A fabricação de chapas metálicas é um processo crucial na produção industrial. Um projeto de alívio de cantos bem implementado pode reduzir o rasgo em juntas de dobra de 100% para 0%, prolongando a vida útil do molde em 40%. Essa inovação não só resolve os problemas de falhas relacionadas à dobra multidirecional, como também, por meio de especificações dimensionais quantificadas e otimização do processo DFM (Design for Manufacturing), elimina completamente a concentração de tensões, resultando em melhor produção e redução de custos de fabricação . Ou seja, a indústria obtém um padrão de projeto de chapas metálicas que pode ser aplicado diretamente.
Durante a produção em massa e a prototipagem de chapas metálicas de precisão, falhas estruturais como trincas nas raízes das dobras e desvio do material para fora são problemas comuns. A principal razão para isso é que os projetos tradicionais não consideram o fluxo plástico tridimensional e a concentração de tensões que ocorrem nas interseções das dobras. Além de serem pouco claros, os padrões de projeto convencionais também são incapazes de abordar completamente os defeitos de ruptura, resultando em aumento dos custos de reparo manual e redução da vida útil do molde em mais de 30% . Com base em dados testados e fórmulas quantitativas, este artigo aplica padrões de projeto para manufatura (DFM) que ajudarão a eliminar defeitos na produção em massa desde a sua origem, alcançando assim um equilíbrio entre a resistência da chapa metálica e o custo.
Visão geral das respostas principais do DFM para alívio de cantos de chapas metálicas de precisão
Esta seção resume as especificações principais e as conclusões mais importantes do projeto de alívio de cantos em chapas metálicas , facilitando a consulta e a aplicação rápidas por engenheiros.
| Nome do parâmetro | Fórmula de Cálculo | Requisito mínimo | Valor recomendado | Observações |
| Largura/Diâmetro da ranhura de alívio (L) | W ≥ T+0,5 mm | T+0,5 mm | 2.0T | T é a espessura da parede do material. |
| Profundidade da ranhura de alívio (D) | D ≥ R+T | R+T | R+1,2T | R é o raio interno da curva |
| Distância da borda da ranhura até a linha de dobra | L ≥ 2,5T | 2,5T | 3.0T | Impede a distorção por tração |
| Corte excessivo | OC ≥ 0,5 mm | 0,5 mm | 0,6 mm | Aplicável à flexão multiaxial |
Principais conclusões
- Eliminação da concentração de tensão: O projeto de alívio de tensão nos cantos é uma maneira muito eficiente de reduzir a concentração de tensão e pode até aumentar a vida útil das peças em até 40%.
- Detalhes dimensionais essenciais: O diâmetro ou largura mínima da ranhura de alívio deve ser de pelo menos: W ≥ T + 0,5 mm (onde T é a espessura da parede) e D ≥ R + T (onde R é o raio de curvatura interno).
- Uma consideração sobre a escolha do processo: Chapas com menos de 1,5 mm de espessura devem ser processadas com um sulco circular de alívio. Chapas com mais de 2,0 mm de espessura, que precisam ser altamente herméticas, devem ser processadas com um design quadrado ou entalhado.
Por que confiar no serviço de fabricação de chapas metálicas da LS Manufacturing e em sua experiência em projetos DFM com entalhe de cantos?
O serviço de fabricação de chapas metálicas e a capacidade de projeto DFM para entalhes de cantos da LS Manufacturing baseiam-se em nossa experiência acumulada de mais de 20 anos na fabricação de componentes de ponta em todo o mundo . Temos mais de 200 clientes de ponta nas indústrias de dispositivos médicos e eletrônica automotiva. A partir de nossos testes de estresse de 3 meses em ranhuras de alívio para diversos materiais diferentes, constatamos que é difícil obter uma margem de segurança de cerca de 20% para a curvatura de chapas espessas de aço inoxidável SUS304 por meio de fórmulas empíricas.
Todos os membros da equipe seguem o sistema de gestão da qualidade de dispositivos médicos ISO 13485 e todas as recomendações de DFM (Design for Manufacturing) foram comprovadas na linha de produção. O erro de projeto mais frequente que observamos na produção real é que muitos engenheiros presumem que quanto maior a ranhura de liberação, melhor.
Mas um sulco de liberação muito grande pode fazer com que a rigidez seja inferior a 15% . A linha de produção representa nossa capacidade produtiva de acordo com o sistema de gestão da qualidade ISO 9001 , padrão internacional. Todas as peças de chapa metálica de precisão são fabricadas com tolerâncias de 0,1 mm. Não nos limitamos a pregar a palavra; convertemos a experiência adquirida em dezenas de milhares de produções reais em especificações de projeto definidas para ajudá-lo a evitar os erros que outros já cometeram.
Dados profissionais mensurados e um sistema de controle de qualidade rigoroso melhoram significativamente a estabilidade do processo em nosso serviço de fabricação de chapas metálicas. Ainda com dificuldades para definir os parâmetros de projeto de cantos? Agende agora mesmo uma consultoria individual com um engenheiro sênior para solucionar seus problemas de projeto rapidamente.

Por que os serviços de alinhamento de fabricação de chapas metálicas de precisão falham sem alívios nos cantos?
A falta de cálculos de engenharia no projeto de ranhuras de liberação de canto pode causar estiramento do material e deformação por extrusão na interseção das linhas de dobra, levando a problemas de microrasgos e protuberâncias externas , prejudicando seriamente a precisão da tolerância de montagem da produção em massa do serviço de fabricação de chapas metálicas de precisão .
Mecanismo de concentração de tensão na flexão multidirecional
O ponto de encontro de várias linhas de dobra submete o metal a tensões de cisalhamento alternadas. Quando não há ranhuras de alívio , a camada externa do metal fica sujeita a tensões de tração extremas, enquanto a camada interna é excessivamente comprimida, o que, por sua vez , causa defeitos de fissuras microscópicas na raiz da dobra . Serviços padronizados de fabricação de chapas metálicas podem prevenir esses defeitos básicos de processamento por meio da otimização do pré-processamento e, assim, aprimorar o sistema de controle de tensões na fabricação de chapas metálicas .
- Ruptura por tração: O alongamento do material no lado externo da dobra ultrapassa o limite do material e, como resultado, ocorrem fissuras longitudinais à linha de dobra.
- Falha por extrusão: O material no lado interno da curva é comprimido, formando saliências e rebarbas irregulares .
- Falha por fadiga: Microfissuras crescem rapidamente sob cargas alternadas, fazendo com que a peça se quebre repentinamente.
Análise quantitativa de defeitos sem ranhuras de alívio
Realizamos uma análise estatística sistemática dos defeitos em placas de aço SPCC de 1,2 mm sem ranhuras de alívio:
| Tipo de defeito | Probabilidade de ocorrência | Tamanho médio do defeito | Impacto | Custo do reparo (USD/peça) |
| Rasgo Microscópico | 100% | 100% Profundo | Forte | 0,85 |
| Viragem externa do material | 92% | 0,4 mm de altura | Médio | 0,42 |
| Desvio Dimensional | 87% | ±0,25 mm | Forte | 1,20 |
| Dano de matriz | 65% | Desgaste da borda | Extremamente grave | Valor 12,50 |
A criação de uma cavidade adequada para a reologia do material por meio de um chanfro de alívio de canto bem projetado pode reduzir drasticamente o fator de concentração de tensão Kt em mais de 55% . Além disso, o chanfro permite um fluxo suave do material dentro do limite de escoamento. Portanto, é um dos fatores mais importantes que contribuem para a produção em massa de alta qualidade em serviços de fabricação de chapas metálicas de precisão. Peças de chapa metálica personalizadas de qualidade dependem do suporte do projeto do processo de chanfro de alívio de canto padronizado para alcançar a prevenção profissional de defeitos na fabricação de chapas metálicas .
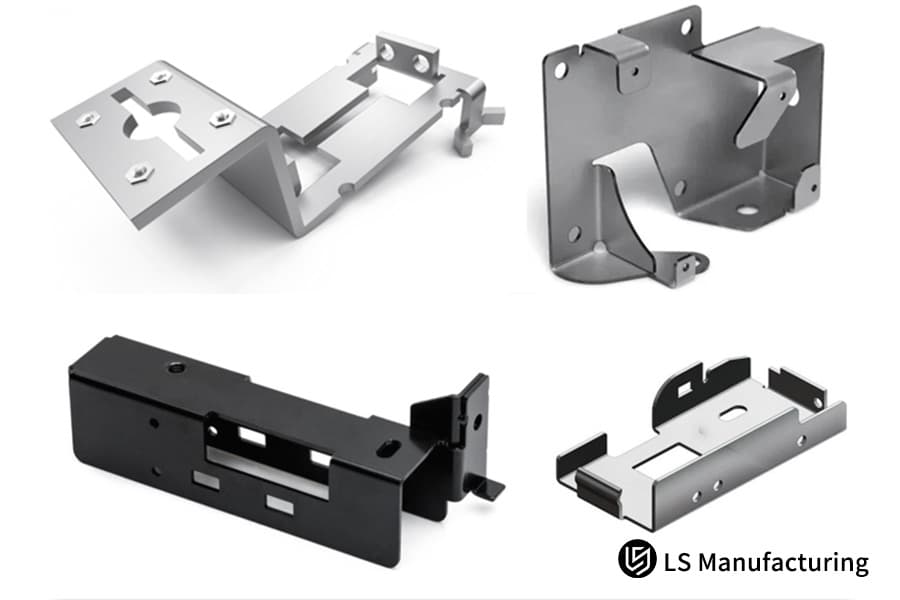
Figura 1: Peças de chapa metálica de aço inoxidável com alívio nos cantos, uma prática de DFM (Design for Manufacturing) para evitar tensões de flexão.
Quais são os principais formatos de alívio de canto implementados no projeto de fabricação de chapas metálicas personalizadas?
Os chanfros de alívio de canto em chapas metálicas apresentam três formatos básicos: circular, quadrado e em V. A escolha do formato do chanfro durante o projeto de fabricação personalizada de chapas metálicas influencia diretamente a vida útil do molde, a eficiência do corte e o limite de carga da peça.
Comparação de três formatos principais de ranhuras de relevo
Os formatos dos rasgos de alívio variam muito em função da tecnologia de produção, da distribuição de tensões e da área de aplicação . Esses são pontos principais aos quais os especialistas em projeto de fabricação de chapas metálicas personalizadas devem dar atenção especial, pois têm impacto direto no resultado da seleção do rasgo.
Comparação do desempenho de engenharia de três formatos de alívio de canto principais
| Dimensões de desempenho | Circular | Quadrado | Entalhe em V |
| Tecnologia de processamento recomendada | Corte a laser | Laser/Estampagem | Estampagem da Torre |
| Faixa de espessura de chapa aplicável | 0,5-3,0 mm | 1,0-6,0 mm | 0,8-2,0 mm |
| Fator de Concentração de Estresse (Kt) | 1.8 | 2,5 | 3.2 |
| Risco de interferência de matriz | Baixo | Muito baixo | Médio |
| Eficiência do corte a laser | Alto | Médio | Alto |
| Retenção da Rigidez Estrutural | Bom | Média | Pobre |
Recomendações para a seleção ideal de chapas com diferentes espessuras.
Com base nos diversos projetos de eletrônica automotiva em que estivemos envolvidos, percebemos que o formato ideal do rasgo de alívio praticamente não varia de acordo com a espessura da chapa. Uma escolha bem definida ajuda a reduzir erros de processamento. Um serviço especializado em projeto de chapas metálicas criará uma solução de rasgo adequada às necessidades do produto e conseguirá corresponder com precisão à espessura da chapa a ser fabricada .
- Chapas finas (0,8 mm ou menos): Recomenda-se fortemente o uso de ranhuras de alívio circulares, sendo o diâmetro ideal de 1,5 mm.
- Placas médias (1,5 mm): Ranhuras circulares e quadradas são ambas adequadas, embora as ranhuras quadradas sejam melhores para um encaixe preciso.
- Chapas espessas (3,0 mm ou mais): Recomenda-se fortemente o uso de ranhuras de alívio quadradas para eliminar o problema de concentração de tensão em ranhuras circulares.
Ranhuras circulares proporcionam uma distribuição uniforme da tensão, sendo ideais para corte a laser . Ranhuras quadradas evitam conflitos entre as peças em um molde, sendo adequadas para carcaças de alta precisão. Ranhuras em V são as melhores para estampagem rápida. Esses são os principais critérios para o projeto de fabricação personalizada de chapas metálicas.
As diferenças de desempenho entre os diversos tipos de ranhuras determinam diretamente a qualidade do produto final e a eficiência do processamento em projetos de fabricação de chapas metálicas personalizadas. A seleção precisa é fundamental para equilibrar rendimento e capacidade de produção. Quer dominar rapidamente a seleção do tipo de ranhura para todos os cenários? Baixe o white paper dedicado ao processo DFM para consulta a qualquer momento.
Como calcular as dimensões para atender às tolerâncias de um serviço de fabricação de chapas metálicas de precisão?
Para garantir que a parte deformada de um metal dobrado fique totalmente dentro da ranhura e ainda assim atingir o padrão de tolerância de produção em massa de 0,1 mm do serviço de fabricação de chapas metálicas de precisão, as dimensões da ranhura de liberação do canto devem ser exatamente baseadas nas fórmulas W ≥ T+0,5 mm e D ≥ R+T.
Coração e espírito das equações-chave
As duas principais equações dimensionais provêm da teoria da deformação plástica de chapas metálicas. Tratam-se de normas de engenharia rigorosas que consideram o espessamento da superfície durante a dobra, abrangem a área do canto arredondado da dobra e estão livres de interferências do processo . Além disso, essas são as principais regras de processo para o serviço de fabricação de chapas metálicas de precisão, que auxiliam na calibração dimensional precisa da fabricação de chapas metálicas .
- Equação da largura WT + 0,5 mm: Garante que todo o aumento da espessura do metal durante a dobra seja considerado.
- Equação de Profundidade DR + T: Garante que a área interna arredondada do canto da curva esteja completamente coberta pela faixa da ranhura de liberação.
Em termos simples, é como dar espaço suficiente para um balão que está se expandindo, para que ele não estoure. Se não houver espaço suficiente, o material se moverá em outras direções , causando deformações e rachaduras.
Ajustes na contabilização das dimensões de diversos tecidos de chapa metálica
Alterações na espessura da chapa metálica podem alterar o fator K do material, o que, por sua vez, causa alterações na resistência à tração real. As propriedades mecânicas dos materiais variam, e é por isso que existem parâmetros específicos para correção dimensional. Para obter detalhes completos, consulte o guia DFM (Design for Manufacturing) para fabricação de chapas metálicas, que ensina como realizar a correção de materiais com base em princípios científicos.
Fatores de correção dimensional para alívio de cantos em materiais comuns
| Grau do material | Limite de Escoamento (MPa) | Alongamento (%) | Fator de correção de largura | Fator de correção de profundidade |
| SPCC | 215 | 40 | 1.0 | 1.0 |
| SUS304 | 205 | 60 | 1.2 | 1.2 |
| AL5052-H32 | 195 | 25 | 1.1 | 1.1 |
| 6063-T5 | 145 | 22 | 1,15 | 1,15 |

Figura 2: Um técnico utiliza um paquímetro para medir o espaçamento entre furos em uma chapa metálica, verificando a precisão dimensional.
Quais defeitos estruturais surgem quando as especificações de alívio de canto em chapas metálicas são omitidas?
O não cumprimento das especificações de alívio de canto em chapas metálicas pode produzir defeitos como rasgos por dobra e protuberâncias no material, o que pode causar interferência na montagem e até mesmo falhas estruturais por fissuras durante o uso .
Defeitos superficiais e dimensionais imediatamente visíveis
Em casos onde a chapa metálica foi dobrada em múltiplos ângulos de 90°, se não houver espaço de alívio, o excesso de metal na interseção será comprimido para fora, levando à formação de protuberâncias de 0,5 a 1,2 mm. Como resultado, peças de chapa metálica com encaixe de precisão serão 100% rejeitadas na montagem , o que é uma consequência típica da negligência no projeto de alívio de canto da chapa metálica e também indica a essencialidade da otimização da superfície de fabricação da chapa metálica .
- Protuberâncias na superfície: Normalmente com 0,5 a 1,2 mm de altura, resultando em um desajuste das superfícies de montagem.
- Microfissuras: Rachaduras de até 0,3 mm, praticamente invisíveis, são extremamente perigosas.
- Desvios dimensionais: Os desvios do ângulo de curvatura podem atingir ±2° e os desvios posicionais ±0,3 mm.
risco de falha estrutural a longo prazo
A correção de microfissuras, resultantes da sobrecarga do material, pode sofrer contração excessiva sob vibrações de alta frequência e cargas de flexão , levando à fratura completa do componente. Além de outros problemas, isso acarreta riscos à segurança em serviços de fabricação de chapas metálicas personalizadas para equipamentos de precisão, comprometendo totalmente a estabilidade estrutural da peça .
Fissuras microscópicas ocultas favorecem a falha do produto e são facilmente ignoradas, embora representem falhas de projeto extremamente perigosas em serviços de fabricação de chapas metálicas personalizadas.
Como as propriedades da liga influenciam os limites de fratura em serviços de fabricação de chapas metálicas personalizadas?
Em serviços de fabricação de chapas metálicas personalizadas , as variações na ductilidade e na resistência ao escoamento de diferentes metais são os principais fatores que afetam o tamanho do chanfro de alívio . A profundidade de um chanfro de alívio em aço inoxidável SUS304 deve ser aproximadamente 20% maior do que em liga de alumínio AL 5052.
Impacto das propriedades do material no projeto de ranhuras de alívio
O aço carbono SPCC, o aço inoxidável SUS304 e a liga de alumínio AL5052 possuem propriedades muito diferentes em termos de dureza, alongamento e retorno elástico . Seus comportamentos de flexão (níveis de tensão) também são totalmente distintos. Serviços de fabricação de chapas metálicas personalizadas de alta qualidade combinam com precisão os processos de materiais para produzir a liga metálica ideal para a fabricação da chapa .
- Aço inoxidável SUS304: Possui uma taxa de endurecimento por trabalho muito alta, com mudanças drásticas na tensão local durante a dobra. Por isso, é necessário um chanfro de alívio maior.
- Liga de alumínio: Ductilidade limitada; a textura "casca de laranja" do material tende a ser acentuada durante a curvatura de um raio muito pequeno, sendo necessário um controle dimensional extremamente preciso.
- Aço carbono comum: Apresenta bom desempenho em diversos critérios, e a maioria das exigências pode ser atendida por meio de fórmulas padrão.
Dados de reologia de materiais proprietários da LS Manufacturing
Mais de 50 materiais de chapa metálica foram testados quanto às suas propriedades reológicas de rede pelo nosso laboratório de materiais, onde foram resumidos com exclusividade os padrões de ajuste para os parâmetros da ranhura de desmoldagem sob diferentes condições de trabalho . Isso atende a diversos cenários de processamento, aumenta consideravelmente a qualidade de conformação de diferentes peças de chapa metálica personalizadas e mantém a alta qualidade na fabricação de chapas metálicas .
- Para uma chapa de aço inoxidável SUS304 com 15 mm de espessura, dobrada com um raio de R0,5, a profundidade mínima da ranhura de liberação deve ser aumentada em 22%.
- Com uma liga de alumínio AL5052-H32, se a velocidade de dobra for superior a 50 mm/s, a largura da ranhura de liberação deve ser aumentada em 15%.
- Quando o aço carbono SPCC é utilizado em um ambiente de baixa temperatura (abaixo de 0℃), a profundidade do chanfro de desmoldagem deve ser aumentada em 10%.
Ao alterar a folga do rasgo de alívio com base nas propriedades exclusivas do material, podemos realizar projetos diferenciados e precisos, o que representa a principal vantagem tecnológica do nosso serviço de fabricação personalizada de chapas metálicas.
As propriedades mecânicas de diversas ligas variam bastante. Ajustes precisos na tolerância do chanfro de desmoldagem podem solucionar completamente os problemas de compatibilidade de materiais, melhorando significativamente o rendimento da produção em massa do nosso serviço de fabricação de chapas metálicas sob medida. Preocupado com erros de compatibilidade de materiais? Solicite uma avaliação DFM personalizada e gratuita para otimizar com precisão os parâmetros do seu projeto de chapas metálicas.
Quais configurações geométricas minimizam a sobreposição de material durante a dobra de chapas metálicas em múltiplos eixos?
Ao trabalhar com estruturas complexas de flexão tridimensional e multiaxial, é recomendável estender o limite da ranhura de alívio em 0,5 mm . Isso ajudará a neutralizar a tensão de cisalhamento multidirecional sobreposta. Como resultado, o problema de sobreposição de material será totalmente resolvido e um processamento de alta eficiência e alto rendimento será alcançado.
Problemas de interseção geométrica em flexão multiaxial
A dobra multiaxial envolve a combinação de tensão, deslocamento do material e erros de aplainamento do software . Para neutralizar os defeitos de processamento que surgem do deslocamento de materiais mistos, o valor de sobrecorte deve ser definido com precisão. De fato, este é um detalhe fundamental para projetos complexos de fabricação de chapas metálicas personalizadas, que garante a precisão da dobra na fabricação de chapas metálicas .
- Superposição de tensões tridimensionais: A tensão resultante da flexão multidirecional ficará localizada na interseção, o que significa que será perigosa a ponto de causar ruptura.
- Deslocamento de materiais mistos: Cada direção de flexão causará movimento do material, o que, devido à sobreposição, pode resultar em sobreposição das camadas.
- Erro no cálculo de achatamento: O algoritmo de achatamento dos softwares CAD convencionais apresenta imprecisões intrínsecas na flexão multiaxial.
Como realizar o projeto paramétrico de ranhuras de liberação
As etapas de operação do software 3D padrão descritas abaixo podem ser usadas para realizar rapidamente a otimização geométrica de ranhuras de liberação de dobra multiaxial , evitando assim problemas de sobreposição de processamento . A maioria dos serviços de projeto de chapas metálicas utiliza o mesmo processo padronizado para a implementação eficiente da modelagem paramétrica na fabricação de chapas metálicas.
- Utilize um software CAD para encontrar todos os pontos de intersecção das linhas de curvatura.
- Em cada ponto de intersecção da linha de dobra, crie um sulco de liberação , com largura ≥ T + 0,5 mm e diâmetro ≥ R + T.
- A partir de todos os pontos de tangência da dobra, empurre a borda da ranhura de liberação para fora em 0,5 mm (sobrecorte).
- Defina as dimensões da ranhura de liberação em relação paramétrica com a espessura T do material.
- Gere um arquivo DXF achatado e procure por linhas sobrepostas.
O design de ligação paramétrica permite alterar as dimensões automaticamente de acordo com a espessura da chapa, produzir arquivos DXF planos sem sobreposição, reduzir significativamente o retrabalho e ser adequado para diferentes projetos complexos de fabricação de chapas metálicas personalizadas.

Figura 3: Uma mão enluvada coloca uma peça de metal em uma máquina de dobrar, uma etapa fundamental na fabricação de componentes personalizados de chapa metálica.
Por que a utilização de matrizes de punção padrão pode reduzir drasticamente os preços de orçamentos para peças de chapa metálica personalizadas?
Projetar ranhuras de desmoldagem em conformidade com as ferramentas padrão de fábrica para puncionamento e dobra pode reduzir o tempo de prototipagem em mais de 40%, sem a necessidade da dispendiosa amortização de moldes personalizados , resultando em orçamentos mais baixos para peças de chapa metálica personalizadas .
Os custos ocultos de se desviar dos sulcos de liberação padrão
Quando os chanfros de alívio não são padronizados, eles não podem ser compatíveis com as ferramentas de corte normalmente disponíveis na fábrica. A oficina então se vê obrigada a ajustar os parâmetros de usinagem ou a produzir novas ferramentas . Isso representa um grande prejuízo para a eficiência da usinagem e aumenta drasticamente os custos de produção. Além disso, é um desvio do princípio da produção padronizada, que é o serviço de fabricação de chapas metálicas de precisão, e também será um problema ao tentar controlar os custos de fabricação de chapas metálicas.
- Custos de matrizes personalizadas: O preço de um único punção irregular pode chegar a US$ 500-US$ 2000 .
- A eficiência da usinagem é afetada: a velocidade de corte ou estampagem precisa ser reduzida para menos de 70% para tamanhos não padronizados.
- Desgaste da matriz: A durabilidade de ferramentas não padronizadas é geralmente de apenas cerca de 60% da durabilidade das ferramentas padrão.
Parâmetros da Matriz de Ferramentas Padrão da LS Manufacturing
Compartilhamos abertamente todos os parâmetros padrão das ferramentas geralmente utilizadas na oficina, como o chanfro em V da matriz de dobra inferior, o raio da matriz superior, as especificações do punção , etc. Isso ajuda os projetistas a saberem qual norma seguir durante o projeto. Para obter detalhes completos, consulte nosso guia especializado de DFM para fabricação de chapas metálicas, onde o trabalho com ferramentas profissionais para fabricação de chapas metálicas também é padronizado.
- Largura padrão da ranhura em V: 6T, 8T, 10T, 12T
- Raio padrão da matriz superior: 0,2 mm, 0,5 mm, 0,8 mm, 1,0 mm, 1,5 mm, 2,0 mm
- Diâmetro padrão do punção redondo: 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm
- Tamanho padrão do punção quadrado: 2,0×2,0 mm, 2,5×2,5 mm, 3,0×3,0 mm
Projetado para se adequar à matriz de ferramentas padrão de fábrica, este produto elimina o alto custo de moldes personalizados, reduz significativamente o ciclo de produção de peças de chapa metálica personalizadas e diminui efetivamente os custos gerais de produção em massa. Deseja controlar com precisão seu orçamento de produção em massa? Envie os parâmetros do seu produto para obter rapidamente uma cotação precisa para o processamento da produção em massa .

Figura 4: Um conjunto de punções e matrizes padrão, ferramentas que ajudam a controlar os custos na fabricação personalizada de chapas metálicas.
Como a LS Manufacturing resolveu um problema de ruptura estrutural em um suporte médico de precisão?
Dilema do Cliente
Um cliente europeu da área de dispositivos médicos, que utiliza aço inoxidável SUS304 de 1,5 mm, enfrentou um problema com os suportes de seus scanners de ultrassom. Esses suportes são peças personalizadas de alta precisão fabricadas em chapa metálica e apresentavam trincas de curvatura em 100% da sua extensão, além de uma protuberância de montagem de 0,6 mm devido à ausência do encaixe de liberação. Esse problema não apenas contrariava a norma médica ISO 13485, como também paralisou o projeto e descumpriu os requisitos de conformidade para fabricação de chapas metálicas na área médica .
Solução de fabricação LS
Em 24 horas, iniciamos a revisão técnica de DFM (Design for Manufacturing). Nossa análise do modelo reológico FEA (Elementos Finitos) revelou que o trincamento e a distorção da peça foram causados principalmente pela altíssima tensão de 850 MPa na junção estrutural original. Nosso serviço especializado em fabricação de chapas metálicas é capaz não apenas de identificar, mas também de evitar essas fragilidades estruturais.
Utilizando ranhuras circulares de liberação pré-cortadas a laser, a equipe definiu com precisão os parâmetros W=2,2 mm e D=2,8 mm. Em seguida, com o auxílio de uma matriz superior de precisão R0,5 e um processo de dobra em baixa velocidade , eles conseguiram eliminar a tensão de endurecimento por deformação do aço inoxidável, enquanto a rugosidade da superfície de corte também foi otimizada para Ra 1,6 μm.
Resultados e Valor
Ajustando o método de processamento, a tensão gerada na curvatura das peças foi reduzida em 68%, as microfissuras foram completamente eliminadas, os desvios de montagem foram controlados dentro de 0,03 mm e o rendimento da produção em massa aumentou de 0% para 99,7% . Assim, a produção com padrão de grau médico foi alcançada, e também foi obtida uma melhoria eficiente no rendimento da fabricação de chapas metálicas .
A otimização precisa do processo DFM supera perfeitamente os desafios de rasgos e deformações na dobra de chapas metálicas de precisão, melhorando significativamente a estabilidade estrutural e a taxa de aprovação na produção em massa de peças personalizadas em chapa metálica. Está enfrentando dificuldades no processamento complexo de chapas metálicas? Envie os requisitos do seu projeto e criaremos uma solução de processo sob medida.

Perguntas frequentes
P1: O que é um alívio de canto no processamento de chapas metálicas?
Chamamos de alívio de canto um recesso em forma de canto, pré-projetado com uma geometria específica em chapa metálica. Geralmente, ele é aplicado no canto onde várias linhas de dobra se encontram. Sua principal função é proporcionar ao metal dobrado um espaço reológico plástico, de modo que defeitos comuns, como extrusão e trincas do material, possam ser evitados com eficácia.
Q2: Quais são as consequências de não incluir nenhum alívio de canto nos desenhos do projeto?
Tentar dobrar sem um rasgo de alívio produzirá uma protuberância no metal no ponto de dobra, além de microfissuras profundas na borda externa da dobra. Além de interferir na montagem, esses defeitos também causarão a quebra do componente quando a carga for aplicada durante o uso .
P3: Quais são as geometrias de ranhuras de liberação mais comumente usadas na indústria e como elas devem ser selecionadas?
Geralmente, as três formas geométricas principais são: círculo, quadrado e corte em V. As formas circulares, por serem muito favoráveis ao desempenho sob tensão, costumam ser escolhidas para chapas finas cortadas a laser. Já para dobras de precisão em peças robustas, onde é preciso garantir que a ferramenta não interfira no espaço disponível, os designs com ranhuras de liberação quadradas são ideais.
Q4: Como calcular com precisão os parâmetros dimensionais mínimos de um sulco de liberação de chapa metálica de alta precisão?
É necessário seguir as especificações profissionais de DFM (Design for Manufacturing) da indústria , com uma largura ou diâmetro de ranhura W ≥ espessura da chapa T+0,5 mm e uma profundidade de corte D ≥ raio interno de curvatura R+T, o que permite acomodar totalmente a área de deformação do material dobrado e evitar erros de processamento.
Q5: De que forma as diferentes propriedades dos materiais afetam, em particular, o projeto dimensional DFM da ranhura de liberação?
Devido à sua elevada taxa de endurecimento por deformação e menor ductilidade, o aço inoxidável SUS304 e, em geral, os aços inoxidáveis, impõem maiores tensões de flexão. Por isso, as tolerâncias dimensionais e as folgas de profundidade do chanfro de alívio devem ser 15% a 20% maiores do que as de materiais convencionais, como o aço carbono comum e as ligas de alumínio.
Q6: Quais serão os impactos negativos de um projeto inadequado da ranhura de liberação nas matrizes das máquinas de dobra e nos custos de produção?
Um projeto inadequado da ranhura de liberação aumentará o torque de processamento do material, o que, por sua vez, aumentará o desgaste da matriz e o tempo de inatividade da produção. Isso pode até levar a uma redução de até 30% na vida útil da matriz , intensificar atividades de retificação não padronizadas, prejudicar a eficiência da produção em massa e aumentar consideravelmente o custo unitário da peça.
Q7: Como configurar de forma rápida e precisa os parâmetros da ranhura de liberação nos principais softwares de modelagem 3D?
Os coeficientes de curvatura com fatores K precisos podem ser definidos nos módulos de chapa metálica do SolidWorks e do Creo . Além disso, o canto liso/sem emendas padrão pode ser alterado para um chanfro circular ou retangular, o que permite o ajuste dimensional automático/paramétrico de acordo com a espessura da chapa.
P8: Por que fornecer uma avaliação DFM completa é tão importante ao entrar em contato com a LS Manufacturing?
Por meio de nossa biblioteca especializada em projetos para manufatura, podemos determinar e especificar as tolerâncias das ranhuras de desmoldagem, bem como corrigir erros de molde/correspondência antes do início da produção. Você pode simplesmente enviar seu projeto e receber um orçamento, o que ajudará a prever e evitar problemas de fabricação . Além disso, você poderá otimizar o custo da produção de chapas metálicas de forma eficiente.
Resumo
Os chanfros de alívio de canto são a principal característica da dobra de chapas metálicas de precisão e têm um impacto direto na qualidade da produção e na vida útil das peças. Com base na padronização da seleção de chanfros, utilizando a fórmula dimensional W≥T+0,5mm e aplicando diferentes parâmetros de material para correção, os requisitos de DFM (Design for Manufacturing) podem ser usados para eliminar problemas de rasgo e deformação por dobra, melhorando significativamente o rendimento da produção em massa, diminuindo o desgaste do molde e os custos de produção , e auxiliando os engenheiros a resolver completamente o problema da desconexão entre projeto e produção.
Seu próximo projeto de válvula hidráulica de alta pressão, caixa de engrenagens complexa ou componente personalizado, sujeito a cargas alternadas, encontra-se atualmente na fase de revisão de desenhos ou de busca por fabricantes (fornecedores) alternativos? Não deixe que altas taxas de refugo no acabamento comprometam os lucros do seu projeto.
Após o envio de seus desenhos 3D STEP/IGS, bem como das normas técnicas 2D, incluindo os requisitos de tolerância, para a equipe de especialistas da LS Manufacturing, você receberá suporte técnico completo com uma avaliação de viabilidade de fabricação DFM e um orçamento transparente de nossos experientes engenheiros de fundição e usinagem B2B em até 24 horas. Se preferir, você também pode consultar nosso sistema de atendimento ao cliente online à direita ou enviar uma solicitação diretamente para o nosso endereço de e-mail oficial de suporte técnico para iniciar sua jornada de atualização de processamento de hardware de alta precisão em um só lugar!
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


