
Laser cutting DFM service is basically a technical consultation that inspires engineering teams to produce the right laser cutting manufacturing policies based on the concept phase. This service can fix fundamental issues in high-precision sheet metal manufacturing, like a rise in unit cost by 30% or more and delivery delay due to a break between design and production. In the civilian and commercial high-precision sheet metal manufacturing, engineers frequently come across challenges like cut shrinkage or corner burn when the physical restraints of machining are not considered. Typical suppliers just execute as per drawings and are unable to offer initial process evaluations.
LS Manufacturing, based on its competent engineering workforce, offers design optimization changes that can be put together immediately and, at the same time, help clients to secure cost advantages at the development stage. We are going to discuss the details of this engineering at a later stage.

Laser Cutting DFM Service Core Value Overview
| Optimization Dimensions | Process Parameter Requirements | Direct Customer Benefits | Cost Reduction |
| Minimum Hole Diameter Design | ≥1.0 × Material Thickness | Eliminates perforation taper and micro-cracks | 100% Re-drilling Cost |
| Hole Spacing Design | ≥1.5 × Material Thickness | Avoids thermal stress concentration deformation | 15% Scrap Rate |
| Layout Optimization | ≥85% Material Utilization | Reduces scrap waste | 18% Material Cost |
| Micro-Connection Configuration | 0.3-0.6mm Width | Prevents part tipping and collision | 20% Downtime Maintenance Cost |
Key Takeaways
- Structure dictates cost: A hole diameter larger than 1.0 times the thickness of the material and hole spacing more than 1.5 times the thickness of the material can completely bypass the thermal stress deformation, this way directly eliminate 100% of the secondary drilling and processing costs.
- Process Alternative Paths: Making "dog bone" process holes at corners or changing the layout ratio to more than 85% are very effective ways to cut down the time and material costs per laser cut part.
- Core Value of DFM: A supplier who has thorough DFM assessment capabilities that comply with IATF 16949 can indicate 90% of manufacturing risk inherent in mass production can be eliminated at the prototype stage.
Why Choose LS Manufacturing’s Laser Cutting DFM Service and Expert Engineering Support?
Drawing from our expert laser cutting DFM service and real-world experience of handling more than 1,200 precision sheet metal projects worldwide, 92% of laser cutting manufacturing defects are due to the process blind spots at the design stage rather than operational errors during production. Our service workflow is closely aligned with the IATF 16949:2016 quality management system, meaning each DFM report is subject to a three-level technical review.
Average experience per team member in laser cutting is over 11 years, and all members are professionally certified in sheet metal processing. They can precisely forecast the thermal stress release patterns for various materials and thicknesses. All testing procedures are done following the ISO 9001:2015 international standard, which allows providing clients with a traceable, high-precision, and complete set of process verification data.
In one case, we collaborated with a North American manufacturer of medical devices to help them bring down the scrap rate of their stainless steel surgical instrument parts from 28% to 0.3%. On top of that, the processing cost per piece was also reduced by 27%. The key to success was our involvement right at the start of the design phase, including optimizing the hole layout and cutting paths of the parts in a thorough manner.
Our professional and compliant laser cutting DFM service, relying on mature engineering experience and authoritative standards, avoids various manufacturing defects from the source, significantly reducing the risk of parts scrap and rework. To quickly master process avoidance techniques, you can directly download our exclusive DFM process white paper to understand the core points of precision sheet metal processing even with zero experience.

Why Choose a Professional Laser Cutting DFM Service To Eliminate Hidden Structural Nonconformance?
Professional laser cutting DFM service is one of the best ways to quantitatively analyze part hole ratios, micro-connections and heat-affected zones at the design stage. It helps keep away from dimensional deviations of material thermal deformation as the source of the change, so drawings conform to 0.05mm precision machining standards and there also won't be duplicate prototyping and scrap losses.
Typical Structural Non-Compliance Defect Analysis
With professional laser cutting DFM service, not compliant structures in the drawing can be pre-sorted, so machining failures will be avoided. Poor designing is a sure way to manufacturing failures, really good laser cutting defect prevention is the main condition for precision sheet metal processing.
- Hole spacing too close: Overlapping heat-affected zones of neighboring holes produce a local softening and deformation of the material.
- Narrow cantilever: Cantilever specimen with a length-to-width ratio in excess of 5:1 are susceptible to warping in the cutting process.
- No process micro-connections: Pieces may be turned over after cutting and the laser head may get hit and laser equipment damaged.
Thermal Stress Release Mechanisms for Different Materials
The DFM analysis by a professional team can conduct a numerical thermal stress analysis for different types of materials, including the changes in processing methods. Since the thermal conductivity of different metals varies a lot, it is the most direct factor affecting the level of thermal deformation. A very accurate laser cutting thermal control can almost eliminate scrap.
- Aluminum alloy: The thermal conductivity is about 205 W/(mK). It is a good conductor of heat so the heat spreads quickly. As a result, the edges can burn very easily.
- Stainless steel: The thermal conductivity is about 16 W/(mK). A lot of heat comes up in a small area which can cause serious problems. It can also change shape from being heated.
- Carbon steel: The thermal conductivity is about 45 W/(mK). The area where the heat can affect the metal is very small. So, the metal can change shape but not so much.
Complete engineering support for laser cutting can highly effectively address the problems of material thermal deformation and enhance the accuracy of part processing. Custom laser cut parts must be reviewed before the process so as not to have structural defects.

Figure 1: Laser cutting metal with precision, operator controlling remotely, sparks visible.
How Can Customized DFM Analysis Service Substantially Lower Your Structural Engineering Cost?
By optimization of the part cutting corner paths and common edge nesting through DFM analysis service, laser backing and perforations that do not add value can be by a lot minimized, so enabling a reduction in the cost of single-piece laser cutting processing by 15%-30% without compromising geometric tolerances.
Laser cutting cost breakdown
Accurate identification of cost-saving measures can be accomplished through the detailed cost breakdown and pinpointing of optimization areas by professional DFM analysis service. The most significant cost items of a single laser cut piece are three-folds, a thoroughly planned laser cutting budget can efficiently bring down the overall processing cost.
- Operating costs of equipment: covers laser generator's power consumption, wearing out of nozzle, and consumption of auxiliary gases.
- Material costs: make up 60%-70% of the whole cost and mainly vary with the material usage rate.
- Wage costs: include programming, loading and unloading, quality checking, and secondary processing.
Essential Cost Control Techniques
Through process improvement, laser cutting cost can be really brought down, leading to processing cost savings for companies. By laser cutting design assistance, it is possible to produce low-cost solutions tailor-made for specific requirements, and by DFM analysis for laser cutting, wastage points can be accurately identified. The below mentioned methods are the main ways of enhancing laser cutting productivity.
- Joining-edge cutting: Combines the external outlines of neighboring parts into one common kerf, because of this the kerf length is trimmed by half.
- Open kerf: Changes the closed kerfs into open ones, which decreases the number of piercing passes and that means the equipment wear is lessened.

Figure 2: Laser-cut parts: a bicycle, a patterned circle, and a butterfly, made from metal sheets.
How To Determine The Optimum Piercing Diameter Constraint Through Expert Laser Cutting Design Assistance?
Relying on professional laser cutting design assistance, the minimum aperture is controlled at 1.0-1.2 times the material thickness according to material characteristics, which can eliminate the taper of hot melt perforation and fully meet the IATF 16949 industry standard for part accuracy.
Different material minimum piercing diameter ratio specifications
With professional laser cutting design help, companies can develop their own piercing diameter standards per material properties to eliminate piercing defects. These are safe piercing diameter data obtained by measurements, standardized parameters constitute the core foundation for laser cutting precision tuning.
| Material Grade | Thickness Range (mm) | Minimum Safe Aperture Ratio | Recommended Assist Gas | Maximum Permissible Taper (mm) |
| SUS304 | 0.5-3.0 | 1.1 | Nitrogen | 0.03 |
| AL6061-T6 | 1.0-6.0 | 1.2 | Nitrogen | 0.04 |
| Q355B | 2.0-10.0 | 1.0 | Oxygen | 0.05 |
| 316L | 1.0-4.0 | 1.15 | Nitrogen | 0.035 |
Mechanism and Solutions for Piercing Taper
Experienced engineering support for laser cutting will be able to quickly identify the cause of taper issues and find ways to correct them. Superior custom laser cut parts are manufactured in very close alignment with the specifications for aperture processing. Lack of proper aperture is one of the causes of poor slag removal and taper appearance. With the help of process optimization, the laser cutting piercing optimization can be achieved.
- Change the hole shape to a racetrack shape, which leads to a wider kerf.
- Use a segmented perforation process so that the energy input is reduced in one area only.
- Raise the pressure of the auxiliary gas to a greater extent so that the removal of slag is facilitated.
A complete laser cutting DFM service can fully cover hole diameter compliance testing, eliminating taper defects at the source. Upload your part drawings to receive free hole diameter compliance screening and process optimization suggestions.
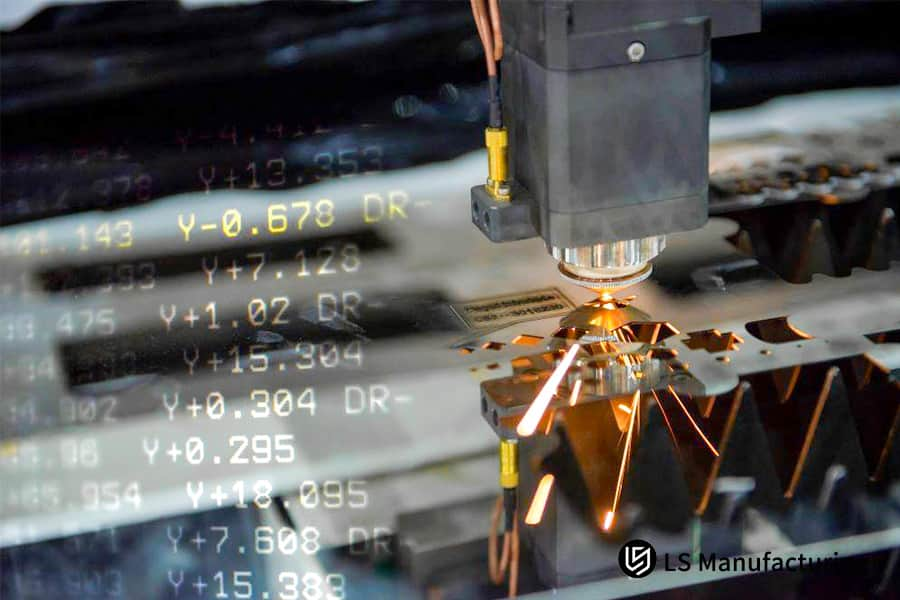
Figure 3: A laser cutting machine head in action, with digital data on screen for precision control.
Why Are Specific Engineering Support For Laser Cutting Steps Essential To Suppress Thermal Deformation In Precision Thin Sheet Fabrication?
Professional engineering support for laser cutting can block local heat accumulation and stabilize the flatness of precision thin plate parts within ± 0.1mm through distributed cutting paths and micro connection holding processes.
Heat Affected Zone Formation & Control
With expert engineering help in laser cutting it is possible to keep the heat input under control hurdle the heat-affected zone from getting bigger. The normal laser cutting DFM service supplier even has thermal deformation control as a key item for optimization.
- Do high-speed cutting so that the laser and the material can't interact for a long time.
- To help heat conduction, create heat dissipation slots.
- To lower the anisotropic changes lead by the parts, lay out them along the plate-wise direction of the rolling.
Technology for thin plate warpage
Custom laser cut parts precision have very aggressive flatness criteria. They can't just be figured out after the fact, laser sheet thermal deformation has to be prevented or at least controlled. At the same time, a high-quality custom laser cutting service offering thin-sheet anti-warping (exclusive) technology is multi-dimensionally, preventive, and controlling ways which can ensure laser cutting thin-sheet stability.
- Divided cutting path in many sections is used so as not to concentrate heat at one place only.
- Carrying out the cutting order to is (part)-side-symmetrical will balance the nature and size of thermal stresses on both sides of the part.
- Micro-connections should be configured technically and enough in number, and the parts should be firmly fixed in position.
How Does Professional DFM Analysis Service Minimize Edge Dross And Surface Roughness To Achieve Standard Compliance?
When using the expert DFM analysis service for optimizing laser lead and focus parameters, the roughness of the incision can be consistently kept between Ra1.6μm and 3.2μm, thereby enabling high-volume precision cutting performance without any slag.
Effect Of Lead Design On Edge Quality
The advanced DFM analysis service is able to project the cutting result of wire and also set the parameters optimally before the procedure. By checking DFM analysis for laser cutting, one can ascertain the leads only and can also way eliminate the possibility of edge defects. We should consider it the main step of the whole laser cutting edge finishing process.
- Straight lead: The length must be 0.5mm to ensure no explosion points on the edge of the component.
- Arc lead: The arc needs to be 90 degrees so that there is smooth laser cut in and out.
- The leads must be positioned in the scrap area so as not to spoil the appearance of the parts.
Focus Position Alterations Per Plate Thickness
Exclusive focus parameters are what the extremely custom laser cut parts require to produce the expected results. By reasonable parameter setting, laser cutting cost may be controlled without compromising the process leading to wastage. Just right focusing will lead to the improvement of the laser cutting surface quality.
| Plate thickness (mm) | Material type | Optimal focus position (mm) | Recommended surface roughness (Ra) | Deburring requirements |
| 1.0 | Stainless steel | -0.2 | 1.6μm | Not required |
| 3.0 | Stainless steel | -0.5 | 2.0μm | Not required |
| 6.0 | Stainless steel | -1.0 | 3.2μm | |
| 2.0 | Aluminum alloy | 0.0 | 2.5μm | Not required |
The precise DFM analysis service can optimize focus and lead parameters, stably control the cutting quality, and eliminate the need for costly secondary polishing processes. You can consult one-on-one on process details and obtain exclusive surface quality optimization solutions.
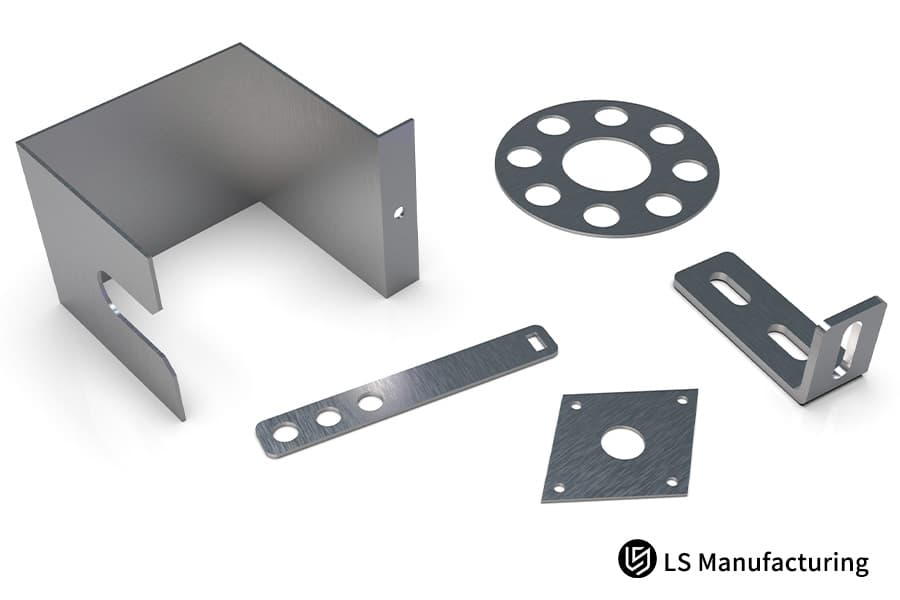
Figure 4: Various laser-cut metal parts with holes, arranged on a white background.
How To Configure Reliable Microjoint Configurations To Ensure Reliable Delivery Of Batch Custom Laser Cut Parts?
During the DFM phase, the batch custom laser cut parts were incorporating 0.3mm-0.6mm standard micro-connections to avoid the parts from tipping over and damaging the machine during the cutting process, so enabling fully automatic, continuous and stable production.
Micro-connection design fundamental parameters
Batch custom laser cut parts call for standard microjoint operations to guarantee a stable production. First-class custom laser cutting service rely on well-established configuration systems.
- Width: 0.3-0.6mm. For thicker plates, the micro-connection width should be correspondingly bigger.
- Quantity: at least 2 pieces with a side length of less than 50mm, and for every 50mm added to the side length, 1 piece should be added.
- Placement: Ideally, micro-connections should be placed at the corner or in the non-functional area of the part to make its removal easy.
Control of microjunction residual
By enhancing the laser cutting DFM service, standards for micro-connection residuals can be planned ahead, making the product meet assembly requirements, minimizing rework and lowering laser cutting cost. An exclusive technique can provide highly effective laser cutting burr reduction.
- Manual breaking: good for parts up to 2mm thick.
- Grinding wheel grinding: suitable for parts thicker than 2mm.
- Laser finishing: perfect for parts with extremely high appearance requirements.
Why Do Appropriate Assist Gas Parameters Derived From Comprehensive DFM Assessment Control Laser Cutting Cost?
Scientific laser cutting DFM assessment could help discover the best process parameters, precisely control the laser cutting cost, choose the most suitable assist gases for various materials, do away with the secondary deburring operation, and slash the processing energy usage and total gas costs by over 20%.
Comparison of three major assist gases
Gas dosing is one of the main elements of the laser cutting cost and necessitates accurate selection to keep costs under control. The DFM analysis service unit can identify the best gas option. With laser cutting DFM analysis plus working environments, the cost-effective choice is made and it is the fundamental rule of laser cutting gas matching.
| Assist Gas | Applicable Materials | Cutting Speed | Surface Quality | Gas Cost (USD/cubic meter) | Deburring Requirements |
| High-Pressure Nitrogen | Stainless Steel, Aluminum Alloy | Fast | No Oxidation, No Slag | 2.5 | Not Required |
| Low-Pressure Oxygen | Carbon Steel | Medium | Oxide Layer | 0.3 | Slight |
| Compressed Air | Ordinary Carbon Steel | Slow | Slight Slag | 0.1 | Required |
Gas Parameter Optimization Strategy
Dedicated engineering support for laser cutting gives the possibility of the flexible modification of gas parameters for achieving a balance between quality and cost. Superior custom laser cutting service is the best way to ensure that you are not run through any unnecessary processing stages and this way get the maximum return on your laser cutting performance.
- The use of high-pressure nitrogen is recommended for the cuts performed on parts of very high aesthetical quality to have the cuts free of oxidation.
- The internal structural components can be cut with low-pressure oxygen to enjoy the reduction of costs.
- To continue the cost savings, for the parts with no time limitation, the use of compressed air cutting can be made.
Why Is Early Stage Layout Nesting Optimization Critical For Establishing a Competitive Custom Laser Cutting Service Quote?
Involving the source manufacturer early in the layout stage and jointly doing common-edge optimization has the potential of drastically reducing sheet metal waste not only by nearly 18% but also procurement is made easier and quicker in obtaining a cost-effective quote that can be mass producing custom laser cutting services.
Shared-Edge Cutting Brings Cost Benefits
Delivering high quality custom laser cutting service, the manufacturers give prominence to shared-edge process that can bring the reduction of wastage materials. Scientific nesting is very capable of bringing down laser cutting costs, making the process of laser cutting more cost effective, and can be very resourceful in enhancing laser cutting nesting efficiency.
- Lessening kerf length to half, cutting down the consumption of gas and nozzle.
- Lower the piercing numbers, this results in a shorter production time.
- Better use of the material, helps in reducing the price of the material.
Utilization of Intelligent Nesting Software
Starting from laser cutting design assistance, different nesting plans can be developed to suit the part structures. Large volume intelligent nesting for custom laser cut parts production can elevate the efficiency of laser cutting batch production to a high extent.
- Sharing of contours between pieces can be identified automatically by the software.
- Through re-arranging and re-orienting parts layouts, material can be utilized more efficiently.
- The best cutting path can be planned by the software to reduce the production time and because of this the idle time.
Intelligent nesting and shared-edge optimization can significantly reduce sheet metal waste and processing time, which is the core of obtaining high-quality, low-cost custom parts. For bulk orders, submit drawings to obtain an accurate custom laser cutting service quote.
LS Manufacturing Helps New Energy Vehicle Companies Successfully Optimize High-Precision 316L Stainless Steel Battery Busbar Laser Cutting Design
Customer Challenges
The Tier 1 supplier of new energy vehicles was fabricating 2.0mm thick 316L stainless steel battery busbars. Initially, the hole-to-thickness ratio was as low as 0.75. With conventional machining, issues such as melting, taper, and micro-cracks would inevitably occur, which made the overall part yield very low, increased costs, and even delayed delivery.
LS Manufacturing Solution
LS Manufacturing's engineering support team reached out to the client for an in-depth laser cutting DFM service right after 24 hours of receiving the customer's drawings. The first step was to use our own thermal flow simulation software (with a calculation accuracy of 0.02mm) that models the heat input. After the IATF 16949 process review, the team developed a structural optimization solution that laser cuts automotive part defects with high precision.
- The size and shape of the hole were changed: Initially, the hole was circular. Now it is a racetrack-shaped elongated hole. The kerf width was made to a safe hole-to-thickness ratio of 1.2.
- A smooth corner radius of 0.5mm is introduced.
- No residue in the micro-connection configuration.
- In production, 1.8MPa high-pressure pure nitrogen gas is used plus segmented interpolation cutting paths to reduce local heat conduction to a minimum.
Results and Value
After the parts were optimized, the surface roughness of the parts are well stabilized to meet the standards, hole diameter tolerance is maintained within 0.04mm, all defects are wiped out and the batch pass rate is about 99.8%. Besides that, the material layout efficiency is greatly enhanced and secondary processing is completely done away with. As a result, the unit price after laser cutting has been lowered by a remarkable 24.5%, and mass production has been achieved successfully.
Professional laser cutting DFM service can efficiently solve the machining challenges of precision stainless steel parts, improve yield rates, reduce production costs.You can submit project requirements to customize exclusive process optimization solutions for new energy parts.

FAQs
Q1: Why can't the minimum hole diameter in laser cutting drawings be less than the material thickness?
Laser perforation with high energy density will cause heat accumulation in small holes. If the hole diameter is smaller than the material thickness, there will be no enough space for slag removal, which will lead to molten slag bouncing and burning the base material. This causes a large hole taper and oxide layer that are impossible to pass the conventional go/no-go gauge precision check.
Q2: What is Common-line Cutting (CFM), and how does it help reduce my procurement costs?
CFM is a technique that combines the outlines of two adjacent parts so that they share a kerf. Two parts are formed in one laser cut that makes their edges resulting in significant cutting reductions and decrease of laser cutting energy consumption, gas consumption, and unit costs.
Q3: When customizing aluminum alloy laser-cut parts, how does the DFM specification avoid the problem of severe slag buildup at the cut?
Aluminum alloys have excellent thermal conductivity as well as high reflectance. During the DFM phase, it is specified that the process radius should be at least 0.5mm and 1.6MPa high-pressure pure nitrogen cutting. The high-pressure jet of air rapidly removes the molten aluminum slag, thereby preventing the occurrence of slag buildup defect at the cut surface from the root.
Q4: Why does the "corner burning" occurrence occur during machining of sharp corners of parts without DFM optimization?
In laser cutting, upon reaching one sharp corner, the speed decreases and the laser beam moves back. The problem arises because the surface for heat dissipation at the sharp corner is minimal which results in a large drop of heat locally. And this is where the material gets vaporized and melted very fast that pits are formed which in the end causes corner burning mostly and scrapping.
Q5: What level of flatness and tolerance does LS Manufacturing provide for thin-plate precision stainless steel parts?
Using the pre-diffusion heat sink design and distributed cutting path process, we achieve control of thin-plate parts linear tolerance within 0.05mm for 3mm parts and a stable overall flatness of 0.1mm is possible even without additional leveling processes.
Q6: Why does striving for a drop-free look in appearance cause an increase in unnecessary indirect manufacturing costs?
Cutting speed must be lowered, very pure and costly gases must be used or secondary grinding must be done to get zero dross. If the parts are hidden and are not involved in assembly, then it is over-processing and the price of laser cutting goes up greatly.
Q7: How do I know if my precision sheet metal drawings have had the most skilled professional process review before mass production?
We have over 15 years of experience as sheet metal engineers. After you upload the drawings (in DXF, STEP, DWG formats), we will issue a professional DFM report within 24 hours, completing a comprehensive process review and cost optimization guidance.
Q8: Will the heat-affected zone (HAZ) of laser cutting have an impact on fluctuating dimensions during bending or the electroplating treatment on secondary surface?
The heat-affected zone is a thin strip of material alteration. In case bending clearance is not adequately planned in DFM stage and material grain changes are not taken into account, subsequent bending operation should generate cracking and will also affect the smoothness of the electroplating surface treatment.
Summary
Laser cutting is not just a simple cutting operation but a complex precision manufacturing process. Introducing professional laser cutting DFM service at the preliminary stages of a project really help to steer clear of processing defects like burnt corners, taper, and thin sheet warping. Besides, through the optimized layout and common-edge cutting production costs are cut down and performance of the product is not compromised. Besides, the transition from prototype to mass production will be made easy and quick.
Repeated design drawings and changes in process parameters always result in high processing costs and delivery delays. LS Manufacturing relies on mature experience in precision sheet metal manufacturing to provide professional and reliable process technology support for various commercial and civilian laser cutting projects.
You may upload 2D/3D drawings in DXF, STEP, or DWG formats our expert engineers are ready to give you a free, open, and tailor-made DFM assessing report within 24 hours plus a quote for laser cutting mass production at a reasonable price.
[🌟Upload drawings now for a free DFM process assessment and accurate commercial quote]
[📞Schedule a one-on-one online consultation with a senior sheet metal engineering expert from LS Manufacturing]
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


