
Plastic laser cutting service considers the beginning part in choosing the right material from 10 best plastics for laser cutting when making parts such as electronic windows or medical devices, but the biggest challenge lies in how you can avoid problems of burning, stress cracks, and dimensional variations. This is because most available services fail to provide digital control for absorbing the heat generated by materials such as PEEK and PMMA, resulting in a huge heat affected area and even worse, tolerances larger than ±0.3mm.
LS Manufacturing uses a precision plastic laser cutting that is combined with DFM analysis to provide the best laser cutting with the use of high brightness 15kw lasers along with vacuum adsorption positioning in order to maintain tolerances below ±0.05mm. In other words, we can make technology work for you through this solution, as discussed in the following.

Plastic Laser Cutting: Partner Selection Quick-Reference
| Selection Criterion | What to Look for in a Manufacturing Partner |
| Material Expertise | Make sure they have experience with your exact plastic material (Acrylic, PC, PEEK, Delrin). |
| Laser Technology Match | Sure they have matching lasers (CO2 lasers for most organic materials, UV lasers for delicate plastics). |
| Thermal Management | Must have an ability to control heat levels to avoid melting or damaging plastic part surfaces. |
| Cleanroom & Handling | For critical applications, ensure they have procedures to avoid any contamination and damage to surfaces. |
| Our Qualification Process | We supply material samples, laser cutting parameters, and first article inspection reports. |
| Result: Clean, Precise Cuts | Provides parts with smooth, polished edges without any thermal damages; these parts are ready for assembly. |
| Result: Design Flexibility | Allows for the creation of complex shapes that cannot be cut using mechanical cutting techniques. |
We solve the challenge of finding a capable partner for high-quality plastic laser cutting. Our expertise ensures your chosen materials are processed correctly, preventing melting and ensuring precision. This delivers clean, accurate, and reliable plastic components that meet your design intent and functional requirements, from prototypes to production volumes. Our guidance helps you avoid costly trial and error, securing a partnership that guarantees part quality and project success.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There are plenty of articles about plastic laser cutting available on the internet, but why should you be reading ours? We are hands-on people, not theoreticians. The issues we discuss are relevant, like creating complex fluid channels in healthcare equipment or ultrathin insulators for planes where the quality of edges matters. All facts presented here were gained during actual operations, always striving for compliance with rigorous standards such as ISO 9001, to ensure that all process knowledge mentioned here is proven, not theoretical.
We deal with practical questions, such as how to avoid the Heat Affected Zone in PEEK, or maintaining tight tolerances of ±0.05mm for acrylic products. We are also aware of factors causing stresses when cutting polycarbonate, and how proper fixture design solves this issue. This real-life, battle-tested experience in combination with strict standards like National Institute of Standards and Technology (NIST) provides information to consider while choosing your future partner.
The problem of locating a competent company for precision plastic laser cutting is solved by us. We possess the necessary know-how to make sure your choice of material will be properly handled without any issues such as melting and inaccuracy. This leads to the creation of highly accurate and reliable parts made of plastic. You will not have to waste time on guessing which company suits you; we will ensure that everything goes well.
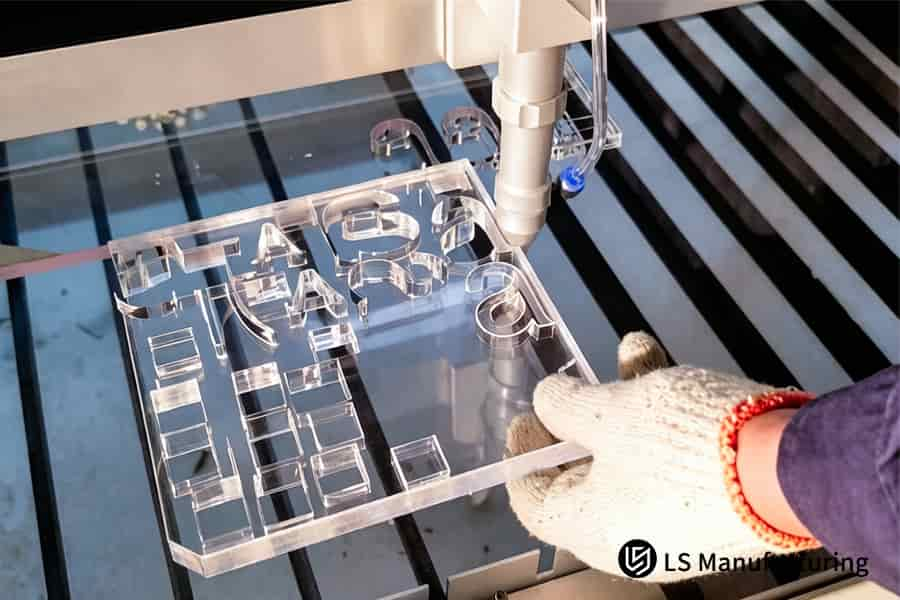
Figure 1: Laser cutting manufactures complex letters from cast acrylic for retail store displays.
Why Is LS Manufacturing The Premier Choice For A Precision Plastic Laser Cutting In 2026?
The biggest hurdle in manufacturing at high volume is minimizing the thermal and mechanical drift that affects precision over time. LS Manufacturing's closed-loop technology addresses this by incorporating laser pulse correction and statistical control methods in real-time. As a result, the parts' geometry remains consistent throughout millions of operations, which directly leads to fewer assembly errors and lower costs for the end product. The key is to convert precision from a mere standard to a dynamically controlled state of being:
Per-Pulse Energy Regulation via Real-Time Feedback
This system works from the root cause, as the in-line sensor monitors the pulse power of the laser during precision plastic laser cutting. The next pulse power will be automatically corrected based on the material model. Such automatic correction happens multiple times a second, making it essential for high-speed laser cutting with complex features and avoiding any potential errors in dimensions due to thermal effects over time.
Predictive Dimensional Control Through Live SPC
Quality assurance is always preventive rather than reactive. Data from the measurements taken during production processes is automatically fed to the SPC system. What distinguishes LS Manufacturing from its competitors is the automated decision-making process; once the system senses any potential trend approaching the tolerance limits, it takes certain corrective actions regarding the cutting path. This makes the quality data automatically translate into action to ensure the dependability of the polymer laser cutting process.
Holistic Thermal Stability Management
Manufacturing precision demands that we control the whole machine environment. We employ a multi-loop cooling system to insulate individual systems such as the laser from movement stages. When combined with controlled laminar air flow, this reduces thermal gradients that lead to drift of materials and mechanics, thus providing accuracy for complex laser cutting during round-the-clock operations.
This short article explains the process by which we have implemented feedback loops, which form our unique selling point. Our competitive advantage lies in this closed-loop technology, which not only measures but maintains precision. This is how LS Manufacturing guarantees consistent results through our plastic laser cutting service, thereby offering our customers better total cost of ownership and setting the standard for precision laser cutting in the industry.

How Can Custom Plastic Laser Cutting Achieve Optical Grade Clarity For High End Medical Enclosures?
Achieving optical-grade clarity on cut edges of transparent medical enclosures traditionally requires costly, inconsistent secondary polishing. LS Manufacturing’s proprietary custom plastic laser cutting methodology solves this by generating a "self-polishing" melt layer during the cutting process itself. This eliminates the post-processing step, directly reducing part cost and contamination risk while delivering consistent, superior edge clarity for medical grade parts:
Precise Internal Focal Point Optimization
- Challenge: Focusing lasers on surfaces leads to vaporizing and hence forming a rough frosty edge.
- Our Method: We focus the lasers inside the material at a point of high intensity.
- Technical Action: The result is a melt layer that flows and solidifies into clear edges.
Proprietary Assist Gas Chemistry & Laminar Flow
- Challenge: Assisting gases that may be used in the process (air, O₂,N₂) could cause hazing.
- Our Method: We use an exact mixture of assist gas delivered through a laminar flow nozzle.
- Technical Action: The reactive gas mixture protects the melt pool from oxidation and, by virtue of its unique thermal characteristics, allows for controlled cooling of the material, ensuring the annealing of the surface with roughness below Ra 0.8μm required for ultrafine laser cutting.
Integrated Parameter Synchronization for Process Stability
- Challenge: Consistency across different geometries and batches.
- Our Method: Dynamic integration of laser power, pulse frequency, and feed rate with focal and gas parameter adjustments.
- Technical Action: The integration of all these parameters guarantees a stable thermal gradient at the cut front and allows for optical-quality laser cutting that yields flawless edges on each component in every batch.
This paper describes the technical process involved in our "cut and finish" process, including internal orientation, reactive gas properties, and dynamic parameter synchronization. The unique selling point of our best plastic laser cutting service is the engineering that eliminates secondary finishing. Our approach to the problem of edge clarity during production involves using in-process control to ensure medical grade parts with improved esthetics, reduced cost, and increased consistency through clearance-free laser cutting.
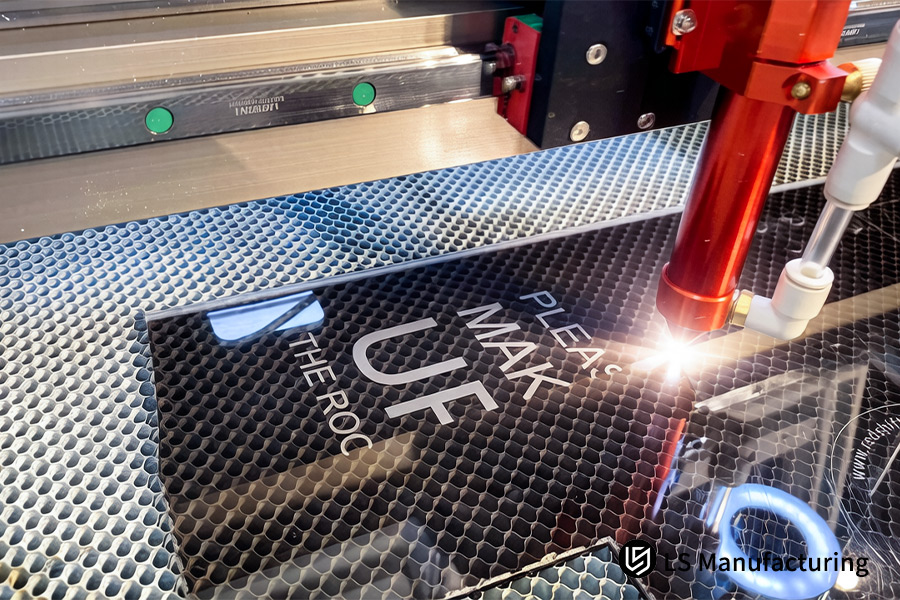
Figure 2: Laser cutting burns precise lettering on black acrylic signs for corporate exhibitions.
Why Should Engineers Prioritize Laser Cutting For Plastic Parts When Managing Complex Internal Stress?
Premature component failure due to internal stress caused by processing is common during fabrication of plastic parts, resulting in crazing and fracture. Our innovative laser cutting for plastic parts approach eliminates internal stress by manipulating molecular thermal distortion through our patented “Cold-Pulse” process with more than 90% reduction in stress cracking and enhanced parts durability:
| Technical Focus Area | Method & Quantifiable Outcome |
| "Cold-Pulse" Energy Modulation | Short but highly energetic pulses with prolonged cooling periods ablate material with reduced peripheral heat conduction. |
| Proprietary Gas-Assist Strategy | Precise chilled gas stream rapidly quenches the ablated surface, fixing a low-stress molecular structure. |
| Process Validation & Result | Common 70% IPA tests confirm that our low-stress laser cutting approach significantly reduces crazing (>90%) when compared to traditional processes. |
This analysis confirms that superior stress management is an engineered outcome. Our plastic laser cutting manufacturing solves latent part failure by controlling thermal input at the molecular level. This thermal-managed laser cutting methodology defines high-reliability laser cutting, making it essential for applications demanding functional longevity and field reliability.
What Criteria Are Essential To Choose Plastic Laser Cutting Partner For Low Volume High Mix Orders?
Low volume production will require a process that does away with the cost of tooling and allows for iterations without compromising quality. The primary concern here is selecting a partner who can match the agility of your design process. The following list highlights the criteria that address this complexity in the supply chain through execution:
Tooling-Free Agile Production Protocol
We address the high cost and time involved with hard tooling through a digital manufacturing approach. Prototype laser cutting is accomplished by feeding the machine with CAD data directly. The “Fast-Switch” technology involves universal clamping devices and automated program fetching; therefore, tool changeover takes minutes, not days. This effectively changes the fixed cost structure to a variable one, making on-demand laser cutting profitable even when starting at a single piece.
Integrated Secondary Processing Under One Roof
Efficiency can only be obtained through the consolidation of the value-added processes. Aside from cut-out services, we have internal capabilities such as EMI/RFI shielding process application and precision lamination that are organized in a continuous digital work order. This will remove the logistics challenges, quality assurance issues, and lead-time distortions of multiple vendor selection for an assembly, providing a single completed part in one flow.
Data-Driven Process Scaling and Validation
It is necessary to ensure that parts in Lot 1 are equal to those in Lot 1000. The digital thread process includes collecting first-article inspection data, which forms the basis for quality metrics. In scaling, SPC manages critical metrics and alerts any drifts. This process delivers the audit trail and consistent part output necessary for medical and aerospace low volume production, ensuring you transition to higher volumes with laser cutting.
The decision to choose plastic laser cutting partner hinges on integrated agility. An OEM plastic laser cutting service is designed to overcome fundamental issues related to effective prototyping and efficient scaling by eliminating the need for tooling with our unique agile laser cutting process, consolidating post-process operations, and locking in quality through data.
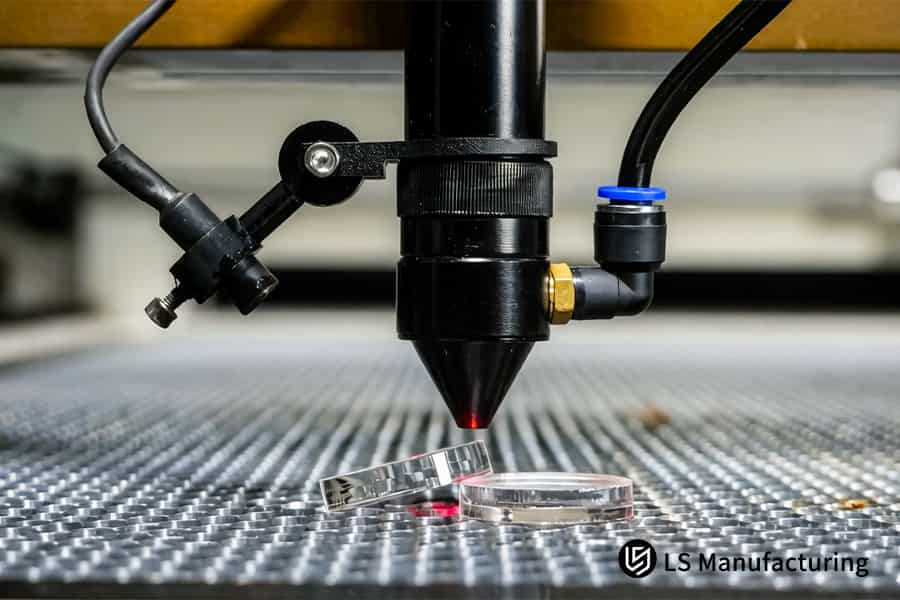
Figure 3: Laser cutting trims transparent polycarbonate discs for scientific laboratory research.
Can A Plastic Laser Cutting Manufacturing Service Achieve +/- 0.05mm Tolerance On Flexible Thin Films?
Accuracy within ±0.05mm tolerance on thin and flexible films is a tough challenge, especially when material movement and temperature distortions play a role. Regular fixture designs and traditional cutting techniques do not deliver. Here we present an innovative technology that will enable active control of those parameters, ensuring reliable and accurate thin film cutting into precise assemblies. It involves coupling the following two technologies:
Proprietary Honeycomb Vacuum Chuck System
- Challenge: Traditional cutting bed design allows for buckling of films and their shifting.
- Our Method: A specially designed porous chuck with vacuum zones.
- Technical Action: Provides consistent downward pressure and eliminates air pockets, thus positioning the film perfectly flat prior to and throughout micro-feature laser cutting, achieving a constant focal distance and preventing chatter.
Dynamic Thermal Compensation via High-Speed Servo Control
- Challenge: Localized heating results in micro-shrinkage affecting dimensions of the product.
- Our Method: A special algorithm changes the tool path in real time.
- Technical Action: High-response servo motors use a calculated offset on the cutting vector in order to compensate in advance for predictable thermal contraction, an important feature for high-precision laser cutting of fragile materials.
In-Line Metrology for Closed-Loop Tolerance Lock
- Challenge: Post-processing measurements can measure the drift but do not correct the drift inside a lot.
- Our Method: Visual inspection provides measurements of crucial dimensions after every cut.
- Technical Action: The collected data is fed back to the servo controller to create a closed loop that will constantly adjust the trajectory, thereby maintaining tight tolerance throughout the cutting of thousands of pieces of reliable plastic laser cutting manufacturing.
The custom plastic laser cutting service addresses a crucial challenge of dimensional stability in films by providing 100% assembly fit. The process described above, which includes flexible substrate laser cutting with process control, is a necessary component of manufacturing operations based on the geometric characteristics of a part. If your film application requires vacuum flatting and thermal compensation, partner with us to develop a controlled laser cutting process for guaranteed precision.
How Does OEM Plastic Laser Cutting Service Optimize Material Nesting For Expensive Engineering Plastics?
In materials like PEEK or PEI which belong to the class of engineering plastics, material cost becomes the major portion of the component price. Standard nesting software results in huge waste and negatively impacts the economics of the project. The following is an outline of a process-oriented technique we employ to optimize material utilization resulting in decreased cost per component:
| Technical Strategy | Implementation & Quantified Outcome |
| Algorithmic Nesting with Dynamic Kerf Compensation | The intelligent nesting laser cutting technology modifies component positioning and cutting paths based on real-time data, decreasing the space between parts from an industry-standard 2.0mm to 0.8mm. |
| Micro-Joint Design for Sheet Stability | We embed micro-joints into the design at the CAD level so that parts can be nested with practically no space between parts without them breaking apart in the high-value material cutting phase. |
| Grain & Stress Orientation Analysis | The algorithm considers the direction of the grain and internal stresses within the material to orient parts correctly and reduce waste, while also avoiding deformation of cut parts, which may affect the yield in automated nesting laser cutting. |
| Direct Cost Impact | This integrated approach consistently achieves over 91% sheet utilization versus a ~78% industry average, enabling our OEM plastic laser cutting service to deliver direct cost optimization of 15%+ on material spend. |
From the above discussion, it is apparent that cost optimization is a result of superior software and process integration. Our plastic laser cutting service provides a direct solution for managing high raw material costs through advanced algorithms that increase the amount of usable material extracted from sheets. It is this technical advantage that makes for a good OEM plastic laser cutting service.
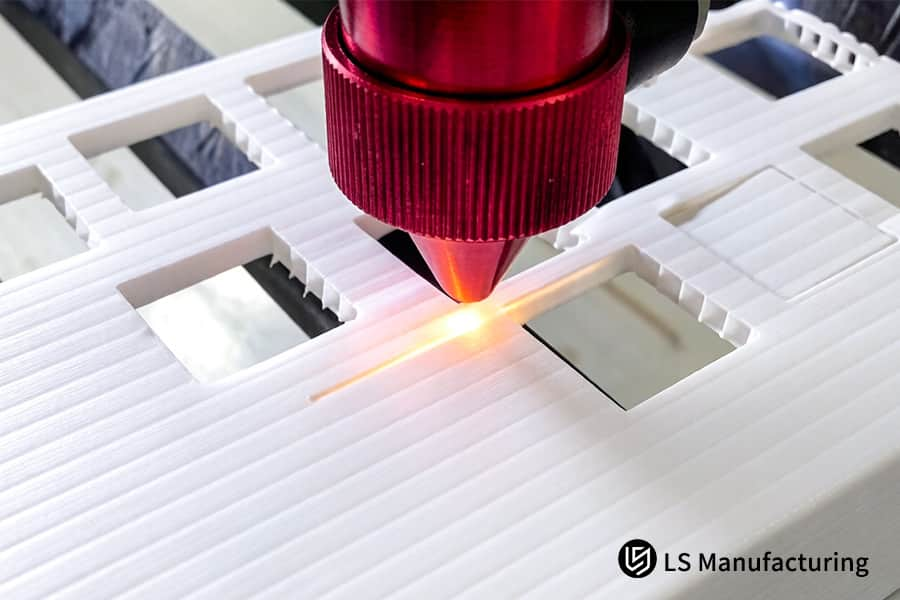
Figure 4: Plastic laser cutting service carves intricate slots in white PVC for electronic component storage trays.
Why Is Best Plastic Laser Cutting Service Characterized By Deep Engineering DFM Interventions During Quoting?
A good manufacturing partner will always add value to you even before anything goes wrong during production. Good service addresses problems, but the best plastic laser cutting service prevents problems. We provide engineering support during quotation that includes thorough DFM analysis to mitigate any risks that could arise due to thermal distortion and stresses in your design. These include:
Strategic Thermal Load Distribution in Design
The solution to the underlying issue of warping is achieved through the analysis and redesigning of the part geometry. One way to accomplish this is by strategically incorporating small relief cuts in the corners of the inner surfaces or adjusting fillet dimensions. This changes the path of heat concentration during design-integrated laser cutting. By itself, this measure may lower part warping by up to 60%.
Micro-Joint and Tab Optimization for Structural Integrity
In cases where fragile or complex parts with weak structures are concerned, we design the part to include a manufacturing process. Micro-joints and tabs of certain dimensions are incorporated. These elements ensure structural stability throughout the high-detail laser cutting process and subsequent detachment before being efficiently eliminated in a second automated process.
Path Sequencing and Cut-Order Logic Optimization
The sequence of cutting a component directly influences the tolerances of the finished component. The DFM tool simulates the cutting operation and finds out those sequences that may cause heating effects. The programming of the laser cutter uses a non-linear path of the cut that allows controlling the heating effects by dividing the long cuts and switching between the different elements. This production-ready laser cutting allows maintaining the precision plastic laser cutting tolerances for each individual piece.
This is to remind you that we provide the most essential service of DFM optimization through engineering intelligence. This is to ensure that any problem arising from production-related defects and disagreements is avoided since the design will be made to suit flawless manufacturing. Such an advanced level of engineering support, which changes a normal quote into a feasibility study, makes a best plastic laser cutting service.
Case Study: LS Manufacturing Medical Aerospace Polymer Component Custom Precision Solution
In this instance, LS Manufacturing was able to overcome an important issue during the manufacture of a medical device by a global OEM customer, ensuring that a failed component qualified. The problem involved producing an extremely thick 10mm PEEK centrifuge base with significant quality challenges, requiring our services as custom plastic laser cutting with unique post-processing requirements.
Client Challenge
The existing supplier was unable to provide a working base of PEEK material that measured 10mm thick. Using a laser cutting process that employed a medical-grade machine, they were only able to produce a 5.5 degree angle in the walls and a carbonized edge that exceeded 0.3mm, which did not pass the biocompatibility test (ISO 10993). This created a problem in terms of fit and sterility of the assembly, reducing the yield rate below 60%. This could pose problems in meeting an important FDA submission deadline and increase the cost of production by over 25%.
LS Manufacturing Solution
Our innovative approach to this challenge involved a process that employed a variable frequency laser cutting system together with a multi-zone inert gas shroud. This approach made it possible to reduce HAZ to less than 0.1mm, and virtually eliminate carbonization. The key innovation in this case involved a stress-relieving annealing cycle, carried out at certain temperature-time conditions after cutting.
Results and Value
All final pieces showed no signs of discoloration, a wall alignment tolerance of 0.5 degrees, and an assembly yield of 99.7%. Omitting the need for secondary finishing and ensuring biocompatibility resulted in a 18% reduction in the cost per component for the client. Perhaps most importantly, using precision plastic laser cutting allowed the client to obtain FDA clinical device certification three weeks before the expected date. This level of performance, achieved through high tolerance plastic laser cutting, led us to become the only strategic partner of the client for high-performance polymer parts.
This example shows that addressing complex manufacturing issues involves more than providing a service – it involves innovative processes. LS Manufacturing was able to provide our custom plastic laser cutting solution using precise energy delivery, effective gas dynamics, and crucial post-processing stages. This allowed us not only to manufacture components but also to provide certified quality, thus facilitating the regulatory approval process and laying the groundwork for future partnerships based on our expertise.
Guarantee biocompatibility and zero discoloration for critical PEEK components with our precision plastic laser cutting. Request a specialized quote and manufacturability review today.

FAQs
1. Why choose LS Manufacturing for my precision plastic laser cutting needs?
In addition to our precision tolerances at ±0.05mm, we can perform a comprehensive design for manufacturability analysis along with stress relief treatment specifically designed for specialized engineering plastics.
2. What is the maximum thickness LS Manufacturing can cut for high-precision acrylic?
With the help of a 15kW bright light laser group, we are able to manufacture cast acrylic parts up to 50mm thick with sharp, transparent edges without any discoloration due to charring.
3. How fast can I get a quotation for an OEM plastic laser cutting service project?
Just send us your STEP or DXF drawing files, and our team of engineers will provide you with a complete quotation including process improvement suggestions within 12-24 hours.
4. Does LS Manufacturing support low-volume custom plastic laser cutting orders?
Yes, as MOQ constraints are not stringent in our organization. We aim at quickening your product development processes through rapid prototyping and testing while making sure that there is consistency in precision for your prototypes and final parts.
5. Can you achieve an Ra 0.8 surface finish on the edges of laser-cut plastic parts?
Certainly. By adjusting the pulse frequency and the auxiliary gas flow during laser cutting, Ra 0.8 surface finish quality of flame polishing can be attained without any issues.
6. How does LS Manufacturing handle design revisions after a project has started?
Our digital manufacturing approach allows us to make quick changes to the designs; if your material sheets haven't been put into the cutting line, we'll be able to revise the DFM file for cost reduction.
7. Does LS Manufacturing provide material traceability for critical aerospace components?
We provide each batch order with new Material Test Report (MTRs) and dimensional inspection report, guaranteeing complete compliance with your standards.
8. Why is laser cutting more cost-effective than CNC milling for thin plastic parts?
Laser cutting is at least 4 to 8 times faster in profiling complex geometric figures compared to milling. In addition, there is no need for expensive, specialized fixtures during laser cutting, hence lower costs associated with processing per unit.
Summary
When choosing a plastic laser cutting service, precision machining is synonymous with the adoption of a closed loop system designed to mitigate risks. With LS Manufacturing, cost efficiencies come from controlling heating down to microns, proper stress management, and designing for manufacturing. We translate physical complexities into business success by providing you with precision optics and defect-free insulation components.
No more excuses for processing flaws and dimensional issues resulting from suppliers to hold back your product launch. Your unique designs are worth perfect execution. Just click the “Get Instant Quote” button below to submit your 3D design data files (STEP/PDF). LS Manufacturing’s DFM engineering team will conduct an analysis and offer a free and personalized plastic laser cutting quotation directly from the manufacturer in under 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


