تُعدّ عملية تصنيع الصفائح المعدنية عملية بالغة الأهمية في الإنتاج الصناعي. يُمكن لتصميم مُحكم لتخفيف الضغط على زوايا الصفائح المعدنية أن يُقلل من التمزق عند نقاط الانحناء من 100% إلى 0%، مما يُطيل عمر القالب بنسبة 40%. لا يقتصر دور هذا الابتكار على حل مشاكل الأعطال الناتجة عن الانحناء متعدد الاتجاهات فحسب، بل يُزيل أيضًا، من خلال المواصفات البُعدية المُحددة وتحسين عملية التصميم للتصنيع، تركيز الإجهاد تمامًا، مما يُؤدي إلى تحسين جودة المنتج وخفض تكلفة التصنيع . وهذا يعني أن الصناعة تحصل على معيار تصميم للصفائح المعدنية يُمكن تطبيقه مباشرةً.
في مرحلة الإنتاج الضخم وتصميم النماذج الأولية للصفائح المعدنية الدقيقة، تُعدّ عيوب الهيكل، كالتشققات عند جذور الانحناءات وانحناء المادة للخارج، من المشاكل الشائعة. والسبب الرئيسي لذلك هو أن التصاميم التقليدية لا تأخذ في الحسبان التدفق البلاستيكي ثلاثي الأبعاد وتركيز الإجهاد الذي يحدث عند تقاطعات الانحناءات. إضافةً إلى عدم وضوحها، فإن معايير التصميم التقليدية عاجزة أيضاً عن معالجة عيوب التمزق بشكل كامل، مما يؤدي إلى زيادة تكاليف الإصلاح اليدوي وانخفاض عمر القالب بأكثر من 30% . بالاعتماد على بيانات مُختبرة ومعادلات كمية، تُطبّق هذه الورقة معايير التصميم للتصنيع (DFM) المُعتمدة من قِبل الخبراء، والتي تُساعد على القضاء على عيوب الإنتاج الضخم من جذورها، وبالتالي تحقيق التوازن بين قوة الصفائح المعدنية والتكلفة.
نظرة عامة على إجابات قسم DFM الأساسي لتخفيف زوايا الصفائح المعدنية الدقيقة
يلخص هذا القسم المواصفات الأساسية والاستنتاجات الرئيسية لتصميم تخفيف زاوية الصفائح المعدنية ، مما يسهل الرجوع السريع والتطبيق من قبل المهندسين.
| اسم المعلمة | صيغة الحساب | الحد الأدنى من المتطلبات | القيمة الموصى بها | ملاحظات |
| عرض/قطر أخدود التخفيف (W) | W ≥ T+0.5mm | T+0.5 مم | 2.0T | T هو سمك جدار المادة |
| عمق أخدود التخفيف (D) | D ≥ R+T | R+T | R+1.2T | R هو نصف القطر الداخلي للانحناء |
| المسافة من حافة الأخدود إلى خط الانحناء | L ≥ 2.5T | 2.5 طن | 3.0T | يمنع التشوه الناتج عن الشد |
| قص مفرط | OC ≥ 0.5 مم | 0.5 مم | 0.6 مم | ينطبق على الانحناء متعدد المحاور |
أهم النقاط
- إزالة تركيز الإجهاد: تصميم تخفيف الزاوية اليمنى هو طريقة فعالة للغاية لتقليل تركيز الإجهاد ويمكن أن يزيد من عمر الإجهاد للأجزاء بنسبة تصل إلى 40٪.
- تفاصيل الأبعاد الأساسية: يجب أن يكون الحد الأدنى لقطر أو عرض أخدود التخفيف على الأقل: W≥T + 0.5 مم (T هو سمك الجدار)، و D ≥R + T (R هو نصف قطر الانحناء الداخلي).
- ملاحظة حول اختيار عملية التصنيع: يجب معالجة الصفائح التي يقل سمكها عن 1.5 مم باستخدام أخدود تخفيف دائري. أما الصفائح التي يزيد سمكها عن 2.0 مم والتي يجب أن تكون محكمة الإغلاق بدرجة عالية، فيجب أن تكون ذات تصميم مربع أو مشقوق.
لماذا تثق في خدمة تصنيع الصفائح المعدنية وخبرة شركة LS Manufacturing في تصميم DFM بتقنية قطع الزوايا؟
تعتمد خدمات تصنيع الصفائح المعدنية وقدرات تصميم القطع الزاوية للتصنيع (DFM) لدى شركة LS Manufacturing على خبرتنا المتراكمة التي تزيد عن 20 عامًا في مجال التصنيع الرائد حول العالم . لدينا أكثر من 200 عميل من كبار المتخصصين في صناعة الأجهزة الطبية والإلكترونيات الخاصة بالسيارات. من خلال اختبارات الإجهاد التي أجريناها لمدة ثلاثة أشهر على أخاديد تخفيف الضغط لمختلف المواد، وجدنا صعوبة في استخدام الصيغ التجريبية للحصول على هامش أمان يبلغ حوالي 20% عند ثني صفائح الفولاذ المقاوم للصدأ SUS304 السميكة.
يلتزم جميع أعضاء فريق العمل بنظام إدارة جودة الأجهزة الطبية ISO 13485 ، وقد تم إثبات فعالية جميع توصيات التصميم للتصنيع (DFM) في خط الإنتاج. أكثر أخطاء التصميم شيوعًا التي لاحظناها في الإنتاج الفعلي هي اعتقاد العديد من المهندسين أن كلما كان تجويف التحرير أكبر، كان ذلك أفضل.
لكنّ وجود تجويف تحرير كبير جدًا قد يؤدي إلى انخفاض الصلابة إلى أقل من 15% . يُمثّل خط الإنتاج قدراتنا الإنتاجية وفقًا لمعيار نظام إدارة الجودة ISO 9001 الدولي، حيث تُصنّع جميع أجزاء الصفائح المعدنية الدقيقة بتفاوتات تصل إلى 0.1 مم. لا نكتفي بالقول، بل نُحوّل الخبرة المكتسبة من خلال عشرات الآلاف من عمليات الإنتاج الفعلية إلى مواصفات تصميم مُحدّدة لمساعدتك على تجنّب الأخطاء التي وقع فيها الآخرون من قبلك.
تساهم البيانات المقاسة بدقة ونظام مراقبة الجودة الموثوق به في تحسين استقرار عملية تصنيع الصفائح المعدنية لدينا بشكل ملحوظ. هل ما زلت تواجه صعوبة في تحديد معايير تصميم الزوايا؟ احجز استشارة فردية مع أحد كبار المهندسين الآن لحل مشكلات التصميم لديك بسرعة.

لماذا تفشل عمليات محاذاة خدمة تصنيع الصفائح المعدنية الدقيقة بدون تخفيف الزوايا؟
إن عدم وجود حسابات هندسية في تصميم أخدود تحرير الزاوية يمكن أن يتسبب في تمدد المواد وتشوه البثق عند تقاطع خطوط الانحناء، مما يؤدي إلى مشاكل التمزق الدقيق والبروز الخارجي ، مما يضر بشكل خطير بدقة تحمل التجميع في الإنتاج الضخم لخدمة تصنيع الصفائح المعدنية الدقيقة .
آلية تركيز الإجهاد في الانحناء متعدد الاتجاهات
يؤدي التقاء عدة خطوط انحناء إلى تعرض المعدن لإجهادات قص متناوبة. في غياب أخاديد تخفيف الضغط ، تتعرض الطبقة الخارجية للمعدن لإجهاد شد شديد، بينما تتعرض الطبقة الداخلية لضغط مفرط، مما يتسبب بدوره في ظهور عيوب تشقق مجهرية عند جذر الانحناء . يمكن لخدمات تصنيع الصفائح المعدنية المعيارية منع هذه العيوب الأساسية في التصنيع من خلال تحسين العمليات قبل التصنيع، وبالتالي تعزيز نظام التحكم في إجهاد تصنيع الصفائح المعدنية .
- الفشل الناتج عن الشد: يتجاوز تمدد المادة على الجانب الخارجي من الانحناء حد المادة ، ونتيجة لذلك، تحدث تشققات طولية لخط الانحناء.
- فشل البثق: يتم ضغط المادة الموجودة على الجانب الداخلي من الانحناء معًا مما يشكل نتوءات ونتوءات غير منتظمة .
- فشل الإجهاد: تنمو الشقوق الدقيقة بسرعة تحت الأحمال المتناوبة، وبالتالي تنكسر القطعة فجأة.
التحليل الكمي للعيوب بدون أخاديد تخفيف الضغط
أجرينا تحليلاً إحصائياً منهجياً للعيوب في ألواح الصلب SPCC بسمك 1.2 مم بدون أخاديد تخفيف الضغط:
| نوع العيب | احتمالية الحدوث | متوسط حجم العيب | تأثير | تكلفة الإصلاح (بالدولار الأمريكي/للقطعة) |
| تمزق مجهري | 100% | عمق 100% | شديد | 0.85 |
| المادة تدور للخارج | 92% | ارتفاع 0.4 مم | واسطة | 0.42 |
| الانحراف البُعدي | 87% | ±0.25 مم | شديد | 1.20 |
| تلف القالب | 65% | تآكل الحواف | شديد للغاية | المبلغ 12.50 |
يُمكن لتوفير تجويف كافٍ لخواص انسياب المادة، من خلال تصميم أخدود تخفيف زاوية مُحكم ، أن يُقلل بشكلٍ كبير من عامل تركيز الإجهاد Kt بأكثر من 55% . كما يسمح هذا الأخدود بتدفق سلس للمادة ضمن نطاق مقاومة الخضوع. لذا، يُعدّ أحد أهم العوامل المُساهمة في الإنتاج الكمي عالي الجودة في خدمات تصنيع الصفائح المعدنية الدقيقة. وتعتمد قطع الصفائح المعدنية المُخصصة عالية الجودة على دعم تصميم عملية أخدود تخفيف الزاوية القياسي لتحقيق الوقاية الاحترافية من عيوب تصنيع الصفائح المعدنية .
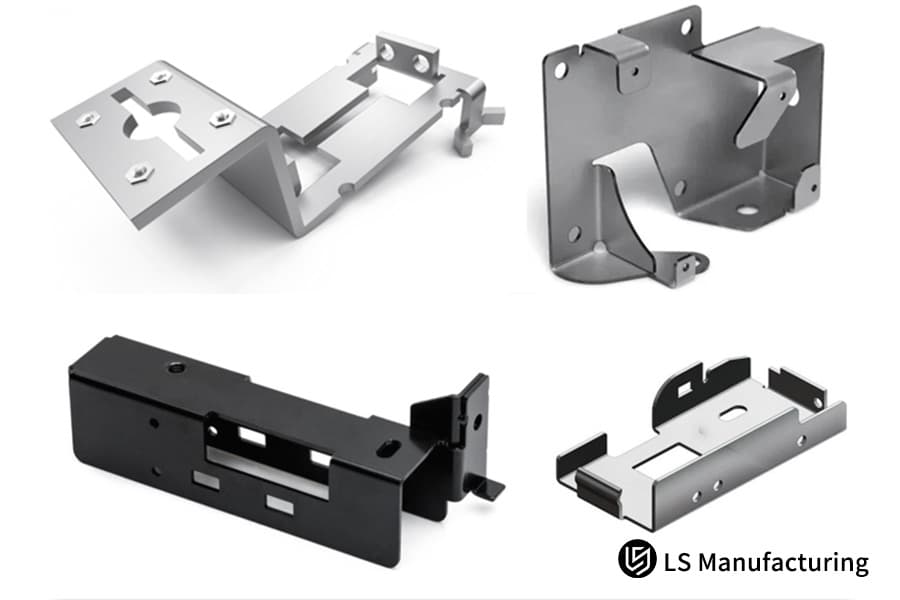
الشكل 1: أجزاء من الصفائح المعدنية المصنوعة من الفولاذ المقاوم للصدأ مع تخفيفات الزوايا المعروضة، وهي ممارسة DFM لمنع إجهاد الانحناء.
ما هي أشكال تخفيف الزوايا الأساسية المستخدمة في تصميم تصنيع الصفائح المعدنية حسب الطلب؟
تأتي أخاديد تخفيف الضغط في زوايا الصفائح المعدنية بثلاثة أنواع أساسية: دائرية، ومربعة، ومقطوعة على شكل حرف V. يؤثر اختيار شكل الأخدود أثناء تصميم تصنيع الصفائح المعدنية حسب الطلب بشكل أساسي على عمر القالب، وكفاءة القطع، وحدود تحمل الجزء للأحمال.
مقارنة بين ثلاثة أشكال رئيسية لأخاديد التخفيف
تختلف أشكال أخاديد التخفيف اختلافًا كبيرًا في تقنية الإنتاج، وتوزيع الإجهاد، ومجال التطبيق . هذه نقاط رئيسية يجب على خبراء تصميم تصنيع الصفائح المعدنية المخصصة إيلاء اهتمام خاص لها، لأنها تؤثر بشكل مباشر على نتيجة اختيار أخاديد تصنيع الصفائح المعدنية.
مقارنة أداء هندسة شكل تخفيف الزوايا الأساسية الثلاثة
| أبعاد الأداء | دائري | مربع | شق على شكل حرف V |
| تقنية المعالجة الموصى بها | القطع بالليزر | الليزر / الختم | ختم البرج |
| نطاق سماكة الصفائح القابلة للتطبيق | 0.5-3.0 مم | 1.0-6.0 مم | 0.8-2.0 مم |
| عامل تركيز الإجهاد (Kt) | 1.8 | 2.5 | 3.2 |
| خطر تداخل القوالب | قليل | منخفض جداً | واسطة |
| كفاءة القطع بالليزر | عالي | واسطة | عالي |
| الحفاظ على الصلابة الهيكلية | جيد | متوسط | فقير |
توصيات الاختيار الأمثل لسماكات الصفائح المختلفة
من خلال خبرتنا في العديد من مشاريع الإلكترونيات الخاصة بالسيارات، يبدو أن شكل أخدود التخفيف الأمثل لا يتغير تقريبًا بتغير سماكة الصفيحة. ويساعد الاختيار الدقيق على تقليل أخطاء التصنيع. وستقوم خدمة تصميم الصفائح المعدنية المتخصصة بابتكار حل مناسب للأخدود وفقًا لمتطلبات المنتج، مع ضمان مطابقة سماكة تصنيع الصفيحة المعدنية بدقة متناهية.
- الصفائح الرقيقة (0.8 مم وما دون): يوصى بشدة باستخدام أخاديد تخفيف دائرية، مع كون قطر 1.5 مم مثاليًا.
- الألواح المتوسطة (1.5 مم): الأخاديد الدائرية والمربعة كلاهما جيد، على الرغم من أن الأخاديد المربعة أفضل للتركيب الدقيق.
- الألواح السميكة (3.0 مم وما فوق): يوصى بشدة باستخدام أخاديد تخفيف مربعة للتخلص من مشكلة تركيز الإجهاد في الأخاديد الدائرية.
توفر الأخاديد الدائرية توزيعًا متساويًا للإجهاد، لذا فهي مناسبة للقطع بالليزر . أما الأخاديد المربعة فتمنع التداخل بين الأجزاء في القالب، مما يجعلها مثالية للهياكل الدقيقة للغاية. وتُعد الأخاديد على شكل حرف V الأفضل للختم السريع. هذه هي المعايير الرئيسية لتصميم تصنيع الصفائح المعدنية حسب الطلب.
تؤثر الاختلافات في الأداء بين أنواع الأخاديد المختلفة بشكل مباشر على جودة المنتج النهائي وكفاءة معالجة تصميم تصنيع الصفائح المعدنية حسب الطلب. ويُعدّ الاختيار الدقيق مفتاح تحقيق التوازن بين الإنتاجية والطاقة الإنتاجية. هل ترغب في إتقان اختيار نوع الأخدود المناسب لجميع الحالات بسرعة؟ حمّل الورقة البيضاء الخاصة بعملية التصميم للتصنيع (DFM) للرجوع إليها في أي وقت.
كيف يتم حساب الأبعاد لتلبية متطلبات التفاوتات في خدمة تصنيع الصفائح المعدنية الدقيقة؟
لضمان أن الجزء المشوه من المعدن المنحني يقع بالكامل داخل الأخدود مع الحفاظ على معيار التفاوت في الإنتاج الضخم البالغ 0.1 مم لخدمة تصنيع الصفائح المعدنية الدقيقة، يجب أن تستند أبعاد أخدود تحرير الزاوية بدقة إلى الصيغتين W ≥ T+0.5mm و D ≥ R+T.
جوهر وروح المعادلات الرئيسية
تستند معادلتان رئيسيتان للأبعاد إلى نظرية التشوه اللدن للصفائح المعدنية. وهما معياران هندسيان دقيقان يأخذان في الحسبان زيادة سُمك السطح عند الثني، ويشملان منطقة الزاوية المستديرة للثنية، وهما خاليتان من أي تداخلات ناتجة عن عمليات التصنيع . كما أنهما يمثلان قواعد العملية الأساسية لخدمة تصنيع الصفائح المعدنية الدقيقة، والتي تُسهم في معايرة أبعاد تصنيع الصفائح المعدنية بدقة متناهية.
- معادلة العرض WT + 0.5 مم: تضمن مراعاة الزيادة الكاملة في سمك المعدن أثناء الانحناء.
- معادلة العمق DR + T: تضمن أن منطقة الزاوية الداخلية المستديرة للانحناء مغطاة بالكامل بنطاق أخدود التحرير.
ببساطة، يشبه الأمر توفير مساحة كافية لبالون يتمدد حتى لا ينفجر. فإذا لم تكن المساحة كافية، ستتحرك المادة في اتجاهات أخرى مما سيؤدي إلى تشوهات وتشققات.
تعديلات على حساب أبعاد أنواع مختلفة من أقمشة الصفائح المعدنية
قد تؤدي التغييرات في سُمك الصفائح المعدنية إلى تغييرات في معامل K للمادة، مما يُسبب بدوره تغييرات في قوة الشد الفعلية. تختلف الخصائص الميكانيكية للمواد، ولذلك توجد معايير تصحيح أبعاد محددة. لمزيد من التفاصيل، يُرجى مراجعة دليل DFM الاحترافي لتصنيع الصفائح المعدنية لإجراء تصحيح المواد في عملية التصنيع وفقًا للمعايير العلمية.
عوامل تصحيح الأبعاد لتخفيف الزوايا في المواد الشائعة
| درجة المادة | قوة الخضوع (ميجا باسكال) | الاستطالة (%) | معامل تصحيح العرض | معامل تصحيح العمق |
| SPCC | 215 | 40 | 1.0 | 1.0 |
| SUS304 | 205 | 60 | 1.2 | 1.2 |
| AL5052-H32 | 195 | 25 | 1.1 | 1.1 |
| 6063-T5 | 145 | 22 | 1.15 | 1.15 |

الشكل 2: فني يستخدم فرجارًا لقياس المسافة بين الثقوب على صفيحة معدنية، للتحقق من دقة الأبعاد.
ما هي العيوب الهيكلية التي تظهر عند إغفال مواصفات تخفيف زوايا الصفائح المعدنية؟
قد يؤدي عدم اتباع مواصفات تخفيف زوايا الصفائح المعدنية إلى ظهور عيوب مثل تمزقات الانحناء وانتفاخات المواد، مما قد يتسبب في تداخل التجميع وحتى فشل الشقوق الهيكلية أثناء الاستخدام .
عيوب سطحية وأبعاد مرئية على الفور
في حال ثني الصفائح المعدنية بزوايا 90 درجة متعددة، إذا لم تُترك مساحة كافية للتحرير، فإن المعدن الزائد عند نقطة التقاطع سينضغط للخارج، مما يؤدي إلى ظهور انتفاخات يتراوح قطرها بين 0.5 و1.2 مم. ونتيجة لذلك، سيتم رفض جميع أجزاء الصفائح المعدنية المصممة بدقة عالية ، وهو ما يُعدّ نتيجة شائعة لإهمال تصميم تخفيف الضغط عند زوايا الصفائح المعدنية، كما يُشير إلى أهمية تحسين سطح تصنيع الصفائح المعدنية .
- النتوءات السطحية: عادةً ما يكون ارتفاعها 0.5-1.2 مم، مما يؤدي إلى عدم تطابق أسطح التجميع.
- التمزقات المجهرية: الشقوق التي يصل طولها إلى 0.3 مم والتي بالكاد يمكن رؤيتها تشكل خطراً بالغاً.
- الانحرافات البعدية: يمكن أن تصل انحرافات زاوية الانحناء إلى ±2 درجة، والانحرافات الموضعية إلى ±0.3 مم.
مخاطر الانهيار الهيكلي على المدى الطويل
قد يؤدي إصلاح الشقوق المجهرية، الناتجة عن تجاوز قدرة المادة على تحمل الشد، إلى انكماش كبير تحت تأثير الاهتزازات عالية التردد وأحمال الانحناء ، مما قد يتسبب لاحقًا في كسر المكون بأكمله. إلى جانب المزايا الأخرى، سيؤدي ذلك إلى مخاطر تتعلق بسلامة خدمات تصنيع الصفائح المعدنية المخصصة للمعدات الدقيقة، فضلاً عن تقويض الاستقرار الهيكلي لتصنيع الصفائح المعدنية بشكل كامل.
تساهم الشقوق المجهرية الخفية في فشل المنتج، ويمكن التغاضي عنها بسهولة، إلا أنها تشكل أخطاء تصميمية خطيرة للغاية في خدمات تصنيع الصفائح المعدنية المخصصة.
كيف تؤثر خصائص السبائك على عتبات الكسر في خدمة تصنيع الصفائح المعدنية حسب الطلب؟
في خدمات تصنيع الصفائح المعدنية حسب الطلب ، تُعدّ الاختلافات في مطيلية وقوة خضوع المعادن المختلفة من العوامل الرئيسية التي تؤثر على حجم أخدود التخفيف . يجب أن يكون عمق أخدود التخفيف في الفولاذ المقاوم للصدأ SUS304 أكبر بنسبة 20% تقريبًا من عمقه في سبيكة الألومنيوم AL 5052.
تأثير خصائص المواد على تصميم الأخاديد التخفيفية
يتميز كل من الفولاذ الكربوني SPCC، والفولاذ المقاوم للصدأ SUS304، وسبائك الألومنيوم AL5052 بخصائص مختلفة تمامًا من حيث الصلابة والاستطالة والارتداد . كما تختلف سلوكيات انحنائها (مستويات الإجهاد) اختلافًا جذريًا. وتُقدم خدمات تصنيع الصفائح المعدنية المخصصة عالية الجودة حلولًا دقيقة لمطابقة عمليات تصنيع المواد لإنتاج الصفائح المعدنية المناسبة لكل سبيكة .
- الفولاذ المقاوم للصدأ SUS304: يتميز بمعدل تصلب عالٍ جدًا، حيث يتغير الإجهاد الموضعي بشكل كبير أثناء الانحناء. لذا، يلزم وجود أخدود تخفيف أكبر.
- سبائك الألومنيوم: تتميز هذه السبائك بمرونة محدودة، كما أن نسيج "قشر البرتقال" للمادة يميل إلى أن يبرز أثناء ثني نصف قطر ضيق للغاية، لذلك يلزم التحكم الدقيق للغاية في الأبعاد.
- الفولاذ الكربوني العادي: يتمتع بأداء جيد وفقًا لمعايير مختلفة، ويمكن تلبية معظم المتطلبات من خلال الصيغ القياسية.
بيانات ريولوجيا المواد الخاصة بشركة LS Manufacturing
أجرى مختبر المواد لدينا اختبارات على أكثر من 50 مادة من الصفائح المعدنية لتحديد خصائصها الريولوجية الشبكية، حيث تم تلخيص معايير ضبط معلمات أخاديد التحرير في ظل ظروف تشغيل مختلفة . يلبي هذا متطلبات سيناريوهات معالجة متنوعة، ويعزز جودة تشكيل أجزاء الصفائح المعدنية المخصصة بشكل ملحوظ، ويحافظ على جودة عالية في تصنيع وتشكيل الصفائح المعدنية .
- بالنسبة للفولاذ المقاوم للصدأ SUS304 بسمك 15 مم والذي يتم ثنيه بنصف قطر R0.5، يجب زيادة الحد الأدنى لعمق أخدود التحرير بنسبة 22٪.
- باستخدام سبيكة الألومنيوم AL5052-H32، إذا كانت سرعة الانحناء أكبر من 50 مم/ث، فيجب زيادة عرض أخدود التحرير بنسبة 15٪.
- عند استخدام الفولاذ الكربوني SPCC في بيئة ذات درجة حرارة منخفضة (أقل من 0 درجة مئوية)، يجب زيادة عمق أخدود التحرير بنسبة 10٪.
من خلال تغيير مقدار السماحية في أخدود التخفيف بناءً على خصائص المواد الحصرية، يمكننا تنفيذ تصميمات مختلفة ودقيقة، وهو ما يمثل الميزة التكنولوجية الرئيسية لخدمة تصنيع الصفائح المعدنية المخصصة لدينا.
تختلف الخصائص الميكانيكية للسبائك المختلفة اختلافًا كبيرًا. يمكن للتعديلات الدقيقة على تصميم أخدود التحرير أن تحل تمامًا مشاكل توافق المواد، مما يُحسّن بشكل ملحوظ إنتاجية خدمة تصنيع الصفائح المعدنية المخصصة لدينا. هل أنت قلق بشأن أخطاء توافق المواد؟ احصل على تقييم مجاني مُخصّص للتصميم من أجل تحسين معايير تصميم الصفائح المعدنية بدقة.
ما هي التكوينات الهندسية التي تقلل من تداخل المواد أثناء ثني الصفائح المعدنية متعددة المحاور؟
عند العمل مع هياكل الانحناء ثلاثية الأبعاد متعددة المحاور، يُنصح بتمديد حدود أخدود التخفيف بمقدار 0.5 مم . سيساعد ذلك على مقاومة إجهاد القص المتراكب متعدد الاتجاهات. ونتيجة لذلك، سيتم حل مشكلة تداخل المواد بشكل كامل، وسيتم تحقيق معالجة عالية الكفاءة والإنتاجية.
مسائل التقاطع الهندسي للانحناء متعدد المحاور
تتضمن عملية الثني متعدد المحاور مزيجًا من الإجهاد، وإزاحة المادة، وأخطاء تسطيح البرمجيات . ولمعالجة عيوب التصنيع الناتجة عن إزاحة المواد المختلطة، يجب تحديد قيمة القطع الزائد بدقة. في الواقع، يُعد هذا تفصيلًا أساسيًا في تصميمات تصنيع الصفائح المعدنية المعقدة والمخصصة، مما يضمن دقة ثني الصفائح المعدنية .
- تراكب الإجهادات ثلاثية الأبعاد: الإجهاد الناتج عن الانحناء متعدد الاتجاهات سيتركز عند نقطة التقاطع، وهذا يعني أنه سيكون خطيرًا لدرجة الفشل.
- إزاحة المواد المختلطة: كل اتجاه انحناء سيؤدي إلى حركة المادة، والتي قد تتسبب بسبب التراكب في حدوث التداخل.
- خطأ حساب التسطيح: تحتوي خوارزمية التسطيح في برامج التصميم بمساعدة الحاسوب التقليدية على أخطاء جوهرية في الانحناء متعدد المحاور.
كيفية تنفيذ تصميم أخدود التحرير البارامتري
يمكن استخدام خطوات تشغيل برامج التصميم ثلاثي الأبعاد القياسية الموضحة أدناه لإجراء تحسين هندسي سريع لأخاديد تحرير الانحناء متعددة المحاور ، مما يجنب مشاكل تداخل المعالجة . وتستخدم معظم خدمات تصميم الصفائح المعدنية نفس العملية القياسية لتنفيذ نمذجة بارامترية فعالة لتصنيع الصفائح المعدنية.
- استخدم برنامج التصميم بمساعدة الحاسوب (CAD) للعثور على جميع نقاط تقاطع خطوط الانحناء.
- عند كل نقطة تقاطع لخط الانحناء، قم بإنشاء ميزة أخدود التحرير ، W≥T+0.5mm و D≥R+T.
- من جميع نقاط التماس المنحنية، ادفع حدود أخدود التحرير للخارج بمقدار 0.5 مم (قطع زائد).
- اجعل أبعاد أخدود التحرير مرتبطة بشكل بارامتري بسماكة المادة T.
- قم بإنشاء ملف DXF مسطح وابحث عن الخطوط المتداخلة.
يتيح تصميم الربط البارامتري إمكانية تغيير الأبعاد تلقائيًا لكل سمك للورقة، وإنتاج ملفات DXF مسطحة غير متداخلة، وتقليل إعادة العمل بشكل كبير، وأن يكون مناسبًا لمشاريع تصميم تصنيع الصفائح المعدنية المعقدة والمخصصة المختلفة.

الشكل 3: يد ترتدي قفازًا تضع قطعة معدنية في آلة ثني، وهي خطوة أساسية في تشكيل مكونات الصفائح المعدنية المخصصة.
لماذا يمكن أن يؤدي استخدام قوالب التثقيب القياسية إلى خفض أسعار عروض أسعار قطع الصفائح المعدنية المخصصة؟
إن تصميم أخاديد التحرير بما يتماشى مع الأدوات القياسية للمصنع للثقب والثني يمكن أن يؤدي إلى تقليل وقت النماذج الأولية بأكثر من 40٪، دون الحاجة إلى الاستهلاك المكلف للقوالب المخصصة ، مما يؤدي إلى انخفاض أسعار قطع الصفائح المعدنية المخصصة .
التكاليف الخفية للانحراف عن أخاديد التحرير القياسية
عندما لا تكون أخاديد التحرير قياسية، لا يمكن مطابقتها مع أدوات القطع المتوفرة عادةً في المصنع. عندها يضطر المصنع إما إلى تعديل معايير التشغيل أو إنتاج أدوات جديدة . يُؤدي هذا إلى استنزاف كبير لكفاءة التشغيل وارتفاع تكاليف الإنتاج بشكل حاد. إضافةً إلى ذلك، يُعدّ هذا خروجًا عن مبدأ الإنتاج القياسي، وهو خدمة تصنيع الصفائح المعدنية الدقيقة، كما أنه يُشكّل مشكلة عند محاولة التحكم في تكلفة تصنيع الصفائح المعدنية.
- تكاليف القوالب المخصصة: قد يصل سعر قالب التثقيب غير المنتظم الواحد إلى 500-2000 دولار .
- تتأثر كفاءة التشغيل الآلي: يجب تقليل سرعة القطع أو التشكيل إلى أقل من 70٪ للأحجام غير القياسية.
- تآكل القوالب: عادةً ما تكون متانة الأدوات غير القياسية حوالي 60٪ فقط من متانة الأدوات القياسية.
معلمات مصفوفة الأدوات القياسية لشركة LS Manufacturing
نشارك بشفافية جميع معايير الأدوات القياسية المستخدمة عادةً في ورش العمل، مثل أخدود V لقالب الثني السفلي، ونصف قطر القالب العلوي، ومواصفات المثقب ، وما إلى ذلك. يساعد هذا المصممين على معرفة المعايير التي يجب اتباعها أثناء التصميم. لمزيد من التفاصيل، يُرجى الرجوع إلى دليلنا المتخصص في تصنيع الصفائح المعدنية (DFM)، حيث يتم توحيد العمل باستخدام أدوات تصنيع الصفائح المعدنية الاحترافية.
- عرض الأخدود القياسي على شكل حرف V: 6T، 8T، 10T، 12T
- نصف قطر القالب العلوي القياسي: 0.2 مم، 0.5 مم، 0.8 مم، 1.0 مم، 1.5 مم، 2.0 مم
- قطر المثقب الدائري القياسي: 1.0 مم، 1.5 مم، 2.0 مم، 2.5 مم، 3.0 مم
- مقاسات الثقب المربع القياسية: 2.0×2.0 مم، 2.5×2.5 مم، 3.0×3.0 مم
صُممت هذه التقنية لتتوافق مع قوالب التصنيع القياسية، مما يُلغي التكلفة الباهظة للقوالب المُخصصة، ويُقلل بشكل ملحوظ من دورة إنتاج قطع الصفائح المعدنية المُخصصة، ويُخفض تكاليف الإنتاج الكمي الإجمالية بشكل فعال. هل ترغب في التحكم بدقة في ميزانية الإنتاج الكمي؟ أرسل بيانات منتجك للحصول على عرض أسعار دقيق لمعالجة الإنتاج الكمي بسرعة .

الشكل 4: مجموعة من مجموعات الثقوب والقوالب القياسية، وهي أدوات تساعد في التحكم في التكاليف في تصنيع الصفائح المعدنية حسب الطلب.
كيف حلت شركة LS Manufacturing أزمة التمزق الهيكلي في دعامة طبية دقيقة؟
معضلة العميل
واجه عميلٌ أوروبيٌّ في مجال الأجهزة الطبية، يستخدم الفولاذ المقاوم للصدأ SUS304 بسماكة 1.5 مم، مشكلةً في دعامات أجهزة الموجات فوق الصوتية الخاصة به. هذه الدعامات عبارة عن قطع معدنية مصنّعة حسب الطلب بدقة عالية، وقد ظهرت بها شقوق انحناء بنسبة 100% وبروز في التجميع بمقدار 0.6 مم نتيجةً لغياب تصميم أخدود التحرير. لم تكن هذه المشكلة مخالفةً لمعايير ISO 13485 الطبية فحسب، بل أدّت أيضًا إلى توقف المشروع، ولم يتم استيفاء متطلبات الامتثال لتصنيع الصفائح المعدنية الطبية .
حلول التصنيع LS
بدأنا المراجعة الفنية للتصميم من أجل التصنيع (DFM) خلال 24 ساعة. وكشف تحليلنا لنموذج الريولوجيا باستخدام طريقة العناصر المحدودة (FEA) أن تشقق القطعة وتشوهها كانا ناتجين بالدرجة الأولى عن الإجهاد العالي جدًا الذي بلغ 850 ميجا باسكال عند نقطة التقاء الهيكل الأصلي. تتميز خدماتنا المتخصصة في تصنيع الصفائح المعدنية بقدرتها ليس فقط على تحديد نقاط الضعف الهيكلية هذه، بل أيضًا على تجنبها.
باستخدام أخاديد تحرير دائرية مقطوعة مسبقًا بالليزر، قام الفريق بضبط المعلمات بدقة W=2.2 مم و D=2.8 مم. ثم، بمساعدة قالب علوي دقيق R0.5 وعملية ثني بطيئة السرعة ، تمكنوا من التخلص من إجهاد التصلب الناتج عن العمل في الفولاذ المقاوم للصدأ، مع تحسين خشونة سطح القطع إلى Ra 1.6 ميكرومتر.
النتائج والقيمة
بفضل تعديل طريقة التصنيع، انخفض الإجهاد الناتج عن ثني الأجزاء بنسبة 68%، وتم القضاء تمامًا على الشقوق الدقيقة، وضُبطت انحرافات التجميع في حدود 0.03 مم، وارتفعت نسبة إنتاج الكميات من 0% إلى 99.7% . وبذلك، تحقق إنتاجٌ بمواصفات طبية، كما تحقق تحسينٌ ملحوظ في كفاءة تصنيع الصفائح المعدنية .
يُساهم تحسين عملية التصميم للتصنيع بدقة في التغلب على تحديات التمزق والتشوه في ثني الصفائح المعدنية الدقيقة، مما يُحسّن بشكل ملحوظ من استقرار الهيكل ومعدل نجاح الإنتاج الكمي لأجزاء الصفائح المعدنية المُخصصة. هل تواجه صعوبات في معالجة الصفائح المعدنية المعقدة؟ أرسل متطلبات مشروعك وسنُصمم لك حلاً مُخصصاً.

الأسئلة الشائعة
س1: ما هو تخفيف الزاوية في معالجة الصفائح المعدنية؟
نُطلق على تجويف الزاوية المُصمم مسبقًا وفقًا لشكل هندسي مُحدد في الصفائح المعدنية اسم "تخفيف الزاوية". ويتم ذلك عادةً عند الزاوية التي تلتقي فيها عدة خطوط ثني. ويتمثل دوره الرئيسي في توفير مساحة انسيابية مرنة للمعدن المثني، مما يُساعد على تجنب العيوب الشائعة مثل بروز المادة والتشقق.
س2: ما هي عواقب عدم تضمين أي تخفيف للزوايا في رسومات التصميم؟
محاولة ثني المعدن دون وجود تجويف لتخفيف الضغط ستؤدي إلى انتفاخ المعدن في موضع الثني، بالإضافة إلى تمزقات دقيقة عميقة على الحافة الخارجية للثنية. إلى جانب التسبب في تداخلات في عملية التجميع، ستؤدي هذه العيوب أيضًا إلى كسر المكونات عند تطبيق الحمل أثناء الاستخدام .
س3: ما هي أكثر أشكال أخاديد التحرير استخدامًا في الصناعة، وكيف ينبغي اختيارها؟
بشكل عام، هذه هي الأشكال الهندسية الثلاثة: الدائرة، والمربع، والقطع على شكل حرف V. تُعدّ الأشكال الدائرية مثاليةً لأداء تحمل الإجهاد، ولذلك تُختار عادةً للصفائح الرقيقة التي تُقطع بالليزر. أما في عمليات ثني الصناديق الدقيقة ذات المتطلبات العالية، حيث يجب التأكد من عدم تداخل الأداة مع المساحة، فإن تصميمات الأخاديد المربعة للتحرير تُعدّ الخيار الأمثل.
س4: كيف يمكن حساب الحد الأدنى من المعايير البُعدية لأخدود تحرير الصفائح المعدنية عالي الدقة بدقة؟
من الضروري اتباع مواصفات DFM الصناعية الاحترافية ، مع عرض أو قطر الأخدود W ≥ سمك الصفيحة T+0.5 مم، وعمق القطع D ≥ نصف قطر الانحناء الداخلي R+T، مما يسمح باستيعاب منطقة تشوه مادة الانحناء بشكل كامل وتجنب أخطاء المعالجة.
س5: كيف تؤثر خصائص المواد المختلفة بشكل خاص على التصميم البُعدي لأخدود التحرير في عملية التصنيع؟
نظراً لارتفاع معدل تصلبها بالتشكيل على البارد وانخفاض مطيليتها، فإن الفولاذ المقاوم للصدأ SUS304، والفولاذ المقاوم للصدأ عموماً، يُعرّضها لإجهادات انحناء أكبر. ولهذا السبب، يجب أن تكون التفاوتات البُعدية وحدود العمق المسموح بها في أخدود التحرير أكبر بنسبة 15% إلى 20% من تلك الخاصة بالمواد التقليدية مثل الفولاذ الكربوني العادي وسبائك الألومنيوم.
س6: ما هي الآثار السلبية التي قد تترتب على تصميم أخدود التحرير غير المناسب على قوالب آلة الثني وتكاليف الإنتاج؟
يؤدي تصميم غير مناسب لأخدود التحرير إلى زيادة عزم دوران معالجة المواد، مما يزيد بدوره من تآكل القالب ووقت توقف الإنتاج. وقد يؤدي ذلك إلى تقليل عمر القالب بنسبة تصل إلى 30% ، وتكثيف عمليات الطحن غير القياسية، وإعاقة كفاءة الإنتاج الضخم، ورفع تكلفة الوحدة بشكل كبير.
س7: كيف يمكن ضبط معلمات أخدود التحرير بسرعة ودقة في برامج النمذجة ثلاثية الأبعاد الرئيسية الشائعة؟
يمكن ربط معاملات الانحناء بمعاملات K دقيقة في وحدات الصفائح المعدنية في برنامجي SolidWorks وCreo . كما يمكن تغيير الزاوية الملساء/غير الملحومة الافتراضية إلى نوع أخدود دائري أو مستطيل، مما يسمح بضبط الأبعاد تلقائيًا/ بارامتريًا وفقًا لسمك الصفيحة.
س8: لماذا يُعد تقديم تقييم كامل للتصميم من أجل التصنيع (DFM) أمرًا بالغ الأهمية عند الاستفسار من شركة LS Manufacturing؟
بفضل مكتبة التصميمات المتخصصة لدينا والمخصصة للتصنيع، نستطيع تحديد وتعيين التفاوتات المسموح بها في أخاديد الفصل، بالإضافة إلى تصحيح أخطاء القوالب/المطابقة قبل بدء عملية التصنيع. ما عليك سوى تحميل تصميمك والحصول على عرض سعر، مما يساعدك على توقع أي مشاكل تصنيعية وتجنبها . علاوة على ذلك، ستتمكن من تحسين تكلفة إنتاج الصفائح المعدنية بكفاءة عالية.
ملخص
تُعدّ أخاديد تخفيف الضغط في الزوايا السمة الرئيسية لثني الصفائح المعدنية الدقيقة، ولها تأثير مباشر على جودة الإنتاج وعمر الأجزاء. بالاعتماد على توحيد اختيار الأخاديد، واستخدام الصيغة البُعدية W≥T+0.5mm، وتطبيق معايير مواد مختلفة للتصحيح، يُمكن استخدام متطلبات التصميم للتصنيع (DFM) لمعالجة مشاكل التمزق والتشوه الناتجة عن الثني من جذورها، مما يُحسّن بشكل كبير إنتاجية الإنتاج الضخم، ويُقلّل من تآكل القوالب وتكاليف الإنتاج ، ويُساعد المهندسين على حلّ مشكلة الانفصال بين التصميم والإنتاج بشكل كامل.
هل صمام البكرة الهيدروليكي عالي الضغط، أو علبة التروس المعقدة، أو المعدات المصممة خصيصًا والتي تتعرض لأحمال متناوبة، تخضع حاليًا لمرحلة مراجعة الرسومات أو مرحلة البحث عن موردين بديلين؟ لا تدع ارتفاع معدلات الهدر في التشطيبات يؤثر سلبًا على أرباح مشروعك.
بعد إرسال رسوماتك ثلاثية الأبعاد بصيغة STEP/IGS، بالإضافة إلى المعايير الفنية ثنائية الأبعاد، بما في ذلك متطلبات التفاوتات، إلى فريق خبراء LS Manufacturing، ستحصل على دعم فني شامل، وتقييم جدوى التصنيع (DFM)، وعرض سعر شفاف من مهندسينا المتخصصين في صب وتشكيل المعادن (B2B) خلال 24 ساعة. وإذا رغبت، يمكنك أيضًا استخدام نظام خدمة العملاء الإلكتروني على اليمين، أو إرسال استفسار مباشرةً إلى بريد الدعم الهندسي الرسمي لدينا، لبدء رحلة ترقية شاملة لعمليات تصنيع الأجهزة عالية الدقة!
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


