
Custom metal bending service is an essential step in producing non-standard parts, most of all when traditional standardized methods simply cannot cater to the complex structures' requirements. In non-standard parts manufacturing, the unit price of custom metal bending is typically very low, which leads procurement and engineers to pay very little attention to the significant sunk costs only discovered after drawings are delivered, ending up with the final project cost increasing by more than 35%.
Involvement of traditional suppliers is generally at a very basic level and, in fact, they hardly get to be a part of early-stage Design for Manufacturing (DFM) activities. Such involvement leads to the inability to control bending springback, the cumulative deformation which goes beyond tolerances due to multiple bends, and also, the surface roughness (Ra) resulting from die indentations leads to secondary scrap. We are going to break down the major cost traps hidden in the process that customers usually do not see, and make use of a quantitative decision matrix to help in manufacturing the parts accurately and also getting the best ROI. We shall see what is concealed by surface pricing, the parts of technology that are overlooked and result in the quiet erosion of profits.

Quick Overview of Core Cost Optimization Solutions for Custom Metal Bending Service
| Cost Trap Types | Traditional Solution Average Loss | LS Manufacturing Optimization Solution | ROI Improvement |
| Springback Correction and Scrap | Single-piece rework cost $4.2, scrap rate 15%. | FEA mold flow pre-calculation + real-time laser compensation. | Reduces rework costs by 40%, scrap rate reduced to 1.2%. |
| Surface Indentation Post-processing | Single-piece polishing fee $3.5, cycle time extended by 2 days. | Polyurethane non-marking mold + high-density protective film. | 100% exemption from polishing fees, delivery cycle shortened by 40%.. |
| Non-standard R-angle Mold Amortization | Single customization fee $1200-3500. | 1200+ sets of standard modular molds + DFM proactive optimization. | Eliminates over 95% of non-standard mold procurement costs. |
| Multi-pass Cumulative Tolerance Exceedance | Assembly defect rate 28%, large batch scrap losses. | 5 axis CNC linkage positioning + V-axis dynamic compensation. | Geometric tolerance locking ±0.05mm, improved assembly efficiency 50%. |
Key Takeaways
- Springback and cumulative tolerance are why of uncontrolled costs in non-standard bending. Real-time compensation by SPC cuts rework costs up to 40%.
- Parts with highly demanding Ra surface roughness, must be processed by non-marking bending to exclude extra polishing expenses.
- By using DFM simulation and the IATF 16949 system, LS Manufacturing assists customers in cutting their total procurement costs for non-standard parts by as much as 28%.
Why Trust LS Manufacturing's Experience In Custom Metal Bending Services For Non-Standard Parts?
By following the industry's best practices and leveraging over 20 years of experience in non-standard manufacturing, we at LS Manufacturing have provided our custom metal bending services to more than 300 first-class manufacturing companies globally. Our commitment to quality is so strong that we strictly follow the IATF 16949:2016 quality management system, which is also a guarantee of product traceability at each phase of manufacturing.
Our experiential learnings from European medical device mass production project, 2025 reveal that conventional suppliers mainly start the process planning only after the drawing is confirmed, which results in 80% of cost issues being identified during the production phase. Our engineering team participates extensively in the design phase to uncover possible risks early through Design for Manufacturing (DFM) analysis.
Also, we are ISO 9001:2015 certified, which means we have a very comprehensive quality control system in place that monitors every step of the way, from raw material acceptance to the delivery of finished product. Our in-house tests reveal that early DFM engagement can trim down overall project costs by 28%, which is way above the industry average of 11%. We have a collection of more than 1200 sets of standard bending dies and 25 five-axis CNC bending machines, enabling us to produce metal parts of various thicknesses ranging between 0.1mm and 12mm.
20 years of industry experience + dual system certifications, early DFM can reduce costs by 28%. Download our "Non-standard Bending Cost Reduction White Paper" now to master the core skills of custom metal bending service.

Why Does Springback Correction Drive Up Your Custom Metal Bending Service Budget?
Insufficient compensation for bending springback can directly lead to non-standard parts exceeding the angle tolerance, and the resulting secondary correction and scrapping are the top hidden cost traps that push up the comprehensive budget of custom metal bending service.
Differences in Material Mechanical Properties and Springback Coefficients
Each material behaves quite differently from the others for their elastic recovery (springback) property, which is the biggest reason why it is very difficult to control springback. Using a simple analogy, it is like stretching elastic bands of different stiffness, after the bands are released, their amount of shrinkage is completely different.
- For aluminum alloy AL6061-T6, at R/t=2, the springback coefficient is about 1.08-1.12, and the angle springback can be as high as 5°-7°.
- For high-strength steel SUS316L, at the same R/t ratio, the springback coefficient is about 1.03-1.05, and the angle springback is about 2°-3°.
- Springback of all materials increases exponentially when the R/t ratio is greater than 5.
This is the hardest technical problem to be accurately resolved in custom metal bending service by mere manual skill.
Comparison Table of Springback Coefficients for Different Materials
| Material Type | R/t Ratio | Springback Coefficient Range | Angle Springback Range |
| AL6061-T6 | 2 | 1.08-1.12 | 5°-7° |
| AL6061-T6 | 5 | 1.15-1.20 | 9°-12° |
| SUS316L | 2 | 1.03-1.05 | 2°-3° |
| SUS316L | 5 | 1.07-1.10 | 4°-6° |
| Spring Steel | 2 | 1.02-1.04 | 1.5°-2.5° |
Repeated trial bending and scrapping create huge custom metal bending hiden costs, which compromise the precision in predicting bending springback and directly reduce project profit margins.
FEA Pre-calculation Substitutes Manual Trial and Error
Whereas traditional manufacturers depend on their manual experience for trial bending, spending 45-60 minutes per adjustment, a lack of accurate bending strain analysis results in not only material wastage on a large scale but also no assurance of batch uniformity. LS Manufacturing uses Finite Element Analysis (FEA) for strain hardening mold flow analysis, accurately determining the angle correction before the mold is opened and so directly overcoming the problem of material waste caused by trial bending.
Such digital technique is quite capable of advancing process stability and manufacturing of non-standard components consistency.

Figure 1: Hands hold an L-shaped metal part with holes near a large industrial bending machine in a factory.
How Can Cumulative Tolerance Stackup Be Controlled In Multi-Stage Precision Metal Bending Service?
If you process multiple-stage non-standard parts through a multi-pass precision metal bending service, the continuous transmission of positioning references will result in the cumulative accumulation of bending deformation layer after layer, this way making the final form and position tolerances completely uncontrollable.
Sheet Thickness Tolerance Multiplication Effect
Even the sheet metal that is made to base-line standards has a thickness tolerance of 0.1mm. In multi-pass bending, this minuscule tolerance is constantly getting larger.
- Due to sheet thickness tolerance of 0.1mm, the resulting sum of three-dimensional deformations caused by the back gauge positioning will be 0.3mm.
- If the bending process comprises 4 or more passes, the tolerance cumulative effect gets amplified to more than 3 times.
- Old-fashioned single-sided positioning methods are not capable of negating the effect of sheet thickness variations.
This topic is quite noticeable in the high precision metal bending service.
Bending Process Accuracy and Cost Comparison
| Process Dimension | Traditional Practice | LS Manufacturing Optimization Solution | Procurement ROI Impact |
| Springback Control | Manual trial bending, single-pass debugging 45-60 minutes | FEA die flow reverse compensation + CNC V-axis dynamic compensation | Reduces material loss in first-piece debugging by 90%, saves 85% of labor time |
| Surface Indentation Control | Ordinary steel die, produces 0.2mm deep indentation | Nylon non-marking die + high-density surface protective film | Saves $3.5 per piece for secondary polishing |
| Cumulative Tolerance Control | Single-sided positioning, cumulative error ±0.3mm | 5 axis CNC linkage positioning, full closed-loop laser inspection | Geometric tolerance locking ±0.05mm, assembly efficiency improved by 50% |
| Batch Consistency Control | Manual sampling inspection, batch deviation ±0.15mm | SPC real-time process monitoring, automatic parameter calibration every 10 pieces | Batch consistency improved by 92%, batch scrap rate reduced to 0.5% |
LS Manufacturing employs a 5 axis A CNC linkage positioning system, which together with a fully closed-loop laser angle measurement was able to achieve ultra-precise bending tolerance control so that the real-time correction of positioning errors at each bend can be made. Parts that are out of tolerance not only add to the non-standard parts bending cost but also lower bending positioning accuracy and might even result in scrap of the whole order.
The final geometric tolerance is securely held within 0.05mm. This method guarantees that the geometric tolerances of all custom metal bending parts meet the requirements consistently.
5-axis linkage positioning locks in ±0.05mm geometric tolerances, reducing first-piece material loss by 90%. Contact us now for free DFM to optimize tolerance control for your precision metal bending service.
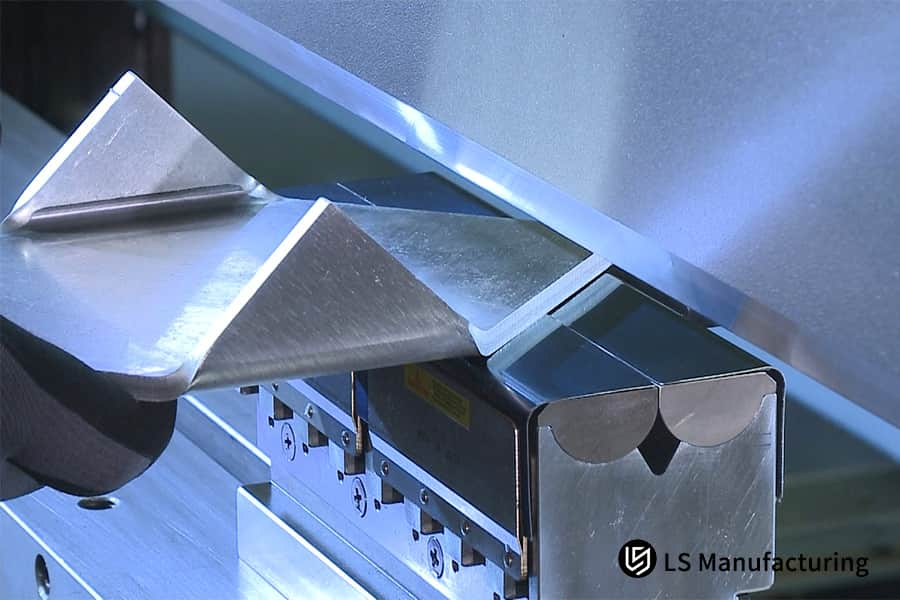
Figure 2: Close-up of a precision metal bending machine forming a stainless steel component.
Why Do Surface Tool Marks Boost Your Non-Standard Parts Bending Cost Unexpectedly?
Metal indentations and scratches caused by bending with regular hard dies can very easily double the non-standard parts bending cost, as such damage will lead to more polishing work to be done on the parts, and also the damage to the appearance and the shrinkage of the fatigue life of the parts.
The Mechanical Principles of Indentation Formation
When bending, the die's cutting edge of the upper die and the die groove V shoulder of the lower die apply local compressive forces to the sheet metal, the magnitude of which can be up to 1500 MPa or even more, these forces are responsible for leaving permanent indentations on the surface of the parts.
- Indentations can severely deteriorate the roughness of the part surface, e.g. from Ra 1.6 to over Ra 6.3.
- Apart from being visual defects, indentations are also points where stresses concentrate, meaning that the fatigue life of the part is shortened.
- Medical and semiconductor industry parts must be free from even the slightest surface indentations, as such indentations often means bacterial growth.
All in all, these defects greatly increase the non-standard parts bending cost, inadequately protect the bending surface, and finally compromise the product's competitiveness in the market.
Implementation of Indentation-Free Bending Technology
LS Manufacturing implements the use of special polyurethane soft dies with a Shore hardness of 90A, carries out the bending tool design in the best way possible, and finally adds a layer of high-density protective film, together with these measures, it is possible to eliminate metal-to-metal contact completely. This method is the only one that is viable for custom metal bending parts with appearance requirements at the highest level of the production chain, indentations are completely eliminated this way. This process is becoming the standard in the high-end sheet metal bending industry.
What Tool Depreciation Fees Lurk Within Non-Standard Parts Bending Service For Special Radii?
Blindly using non-standard bending inner angles (R angles) in design will require suppliers to customize specialized non-standard bending tools, thereby transferring the high tooling amortization fees in non-standard parts bending service to you.
Supply Chain Characteristics of Standard Bending Tools
Standard tools used in CNC bending machines have already been harmonized worldwide. Such tools are apt to being found at any location and are fairly cheap.
- For CNC bending, the typical standard V-groove opening width equals 8 times the plate thickness (t).
- Upper die R angles conforming to established standards include R0.5, R1.0, R2.0, R3.0, etc.
- Cost of customized non-standard R angles like R1.35 is generally about 3500 and the delivery cycle 7-10 days.
As a result, it will affect the delivery cycle of non-standard parts bending service and cause increased tooling inventory pressure as well as time costs for projects.
Advantages of Modular Die Systems
LS Manufacturing has more than 1200 sets of standard modular bending dies that provide the support for changing bending radius in a flexible way and cover more than 95% of common radius requirements. This advantage acts as a deciding factor in the non-standard components manufacturing which require quick reaction time.
Our engineers are on standby to help customers in the optimization of their radius design during the Design for Manufacturing (DFM) process, in eliminating unnecessary die costs by sticking to standard specifications as much as possible. We can offer our customers more affordable custom metal bending service.
How Does Material Grain Direction Anisotropy Impact Custom Metal Bending Hidden Costs During Blanks Shearing?
Bending sheet metal against the grain without considering anisotropy of the grain direction causes the yield to fall sharply and a large portion of scrap will be produced resulting in custom metal bending hidden costs.
Anisotropic Properties of Cold-Rolled Sheets
During manufacture, cold rolled sheets develop a very clear grain line over the sheets surface resulting in very different mechanical properties from one direction to another.
- Along the rolling direction, the elongation of cold-rolled sheets is 20%-30% greater than that perpendicular to the grain.
- Parallel to the rolling grain, the part's micro-cracks incidence in the outer layer can reach up to 35% during bending.
- The usual nest software maximizes sheet utilization by mixing materials which leads to different springback within the same batch of parts.
The resulting large quantity of scrap is one of the custom metal bending hidden costs that is very easy to overlook.
Comparison Table of Anisotropic Properties of Cold-Rolled Sheet Metal
| Performance Indicators | Along Rolling Direction | Perpendicular to Rolling Direction | Percentage Difference |
| Yield Strength (MPa) | 270 | 240 | 12.5% |
| Elongation (%) | 25 | 18 | 38.9% |
| Risk of Bending Cracking | Low | High | 350% |
| Springback Consistency | Good | Poor | 60% |
Layout Optimization and Flaw Detection
LS Manufacturing strictly controls the grain direction of the sheet metal bending service, it standardizes bending grain alignment and makes sure all bending lines are either perpendicular to or at a 45° angle to the rolling grain. This aspect is among the main elements dictating the yield of sheet metal bending service. Besides, we perform 100% eddy current inspection on all our raw materials to much strengthen bending crack prevention and to get rid of sheets containing internal defects beforehand.
Based on our internal figures, extremely tight control of the rolling pattern often means an increase of the bending yield from 72% to 98.5%. That makes it possible to guarantee the quality of custom metal bending parts from one batch to another.
Strict control of rolling pattern + 100% eddy current testing increases yield to 98.5%. Contact our materials engineers immediately to solve the hidden costs of custom metal bending.
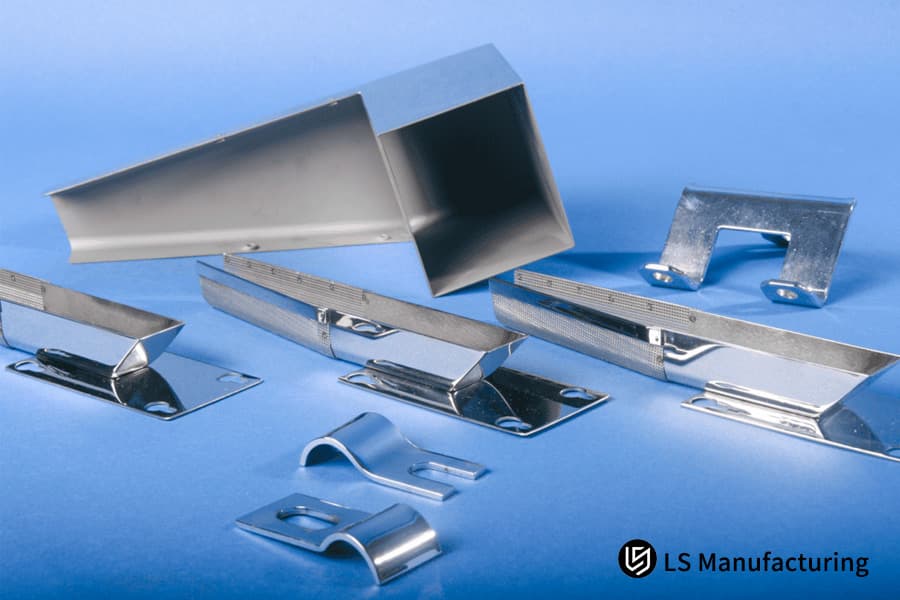
Figure 3: Several laser-cut stainless steel non-standard parts laid out on a blue background.
How Do Low-Volume Setups Affect Your Sheet Metal Bending Service Procurement ROI?
In high-frequency, small-batch production of non-standard parts, the machine tool setups and first-piece confirmation times are so frequent that they reach a multiple of the actual processing time, and this continually diminishes the procurement ROI of sheet metal bending service.
Cost Structure of Small-Batch Production
If the batch quantity is small, then the fixed machine setup cost is divided only among a small number of parts, and this is what causes a steep rise in the unit cost.
- If the quantity in a single batch is less than 50 pieces, then the cost of setup accounts for more than 70% of the total cost per piece.
- Manual mould change and tool setting in a traditional way take about 45 minutes per batch.
- First-piece confirmation time for each batch takes around 15 minutes.
Because of small batch sheet metal bending services, costs per piece are high mostly because of excessively lengthy bending setup time.
Efficiency Improvement with a Fully Automated Setup System
LS Manufacturing house a fully automated mold change system (ATC) and are using a bending offline programming for digital offline programming. Our solution can fully change the cost structure of traditional non-standard parts bending service. It can reduce setup time from the traditional 45 minutes to 2 minutes, so small-batch non-standard customization can keep the price competitiveness of large-scale mass production. It allows customers to roundly avoid the custom metal bending hidden costs in small-batch production.

Figure 4: A neat stack of multi-stage bent metal parts on a wooden surface.
Why is IATF 16949 Certification Critical To Mitigate Non-Standard Components Manufacturing Risks?
Ordinary processing plants lacking international quality system certification find it difficult to conduct failure mode analysis on non-standard components manufacturing, which significantly increases the risk of scrap during batch assembly of non-standard components manufacturing.
Use of PFMEA in Bending Processes
Process Failure Mode and Effects Analysis (PFMEA) is a risk evaluation method that helps foresee potential issues in the production process.
- PFMEA can highlight as many as 17 different bending failure modes including, for example, "material hardness out of specification causing bending cracks."
- Every failure mode is addressed by developing a set of control activities and backup plans.
- This can cause decreasing the risk of mass production by as much as 90% or more.
This is In particular important for the high-risk non-standard components manufacturing, as it makes it possible to address risks ahead of time by carrying out a thorough bending failure analysis.
Five Core Tools Implementations
LS Manufacturing has fully implemented the five core tools as per the IATF 16949 requirements, with 100% process monitoring of the bending operation. This makes it possible to offer customers high-precision metal bending products that conform to internationally recognized standards. We make sure that the CPK (Process Capability Index) of each batch of bent delivered parts is always exceeding 1.33, which totally rules out the compliance and quality risks involved in foreign procurement. We offer a guarantee of quality and reliability of our bending service of non-standard parts from all points of view.
LS Manufacturing Case Study: Medical Centrifuge SUS316L Internal Bracket Bending Project
Customer Challenges
One of the key technical challenges a European medical device company encountered was aiming to customize a non-standard SUS316L internal support frame of a high-speed blood centrifuge. The part, being only 1.5mm thick, has 7 consecutive bends and demands a form and position tolerance of 0.05mm in total, a surface roughness limit at Ra≤0.8, and absolutely no indentations from the molding process so that bacteria cannot grow. The old supplier's lack of precise springback control led to the 38% of the parts out-of-tolerance for their angles, and they had to be manually polished due to the presence of severe bending indentations. As a result, the assembly defect percentage accumulated to 42%, and the polishing aftermath cost gave rise to 65% of the per-piece procurement budget overrun, this way delaying the project completion by 3 weeks.
LS Manufacturing Solution
Within 24 hours after the client sent the drawings, the senior engineering members at LS Manufacturing had already prepared a detailed DFM analysis report.
- Initially, we went through the bend sequence using the 3D DFM tool to optimize the original 7 bends to 6 and then came up with a dedicated five-axis CNC material positioning reference that completely removed the cumulative tolerances, mainly in the bending area.
- At the same time, we installed the 90A Shore A polyurethane non-marking bending dies onto our 250-ton intelligent precision bending machine and rolled out a fully closed-loop laser angle measurement system to carry out dynamic springback real-time compensation calculations for every bend.
- Raw materials undergo eddy current and hardness testing, our selected testing methods to check for batch consistency, 100% of the time.
Results and Value
Ultimately, the medical-grade non-standard custom part's first-time yield (FTY) jumped from 58% to an impressive 99.4%. Bending quality consistency has been enhanced so well that manual polishing has been totally done away with. Besides, the entire project delivery lead time has been reduced from 21 days to 13 days, a 40% cut, and in addition, 31% of the client's hidden procurement costs were directly wiped out. The client signed a 3-year exclusive supply agreement with LS Manufacturing, and from now on, all medical grade bending parts will be produced by us.
Medical centrifuge bracket project achieved a 99.4% yield rate and reduced overall costs by 31%. Upload your drawings now to get a customized and accurate quote for custom metal bending parts.

FAQs
Q1: How long does it take to get a quote for custom metal bending on non-standard parts?
LS Manufacturing is able to provide a precise quote within 24 hours after receiving the main drawings (STEP IGES etc.) and specifications. We also do free professional DFM process analysis and are able to respond very quickly to various inquiries on non-standard bending customization.
Q2: How does LS Manufacturing guarantee a tolerance of 0.05mm for multi-pass precision metal bending?
We have a five-axis CNC precision bending machine, with in-process laser angle measurement and dynamic V-axis compensation technology. This closed-loop correction of machining deviations is very effective in preventing the build-up of tolerances after several bending passes, this way ensuring the high precision of the machining standards all the time.
Q3: Can you remove tool marks completely to help reduce our costs of non-standard parts bending?
By using a dedicated polyurethane non-marking mold with a high-density protective film, we can completely eliminate bending tool marks. This way there is no metal-to-metal contact so no scratches and no polishing afterward which results in well saved processing costs and production time.
Q4: What is the minimum order quantity (MOQ) for custom metal bending parts with complex geometries?
We are flexible about MOQ as we cater to sample production, small batch customization, as well as large scale mass production. Using a fully automated tool changer system helps to optimize machine setup costs, thereby lowering A lot the entry barrier to small batch customization of complex bending parts.
Q5: How do you manage springback variations when producing multiple batches of non-standard parts?
We follow IATF 16949 standard for incoming materials control and test the mechanical properties of the sheet metal batch after batch. Bending parameters are automatically updated by the system, which not only precisely counters springback differences of materials but also guarantees uniform processing across all batches.
Q6: Are the sheet metal bending parts supplied to customers with global standard certification documents?
Every custom bending part belongs to a batch that is accompanied by a complete set of compliance documents, starting with raw material quality certificates, 100% CMM dimensional inspection reports, and PPAP documentation upon request, which meet overseas procurement and industry compliance acceptance requirements.
Q7: Will LS Manufacturing help me to change my non-standard parts drawings so we can reduce bending costs?
We provide free professional DFM drawing optimization services that mainly focus on non-standard structures and special bending radius changes to elude high-cost custom molds, and at the same time, effectively decreasing overall bending production costs.
Q8: How does LS Manufacturing ensure the safety of our IP during collaborating on non-standard parts bending service?
We are committed to an NDA confidentiality agreement throughout the collaboration. Customer drawings and product data are all placed on an encrypted internal server with tiered access permissions and operation logs, enabling full traceability and thorough protection of our customers' intellectual property security.
Summary
Purchasing non-standard metal bending parts at the lowest possible price cannot be done by just looking at the initial quote of the supplier. The real costs that determine a project's result are hidden in the material springback correction, assembly rejection due to the sum of tolerances at different passes, and expensive post-processing polishing. If you choose a professional factory that has done a lot of DFM simulation, uses leading high-tech five-axis bending machines and has a quality control system IATF 16949, then you can largely do away with these potential profit problems. This, in turn, will allow you to get the best solution to the overall production cost throughout the product life cycle.
Would you like to stop the rework and hidden costs that are caused by non-standard component bending designs? Just send us your 3D CAD files (supporting STEP, IGES and DXF formats), and LS Manufacturing's precision manufacturing experts will give you a free, no-obligation quote of mass production. Also, our team will in parallel provide a detailed Manufacturing Feasibility Analysis (DFM) within 24 hours. Trust us to protect your project with our proven precision manufacturing down to 0.005mm!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


