
Gratfreies LaserschneidenZiel ist es, sehr präzise zu fertigen, wobei das Blechschneiden keine Grate und Gratkanten aufweist, indem die Prozessparameter und das Pre-Design-Management (DFM) in hohem Maße kontrolliert werden. Dies erfüllt die Hauptprobleme des traditionellen Laserschneidensextrem hohe Kosten für die Nachvermahlung sowie große Risiken der Nichteinhaltunginsbesondere in hochpräzisen Branchen. In Branchen wie der Medizin-, Automobil- und Luft- und Raumfahrtindustrie beeinträchtigt das Vorhandensein von Kantengraten nicht nur die Genauigkeit der Montage und die Einhaltung von Sauberkeitsstandards, sondernim schlimmsten Fall bedeuten diese oft den Ausfall des Produkts.
Dieser Artikel ist eine klare Erklärung dafür, wie physikalischGratfreies Schneidenerreicht werden kann. Es deckt sogar die Konzepte des Schmelzbades, des Designs des Gasströmungsfelds und der integrierten Nachbearbeitung ab und hilft Konstrukteuren dabei, eine stabile Kantenqualität in der Zeichnungsphase zu erzielen.

Überblick über die wichtigsten Leistungsmerkmale der Dienstleistungen zum gratfreien Laserschneiden
| Materialtyp | Hilfsgas und Druck | Kritisches Aperturverhältnis (Apertur: Dicke) | Kantenrauheit Ra-Bereich | Gratkontrollstufe |
| Edelstahl SUS304 | 99,999 % N₂, 1,6 MPa | ≥1:1 | 0,8–1,6 μm | Null-Schlacke-Qualität |
| 1050-H14 Aluminiumlegierung | 99,999 % N₂, 1,8 MPa | ≥1,2:1 | 1,6–3,2 μm | Mikrogratqualität |
| Kaltgewalzter Kohlenstoffstahl SPCC | O₂, 0,3 MPa | ≥1:1 | 3,2–6,3 μm | Leichte Schlackensorte |
| TC4-Titanlegierung | 99,999 % Ar, 2,0 MPa | ≥1,5:1 | 1,6–3,2 μm | Null-Schlacke-Qualität |
Wichtige Erkenntnisse
- Robuste Toleranzkontrolle:Um ein gratfreies Laserschneiden zu gewährleisten, sollte das beste Öffnungsverhältnis bei oder über 1:1 gehalten werden und die Oberflächenrauheit des Kohlenstoffstahls kann seinkontrolliert im Bereich Ra 1,6–3,2 μm.
- Gasauswahlstrategie:Das Schneiden von Edelstahl und Aluminiumlegierungen mit hohem Reflexionsvermögen sollte mit einem Hochdruck-N2-Gerät erfolgen1,4–1,8 MPadamit der Schnitt frei von Oxidschicht und Schlacke ist.
- Vorteil der Beschaffung aus einer Hand:LS Manufacturing wird die Hallenproduktionskosten durch die Wartung des Laserschneid-DFM mit hochpräzisen Nachbearbeitungsdiensten um 35 % verändern.
Warum sollten Sie den Präzisions-Laserschneiddiensten von LS Manufacturing für gratfreie Schneidlösungen vertrauen?
Seit mehr als einem Jahrzehnt widmen wir uns voll und ganz der Präzisionsbearbeitung von Blechen und alle unsere Präzisions-Laserschneiddienstleistungen haben sich in der Großserienproduktion schon oft als bewährt erwiesen.
Wir haben verschiedene Ausrüstungs-Upgrades ausprobiertUnsere Erfahrung in der Herstellung von Endkappen für Kraftstofffilter für KraftfahrzeugeAber sie allein können nicht garantieren, dass Grate vollständig entfernt werden. Daher ist eine Design-for-Manufacturing-Steuerung (DFM) in Kombination mit einer durchgängigen Zusammenarbeit im Prozess unerlässlich. Unser Prozesssystem folgtISO 13920-B Toleranzstandards und alle Massenproduktionsprozessewerden im Rahmen der Standardisierung kontrolliert.
Wir haben in unserem Labor zahlreiche Material-Druck-Porengrößen-Vergleichstests durchgeführt und anschließend eine Prozessparameter-Datenbank entwickelt, die uns dies ermöglichtbieten in kürzester Zeit die beste Schneidlösung für verschiedene Materialien. Unser Fertigungssystem ist außerdem zertifiziert, um die Anforderungen der zu erfüllenIATF 16949Qualitätsmanagementsystem für die Automobilindustrie, das in jeder Phase, von der Rohstoffinspektion bis zur Endkontrolle des Originalprodukts, über rückverfolgbare Qualitätsaufzeichnungen verfügt.
Im Gegensatz zu allgemeinen Montagewerken, die nur Standardparameter duplizierenDurch maßgeschneiderte Herstellbarkeitsprüfungen für jede Zeichnung erkennen wir potenzielle Gratrisiken bereits zu Beginn und helfen Ihnen so, spätere Nacharbeitskosten zu senken.
Wenn Sie aufgrund von Schnittgraten Compliance- und Kostenbedenken haben, reichen Sie Ihre Produktzeichnungen für eine kostenlose DFM-Bewertung ein. Unser Engineering-Team sorgt dafürmaßgeschneiderte Optimierungslösungen und erwartete Ertragsverbesserunginnerhalb von 24 Stunden und hilft Ihnen, die Risiken der Massenproduktion von Anfang an zu reduzieren.
Warum entwickeln Metallteile beim Präzisionslaserschneiden Kantengrate?
Grate oder winzige Rückstände drinPräzisions-Laserschneiddienstleistungenpassieren, wenn eine kleine Menge geschmolzenes Metall wieder erstarrt und am Boden des geschnittenen Teils hängen bleibt. Es passiert normalerweisewenn die Wärme lokal konzentriert wird oder die Oberflächenspannung nicht ausgeglichen ist. Die Hauptursachen sind in der Regel niedriger Gasdruck, eine nicht fokussierte Düse oder eine Last an den Verzögerungsecken, die zu einer Verfestigung des Metalls führt.
Thermodynamische und fluiddynamische Mechanismen des Schmelzbades
Der MIR-Strahl sorgt dafür, dass auf der Metalloberfläche ein Pool aus geschmolzenem Metall entsteht. Das Hilfsgas trägt dazu bei, das flüssige Metall wegzublasen und schützt zudem den Schnitt. Um die endgültige Kantenqualität von Präzisionslaserschneiddienstleistungen genau zu kontrollieren,Es ist ein umfassendes Verständnis der Schmelzbaddynamik beim Laserschneiden erforderlich.
- Wenn der Gasdruck nicht ausreicht, wird flüssiges Metall nicht vollständig aus der Schnittfuge ausgestoßen und die verbleibenden Tröpfchen sammeln sich am Boden an, was als Schlacke bezeichnet wird.
- Wenn die Höhe der Düse nicht im Brennpunkt liegt, sinkt die Energiedichte des Strahls und die ungleiche Temperatur des Schmelzbads sinktzu einem Anstieg der Viskosität des geschmolzenen Metalls führen.
- Wenn sich der Schneidweg an den Ecken verlangsamt, erhöht sich der lokale Wärmeeintrag drastisch und die Menge an geschmolzenem Metall übersteigt die Spülkapazität des Luftstroms.
Der Einfluss von Materialeigenschaften auf die Schlackenbildung
Die Wärmeleitfähigkeit, der Schmelzpunkt und die Oxideigenschaften verschiedener MaterialienEinfluss auf die Gratform und die einfache Entfernung haben. Richtige AuswahlParameter des Laserschneidmaterialsist die Grundlage für die Erstellung verschiedener Designregeln für das Laserschneiden von DFM.
- Bei hohen Temperaturen bilden Chrom und Nickel in Edelstahl Oxide, diehaben sehr hohe Schmelzpunkte. Reicht die Reinheit des Stickstoffs nicht aus, entsteht eine harte Schlacke.
- Aluminiumlegierungen haben eine hohe Wärmeleitfähigkeit und das Schmelzbad kühlt recht schnell ab.Nur eine gewisse Verzögerung beim Spülen des LuftstromsDadurch verfestigt sich das Metall und haftet an der Unterseite des Schnitts.
- Wenn Kohlenstoffstahl mit Sauerstoff geschnitten wird, hilft eine exotherme Oxidationsreaktion beim Schmelzen des Metalls. Bei unzureichender Sauerstoffreinheit kommt es zur Bildung von Eisenoxidschlacken.
Einfacher:Es ist wie eine Hochdruck-Wasserpistole, die eine Wand reinigtWenn der Wasserdruck und der Wasserwinkel nicht stimmen, wird die Reinigung nicht gut durchgeführt und es bleiben Schneidgrate zurück.

Abbildung 1: Nahaufnahme von lasergeschnittenen Metallteilen mit Kantengraten, die während des Schneidvorgangs entstanden sind.
Wie können Ingenieure Schlitz- und Lochgeometrien für die gratfreie Blechfertigung optimieren?
Gratfreies Design-LaserschneidenDabei geht es im Wesentlichen um die Einhaltung der Wanddickenverhältnisgrenzen und der Merkmalsabstände. Die kleinste Lochgröße sollte seinmindestens gleich der Plattendicke ( 1:1), und normalerweise wird ein Eckenradius von 0,5 Plattendicke hinzugefügt, um zu verhindern, dass der Balken langsamer wird und sich Hitze aufbaut.
Designkriterien für Aperturverhältnis und Wandstärke
Die Größe der Öffnung im Vergleich zur Dicke der Platte bestimmt, ob das Gas eindringen kannhilft beim Schneiden, kann richtig durch den Schnitt fließen und das geschmolzene Metall entfernen. Dies ist der wichtigste geometrische Kontrollfaktor im Laserschneid-DFM-System und ein Schlüsselelement bei der Designkontrolle vonLochgeometrie beim Laserschneiden.
- Wenn die Öffnung kleiner als die Plattendicke ist, wird der Innenraum der Schnittfuge enger und der Luftstrom wird unterbrochen, was die Gratbildungsrate um mehr als das Dreifache erhöht.
- Bei sehr dünnen Platten mit einer Dicke von 1,0–3,0 mm wird dies empfohlenStellen Sie das Öffnungsverhältnis auf 1,2:1 oder höher einum ein stabiles gratfreies Ergebnis zu erzielen.
- Bei schmalen Schnittfugenkonstruktionen sollte die Schnittfugenbreite gleich seinmindestens das 0,8-fache der PlattendickeAndernfalls kommt es zu einer kontinuierlichen Schlackenbildung.
DFM-Parametermatrix für das Laserschneiden von Kernmaterial
| Materialqualität | Unterstützter Gasdruck | Minimales Blendenverhältnis | Minimale Übergangsverrundung | Kantenrauheit Ra | Maßnahmen zur Gratprävention |
| SUS304 | 1,6 MPa N | 1:1 | 0,5 Plattenstärke | 0,8–1,6 μm | Hochdruckspülung + Eckenoptimierung |
| 1050 H14 | 1,8 MPa N | 1,2:1 | 0,8 Plattenstärke | 0,8 Plattenstärke | Pulsperforation + Kreisbahn |
| SPCC | 0,3 MPa O | 1:1 | 0,3 Plattenstärke | 3,2–6,3 μm | Sauerstoffangereichertes Schneiden + Endbearbeitung bei niedriger Geschwindigkeit |
| TC4-Titanlegierung | 2,0 MPa Ar | 1,5:1 | 1,0 Plattenstärke | 1,6–3,2 μm | Inertschutz + segmentierter Schnitt |
Wärmebrückeneffekt und Kontrolle des Merkmalsabstands
Zu eng benachbarte Schnittbahnen ermöglichen keine Wärmeableitung undeinen „Wärmebrückeneffekt“ erzeugenDies führt zu einem kontinuierlichen Temperaturanstieg in der Umgebung. Die Wärmebrückenkontrolle beim Laserschneiden ist ein wesentlicher Bestandteil bei der Gestaltung komplexer Strukturenmaßgeschneiderte Laserschneidlösungen.
- Wenn zwei Schnittfugen weniger als das 1,5-fache der Plattendicke voneinander entfernt sind, macht sich der Wärmebrückeneffekt bemerkbarEs entstehen zahlreiche Mikrograte an den Schnittkanten.
- Um einen Wärmestau bei Lochanordnungen zu vermeiden, sollte der Lochabstand mindestens das Zweifache der Plattendicke betragen.
- Für komplizierte Konturen,um zu vermeiden, dass überhitzte Schweißpunkte auf dem Teileumriss zurückbleiben, kann ein schrittweises Leitungsdrahtdesign implementiert werden.
Einfach ausgedrückt ist der Wärmebrückeneffekt wie bei zwei Kerzen, die zu nahe beieinander liegen. Die durch ihre Wechselwirkung entstehende Wärme führt dazu, dass das Metall zu stark schmilzt und Grate entstehen.Um das vollständige Whitepaper zum DFM-Design zum Laserschneiden zu erhaltenBitte wenden Sie sich an unser Engineering-Team.

Abbildung 2: Verschiedene lasergeschnittene Blechteile mit Schlitzen und Löchern unterschiedlicher Geometrie.
Welche Hilfsgasdruckprofile gewährleisten eine einwandfreie Optimierung der Kantenqualität bei Edelstahl?
Im Herzen vonOptimierung der Kantenqualitätvon Schneidflächen aus Edelstahl ist der Einsatz von99,999 % hochreiner Stickstoff kombiniert mit der Stabilisierung des Düsenluftstromdrucks bei 1,4–1,8 MPa. Bei diesem Ansatz wird ein hochenergetischer Strahl eingesetzt, der die geschmolzenen, sauerstofffreien Metalltröpfchen sofort entfernt.
Kinetische Unterschiede zwischen Sauerstoff- und Stickstoffschneiden
Sauerstoff und Stickstoff implizieren zwei unterschiedliche Schneidmethoden. Die GutinformiertenAuswahl des Laserschneidhilfsgasesist von grundlegender Bedeutung für die optimale Optimierung der Kantenqualität von Edelstahl-Schnittflächen.
- Beim Sauerstoffschneiden wird das Metall durch eine Oxidationsreaktion exotherm geschmolzen.Dies ist der Grund für hohe SchnittgeschwindigkeitenAllerdings hinterlässt es am Schnitt eine Oxidschicht und Eisenoxidschlacke.
- Das Stickstoffschneiden basiert auf einem Hochdruckluftstrom, der das geschmolzene Metall direkt entfernt, was bedeutet, dass es sich um ein Kaltschneiden handeltes entsteht keine Oxidschicht und man erhält eine frischere Kante.
- Wenn der Edelstahl dicker als 3 mm ist, muss der Stickstoffdruck auf mehr als 1,6 MPa erhöht werden, um sicherzustellen, dass der Boden des Schnitts frei von Verunreinigungen bleibt.
Zusammenhang zwischen Düsenströmungsfeldverteilung und Schlackenbildung
Das Luftzufuhrmuster und die Geschwindigkeitsverteilung sinddie Hauptfaktoren, die die Reinigungseffizienz beim Laserschneiden beeinflussen. Die Struktur der Laserschneiddüse bestimmt diese Faktoren und die Optimierung des Strömungsfeldes führt direkt zu besseren Ergebnissen bei stabilen, gratfreien Laserschneidleistungen.
- Unterschalldüsen eignen sich gut fürSchneiden dünner Plattenweil sie in der Lage sind, eine stabile Luftgeschwindigkeit bereitzustellen. Aber in dicken Platten,Expansionswellen innerhalb der Schnittfuge können auftreten kann leicht zu einem plötzlichen Druckabfall führen.
- Überschalldüsen sind in der Lage, die Luftströmungsgeschwindigkeit innerhalb der dicken Plattenfuge hoch zu halten und sorgen so für eine stärkere Spülung, stellen jedoch höhere Anforderungen an die Wahl des genauen Brennpunkts.
- Wenn die in der Schnittfuge vorhandenen Mikrostrukturen die Öffnung für den Luftstrom behindern, werden in der Schnittfuge Stoßwellen erzeugtDer Druck wird an diesem Punkt unter 0,5 MPa fallenDies ist der Punkt, an dem die Bildung von Bodenschlacke beginnt.
Eine maßgeschneiderte Anpassung der Luftstromparameter ist ein Mussbei Laserschneidlösungen. Die exklusiven Testdaten des LS Manufacturing-Labors zeigen, dass durch die Erhöhung des Stickstoffdrucks von 1,4 MPa auf 1,7 MPa die untere Gratrate von 2-mm-Edelstahl von 12 % auf 0 % sinkt.
Einfach ausgedrückt: Die erzeugte StoßwelleWenn der Luftstrom auf ein Hindernis trifft, ist es so, als würde sich Wasser sehr schnell bewegen und auf einen Stein treffen.Es entstehen Turbulenzen. Aufgrund des plötzlichen Verlusts der Aufprallkraft wird die Metallschmelze nicht vollständig entfernt.
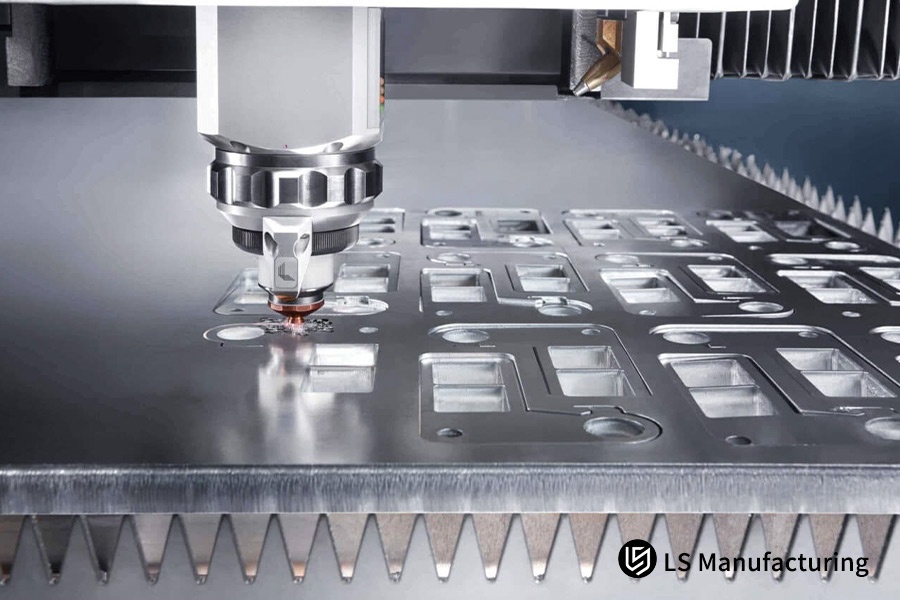
Abbildung 3: CNC-Laserschneidmaschine im Einsatz, Bearbeitung von Edelstahlblechen mit Hilfsgas.
Können fortschrittliche DFM-Laserschneidtechniken der thermischen Verformung von Metallen mit hohem Reflexionsvermögen entgegenwirken?
Laserschneiden DFMDer Schwerpunkt liegt in erster Linie auf der Minimierung thermischer Verformungen und Kantenabsplitterungen bei der Bearbeitung hochreflektierender Metalle wie Aluminiumlegierungen und durchgehendem Kupfereine Kombination aus gepulster Perforation und einem ringförmigen Amplitudenteilungspfad. Dadurch beträgt die Reduzierung des Wärmeeintrags in die empfindlichen Bereiche mit hohem Reflexionsvermögen über 45 % im Vergleich zum herkömmlichen kontinuierlichen Wellenschneiden.
Versagensmechanismus hochreflektierender Materialien
Die einzigartigen physikalischen Eigenschaften hochreflektierender Metalle sind dafür verantwortlichhöhere Schnittschwierigkeiten im Vergleich zu gewöhnlichem Stahl. Der hohe Reflexionsgrad ist auch der Grund dafürLaserschneiden von hochreflektierenden Metallenwird als Sonderfall beim Laserschneiden DFM betrachtet.
- Die Wärmeleitfähigkeit von Aluminiumlegierungen und Kupfer ist drei- bis fünfmal so hoch wie die von Kohlenstoffstahl. Dadurch wird die von der Laserquelle erzeugte Wärme schnell an das Grundmaterial verteilt,wodurch die Temperatur des Schmelzbades auf ein unzureichendes Niveau gesenkt wird.
- Die Materialien sind für Faserlaserlicht weniger absorbierend und das reflektierte Licht kann den Glasfaserpfad beschädigen, was zu einer Verkürzung der Lebensdauer des Geräts führt.
- Aluminium, wenn es geschmolzen ist,hat eine sehr niedrige Viskosität und kann sehr schnell abkühlen. Wenn es nicht sofort gereinigt wird, bilden sich gallertartige Grate, die am Schnittgrund kleben bleiben.
DFM-Designlösung zur thermischen Verformungskontrolle
Durch Designoptimierungen lassen sich stark reflektierende Materialien leichter schneiden und auch die Kantenqualität verbessern. DurchführenKontrolle der thermischen Verformung beim Laserschneidenisteine der wichtigsten technologischen Stärken kundenspezifischer Laserschneidlösungen.
- Zu Beginn des Schnitts wird die Pulsperforationstechnologie eingesetzt, um die Energie schrittweise zu steigern und starke Reflexionen zu vermeiden, die durch direkte Einstrahlung von Dauerlicht entstehen können.
- Eine Eckprozess-Nachschubschleifewurde eingeführt, um einen durch die Strahlverzögerung verursachten Wärmestau zu verhindern und außerdem den Luftstrom stabil aufrechtzuerhalten.
- Die Teile werden durch das Mikroverbindungsdesign fixiert, um Verformungen während des Schneidvorgangs zu vermeidenMaßtoleranzen bleiben stabil bei ±0,03 mm.
- Beim Einlegen von Teilen in eine Matrix wurde ein Sicherheitsabstand zur Wärmeableitung von mindestens der doppelten Plattendicke eingehalten, um die Überlagerung thermischer Effekte in den nebeneinander liegenden Teilen zu verhindern.
Diese wurden während der Massenproduktion getestet und die Ausbeute und Stabilität von Präzisions-Laserschneiddiensten für Materialien mit hohem Reflexionsvermögen können verbessert werdenwirklich durch die Implementierung dieser Methoden.
Wenn wir plötzlich Probleme mit der Schlackenhaftung haben, lautet unsere einzigartige Methode zur Fehlerbehebung:Stellen Sie zunächst sicher, dass der Fokusversatz nicht mehr als ±0,1 mm beträgt, und überprüfen Sie dann die Stickstoffreinheit und den Stickstoffdruck, die zusammen 80 % der Ursachen ausmachen.

Abbildung 4: Präzisions-Laserschneid-DFM für hochreflektierende Metalle zur Minimierung thermischer Verformung.
Welche Rolle spielen automatisierte Präzisionsendbearbeitungsdienste bei der Beseitigung von Mikrograten bei komplizierten Ausschnitten?
Die Verfeinerung der Lasertechnik allein kann molekulare Spannungsgrate im Mikrometerbereich nicht vollständig beseitigen, wenn die Mikroteile vorgesehen sindfür hohe Präzision in der Medizin- und Automobilindustrie. Außerdem automatisiertPräzisionsendbearbeitungsdienste, darunter chemisches Polieren und Flüssigkeitsvibrationsschleifen, sollten gemeinsam durchgeführt werden.
Entgratungseffizienz in verschiedenen Nachbearbeitungstechniken
Da verschiedene Nachbearbeitungstechniken unterschiedliche Präzisionsniveaus und Geometrien der Teile erreichen, garantiert die Nachbearbeitungsanpassung beim Laserschneiden eine gratfreie Oberfläche im Mikrometerbereich.
Vergleich der Präzisions-Nachbearbeitungs-Entgratungseffizienz
| Prozesstyp | Entgratungsgröße | Kantenverrundungsbereich | Anwendbare Materialien | Einfluss der Maßtoleranz | Effizienz in der Massenproduktion |
| Elektrochemisches Polieren | ≥1μm Mikrograte | 0,05–0,1 mm | Edelstahl, TitanLegierungen | ≤±0,005 mm | Mittel |
| Fluoreszierendes Vibrationsschleifen | ≥10μm Grate | 0,1–0,2 mm | Alle Metalle | ≤±0,02 mm | Hoch |
| Chemische Passivierung | ≥0,1 μm Oxidationsgrate | Keine offensichtliche Rundung | Edelstahl | Edelstahl | Hoch |
| Trommelschleifen | ≥50μm Schlackenretention | 0,2–0,5 mm | Kohlenstoffstahl, Aluminiumlegierung | ≥±0,05 mm | Extrem hoch |
Kostenbilanzpunkt von Nachbearbeitungsmethoden im Massenproduktionskontext
Dies gilt für die Massenproduktion, die möglicherweise stark auf die Verbesserung und Nachbearbeitung des Laserprozesses angewiesen istdie Gesamtkosten werden dadurch nicht wesentlich gesenkt. Einerseits lösen sie das ProblemKosten für die Massenproduktion beim Laserschneiden. Laserschneid-Nachbearbeitungsdienste helfen Herstellern jedoch dabei, versteckte Kosten für die Zusammenarbeit zwischen mehreren Fabriken zu vermeiden.
- Wenn die zulässige Gratgröße für das Teil 0,05 mm oder mehr beträgt, sollte zur Entfernung von Graten zunächst die Option der Laserbearbeitung in Betracht gezogen werden. Tatsächlich,Dies führt zu 20 % geringeren Gesamtkosten, im Vergleich zu denen aus der Nachbearbeitungsaddition.
- Wenn die Anforderung erfordert, dass Grate nur im Mikrometerbereich beseitigt werden, betragen die Gesamtkosten für die Herstellung in Kombination mit Laser und automatisierter Nachbearbeitungviel günstiger als die Kosten für den Versuch, die Laserparametereinstellungen zu erhöhen.
- Durch gemeinsames Prozessdesign sind werksbasierte Hersteller in der Lage, die Präzision der Laserkanten bis hin zum Mikrogratstadium zu kontrollieren. Das bedeutet,Sie können ihre Kunden problemlos zufriedenstellendurch den Einsatz minimaler Nachbearbeitung.
Unsere allgemeine Formel zur Berechnung der Produktionskosten lautet:
Produktionskosten pro Einheit = Schnittdauer Maschinenzeitkosten pro Einheit + Anzahl der nachbearbeiteten Artikel Verarbeitungskosten pro Einheit – Verlusteinsparungen aufgrund verbesserter Ausbeute.
Du kannstTeilezeichnungen bereitstellenund Qualitätsanforderungen, und unser Team wird es tunStellen Sie eine kostenlose Kostenberechnung für verschiedene Prozessrouten bereit, die Lösungen für Präzisionsbearbeitungsdienstleistungen kombiniert.
Wie wirkt sich die Wahl von Faser- gegenüber CO2-Systemen direkt auf die industriellen Toleranzen beim gratfreien Schneiden aus?
Dank der kurzen Wellenlänge von 1,06 μm und der extrem hohen Energiedichte des Faserlaserpunkts eignen sich Faserlaser für Präzisionslaserschneiddienstleistungenerzeugen viel weniger Grate als herkömmliche CO2-Laser mit einer Wellenlänge von 10,6 μmBeim Schneiden dünner Platten ≤6 mm mit Löchern kleiner bis mittlerer Größe kann die Schnittfugenbreite nur 0,08 mm betragen.
Der entscheidende Einfluss der Strahlqualität auf die Schnittkantenmorphologie
Die Rechtwinkligkeit der Schnittfuge und die Kantenglätte sinddirekt vom Strahlmodus und dem fokussierten Spotdurchmesser beeinflusst. Also eine effektive Kontrolle derLaserschneidstrahlqualitätist der wichtigste Schritt zur Verbesserung der Kantenqualität von Präzisionslaserschneiddienstleistungen.
- Faserlaser haben normalerweise einen M-Faktor von weniger als 1,2, was zu einer Gaußschen Energieverteilung, einer gleichmäßigen Schnittfugenbreite und minimaler Schlacke am Boden führt.
- CO-Laser haben jedoch normalerweise einen M-Faktor im Bereich von 1,5 bis 2,0, was einer ungleichmäßigen Energieverteilung und einer Schnittfugenverjüngung entspricht, wobei der obere Teil breiter und der untere Teil schmaler ist.
- Faserlaser haben den Vorteilein kleinerer Fokusdurchmesser und eine höhere Energiedichte,führen zu einem kleineren und besser kontrollierbaren Schmelzbadvolumen und einer geringeren Gratbildung.
Vergleich der Prozessfähigkeiten bei verschiedenen Blechdicken
Was ihre Prozessfähigkeiten anbelangt, zeigen unterschiedliche Dickenbereiche der Bleche deutlich die Stärken und Schwächen der beiden Anlagentypen.Anpassung der Laserschnittdickeund auf der Suche nach der besten Gerätelösung istEines der grundlegendsten Merkmale kundenspezifischer Laserschneidlösungen.
Vergleich der Schneidfähigkeiten zwischen Faserlaser und CO-Laser
| Art der Ausrüstung | Wellenlänge | Typischer M-Faktor | Gratrate der dünnen Platte (6 mm) | Gratrate der dicken Platte (12 mm) | Mindestmesserbreite | Verarbeitungseffizienz |
| 10.000-Watt-Faserlaser | 1,06 μm | ≤1,2 | ≤0,2 % | 8-12 % | 0,08 mm | 3-fach |
| Hochleistungs-CO-Laser | 10,6 μm | 1,5-2,0 | 5-8 % | 3-5 % | 0,15 mm | 1-fach |
- Für dünne Platten unter 6 mm,Faserlaser übertreffen CO-Laser bei der Kontrolle von Graten um ein Vielfaches, und die Verarbeitungseffizienz ist ebenfalls dreimal höher.
- Für dicke Platten über 10 mmCO-Laser ermöglichen eine bessere Rechtwinkligkeit des Schnitts und sind leicht geneigtbesser bei der Reduzierung von Graten als Faserlaser.
- LS Manufacturing übernimmtein 10000-Watt-Faserlasersystem für die gesamte Linie, das eine gratfreie Massenproduktion für dünne Bleche innerhalb von 6 mm stabil erreichen kann und zuverlässige gratfreie Laserschneiddienste bietet.
Warum sollten globale Beschaffungsleiter integrierte Laserschneid-Nachbearbeitungsdienste priorisieren, um Lieferketten zu verkürzen?
Wählen Sie einen integrierten Hersteller aus einer HandNachbearbeitungsdienste für das LaserschneidenFähigkeiten können eine gute Möglichkeit sein, das Risiko von Schäden durch werksübergreifende Transporte zu begrenzenReduzierung der gesamten Projektlaufzeit um 35–50 %.
Demontage versteckter Kosten diskreter Beschaffungsmodelle
Ein traditionelles diskretes Beschaffungsmodell wie„Werk A Schneiden, Werk B Entgraten, Werk C Oberflächenveredelung“bringt zwangsläufig erhebliche versteckte Kosten mit sich. Die Aufschlüsselung der Nachbearbeitungsdienste für das Laserschneiden erhöht das Risiko, dass die Beschaffung für das Laserschneiden noch stärker fragmentiert wird.
- Mehrere Mindestbestellmengen führen zu Kostenkonflikten. Jeder Lieferant verlangt eine bestimmte Mindestmenge an zu bestellenden Produkten, um die Kosten für Kleinserienbestellungen ausreichend niedrig zu halten, was zu höheren Kosten führt.
- Unterschiedliche Fabriken mit unterschiedlichen Qualitätskontrollstandards können dazu führen, dass der Lieferant bei einem Qualitätsproblem im wahrsten Sinne des Wortes „den Schwarzen Peter abwälzt“, was wiederum passieren wirderhöhen den Kommunikations- und Nacharbeitsaufwand.
- Lagerrückstände während des Transports und mehrfache Werksverlagerungen verlängern die Lieferzyklen, wodurch mehr Lagerkapital immobilisiert wird und mehr Verwaltungsaufwand erforderlich ist.
Der Lieferkettenwert der integrierten Fertigung
Integrierte Fertigungsmodelle im WerkBieten Sie auf vielfältige Weise eine Plattform für die Wertschöpfung des Käufers. Entwicklung einesLaserschneiden integrierte Lieferketteist der Schlüssel zur werksinternen Prozesssynergie von Zuschnitt und Nachbearbeitung.
- Arbeiten Sie nach einheitlichen Qualitätsstandards:Da der gesamte Prozess im Werk abgeschlossen wird, sind die Kontrollstandards konsistent und die Rückverfolgbarkeit gewährleistet.
- Lieferzyklen werden verkürzt:Die Beseitigung des Zeitfaktors, der mit werksübergreifenden Transporten und Verbindungen verbunden ist, wird dazu führeneine Verkürzung des gesamten Lieferzyklus um 35–50 %.
- Geringere Gesamtkosten:Durch den Wegfall weiterer Transfers und wiederholter Qualitätsprüfungen werden die Gesamtbeschaffungskosten um über 30 % gesenkt.
Die vollständige prozessinterne Integration gewährleistet die Lieferstabilität und Qualitätskonsistenz von Präzisionslaserschneiddienstleistungen. Sie können Ihre Projektanforderungen und Zeichnungen einreichenWir erstellen Ihnen ein komplettes Angebot für die Massenproduktion auf Basis einer integrierten Lösung, wodurch der Lieferkettenzyklus verkürzt und die Gesamtbeschaffungskosten gesenkt werden.
Fallstudie: Wie lieferte LS Manufacturing fehlerfreie Edelstahl-Kraftstofffilterkappen für einen Tier-1-Automobilzulieferer?
Kundenherausforderung
Einer der weltweit führenden Tier-1-Automobilzulieferer produzierte in großem Maßstab Endkappen für Automobilkraftstofffilter aus Edelstahl SUS316L mit einer Dicke von 1,5 mm. Das Produkt bestand aus dicht gepacktem,Hochpräzise kleine Poren mit nur 1,2 mm Durchmesser.Die Schneidkanten des vorherigen Lieferanten erzeugten große Mengen hartnäckiger Ablagerungen und Oxidschichten mit einer Größe von mehr als 0,15 mm.
Trotz Ultraschallreinigung lösten sich die Partikel immer wieder ab und hinterließen nur wenige Spurenein schwerwiegender Verstoß gegen die Sauberkeitsnorm VDA 19 und sehr hohe Anforderungen an die KantenqualitätdesStandard für das Laserschneiden von Automobilteilenwaren sehr deutlich. Dieses Produkt befand sich in einer Compliance-Krise und die gesamte Charge wurde zurückgegeben.
LS-Fertigungslösung
Durch die Einbindung des technischen Teams von LS Manufacturing haben sie den Prozessablauf komplett verändert.das Laserschneiden-DFM-Optimierungsprotokoll umfassend implementiert,und kontrolliert Ende zu EndeLaserschneiden im Full-Stack-Verfahren.
- Das überarbeitete geometrische Layout wurde durchgeführt, um den thermischen Spannungssicherheitsfaktor in der Nähe kleiner Löcher zu verbessern und so Wärmebrückeneffekte aus konstruktiver Sicht zu vermeiden.
- Fertigstellung einer hochpräzisen 12000-W-Faserlaserschneidemaschineein selbst entwickeltes 1,7 MPa-Ultrahochdruck-Strömungsfeldsystem mit 99,999 % reinem N, um in kürzester Zeit eine sauerstofffreie Kaltentschichtung durchzuführen.
- Vernetzte vollautomatische Flüssigkeitspolier- und Ultraschall-Entionisierungsreinigungsprozesse ohne Unterbrechung, um Rückstände im Mikrometerbereich gründlich zu beseitigen.
Ergebnisse und Wert
Durch eine ganzheitliche maßgeschneiderte Prozesslösung,Die Grathöhe des Kfz-Enddeckelschnitts wurde zu 100 % auf 0,00 mm reduziert, völlig spurlos unter einem 50-fach-Mikroskop, mit einer Kantenrauheit von Ra 0,4 μm. Außerdem konnte der Kunde die VDA 19-Sauberkeitszertifizierung erhalten, und das gelang ihm auchVerbessern Sie die Ausbeute beim Laserschneiden und erhöhen Sie sie von 72 % auf 99,8 %.Durch den Wegfall der werksübergreifenden Nachbearbeitung konnten die Gesamtbeschaffungskosten pro Einheit um 41 % gesenkt und gleichzeitig der Lieferzyklus um 42 % verkürzt werden.
Wenn jaWir haben ähnliche Anforderungen an gratfreie Bleche,BitteKontaktieren Sie unser Engineering-Teamzur Beratung.Wir kombinieren unsere Erfahrung in Massenproduktionsprojekten mit unseren Fähigkeiten im Bereich kundenspezifischer Laserschneidlösungen, um eine einzigartige Prozesslösung für Sie anzupassen.

FAQs
F1: Was ist die kleinstmögliche Öffnung, die durch Laserschneiden ohne Grat- oder Schlackenbildung möglich ist?
Um übermäßiges Brennen und starkes Anhaften von Schlacke beim Schneiden zu vermeiden, müssen die Mindestöffnung und die Blechdicke eingehalten werdenEs wird streng nach dem Goldenen Schnitt von 1:1 gehalten. Dadurch kann das unter starkem Druck stehende Hilfsgas problemlos durch die Schnittfuge dringen und das gesamte geschmolzene Metall effektiv entfernen.
F2: Warum führt das standardmäßige Stickstoffschneiden manchmal zu klebrigen Mikrograten auf kundenspezifischen Aluminiumlegierungsprofilen?
Aluminiumlegierungen zeichnen sich durch einen niedrigen Schmelzpunkt und eine sehr hohe Wärmeleitfähigkeit aus. Wenn der Fokus des Faserlasers nur um ±0,1 mm abweicht oder der Stickstoffdruck nicht auf 1,5 MPa gehalten wird,geschmolzenes Aluminium wird so schnell abgekühltdass es wieder an der Unterkante des Teils haften bleibt.
F3: Wie sind die Oberflächenrauheitswerte von Teilen, die durch Laserschneiden DFM optimiert wurden, im Vergleich zu denen, die durch herkömmliches Wasserstrahlschneiden hergestellt wurden?
Obwohl das Wasserstrahlschneiden in Wirklichkeit völlig gratfrei ist, kann unser verbessertes Präzisions-Faserlaserschneiden in Kombination mit dem vollautomatischen Gleitschleifen im Werk eine Kantenrauheit von Ra 1,6 μm erzielenErhöhen Sie die Verarbeitungsgeschwindigkeit um das Vierfache und eliminieren Sie das Risiko einer Feuchtigkeitskontamination vollständig.
F4: Können Präzisionsbearbeitungsdienste schwere Laserschlacke aus Kohlenstoffstahl vollständig entfernen, ohne dass die Teileabmessungen schrumpfen?
Mit Hilfe von Schleifen können Sie die schwere Laserschlacke abkratzen.Dennoch können schwere mechanische Walzen oder manuelles Schleifen sehr präzise lineare Toleranzen leicht beschädigen. Die Vermeidung von Graten durch den sauerstoffangereicherten DFM-Schneidprozess von LS Manufacturing von Anfang an ist eine technische Lösung, die viel sicherer ist.
F5: Auf welche strukturellen Spezifikationen bezieht sich LS Manufacturing, um den Preis für kundenspezifische Laserschneidlösungen genau zu berechnen?
Wir studieren die 3D-STEP- oder 2D-DXF-Zeichnungen, die uns der Kunde zusendeteine strenge Bewertung durchführenB. von der Gesamtlänge des linearen Schneidens, der Gesamtzahl der Löcher, Schwankungen der Materialmarktpreise und davon, ob der automatisierte Entgratungsprozess enthalten istein genaues Zitat.
F6: Wie schützen Laserschneid-Nachbearbeitungsdienste wie chemische Passivierung die Kanten des fertigen Produkts vor Flugrost?
An der Schnittkante während des Prozesses zum Schmelzen von Hochtemperatur-Laser-Edelstahl,der Chromgehalt ist leicht reduziert.Unsere anlagenintegrierte chemische Nachbehandlung stellt die Chromoxid-Passivierungsschicht vollständig wieder her und stellt sicher, dass die Kanten des fertigen Produkts eine stabile Korrosionsbeständigkeit und Rostschutz aufweisen.
F7: Was ist der typische Randtoleranzbereich, den LS Manufacturing in der Massenproduktion kontrollieren kann?
Basierend auf unserem 10.000-Watt-Mehrachsen-Faserpräzisionslasersystem im Werk und einer rund um die Uhr verfügbaren digitalen Verarbeitungsumgebung können wir dies konsequent tunGarantieren Sie, dass die lineare Positionstoleranz der Teile ein Niveau von ±0,05 mm erreicht, was auf eine sehr hohe Prozessstabilität bei der Massenproduktion von mehreren zehntausend Teilen hinweist.
F8: Verringert oder beseitigt der Schutz einer Oberfläche mit einer Vinylfolie vor dem Präzisionslaserschneiden die Grate an den Kanten der oberen Oberfläche?
Zunächst wird eine Schutzfolie in Laserqualität auf die Blechoberfläche aufgebracht. Dieser Schritt vollständigEntfernt Schlackenspritzer, reflektierende Verbrennungen und Kratzer auf der Oberfläche, während Grate auf der Unterseite durch das Gasdynamik-Strömungsfeld mit unserem Ultrahochdruck-Design erfolgreich entfernt werden.
Zusammenfassung
Das Entfernen von Graten beim Laserschneiden ist bei weitem mehr als ein einfacher Schritt nach dem Schleifen, sondern eine tiefgreifende Forschungs- und Entwicklungsarbeit, die die zugrunde liegende Designgeometrie (Laserschneiden-DFM), die Steuerung der Gasströmungsfeldmechanik und die integrierte Oberflächenbearbeitung im Werk umfasst. Durch die genaue Bestimmung des minimalen Öffnungsverhältnisses, die Optimierung des Merkmalsabstands und die Anpassung von Hochleistungs-Glasfasersystemen zu Beginn der Forschung und Entwicklung könnenKonstrukteure können die Schlackenquelle effektiv minimieren.Der Fall einer Endkappe eines Automobilfilters zeigt, dass die Kombination aus DFM-Anforderungen und einem Fertigungsprozess aus einer Hand die wichtigste Methode zur Reduzierung der Lieferkettenkosten und zur Verbesserung der Kantenleistung ist.
Sie möchten vermeidbare Kosten für Nachentgratung und Nacharbeit einsparen?Verhindern Sie, dass raue, gratige Schnittkanten Ihre Produktmargen verschlingen und den Ruf Ihrer Marke schädigen.Senden Sie Ihre 3D-CAD-Zeichnungen(unterstützt die Formate.STEP,.IGS und.DXF) ohne Verzögerung an das LS Manufacturing Digital Engineering Assessment System, und unsere Top-Fertigungsexperten stellen innerhalb von 24 Stunden einen kostenlosen DFM-Herstellbarkeitsbericht für das Laserschneiden und ein Angebot für die Massenproduktion zur Verfügung.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website:https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken.LS-FertigungsdienstleistungenEs gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers.Erforderliche TeileAngebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste PräzisionCNC-Bearbeitung,Blechfertigung, 3D-Druck,Spritzguss.Metallprägungund andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.lsrpf.com
