностью восстанавливает пассивирующий слой оксида хрома, гарантируя, что края готового изделия имеют стабильную коррозионную стойкость и защиту от ржавчины.
Вопрос 7: Каков типичный диапазон допусков на размеры кромки, который LS Manufacturing может контролировать при массовом производстве?
Благодаря нашей прецизионной многоосевой волоконной лазерной системе мощностью 10 000 Вт на заводе и круглосуточной среде цифровой обработки мы можем стабильногарантировать линейный позиционный допуск деталей на уровне ± 0,05 мм, что указывает на очень высокую стабильность процесса при массовом производстве десятков тысяч деталей.
В8: Поможет ли защита поверхности виниловой пленкой перед прецизионной лазерной резкой уменьшить или устранить заусенцы на верхних краях поверхности?
Сначала на поверхность листового металла наносится защитная пленка лазерного качества. Этот шаг полностьюудаляет брызги шлака, отражающие пригары и царапины на верхней поверхности, а заусенцы на нижней поверхности успешно удаляются полем газодинамического потока с нашей конструкцией сверхвысокого давления.
Резюме
Избавление от заусенцев при лазерной резке — это гораздо больше, чем просто этап после шлифования, это глубокие исследования и разработки, включающие базовую геометрию конструкции (лазерная резка DFM), управление механикой поля газового потока и комплексную обработку поверхности на заводе. Точно определяя минимальную светосилу, оптимизируя расстояние между элементами и адаптируя мощные оптоволоконные системы в начале исследований и разработок,инженеры-конструкторы могут эффективно минимизировать источник шлака.Случай с торцевой крышкой автомобильного фильтра показывает, что сочетание требований DFM и комплексного производственного процесса является основным методом снижения затрат в цепочке поставок и повышения производительности.
Хотите сэкономить на вторичном удалении заусенцев и доработке, которых можно было бы избежать?Не позволяйте грубым кромкам с заусенцами съедать прибыль вашего продукта и наносить ущерб репутации вашего бренда.Отправьте свои 3D CAD-чертежи(с поддержкой форматов .STEP, .IGS и .DXF) в систему цифровой инженерной оценки производства LS без промедления, а наши эксперты по производству лучших планов предоставят бесплатный отчет о технологичности DFM для лазерной резки и ценовое предложение на массовое производство в течение 24 часов.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт:https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.LS Производственные услугиНет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя.Требуются деталицитата Определите конкретные требования к этим разделам.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing — ведущая компания отрасли.. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности.обработка с ЧПУ,Производство листового металла, 3D-печать,Литье под давлением.Штамповка металлаи другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com
