
خدمات القطع بالليزر بدون لدغاتيتم تصنيعها بدقة شديدة باستخدام قطع الصفائح المعدنية التي لا تحتوي على أي نتوءات أو حواف فلاش من خلال التحكم بدرجة عالية جدًا في معلمات العملية وإدارة التصميم المسبق (DFM). وهذا يلبي القضايا الرئيسية مثل القطع بالليزر التقليديتكاليف مرتفعة للغاية للطحن الثانوي بالإضافة إلى مخاطر كبيرة لعدم الامتثالوخاصة في الصناعات عالية الدقة. في صناعات مثل الطب والسيارات والفضاء، لا يؤثر وجود نتوءات الحافة على دقة التجميع والامتثال لمعايير النظافة فحسب، بل أيضًا،وفي الحالات الأسوأ، غالبًا ما يعني ذلك فشل المنتج.
هذه المقالة هي شرح واضح لكيفية جسدياقطع لدغ صفريمكن تحقيقه. بل إنه يغطي مفاهيم المجمع المنصهر، وتصميم حقل تدفق الغاز، والمعالجة اللاحقة المتكاملة، بالإضافة إلى مساعدة مهندسي التصميم في الحصول على جودة حافة مستقرة في مرحلة الرسم.

نظرة عامة على الأداء الرئيسي لخدمات القطع بالليزر الخالية من النتوءات
| نوع المادة | مساعدة الغاز والضغط | نسبة الفتحة الحرجة (الفتحة: السُمك) | نطاق خشونة الحافة Ra | مستوى التحكم في اللدغ |
| الفولاذ المقاوم للصدأ SUS304 | 99.999% N₂، 1.6MPa | ≥1:1 | 0.8-1.6 ميكرومتر | درجة الخبث صفر |
| 1050-H14 سبائك الألومنيوم | 99.999% N₂، 1.8MPa | ≥1.2:1 | 1.6-3.2 ميكرومتر | درجة اللدغ الصغير |
| الفولاذ الكربوني المدلفن على البارد SPCC | O₂، 0.3MPa | ≥1:1 | 3.2-6.3 ميكرومتر | درجة الخبث الخفيفة |
| سبائك التيتانيوم TC4 | 99.999% آر، 2.0 ميجاباسكال | ≥1.5:1 | 1.6-3.2 ميكرومتر | درجة الخبث صفر |
الوجبات السريعة الرئيسية
- التحكم القوي في التسامح:لضمان القطع بالليزر بدون نتوءات، يجب الحفاظ على أفضل نسبة للفتحة عند 1:1 أو أعلى، ويمكن ضبط خشونة سطح الفولاذ الكربوني.يتم التحكم فيها في نطاق Ra 1.6-3.2 ميكرومتر.
- استراتيجية اختيار الغاز:يجب أن يتم قطع الفولاذ المقاوم للصدأ وسبائك الألومنيوم ذات الانعكاسية العالية باستخدام N2 عالي الضغط1.4-1.8 ميجا باسكالبحيث يكون القطع خالياً من طبقة الأكسيد والخبث.
- ميزة الشراء الشامل:ستقوم شركة LS Manufacturing بتغيير تكاليف إنتاج القاعة بنسبة 35% من خلال صيانة آلة القطع بالليزر في سوق دبي المالي مع خدمات ما بعد المعالجة عالية الدقة.
لماذا تثق في خدمات القطع بالليزر الدقيقة التي تقدمها شركة LS Manufacturing للحصول على حلول قطع خالية من النتوءات؟
لأكثر من عقد من الزمان، كنا ملتزمين تمامًا بأعمال الصفائح المعدنية الدقيقة، وقد تم الوثوق بجميع خدمات القطع بالليزر الدقيقة لدينا عدة مرات في الإنتاج على نطاق واسع.
لقد جربنا العديد من ترقيات المعدات بناءً علىخبرتنا في تصنيع الغطاء النهائي لفلتر وقود السياراتلكنهم وحدهم لا يستطيعون ضمان إزالة النتوءات تمامًا، ويعتبر التحكم في التصميم للتصنيع (DFM) جنبًا إلى جنب مع التعاون الشامل للعملية أمرًا ضروريًا. يتبع نظام العملية لديناايزو 13920-ب معايير التسامح وجميع عمليات الإنتاج الضخميتم التحكم فيها تحت التوحيد القياسي.
لقد أجرينا عددًا كبيرًا من اختبارات مقارنة حجم المواد والضغط والمسام في مختبرنا، وبعد ذلك قمنا بتطوير قاعدة بيانات معلمات العملية التي تمكننا منتوفير أفضل حل القطع في أي وقت من الأوقات للمواد المختلفة. نظام التصنيع لدينا معتمد أيضًا لتلبية متطلباتإتف 16949نظام إدارة جودة السيارات، في كل مرحلة، بدءًا من فحص المواد الخام وحتى الفحص النهائي للمنتج بالحجم الكامل، مع وجود سجلات جودة يمكن تتبعها.
على عكس مصانع التجميع العامة التي تكرر المعايير القياسية فقط، من خلال مراجعات التصنيع المخصصة لكل رسم، نحدد المخاطر المحتملة للنتوءات في البداية وبهذه الطريقة نساعدك في خفض تكاليف إعادة العمل لاحقًا.
إذا كنت تواجه مخاوف تتعلق بالامتثال والتكلفة بسبب نتوءات القطع، فأرسل رسومات منتجك للحصول على تقييم مجاني من سوق دبي المالي. سيقدم فريقنا الهندسيحلول التحسين المخصصة وتحسين العائد المتوقعفي غضون 24 ساعة، مما يساعدك على تقليل مخاطر الإنتاج الضخم منذ البداية.
لماذا تتطور الأجزاء المعدنية إلى نتوءات حادة أثناء خدمات القطع الدقيقة بالليزر؟
نتوءات أو بقايا صغيرة فيخدمات القطع بالليزر الدقيقةيحدث ذلك عندما يتم إعادة ترسيخ كمية صغيرة من المعدن المنصهر والتصاقها في الجزء السفلي من الجزء المقطوع. يحدث عادةعندما تتركز الحرارة محليا أو عندما يكون التوتر السطحي غير متوازن. الأسباب الرئيسية عادة ما تكون انخفاض ضغط الغاز، أو عدم تركيز الفوهة، أو الحمل عند زوايا التباطؤ، مما يسبب تصلب المعدن.
الآليات الديناميكية الحرارية والسوائل الديناميكية لحوض الذوبان
شعاع MIR يجعل السطح المعدني يشكل بركة من المعدن المنصهر. يساعد الغاز المساعد على تفجير المعدن السائل وحماية القطع أيضًا. للتحكم بدقة في جودة الحافة النهائية لخدمات القطع بالليزر الدقيقة،من الضروري الفهم الكامل لديناميكيات حوض السباحة المصهور بالليزر.
- إذا لم يكن ضغط الغاز كافيًا، فلن يتم إخراج المعدن السائل بالكامل من الشق، وسوف تتراكم القطرات المتبقية في الأسفل، وهو ما يسمى الخبث.
- إذا لم يكن ارتفاع الفوهة عند النقطة المحورية، ستنخفض كثافة طاقة الشعاع، وستنخفض درجة حرارة حوض السباحة المنصهر غير المتكافئةيسبب زيادة في لزوجة المعدن المنصهر.
- عندما يتباطأ مسار القطع عند الزوايا، يزداد مدخل الحرارة المحلية بشكل كبير، وتتجاوز كمية المعدن المنصهر قدرة التطهير لتدفق الهواء.
تأثير خصائص المواد على تكوين الخبث
التوصيل الحراري ونقطة الانصهار وخصائص الأكسيد للمواد المختلفةالتأثير على شكل اللدغ وسهولة إزالته. اختيار السليممعلمات المواد القطع بالليزرهو الأساس لإنشاء قواعد تصميم مختلفة للقطع بالليزر (DFM).
- عند درجات الحرارة المرتفعة، ينتج الكروم والنيكل في الفولاذ المقاوم للصدأ أكاسيدلديها نقاط انصهار عالية جدا. إذا لم يكن نقاء النيتروجين كافيا، فإن الخبث المتكون سيكون قاسيا.
- تتميز سبائك الألومنيوم بموصلية حرارية عالية ويتم تبريد البركة المنصهرة بسرعة كبيرة.مجرد تأخير معين في تطهير تدفق الهواءسيجعل المعدن يصلب ويلتصق بأسفل القطع.
- عند قطع الفولاذ الكربوني بالأكسجين، يساعد تفاعل الأكسدة الطاردة للحرارة في ذوبان المعدن. إذا لم يكن نقاء الأكسجين كافيا، فسيتم تشكيل خبث أكسيد الحديد.
وببساطة أكبر،إنه مثل مسدس ماء عالي الضغط ينظف الجدار، إذا كان ضغط الماء وزاويته غير صحيحين، فلن يتم تنظيفه جيدًا وستبقى نتوءات القطع.

الشكل 1: لقطة مقربة للأجزاء المعدنية المقطوعة بالليزر والتي توضح نتوءات الحافة التي تشكلت أثناء عملية القطع.
كيف يمكن للمهندسين تحسين هندسة الفتحات والفتحات لتصنيع الصفائح المعدنية بدون ثقوب؟
قطع بالليزر بتصميم خالٍ من الحرقيتعلق الأمر أساسًا بالالتزام بحدود نسبة سمك الجدار ولوائح تباعد الميزات. ينبغي أن يكون أصغر حجم الثقبعلى الأقل يساوي سمك اللوحة (1:1)، وعادة ما يتم إضافة نصف قطر زاوية يبلغ سمكه 0.5 لوحة لمنع الشعاع من التباطؤ والحرارة من التراكم.
نسبة الفتحة ومعايير تصميم سمك الجدار
حجم الفتحة مقارنة بسمك اللوحة يحدد ما إذا كان الغاز سيتحرك أم لايساعد في القطع بشكل صحيح من خلال القطع وإزالة المعدن المنصهر. هذا هو عامل التحكم الهندسي الرئيسي في نظام DFM للقطع بالليزر وعنصر أساسي في التحكم في التصميمهندسة ثقب القطع بالليزر.
- إذا كانت الفتحة أصغر من سمك اللوحة، تصبح المساحة الداخلية للشق ضيقة، ويتعطل تدفق الهواء، مما يزيد من معدل تكوين نتوءات بأكثر من ثلاث مرات.
- بالنسبة للألواح الرقيقة جدًا بسمك 1.0-3.0 مم، يُنصح بذلكالتحكم في نسبة الفتحة عند 1.2:1 أو أعلىللحصول على نتيجة ثابتة بدون نتوءات.
- عند التعامل مع تصميمات الشق الضيقة، يجب أن يكون عرض الشقعلى الأقل 0.8 أضعاف سمك اللوحةإذا لم يكن الأمر كذلك، سيكون هناك تراكم مستمر للخبث.
مصفوفة معلمات سوق دبي المالي لقطع المواد الأساسية بالليزر
| درجة المادة | ضغط الغاز المساعد | الحد الأدنى لنسبة الفتحة | الحد الأدنى من شرائح الانتقال | خشونة الحافة Ra | تدابير الوقاية من الأزيز |
| SUS304 | 1.6 ميجا باسكال ن | 1:1 | 0.5 سمك اللوحة | 0.8-1.6 ميكرومتر | التطهير بالضغط العالي + تحسين الزوايا |
| 1050 ح14 | 1.8 ميجا باسكال ن | 1.2:1 | 0.8 سمك اللوحة | 0.8 سمك اللوحة | ثقب النبض + المسار الدائري |
| SPCC | 0.3MPa O | 1:1 | 0.3 سمك اللوحة | 3.2-6.3 ميكرومتر | قطع غني بالأكسجين + تشطيب منخفض السرعة |
| سبائك التيتانيوم TC4 | 2.0MPa آر | 1.5:1 | 1.0 سمك اللوحة | 1.6-3.2 ميكرومتر | حماية خاملة + قطع مجزأة |
تأثير التجسير الحراري والتحكم في تباعد الميزات
مسارات القطع المجاورة القريبة جدًا لا تسمح بتبديد الحرارة وخلق "تأثير الجسر الحراري"مما يؤدي إلى ارتفاع مستمر في درجات الحرارة في المنطقة المحلية. يعد التحكم في التجسير الحراري للقطع بالليزر جزءًا أساسيًا عند تصميم الهياكل المعقدةحلول القطع بالليزر المخصصة.
- عندما يكون الشقان أقل من 1.5 مرة من سمك اللوحة عن بعضهما البعض، يتم ملاحظة تأثير الجسر الحراري وينتج عنه العديد من النتوءات الصغيرة الموجودة على الحواف المقطوعة.
- لتجنب تراكم الحرارة في تصميمات مصفوفة الفتحات، يجب أن يكون تباعد الفتحات ضعف سمك اللوحة على الأقل.
- للحصول على ملامح معقدة،لتجنب ترك نقاط اللحام المحمومة على مخطط الجزء، يمكن تنفيذ تصميم سلك الرصاص التدريجي.
ببساطة، تأثير الجسر الحراري يشبه شمعتين قريبتين جدًا من بعضهما البعض، حيث تتسبب الحرارة الناتجة عن تفاعلهما في ذوبان المعدن بشكل مفرط، مما يؤدي إلى تكوين نتوءات.للحصول على الورقة البيضاء الكاملة لتصميم سوق دبي المالي للقطع بالليزريرجى الاتصال بفريقنا الهندسي.

الشكل 2: أجزاء مختلفة من الصفائح المعدنية المقطوعة بالليزر تعرض فتحات وثقوب ذات أشكال هندسية مختلفة.
ما هي ملفات تعريف ضغط الغاز المساعدة التي تضمن تحسين جودة الحافة الخالية من العيوب للفولاذ المقاوم للصدأ؟
في قلبتحسين جودة الحافةيتم استخدام أسطح قطع الفولاذ المقاوم للصدأ99.999% من النيتروجين عالي النقاء مع تثبيت ضغط تدفق هواء الفوهة عند 1.4-1.8 ميجا باسكال. يستخدم هذا الأسلوب طائرة نفاثة نشطة للغاية تزيل على الفور القطرات المعدنية المنصهرة الخالية من الأكسجين.
الاختلافات الحركية بين قطع الأكسجين والنيتروجين
يتضمن الأكسجين والنيتروجين طريقتين مختلفتين للقطع. المستنيرةالقطع بالليزر يساعد على اختيار الغازيعد أمرًا أساسيًا لتحسين جودة الحافة الأمثل للأسطح المقطوعة المصنوعة من الفولاذ المقاوم للصدأ.
- يتضمن قطع الأكسجين ذوبان المعدن الطارد للحرارة من خلال تفاعل الأكسدة،وهذا هو سبب سرعات القطع العاليةولكن مع ذلك، فإنه يترك طبقة أكسيد وخبث أكسيد الحديد عند القطع.
- يعتمد القطع بالنيتروجين على تيار هوائي عالي الضغط يزيل المعدن المنصهر مباشرة، مما يعني أنه قطع بارد حيثلا توجد طبقة أكسيد ويتم الحصول على حافة أعذب.
- إذا كان الفولاذ المقاوم للصدأ أكثر سمكًا من 3 مم، فيجب رفع ضغط النيتروجين إلى أكثر من 1.6 ميجا باسكال بحيث يتم ضمان الحفاظ على الجزء السفلي من القطع خاليًا من الشوائب.
العلاقة بين التوزيع الميداني لتدفق الفوهة وتكوين الخبث
نمط إمداد الهواء وتوزيع السرعةالعوامل الرئيسية التي تؤثر على كفاءة التطهير للقطع بالليزر. يحدد هيكل فوهة القطع بالليزر هذه العوامل، ولتحسين مجال التدفق هو الحصول بشكل مباشر على نتائج أفضل في خدمات القطع بالليزر المستقرة والخالية من النتوءات.
- تعمل الفوهات دون سرعة الصوت بشكل جيدقطع لوحات رقيقةلأنها قادرة على توفير سرعة هواء مستقرة. ولكن، في لوحات سميكة،قد تكون موجات التوسع داخل الشق يؤدي بسهولة إلى انخفاض مفاجئ في الضغط.
- الفوهات الأسرع من الصوت قادرة على الحفاظ على سرعة تدفق الهواء عالية داخل الشق السميك للوحة وبالتالي فهي توفر تطهيرًا أقوى، ولكنها أكثر تطلبًا عند اختيار نقطة التركيز الدقيقة.
- إذا كانت الميزات الدقيقة الموجودة في الشق تعيق فتحة تدفق الهواء، فسيتم توليد موجات صدمية في الشق وسينخفض الضغط عند هذه النقطة إلى أقل من 0.5 ميجا باسكالوهي النقطة التي يبدأ فيها تكوين الخبث السفلي.
يعد تعديل معلمة تدفق الهواء المصمم خصيصًا أمرًا ضروريًافي حلول القطع بالليزر. تظهر بيانات الاختبار الحصرية لمختبر LS Manufacturing أنه من خلال رفع ضغط النيتروجين من 1.4 ميجا باسكال إلى 1.7 ميجا باسكال، ينخفض معدل الحرق السفلي للفولاذ المقاوم للصدأ مقاس 2 مم من 12% إلى 0%.
ببساطة، ولدت موجة الصدمةعندما يواجه تدفق الهواء عائقًا، يكون ذلك مثل تحرك الماء بسرعة كبيرة واصطدامه بصخرة،يتم إنشاء الاضطراب. بسبب الخسارة المفاجئة في قوة التأثير، لا تتم إزالة المعدن المنصهر بالكامل.
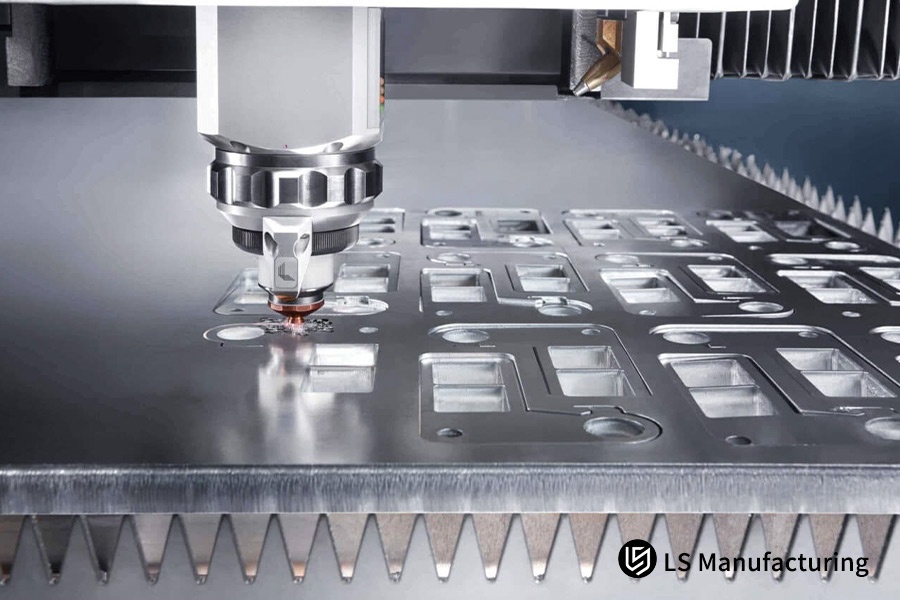
الشكل 3: آلة القطع بالليزر CNC أثناء العمل، معالجة صفائح الفولاذ المقاوم للصدأ بمساعدة الغاز.
هل يمكن لتقنيات القطع بالليزر المتقدمة (DFM) مقاومة التشوه الحراري للمعادن عالية الانعكاس؟
القطع بالليزر DFMيركز أولاً وقبل كل شيء على تقليل التشوه الحراري وتقطيع الحواف أثناء العمل على معادن عالية الانعكاس مثل سبائك الألومنيوم والنحاس من خلالمزيج من الانثقاب النبضي ومسار تقسيم السعة على شكل حلقة. مع هذا، فإن تقليل مدخلات الحرارة إلى المناطق الحساسة ذات الانعكاس العالي يزيد عن 45% بالمقارنة مع القطع الموجي المستمر التقليدي.
آلية فشل المواد عالية الانعكاس
إن الخصائص الفيزيائية الفريدة للمعادن عالية الانعكاس هي السبب وراء ظهورهاصعوبة قطع أعلى مقارنة بالفولاذ العادي. عامل الانعكاس العالي هو أيضًا السببقطع المعادن بالليزر عالية الانعكاسيتم أخذها كحالة خاصة في القطع بالليزر DFM.
- سبائك الألومنيوم والتوصيل الحراري للنحاس هو 3-5 مرات من الفولاذ الكربوني. ونتيجة لذلك، يتم تشتيت الحرارة المتولدة من مصدر الليزر بسرعة إلى المادة الأساسية،مما يخفض درجة حرارة البركة المنصهرة إلى مستوى غير كاف.
- تكون المواد أقل امتصاصًا لضوء ليزر الألياف ويمكن أن يؤدي الضوء المنعكس إلى إتلاف مسار الألياف الضوئية، مما يؤدي إلى انخفاض في عمر المعدات.
- الألومنيوم عندما يذوبلديه لزوجة منخفضة جدًا وقادر على التبريد بسرعة كبيرة. إذا لم يتم تنظيفها على الفور، فسوف تشكل نتوءات هلامية تلتصق بأسفل القطع.
حل تصميم سوق دبي المالي للتحكم في التشوه الحراري
ومن خلال تعديلات التصميم، يمكن جعل المواد شديدة الانعكاس أسهل في القطع ويمكن أيضًا تحسين جودة الحواف. تنفيذالتحكم بالتشوه الحراري للقطع بالليزرهوواحدة من نقاط القوة التكنولوجية الرئيسية لحلول القطع بالليزر المخصصة.
- في بداية القطع، يتم تطبيق تقنية التثقيب النبضي لزيادة الطاقة تدريجيًا وتجنب الانعكاسات القوية التي يمكن أن تنتج عن الإشعاع المباشر بالضوء المستمر.
- حلقة تجديد عملية الزاويةتم تقديمه لمنع تراكم الحرارة الناتج عن تباطؤ الشعاع وأيضًا للحفاظ على تدفق الهواء بطريقة مستقرة.
- يتم إصلاح الأجزاء من خلال تصميم التوصيل الجزئي لتجنب الالتواء أثناء عملية القطعتبقى تفاوتات الأبعاد ثابتة عند ±0.03 مم.
- عند وضع الأجزاء في المصفوفة، يتم ترك مسافة أمان لتبديد الحرارة لا تقل عن ضعف سمك اللوحة لمنع تراكب التأثيرات الحرارية في الأجزاء المجاورة لبعضها البعض.
وقد تم اختبارها أثناء الإنتاج الضخم ويمكن تحسين إنتاجية واستقرار خدمات القطع بالليزر الدقيقة للمواد عالية الانعكاسحقا من خلال تنفيذ هذه الأساليب.
عندما نواجه مشكلات مفاجئة في التصاق الخبث، فإن طريقتنا الفريدة لاستكشاف الأخطاء وإصلاحها هي:تأكد أولاً من أن الإزاحة البؤرية لا تزيد عن ±0.1 مم ثم تحقق من نقاء النيتروجين وضغطه، اللذين يمثلان معًا 80% من الأسباب.

الشكل 4: القطع بالليزر الدقيق DFM للمعادن عالية الانعكاس لتقليل التشوه الحراري.
ما هو الدور الذي تلعبه خدمات التشطيب الآلي الدقيقة عند التخلص من نتوءات صغيرة في القواطع المعقدة؟
لا يمكن لتحسين تقنية الليزر وحده القضاء على نتوءات الإجهاد الجزيئي على مستوى الميكرون إذا كان المقصود هو الأجزاء الدقيقةللحصول على دقة عالية في المجال الطبي والسيارات. الى جانب ذلك، الآليخدمات التشطيب الدقيق، من بينها التلميع الكيميائي وطحن اهتزاز السوائل، يجب أن يتم تنفيذهما بشكل مشترك.
كفاءة إزالة الأزيز في تقنيات ما بعد المعالجة المختلفة
نظرًا لأن تقنيات ما بعد المعالجة المختلفة تحقق مستويات دقة وأشكال هندسية مختلفة للأجزاء، فإن مطابقة ما بعد عملية القطع بالليزر ستضمن لمسة نهائية خالية من النتوءات على مستوى الميكرون.
مقارنة دقة كفاءة إزالة الأزيز بعد المعالجة
| نوع العملية | حجم ديبور | نطاق تقريب الحافة | المواد المطبقة | تأثير التسامح الأبعاد | كفاءة الإنتاج الضخم |
| تلميع الكهروكيميائية | ≥1μm ميكروبورس | 0.05-0.1 ملم | الفولاذ المقاوم للصدأ، والتيتانيومسبائك | ± ± 0.005 مم | متوسط |
| طحن الاهتزاز الفلورسنت | نتوءات ≥10 ميكرومتر | 0.1-0.2 ملم | جميع المعادن | ± ± 0.02 مم | عالية |
| التخميل الكيميائي | نتوءات الأكسدة ≥0.1μm | لا يوجد تقريب واضح | الفولاذ المقاوم للصدأ | الفولاذ المقاوم للصدأ | عالية |
| طحن تعثر | ≥50μm الاحتفاظ بالخبث | 0.2-0.5 ملم | الكربون الصلب، سبائك الألومنيوم | ≥ ± 0.05 مم | عالية للغاية |
نقطة توازن التكلفة لطرق ما بعد المعالجة في سياق الإنتاج الضخم
الإنتاج الضخم الذي قد يعتمد بشكل كبير على تحسين عملية الليزر والمعالجة اللاحقة هولا يقلل من التكلفة الشاملة كثيرا. من جهة، يقومون بحل مشكلةتكاليف الإنتاج الضخم للقطع بالليزر. ومع ذلك، فإن خدمات ما بعد المعالجة للقطع بالليزر تساعد الشركات المصنعة على تجنب التكاليف الخفية للتعاون بين المصانع المتعددة.
- في حالة أن حجم الثقب المسموح به للجزء هو 0.05 مم أو أكثر، فيجب النظر في خيار المعالجة بالليزر أولاً لإزالة النتوءات. في الواقع،فهو يؤدي إلى تكاليف إجمالية أقل بنسبة 20٪، بالمقارنة مع تلك الناتجة عن إضافة ما بعد المعالجة.
- إذا كان المتطلب يدعو إلى التخلص من النتوءات على مستوى الميكرون فقط، فإن إجمالي تكلفة التصنيع التي تجمع بين استخدام الليزر والمعالجة اللاحقة الآلية ستكونأرخص بكثير من تكلفة محاولة زيادة إعدادات معلمات الليزر.
- من خلال تصميم العملية المشتركة، تستطيع الشركات المصنعة في المصنع التحكم في دقة حافة الليزر حتى مرحلة النتوءات الدقيقة. وهذا يعني،يمكنهم بسهولة إرضاء عملائهممن خلال استخدام الحد الأدنى من المعالجة اللاحقة.
الصيغة العامة لحساب تكلفة الإنتاج هي:
تكلفة الإنتاج لكل وحدة = مدة القطع تكلفة وقت الآلة للوحدة + عدد العناصر بعد المعالجة تكلفة معالجة الوحدة - وفورات الخسارة بسبب تحسين الإنتاجية.
يمكنك ذلكتقديم رسومات جزءومتطلبات الجودة، وفريقنا سوفتوفير حساب تكلفة مجاني لمسارات العملية المختلفة، تجمع بين حلول خدمات التشطيب الدقيقة.
كيف يؤثر اختيار أنظمة الألياف مقابل أنظمة ثاني أكسيد الكربون بشكل مباشر على تفاوتات القطع الصناعية بدون احتراق؟
بفضل الطول الموجي القصير البالغ 1.06 ميكرومتر وكثافة الطاقة العالية للغاية لنقطة ليزر الألياف، فإن ليزر الألياف في خدمات القطع بالليزر الدقيقةينتج نتوءات أقل بكثير من ليزر ثاني أكسيد الكربون التقليدي الذي يبلغ طوله الموجي 10.6 ميكرومترعند قطع صفائح رفيعة مقاس ≥6 مم بفتحات صغيرة إلى متوسطة الحجم، وقد يصل عرض الشق إلى 0.08 مم.
التأثير الحاسم لجودة الشعاع على شكل حافة الشق
عمودي الشق ونعومة الحافةيتأثر بشكل مباشر بوضع الشعاع وقطر البقعة المركزة. وبالتالي السيطرة الفعالة علىجودة شعاع القطع بالليزرهي الخطوة الأساسية نحو تحسين جودة الحافة لخدمات القطع بالليزر الدقيقة.
- عادةً ما يكون لليزر الليفي عامل M أقل من 1.2، مما يؤدي إلى توزيع الطاقة الغاوسي، وعرض الشق الموحد، والحد الأدنى من الخبث في القاع.
- ليزر ثاني أكسيد الكربون ولكن عادةً ما يكون له عامل M في نطاق 1.5 إلى 2.0، وهذا يتوافق مع توزيع الطاقة غير المتساوي وتضييق الشق حيث يكون الجزء العلوي أوسع والجزء السفلي أضيق.
- تتميز ألياف الليزر بميزةقطر نقطة مركزة أصغر وكثافة طاقة أعلى،يؤدي إلى حجم أصغر وأكثر قابلية للتحكم في حجم حوض الذوبان وتكوين نتوءات أقل.
مقارنة قدرات العملية عند سماكات اللوحة المختلفة
وفيما يتعلق بقدرات المعالجة الخاصة بها، فإن نطاقات سمك الألواح المختلفة تشير بوضوح إلى نقاط القوة والضعف في هذين النوعين من المعدات.التكيف مع سمك القطع بالليزروالبحث عن أفضل حل للمعدات هوواحدة من أهم الميزات الأساسية لحلول القطع بالليزر المخصصة.
مقارنة قدرات القطع بين ليزر الألياف وليزر ثاني أكسيد الكربون
| نوع المعدات | الطول الموجي | عامل M النموذجي | معدل لدغ اللوحة الرقيقة (6 مم) | معدل لدغ اللوحة السميكة (12 مم) | الحد الأدنى لعرض السكين | كفاءة المعالجة |
| ألياف ليزر بقدرة 10,000 واط | 1.06 ميكرومتر | .21.2 | .20.2% | 8-12% | 0.08 ملم | 3 أضعاف |
| ليزر ثاني أكسيد الكربون عالي الطاقة | 10.6 ميكرومتر | 1.5-2.0 | 5-8% | 3-5% | 0.15 ملم | 1 أضعاف |
- للصفائح الرقيقة التي يقل سمكها عن 6 مم.يتفوق ليزر الألياف على ليزر ثاني أكسيد الكربون في التحكم في النتوءات بهامش كبير، كما أن كفاءة المعالجة أعلى أيضًا بثلاث مرات.
- للألواح السميكة التي يزيد سمكها عن 10 مم، يتيح ليزر ثاني أكسيد الكربون قطعًا عموديًا أفضل ويتم الرهان عليه قليلاًثالثًا في تقليل النتوءات مقارنة بليزر الألياف.
- يعتمد تصنيع LSنظام ليزر ألياف بقدرة 10000 وات للخط بأكمله، والتي يمكن أن تحقق إنتاجًا ضخمًا بدون نتوءات للألواح الرقيقة في حدود 6 مم، مما يوفر خدمات قطع ليزر موثوقة وخالية من النتوءات.
لماذا يجب على قادة المشتريات العالميين إعطاء الأولوية لخدمات ما بعد المعالجة المتكاملة للقطع بالليزر لضغط سلاسل التوريد؟
اختيار الشركة المصنعة المتكاملة مع وقفة واحدةخدمات ما بعد المعالجة للقطع بالليزريمكن أن تكون القدرات وسيلة جيدة للحد من مخاطر التلف الناتج عن النقل عبر المصنع أيضًاتقليل الوقت الإجمالي لتسليم المشروع بنسبة 35% - 50%.
تفكيك التكاليف الخفية لنماذج المشتريات المنفصلة
نموذج الشراء المنفصل التقليدي مثل"القطع في المصنع "أ"، وإزالة الأزيز في المصنع "ب"، وتشطيب السطح في المصنع "ج"يحمل حتما تكاليف خفية كبيرة. يؤدي تقسيم خدمات ما بعد المعالجة للقطع بالليزر إلى زيادة خطر أن يصبح القطع بالليزر عملية شراء أكثر تجزئة.
- تؤدي كميات الطلب الدنيا المتعددة إلى خلق احتكاك في التكلفة. يطلب كل مورد حدًا أدنى معينًا من كمية المنتجات التي سيتم طلبها للحفاظ على تكلفة طلبات الدفعات الصغيرة منخفضة بما فيه الكفاية، مما يؤدي إلى ارتفاع التكلفة.
- يمكن أن تؤدي المصانع المختلفة التي لديها معايير مختلفة لفحص الجودة إلى موقف حيث "يتحمل المورد المسؤولية" حرفيًا عند حدوث مشكلة في الجودة، الأمر الذي سيؤدي بدوره إلىزيادة تكاليف الاتصالات وإعادة العمل.
- يؤدي تراكم المخزون أثناء النقل وعمليات النقل المتعددة للمصنع إلى جعل دورات التسليم أطول، وبالتالي تجميد المزيد من رأس مال المخزون ويتطلب المزيد من الجهد الإداري.
قيمة سلسلة التوريد للتصنيع المتكامل
نماذج التصنيع المتكاملة داخل المصنعتوفير منصة لخلق قيمة المشتري بطرق متعددة. تطوير أالقطع بالليزر سلسلة التوريد المتكاملةهو مفتاح التآزر بين عمليات القطع والمعالجة اللاحقة في المصنع.
- العمل وفق معايير الجودة الموحدة:وبما أن العملية برمتها سيتم إكمالها في المصنع، فإن معايير التحكم ستكون متسقة وإمكانية التتبع قوية.
- يتم تقصير دورات التسليم:ستؤدي إزالة عامل الوقت المرتبط بالنقل والاتصالات عبر المصنع إلىانخفاض بنسبة 35%-50% في دورة التسليم الشاملة.
- تكاليف إجمالية أقل:لن يؤدي إجراء المزيد من عمليات النقل وعمليات فحص الجودة المتكررة إلى انخفاض في تكاليف المشتريات الإجمالية بنسبة تزيد عن 30%.
يضمن التكامل الكامل للعملية داخل المصنع استقرار التسليم واتساق الجودة لخدمات القطع بالليزر الدقيقة. يمكنك تقديم متطلبات المشروع والرسومات، وسوف نقدم عرض أسعار كامل للإنتاج الضخم بناءً على حل متكاملوتقصير دورة سلسلة التوريد وخفض تكاليف الشراء الإجمالية.
دراسة حالة: كيف قامت شركة LS Manufacturing بتسليم أغطية مرشح وقود مصنوعة من الفولاذ المقاوم للصدأ خالية من العيوب لمورد سيارات من المستوى الأول؟
تحدي العملاء
كان لدى أحد موردي السيارات الرائدين في العالم من المستوى الأول إنتاجًا واسع النطاق للأغطية النهائية لمرشحات وقود السيارات المصنوعة من الفولاذ المقاوم للصدأ SUS316L بسمك 1.5 مم. يتكون المنتج من معبأة بكثافة،مسام صغيرة عالية الدقة بقطر 1.2 ملم فقط.كانت حواف القطع الخاصة بالمورد السابق تنتج كمية كبيرة من الرواسب العنيدة وتشكل طبقات من الأكسيد يزيد حجمها عن 0.15 مم.
على الرغم من التنظيف بالموجات فوق الصوتية، استمرت الجزيئات في الانفصال، ولم تترك سوى آثار قليلةانتهاك خطير لمعايير النظافة VDA 19 ومتطلبات صارمة للغاية لجودة الحافةمنالقطع بالليزر لقطع غيار السيارات القياسيةكانت واضحة جدا. كان هذا المنتج في أزمة امتثال وتم إرجاع الدفعة بأكملها.
حل التصنيع LS
وبمشاركة الفريق الفني لشركة LS Manufacturing، قاموا بتغيير تدفق العملية بالكامل،نفذت بعمق بروتوكول تحسين DFM للقطع بالليزر،ونهاية تسيطر عليها لإنهاءعملية القطع بالليزر كاملة المكدس.
- تم إجراء تخطيط هندسي منقح لتحسين عامل أمان الإجهاد الحراري لقرب الثقوب الصغيرة وبهذه الطريقة يتم تجنب تأثيرات الجسر الحراري من نقطة التصميم.
- تم الانتهاء من ماكينة القطع بليزر الألياف عالية الدقة بقدرة 12000 وات، بالإضافة إلى ذلكنظام مجال تدفق N نقي عالي الضغط 1.7 ميجا باسكال تم تطويره ذاتيًا بنسبة 99.999%، لإنجاز عملية تجريد باردة خالية من الأكسجين في أي وقت من الأوقات.
- عمليات تلميع السوائل المؤتمتة بالكامل وتنظيف إزالة الأيونات بالموجات فوق الصوتية المتصلة دون انقطاع للقضاء تمامًا على المخلفات على مستوى الميكرون.
النتائج والقيمة
من خلال حل عملية مخصصة شاملة،كان ارتفاع نتوء قطع الغطاء النهائي للسيارة 100٪ قادرًا على الوصول إلى 0.00 مم، لا أثر لها تمامًا بواسطة مجهر 50x، مع خشونة حافة تبلغ Ra 0.4μm. كما تمكن العميل من الحصول على شهادة النظافة VDA 19 وتمكن من ذلكتحسين معدل إنتاجية القطع بالليزر ورفعها من 72% إلى 99.8%.أدى إلغاء المعالجة عبر المصانع إلى خفض التكلفة الإجمالية للمشتريات لكل وحدة بنسبة 41% وفي الوقت نفسه أدى إلى تقصير دورة التسليم بنسبة 42%.
إذا كنت هالدينا احتياجات مماثلة من الصفائح المعدنية الخالية من نتوءات،من فضلكاتصل بفريقنا الهندسيللتشاور.نحن نجمع بين خبرتنا في مشاريع الإنتاج الضخم وإمكانيات حلول القطع بالليزر المخصصة لدينا لتخصيص حل عملية فريد لك.

الأسئلة الشائعة
س1: ما هي أصغر فتحة ممكنة من خلال القطع بالليزر دون أي نتوءات أو خبث؟
لتجنب الاحتراق المفرط والتصاق الخبث الثقيل أثناء القطع، يجب أن يكون الحد الأدنى للفتحة وسمك الصفائح المعدنيةيتم الاحتفاظ بها بدقة بنسبة ذهبية 1:1. وهذا يسمح للغاز المساعد القوي المضغوط بالمرور بسهولة عبر الشق وإزالة جميع المعادن المنصهرة بشكل فعال.
س 2: لماذا يؤدي قطع النيتروجين القياسي أحيانًا إلى نتوءات صغيرة لزجة على مقاطع سبائك الألومنيوم المخصصة؟
تتميز سبائك الألومنيوم بنقطة انصهار منخفضة وقدرة عالية جدًا على توصيل الحرارة. إذا تم إيقاف تركيز ليزر الألياف بمقدار ±0.1 مم، أو لم يتم الحفاظ على ضغط النيتروجين حتى 1.5 ميجا باسكال،سيتم تبريد الألومنيوم المنصهر بسرعة كبيرةأنه سوف يلتصق مرة أخرى بالحافة السفلية للجزء.
س 3: كيف يمكن مقارنة أرقام خشونة السطح للأجزاء التي تم تحسينها عن طريق القطع بالليزر (DFM) مع تلك الناتجة عن القطع التقليدي بنفث الماء؟
على الرغم من أن القطع بنفث الماء في الواقع خالٍ تمامًا من النتوءات، إلا أن قطع الليزر الليفي الدقيق المحسن لدينا جنبًا إلى جنب مع الطحن الاهتزازي الآلي بالكامل داخل المصنع يمكن أن ينتج عنه خشونة حافة تبلغ Ra 1.6μm، وفي نفس الوقتزيادة سرعة المعالجة أربع مرات والقضاء تمامًا على خطر التلوث بالرطوبة.
س 4: هل يمكن لخدمات التشطيب الدقيق التخلص تمامًا من خبث الليزر الثقيل من الفولاذ الكربوني دون التسبب في أي انصهار لأبعاد الأجزاء؟
يمكنك التخلص من خبث الليزر الثقيل بمساعدة الطحن.ومع ذلك، فإن الأسطوانات الميكانيكية الثقيلة أو الطحن اليدوي يمكن أن يؤدي بسهولة إلى إتلاف التفاوتات الخطية الدقيقة للغاية. يُعد منع حدوث نتوءات من خلال عملية القطع DFM الغنية بالأكسجين الخاصة بشركة LS Manufacturing منذ البداية حلاً هندسيًا أكثر أمانًا.
س 5: ما هي المواصفات الهيكلية التي تشير إليها شركة LS Manufacturing لحساب سعر حلول القطع بالليزر المخصصة بدقة؟
نقوم بدراسة رسومات 3D STEP أو 2D DXF المرسلة إلينا من قبل العميل وإجراء تقييم صارمالطول الإجمالي للقطع الخطي، والعدد الإجمالي للثقوب، وتقلبات أسعار سوق المواد، وما إذا كانت عملية إزالة الأزيز الآلية متضمنة، مما يعطي أخيرًااقتباس دقيق.
س6: كيف توفر خدمات ما بعد المعالجة للقطع بالليزر مثل التخميل الكيميائي الحماية لحواف المنتج النهائي ضد الصدأ المفاجئ؟
عند حافة القطع أثناء عملية معالجة الفولاذ المقاوم للصدأ بالليزر بدرجة حرارة عالية منصهرة،يتم تقليل محتوى الكروم قليلاً.يقوم مصنعنا المتكامل بالتخميل الكيميائي بعد المعالجة باستعادة طبقة التخميل لأكسيد الكروم بالكامل، مما يضمن أن حواف المنتج النهائي تتمتع بمقاومة ثابتة للتآكل ومنع الصدأ.
س7: ما هو نطاق التسامح النموذجي لأبعاد الحافة الذي يمكن لشركة LS Manufacturing التحكم فيه في الإنتاج الضخم؟
استنادًا إلى نظام الليزر الدقيق متعدد المحاور بقدرة 10000 واط داخل المصنع وبيئة المعالجة الرقمية على مدار الساعة، يمكننا باستمرارضمان التسامح الموضعي الخطي للأجزاء للوصول إلى مستوى ± 0.05 مممما يشير إلى استقرار عالٍ للغاية في العملية في الإنتاج الضخم لعشرات الآلاف من الأجزاء.
س 8: هل تؤدي حماية السطح بطبقة من الفينيل قبل القطع الدقيق بالليزر إلى تقليل أو إزالة النتوءات الموجودة على حواف السطح العلوي؟
أولاً، يتم تطبيق طبقة واقية من درجة الليزر على سطح الصفائح المعدنية. هذه الخطوة تمامايزيل تناثر الخبث والحرق العاكس والخدوش على السطح العلوي، بينما تتم إزالة النتوءات الموجودة على السطح السفلي بنجاح بواسطة مجال تدفق ديناميكيات الغاز من خلال تصميمنا للضغط العالي للغاية.
ملخص
يعد التخلص من نتوءات القطع بالليزر أكثر من مجرد خطوة بسيطة بعد الطحن، ولكنه عبارة عن بحث وتطوير عميق يتضمن هندسة التصميم الأساسية (القطع بالليزر DFM)، والتحكم في ميكانيكا مجال تدفق الغاز، والتشطيب المدمج للأسطح داخل المصنع. من خلال التحديد الدقيق لنسبة الفتحة الدنيا، وتحسين تباعد الميزات، وتكييف أنظمة الألياف الضوئية عالية الطاقة في بداية البحث والتطوير،يمكن لمهندسي التصميم تقليل مصدر الخبث بشكل فعال.تسلط حالة الغطاء النهائي لمرشح السيارات الضوء على أن الجمع بين متطلبات سوق دبي المالي وعملية التصنيع الشاملة هو الطريقة الرئيسية لتقليل تكاليف سلسلة التوريد وتعزيز الأداء المتقدم.
هل تريد توفير تكاليف إزالة الأزيز الثانوية وإعادة العمل التي كان من الممكن تجنبها؟أوقف الحواف المقطوعة الخشنة المليئة بالنتوءات من تناول هوامش منتجك والإضرار بسمعة علامتك التجارية.أرسل رسومات CAD ثلاثية الأبعاد الخاصة بك(دعم تنسيقات STEP و.IGS و.DXF) إلى نظام تقييم الهندسة الرقمية للتصنيع في LS دون تأخير، وسيقدم خبراء التصنيع في الخطط العليا لدينا تقريرًا مجانيًا عن قابلية التصنيع في سوق DFM للقطع بالليزر وعرض أسعار الإنتاج الضخم في غضون 24 ساعة.
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني:https://lsrpf.com/
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط.خدمات التصنيع LSلا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري.تتطلب أجزاءالاقتباس تحديد المتطلبات المحددة لهذه الأقسام.يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العاليةالتصنيع باستخدام الحاسب الآلي,تصنيع الصفائح المعدنيةالطباعة ثلاثية الأبعاد,صب الحقن.ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا:www.lsrpf.com
