板金加工は、工業製造において非常に重要な工程です。適切に実装された板金コーナーリリーフ設計により、曲げ接合部での破断を100%から0%に低減することができ、金型の寿命を40%延ばすことができます。この革新は、多方向曲げに関連する故障の問題を解決するだけでなく、定量化された寸法仕様とDFMプロセスの最適化を通じて、応力集中を完全に排除し、製品生産性を向上させ、製造コストを削減します。つまり、業界は直接適用できる板金設計標準を手に入れることができるのです。
精密板金の量産および試作段階において、曲げ部の根元での亀裂や材料の外側への反りといった構造上の不具合はよくある問題です。その根本的な原因は、従来の設計では曲げ部の交点で発生する三次元的な塑性流動や応力集中を考慮していないことにあります。従来の設計基準は不明瞭なだけでなく、破断欠陥に十分に対応できず、結果として手作業による補修コストの増加や金型寿命の30%以上の短縮につながっています。本稿では、検証済みのデータと定量的な公式に基づき、量産における欠陥を発生源から排除するのに役立つ専門的なDFM(設計製造性)基準を適用し、板金の強度とコストのバランスを実現します。
精密板金コーナーリリーフ DFM コアアンサーの概要
このセクションでは、板金コーナーリリーフ設計のコア仕様と重要な結論を要約し、エンジニアが迅速に参照および適用できるようにします。
| パラメータ名 | 計算式 | 最低要件 | 推奨価格 | 備考 |
| 逃げ溝の幅/直径(W) | W ≥ T+0.5mm | T+0.5mm | 2.0T | Tは材料の壁厚である。 |
| 逃げ溝の深さ(D) | D ≥ R+T | R+T | R+1.2T | Rは曲げ部の内半径です。 |
| 溝端から曲げ線までの距離 | L ≥ 2.5T | 2.5トン | 3.0T | 引張歪みを防止する |
| オーバーカット | OC ≥ 0.5mm | 0.5mm | 0.6mm | 多軸曲げに適用可能 |
主なポイント
- 応力集中を除去する:右隅の応力緩和設計は、応力集中を低減する非常に効率的な方法であり、部品の疲労寿命を最大40%向上させることも可能です。
- 重要な寸法詳細:逃げ溝の最小直径または幅は、少なくともW≥T + 0.5mm (Tは肉厚)、およびD≥R + T (Rは内側曲げ半径)でなければなりません。
- 加工方法の選択に関する考察:厚さ1.5mm未満のシートは、円形の逃げ溝加工を施すべきです。厚さ2.0mm以上のシートで、高い気密性が求められる場合は、正方形または切り欠きのある形状に加工する必要があります。
LS Manufacturingの板金加工サービスと、コーナーノッチングDFM設計における専門知識を信頼する理由とは?
LS Manufacturingの板金加工サービスとコーナーノッチングDFM設計能力は、世界中の先端製造における20年以上の蓄積された経験に基づいています。当社は、医療機器および自動車エレクトロニクス業界で200社以上の最先端顧客を抱えています。さまざまな材料のリリーフ溝に対する3ヶ月間の応力試験から、厚いSUS304ステンレス鋼板の曲げに対して約20%の安全マージンを得るための経験式は難しいことがわかりました。
すべての工程担当者はISO 13485医療機器品質マネジメントシステムに従っており、すべてのDFM推奨事項は製造現場で実証されています。実際の製造現場で最も頻繁に見られる設計ミスは、多くのエンジニアがリリース溝が大きいほど良いと考えていることです。
しかし、リリース溝が大きすぎると、剛性が15%未満になることがあります。生産ラインは、国際規格ISO 9001品質マネジメントシステムにおける当社の生産能力を表しており、すべての精密板金部品は0.1mmの公差で製造されています。私たちは単に福音を説くだけではなく、何万もの実際の生産を通じて得られた経験を明確な設計仕様に変換し、お客様が以前に他の人が犯した間違いを回避できるよう支援します。
専門的な計測データと信頼性の高い品質管理システムにより、当社の板金加工サービスの工程安定性が大幅に向上しています。コーナー設計パラメータでお困りですか?今すぐシニアエンジニアとの個別プロセスコンサルティングをご予約ください。設計上の問題を迅速に解決いたします。

コーナーリリーフがないと、精密板金加工サービスにおけるアライメントが失敗する理由は?
コーナーリリース溝の設計において、工学的計算が不足していると、曲げ線の交点で材料の伸びや押し出し変形が発生し、微細な裂け目や外側への突出といった問題が生じ、 精密板金加工サービスの量産組立公差精度に深刻な悪影響を及ぼす可能性があります。
多方向曲げにおける応力集中メカニズム
複数の曲げ線が交わる点では、金属に交互にせん断応力が発生します。逃げ溝がない場合、金属の外層には極度の引張応力がかかり、内層には過度の圧縮応力がかかるため、曲げ根元に直接微細な亀裂欠陥が発生します。標準化された板金加工サービスでは、前処理の最適化によってこれらの基本的な加工欠陥を防ぎ、 板金加工の応力制御システムを強化することができます。
- 引張破壊:曲げ部の外側の材料の伸びが材料の限界を超え、その結果、曲げ線に沿って縦方向に亀裂が発生する。
- 押出成形不良:曲げ部の内側の材料が押し合わされて、不規則な突起やバリが形成される。
- 疲労破壊:交互に加わる荷重によって微細な亀裂が急速に成長し、その結果、部品が突然破損する。
逃げ溝のない欠陥の定量的解析
我々は、逃げ溝のない1.2mm厚のSPCC鋼板の欠陥について、体系的な統計分析を行った。
| 欠陥の種類 | 発生確率 | 平均欠陥サイズ | インパクト | 修理費用(米ドル/個) |
| 微細な裂け目 | 100% | 100%ディープ | 厳しい | 0.85 |
| 材料の外向き回転 | 92% | 高さ0.4mm | 中くらい | 0.42 |
| 寸法偏差 | 87% | ±0.25mm | 厳しい | 1.20 |
| ダイダメージ | 65% | エッジウェア | 極めて重篤 | 金額 12.50 |
適切に設計されたコーナーリリーフ溝によって材料のレオロジー特性に十分な空間を確保することで、応力集中係数Ktを55%以上も大幅に低減できます。また、この溝は降伏強度内で材料がスムーズに流れることを可能にします。そのため、精密板金加工サービスにおける高品質な量産を実現する上で最も重要な要素の一つとなっています。高品質なカスタム板金部品は、標準化されたコーナーリリーフ溝加工設計のサポートによって、専門的な板金加工における欠陥防止を実現しています。
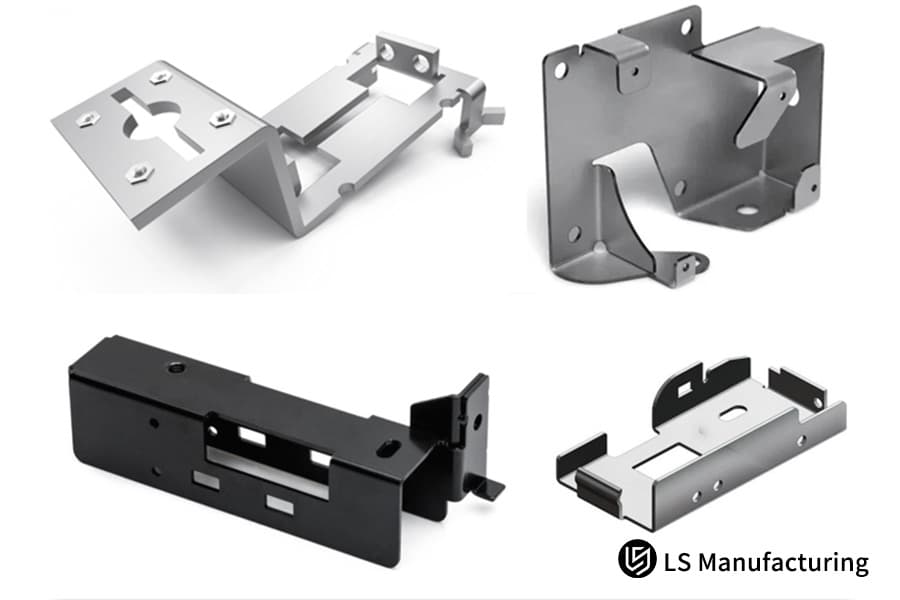
図1:曲げ応力を防止するための設計製造性(DFM)手法である、コーナーリリーフ加工が施されたステンレス鋼板部品。
カスタム板金加工設計において、主に採用されるコーナーリリーフ形状とは何ですか?
板金コーナー逃げ溝の形状には、円形、正方形、V字型の3つの基本タイプがあります。カスタム板金加工設計における溝の形状選択は、金型の寿命、切断効率、および部品の耐荷重限界に大きな影響を与えます。
3つの主要なレリーフ溝形状の比較
逃げ溝の形状は、製造技術、応力分布、適用分野によって大きく異なります。これらは、板金加工における溝形状の選択結果に直接影響を与えるため、熟練した作業負荷の高いカスタム板金加工設計を行う際には特に注意を払うべき重要なポイントです。
3つのコアコーナーリリーフ形状のエンジニアリング性能の比較
| パフォーマンスディメンション | 円形 | 四角 | Vノッチ |
| 推奨される加工技術 | レーザー切断 | レーザー/スタンピング | タワースタンピング |
| 適用可能な板厚範囲 | 0.5~3.0mm | 1.0~6.0mm | 0.8~2.0mm |
| 応力集中係数(Kt) | 1.8 | 2.5 | 3.2 |
| ダイ干渉リスク | 低い | 非常に低い | 中くらい |
| レーザー切断効率 | 高い | 中くらい | 高い |
| 構造剛性の維持 | 良い | 平均 | 貧しい |
板厚ごとの最適な選定推奨事項
当社が携わってきた数々の車載エレクトロニクスプロジェクトから、最適な逃げ溝形状は板厚によってほとんど変化しないことが明らかになっています。適切な形状を選択することで、加工誤差を低減できます。専門的な板金設計サービスでは、製品要件に応じた最適な溝形状を設計し、 板金加工の厚みに非常に正確に対応させることができます。
- 薄板(0.8mm以下):円形の逃げ溝が強く推奨され、直径1.5mmが理想的です。
- 中型プレート(1.5mm):円形溝と四角形溝のどちらも問題ありませんが、精密な嵌合には四角形溝の方が適しています。
- 厚板(3.0mm以上):円形溝における応力集中問題を解消するため、正方形の逃げ溝を強く推奨します。
円形の溝は応力を均一に分散させるため、レーザー切断に適しています。正方形の溝は金型内の部品間の干渉を防ぐため、非常に精密なハウジングに適しています。V溝は高速プレス加工に最適です。これらは、カスタム板金加工設計における主要な基準です。
溝形状の違いによる性能差は、カスタム板金加工設計における最終製品の品質と加工効率に直接影響します。正確な選択は、歩留まりと生産能力のバランスを取るための鍵となります。あらゆるシナリオに対応できる溝形状の選択方法を迅速に習得したいですか?いつでも参照できる専用のDFMプロセスホワイトペーパーをダウンロードしてください。
精密板金加工サービスの公差を満たす寸法はどのように計算しますか?
曲げ加工された金属の変形部分が溝の内側に完全に収まり、かつ精密板金加工サービスの0.1mmの量産公差基準を満たすためには、コーナーリリース溝の寸法はW ≥ T+0.5mmおよびD ≥ R+Tの式に正確に基づいている必要があります。
鍵となる方程式の核心と精神
2つの主要な寸法方程式は、板金塑性変形理論に基づいています。これらは、曲げ加工時の表面厚増加を考慮し、曲げ部の丸みを帯びた角部を包含し、加工干渉を受けない厳密な工学基準です。また、これらは精密板金加工サービスにおける主要なプロセス規則であり、正確な板金加工寸法校正に役立ちます。
- 幅の計算式 WT + 0.5mm:曲げ加工中の金属の厚み増加全体が考慮されるようにします。
- 深さの式 DR + T:曲げ部の内側の丸みを帯びた角の領域が、解放溝の範囲によって完全に覆われていることを確認します。
日常的な例えで言うと、膨らむ風船が破裂しないように十分な空間を確保することに似ています。空間が不足すると、材料が他の方向に動き、変形やひび割れを引き起こします。
各種板金生地の寸法計算に関する調整
板金の厚みが変化すると、材料のK係数が変化し、その結果、実際の引張強度も変化します。材料の機械的特性は異なるため、特定の寸法補正パラメータが存在します。詳細については、科学に基づいた板金加工材料補正を行うための専門的な板金加工DFMガイドを参照してください。
一般的な材料のコーナーリリーフ寸法補正係数
| 材料グレード | 降伏強度(MPa) | 伸長 (%) | 幅補正係数 | 深度補正係数 |
| SPCC | 215 | 40 | 1.0 | 1.0 |
| SUS304 | 205 | 60 | 1.2 | 1.2 |
| AL5052-H32 | 195 | 25 | 1.1 | 1.1 |
| 6063-T5 | 145 | 22 | 1.15 | 1.15 |

図2:技術者がノギスを使って金属板の穴の間隔を測定し、寸法精度を確認している。
板金コーナーリリーフ仕様を省略した場合、どのような構造上の欠陥が発生するのか?
板金コーナーの逃げ加工仕様に従わないと、曲げ割れや材料の膨らみなどの欠陥が生じ、組み立て時の干渉や、使用中の構造的な亀裂による破損につながる可能性があります。
目視で確認できる表面欠陥および寸法欠陥
板金を複数の90°の角度で曲げた場合、解放スペースが残されていないと、交差部分の余分な金属が外側に押し出され、0.5~1.2mmの膨らみが生じます。その結果、精密に嵌合する板金部品は100%不良品となり、これは板金コーナーの逃げ設計を怠った典型的な結果であり、板金加工面の最適化がいかに重要であるかを示しています。
- 表面の突起:通常、高さは0.5~1.2mmで、組み立て面のずれが生じる。
- 微細な亀裂:ほとんど目に見えない0.3mm以下の亀裂でも、非常に危険です。
- 寸法誤差:曲げ角度の誤差は±2°、位置誤差は±0.3mmに達する可能性があります。
長期的な構造的破壊リスク
材料の引張能力を超えた結果生じる微細な亀裂を修復すると、高周波振動や曲げ荷重によって大きく収縮し、その後、部品全体が破損する可能性があります。その他の利点とは別に、精密機器のカスタム板金加工サービスの安全上のリスクにつながり、板金加工の構造的安定性を完全に損なうことになります。
目に見えない微細な亀裂は製品の故障を招きやすく、見落とされがちではあるものの、特注板金加工サービスにおいて極めて危険な設計上の見落としとなる。
カスタム板金加工サービスにおいて、合金の特性は破壊閾値にどのように影響するのか?
カスタム板金加工サービスにおいて、異なる金属の延性および降伏強度の違いは、逃げ溝のサイズに影響を与える主な要因です。ステンレス鋼SUS304の逃げ溝の深さは、アルミニウム合金AL5052の逃げ溝の深さよりも約20%深くする必要があります。
材料特性がリリーフ溝設計に与える影響
SPCC炭素鋼、SUS304ステンレス鋼、AL5052アルミニウム合金は、硬度、伸び、スプリングバックといった特性が大きく異なります。曲げ挙動(応力レベル)も全く異なります。ハイエンドのカスタム板金加工サービスでは、材料の加工プロセスを正確にマッチングさせ、最適な板金加工合金を製造します。
- ステンレス鋼SUS304:加工硬化率が非常に高く、曲げ加工中に局所的な応力が大きく変化する。そのため、より大きな逃げ溝が必要となる。
- アルミニウム合金:延性が限られており、非常に小さな半径で曲げ加工を行う際に、材料の「オレンジの皮」のような表面の凹凸が強調されやすいため、極めて高い寸法精度が求められる。
- 普通炭素鋼:様々な基準において優れた性能を発揮し、ほとんどの要求事項は標準的な配合で満たすことができます。
LSマニュファクチャリング社独自の材料レオロジーデータ
当社材料研究所では、50種類以上の板金材料について格子レオロジー特性を試験し、様々な加工条件下における離型溝パラメータの調整基準を独自にまとめています。これにより、多様な加工シナリオに対応し、各種カスタム板金部品の成形品質を大幅に向上させ、高品質な板金加工成形を維持することが可能となります。
- 厚さ15mmのステンレス鋼SUS304を半径R0.5で曲げる場合、リリース溝の最小深さを22%増加させる必要がある。
- AL5052-H32アルミニウム合金の場合、曲げ速度が50mm/sを超える場合は、リリース溝の幅を15%増やす必要があります。
- SPCC炭素鋼を低温環境(0℃以下)で使用する場合は、リリース溝の深さを10%拡大する必要があります。
材料特性に基づいて逃げ溝の許容値を変更することで、多様かつ精密な設計が可能となり、これが当社のカスタム板金加工サービスにおける主要な技術的優位性となっています。
各種合金の機械的特性は大きく異なります。リリース溝の設計許容値を的確に調整することで、材料適合性の欠陥を完全に解消し、当社のカスタム板金加工サービスの量産歩留まりを大幅に向上させることができます。材料適合性のエラーがご心配ですか?無料の個別DFM評価をご利用いただき、板金設計パラメータを正確に最適化してください。
多軸板金曲げ加工において、材料の重なりを最小限に抑える幾何学的形状とはどのようなものか?
複雑な多軸三次元曲げ構造を扱う場合、リリーフ溝の境界を0.5mm延長することをお勧めします。これにより、多方向から重畳されるせん断応力に対抗できます。結果として、材料の重なり問題が完全に解決され、高効率かつ高歩留まりの加工が実現します。
多軸曲げにおける幾何学的交差問題
多軸曲げ加工では、応力、材料の変位、およびソフトウェアによる平面化誤差が複合的に作用します。複数の材料の変位によって生じる加工不良を補正するためには、オーバーカット値を正確に定義する必要があります。実際、これは複雑なカスタム板金加工設計における基本的な作業詳細であり、 板金加工の曲げ精度を保証するものです。
- 三次元応力の重ね合わせ:多方向曲げによって生じる応力は、交点に集中します。これは、破壊の程度まで危険であることを意味します。
- 混合材料の変位:あらゆる曲げ方向で材料が移動し、重ね合わせによって重なりが生じる可能性があります。
- 平面化計算誤差:従来のCADソフトウェアの平面化アルゴリズムは、多軸曲げにおいて本質的に不正確である。
パラメトリックリリース溝設計の実施方法
以下の標準的な3Dソフトウェア操作手順を使用することで、多軸曲げ解放溝の幾何学的最適化を迅速に実行し、加工時の重なり問題を回避できます。ほとんどの板金設計サービスでは、効率的な板金加工パラメトリックモデリングの実装に同じ標準化されたプロセスを採用しています。
- CADソフトウェアを使用して、すべての曲げ線の交点を見つけてください。
- 各曲げ線の交点において、W≥T+0.5mmかつD≥R+Tとなるような解放溝形状を作成する。
- すべての曲げ接線点から、解放溝の境界を0.5mm外側に押し出す(オーバーカットする)。
- リリース溝の寸法を材料の厚さTに比例するように設定してください。
- DXF形式の平面化ファイルを作成し、重なり合う線を探してください。
パラメトリックリンク設計により、板厚ごとに寸法を自動的に変更したり、重なり合わないDXF展開ファイルを生成したり、手直しを大幅に削減したりすることが可能になり、さまざまな複雑なカスタム板金加工設計プロジェクトに適しています。

図3:手袋をはめた手が金属部品を曲げ加工機にセットしている。これは、特注の板金部品を成形する上で重要な工程である。
標準パンチマトリックスを活用することで、カスタム板金部品の見積もり価格を大幅に削減できるのはなぜですか?
打ち抜きや曲げ加工に使用する工場標準工具に合わせてリリース溝を設計することで、高価な特注金型の償却費を必要とせずに、試作品製作時間を40%以上短縮でき、 特注板金部品の見積もり価格を下げることができます。
標準的なリリース溝から逸脱することによる隠れたコスト
リリース溝が標準規格でない場合、工場で一般的に使用されている切削工具では対応できません。そのため、加工現場では加工パラメータを調整するか、新しい工具を製作する必要が生じます。これは加工効率を著しく低下させ、生産コストの急騰につながります。さらに、これは精密板金加工サービスという標準生産の原則から逸脱するものであり、板金加工コストの管理においても問題となります。
- 特注金型の費用:不規則な形状のパンチ1個の価格は、 500ドルから2000ドルまで上昇する可能性があります。
- 加工効率が低下する:非標準サイズの場合、切削またはプレス加工速度を70%以下に下げる必要がある。
- 金型の摩耗:非標準工具の耐久性は、一般的に標準工具の約60%程度です。
LSマニュファクチャリング標準ツールマトリックスパラメータ
当社では、下型曲げダイのV溝、上型半径、パンチ仕様など、一般的に作業場で使用される標準的な工具パラメータをすべて公開しています。これにより、設計者は設計時にどの基準に従うべきかを把握できます。詳細については、当社の専門的な板金加工DFMガイドを参照してください。このガイドでは、プロ仕様の板金加工工具を使用した作業も標準化されています。
- 標準V溝幅: 6T、8T、10T、12T
- 標準上型半径: 0.2mm、0.5mm、0.8mm、1.0mm、1.5mm、2.0mm
- 標準丸型パンチの直径: 1.0mm、1.5mm、2.0mm、2.5mm、3.0mm
- 標準角型パンチサイズ: 2.0×2.0mm、2.5×2.5mm、3.0×3.0mm
工場標準の金型マトリックスに適合するように設計されているため、高額な特注金型費用が不要になり、特注板金部品の生産サイクルが大幅に短縮され、量産コスト全体が効果的に削減されます。量産予算を正確に管理したいですか?製品パラメータを送信して、正確な量産加工見積もりを迅速に入手してください。

図4:標準的なパンチとダイのセット。これらは、カスタム板金加工におけるコスト管理に役立つツールです。
LSマニュファクチャリングは、精密医療用ブラケットの構造的破損という危機をどのように解決したのか?
顧客のジレンマ
1.5mm厚のSUS304ステンレス鋼を使用しているヨーロッパの医療機器メーカーの顧客が、超音波スキャナーのブラケットに問題に直面しました。これらのブラケットは高精度なカスタム板金部品でしたが、リリース溝の設計が欠落していたため、100%の曲げ亀裂と0.6mmの組み立て突起が発生しました。この問題はISO 13485医療規格に違反するだけでなく、プロジェクトを停滞させ、 医療用板金加工のコンプライアンス要件を満たさない事態を招きました。
LSマニュファクチャリングソリューション
24時間以内に、DFM(設計製造性)に関する技術レビューを開始しました。FEA(有限要素解析)によるレオロジーモデル解析の結果、部品の亀裂や歪みは、当初の構造接合部における850MPaという非常に高い応力が主な原因であることが判明しました。当社の専門的な板金加工サービスは、このような構造上の弱点を特定するだけでなく、未然に防ぐことも可能です。
レーザーで事前にカットした円形のリリース溝を使用することで、チームはパラメータW=2.2mm、D=2.8mmを正確に設定した。そして、 R0.5の精密な上型と低速曲げ加工を用いることで、ステンレス鋼の加工硬化応力を除去することに成功し、同時に切断面の粗さもRa 1.6μmに最適化した。
結果と価値
加工方法を調整することで、部品の曲げ加工時に発生する応力を68%低減し、微小亀裂を完全に除去し、組立誤差を0.03mm以内に抑え、量産歩留まりを0%から99.7%に向上させることができました。これにより、医療グレード基準での生産が実現し、板金加工の歩留まりも効率化されました。
精密なDFMプロセス最適化により、精密板金曲げ加工における破断や変形といった課題を完全に克服し、カスタム板金部品の構造安定性と量産合格率を大幅に向上させます。複雑な板金加工でお困りですか?プロジェクト要件をお知らせいただければ、お客様に最適なプロセスソリューションをカスタマイズいたします。

よくある質問
Q1:板金加工におけるコーナーリリーフとは何ですか?
コーナーリリーフとは、板金に特定の形状に合わせてあらかじめ設計された角状の凹部のことです。これは通常、複数の曲げ線が交わる角の部分に設けられます。その主な役割は、曲げ加工された金属に塑性的なゆとりを持たせることで、材料の押し出しや亀裂といった一般的な欠陥を効果的に回避することです。
Q2:設計図面にコーナーリリーフを含めなかった場合、どのような影響がありますか?
逃げ溝を設けずに曲げ加工を行うと、その部分に金属の膨らみが生じ、曲げ部分の外縁部には微細な亀裂が深く入ります。これらの欠陥は、組み立て時の干渉を引き起こすだけでなく、使用中に荷重がかかった際に部品の破損につながる可能性もあります。
Q3:業界で最も一般的に使用されているリリース溝の形状は何ですか?また、どのように選択すればよいですか?
一般的に、形状としては円形、正方形、V字型の3種類があります。円形は応力性能に非常に優れているため、レーザー切断による薄板加工によく用いられます。一方、工具が加工スペースを妨げないようにする必要がある、高負荷の精密箱曲げ加工には、正方形のリリース溝設計が最適です。
Q4:高精度板金製リリース溝の最小寸法パラメータを正確に計算するにはどうすればよいですか?
専門的な工業用DFM仕様に従う必要があり、溝幅または直径W ≥ 板厚T+0.5mm、切削深さD ≥ 曲げ内半径R+Tとすることで、曲げ材の変形領域を十分に収容し、加工誤差を回避できます。
Q5:特に、異なる材料特性は、リリース溝のDFM寸法設計にどのように影響しますか?
SUS304をはじめとするステンレス鋼は、加工硬化率が高く延性が低いため、一般的に曲げ応力が大きくなります。そのため、リリース溝の寸法公差と深さ許容値は、通常の炭素鋼やアルミニウム合金などの従来材料に比べて15~20%大きくする必要があります。
Q6:不適切なリリース溝設計は、曲げ加工機の金型と生産コストにどのような悪影響を及ぼしますか?
不適切なリリース溝設計は、材料加工トルクを増加させ、結果として金型の摩耗と生産停止時間の増加につながります。場合によっては、金型寿命が最大30%短縮され、非標準的な研削作業が増加し、量産効率が低下し、部品単価が大幅に上昇する可能性もあります。
Q7:主要な3Dモデリングソフトウェアで、リリース溝のパラメータを迅速かつ正確に設定するにはどうすればよいですか?
SolidWorksおよびCreoの板金モジュールでは、正確なK係数を用いた曲げ係数を設定できます。また、デフォルトの滑らかで継ぎ目のないコーナーを、円形または長方形の溝タイプに変更することで、板厚に合わせて寸法を自動的かつパラメトリックに調整することが可能です。
Q8:LS Manufacturingに問い合わせる際に、完全なDFM評価を提供することがなぜそれほど重要なのでしょうか?
当社が誇る製造設計ライブラリを活用することで、リリース溝の公差を決定・指定し、製造開始前に金型/マッチングエラーを修正することが可能です。設計データをアップロードするだけで見積もりを受け取ることができ、製造上の問題を予測・防止するのに役立ちます。さらに、板金加工コストを効率的に最適化することもできます。
まとめ
コーナー逃げ溝は精密板金曲げ加工の主要な特徴であり、部品の品質と耐用年数に直接影響を与えます。溝の選択を標準化し、W≥T+0.5mmの寸法式を使用し、補正に異なる材料パラメータを適用することで、DFM(製造性設計)要件を活用し、曲げ割れや変形の問題を根本から解決し、量産歩留まりを大幅に向上させ、金型摩耗と生産コストを削減し、設計と生産の乖離という問題をエンジニアが完全に解決できるよう支援します。
次期高圧油圧スプールバルブ、複雑なギアボックス、または交番負荷を受ける特注ハードウェアの製作において、現在、図面レビュー段階、あるいは代替メーカー(サプライヤー)を探す移行段階にある場合、高い仕上げ不良率によってプロジェクトの利益が損なわれることのないよう注意が必要です。
3Dステップ/IGS図面と、公差要件を含む2D技術規格をLS Manufacturingのエキスパートチームにお送りいただくと、経験豊富なB2B鋳造・機械加工エンジニアが24時間以内に、DFM製造可能性評価と透明性の高い価格見積もりを含む包括的な技術サポートを提供いたします。ご希望であれば、右側のオンラインカスタマーサービスシステムをご利用いただくか、公式エンジニアリングサポートメールアドレスに直接お問い合わせいただくことで、ワンストップの高精度ハードウェア加工アップグレードの旅を始めることができます。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


