La fabrication de tôles est un processus crucial dans la production industrielle. Une conception optimisée des angles des tôles permet de réduire à zéro le risque de déchirure aux joints de pliage, prolongeant ainsi la durée de vie du moule de 40 %. Cette innovation résout non seulement les problèmes de défaillance liés au pliage multidirectionnel, mais, grâce à des spécifications dimensionnelles précises et à l'optimisation du processus DFM, elle élimine également la concentration des contraintes, améliorant ainsi la qualité des produits et réduisant les coûts de fabrication . L'industrie dispose ainsi d'une norme de conception de tôles directement applicable.
Lors de la production en série et du prototypage de tôles de précision, les défaillances structurelles telles que les fissures à la base des plis et le décollement du matériau sont des problèmes courants. La cause principale réside dans le fait que les conceptions traditionnelles ne prennent pas en compte l'écoulement plastique tridimensionnel et la concentration des contraintes aux intersections des plis. Outre leur manque de clarté, les normes de conception conventionnelles sont également incapables de traiter pleinement les défauts de déchirure, ce qui entraîne une augmentation des coûts de réparation manuelle et une réduction de la durée de vie des moules de plus de 30 % . S'appuyant sur des données expérimentales et des formules quantitatives, cet article applique des normes de conception pour la fabrication (DFM) expertes qui contribuent à éliminer les défauts de production en série dès leur origine, permettant ainsi d'atteindre un équilibre entre la résistance et le coût de la tôle.
Aperçu des réponses aux questions fondamentales concernant la fabrication (DFM) pour le dégagement des coins de tôlerie de précision
Cette section résume les spécifications essentielles et les principales conclusions de la conception des coins de tôle , facilitant ainsi la consultation et l'application rapides par les ingénieurs.
| Nom du paramètre | Formule de calcul | Exigences minimales | Valeur recommandée | Remarques |
| Largeur/Diamètre de la rainure de dégagement (W) | W ≥ T+0,5 mm | T+0,5 mm | 2.0T | T représente l'épaisseur de la paroi du matériau |
| Profondeur de la rainure de dégagement (D) | D ≥ R+T | R+T | R+1,2T | R est le rayon intérieur du coude |
| Distance entre le bord de la rainure et la ligne de pliage | L ≥ 2,5T | 2,5T | 3.0T | Empêche la déformation par traction |
| Surcoupe | OC ≥ 0,5 mm | 0,5 mm | 0,6 mm | Applicable au pliage multi-axes |
Points clés à retenir
- Suppression des concentrations de contraintes : La conception du dégagement d'angle droit est un moyen très efficace de réduire la concentration des contraintes et peut même augmenter la durée de vie en fatigue des pièces jusqu'à 40 %.
- Détails dimensionnels essentiels : Le diamètre ou la largeur minimale de la rainure de dégagement doit être au moins : W≥T + 0,5 mm (T est l'épaisseur de la paroi), et D ≥R + T (R est le rayon de courbure intérieur).
- Conseils pour le choix du procédé : Les tôles d’une épaisseur inférieure à 1,5 mm doivent être usinées avec une rainure de dégagement circulaire. Les tôles d’une épaisseur supérieure à 2,0 mm , qui doivent être parfaitement étanches, doivent être usinées avec une rainure carrée ou crantée.
Pourquoi faire confiance aux services de fabrication de tôlerie et à l'expertise de LS Manufacturing en matière de conception DFM d'encoches d'angle ?
Les services de fabrication de tôlerie et la conception DFM d'encoches d'angle de LS Manufacturing s'appuient sur plus de 20 ans d'expérience cumulée dans la fabrication de connecteurs à travers le monde . Nous comptons plus de 200 clients parmi les plus avancés dans les secteurs des dispositifs médicaux et de l'électronique automobile. Nos tests de contrainte de 3 mois sur les rainures de décharge pour différents matériaux ont démontré la difficulté d'obtenir, par une formule empirique, une marge de sécurité d'environ 20 % lors du pliage de tôles épaisses en acier inoxydable SUS304.
Tous les intervenants du processus respectent le système de management de la qualité des dispositifs médicaux ISO 13485 et toutes les recommandations de conception pour la fabrication (DFM) ont été validées en production. L'erreur de conception la plus fréquente que nous avons constatée en production est que de nombreux ingénieurs pensent qu'une rainure de libération plus large est préférable.
Cependant, une rainure de dégagement trop large peut entraîner une rigidité inférieure à 15 % . Notre ligne de production témoigne de notre savoir-faire, conforme à la norme internationale ISO 9001 relative au système de management de la qualité. Toutes nos pièces de tôlerie de précision sont fabriquées avec une tolérance de 0,1 mm. Forts de notre expérience acquise grâce à des dizaines de milliers de productions, nous traduisons ces connaissances en spécifications de conception précises afin de vous éviter les erreurs commises par d'autres.
Des données de mesure professionnelles et un système de contrôle qualité rigoureux améliorent considérablement la stabilité de notre service de fabrication de tôlerie. Vous rencontrez toujours des difficultés avec les paramètres de conception des angles ? Planifiez dès maintenant une consultation personnalisée avec un ingénieur senior pour résoudre rapidement vos problèmes de conception.

Pourquoi les alignements des services de fabrication de tôles de précision échouent-ils sans dégagements d'angle ?
L'absence de calculs d'ingénierie dans la conception des rainures de dégagement d'angle peut entraîner un étirement du matériau et une déformation par extrusion à l'intersection des lignes de pliage, ce qui conduit à des micro-déchirures et à des problèmes de protrusion vers l'extérieur , endommageant gravement la précision de tolérance d'assemblage de production en série du service de fabrication de tôles de précision .
Mécanisme de concentration des contraintes en flexion multidirectionnelle
Le point de jonction de plusieurs lignes de pliage soumet le métal à des contraintes de cisaillement alternées. En l'absence de rainures de décharge , la couche externe du métal est soumise à une contrainte de traction extrême tandis que la couche interne est excessivement comprimée, ce qui provoque directement des microfissures à la base du pli . Des services de fabrication de tôlerie standardisés permettent de prévenir ces défauts de traitement fondamentaux grâce à l'optimisation des étapes de pré-traitement et, par conséquent, d'améliorer le contrôle des contraintes lors de la fabrication .
- Rupture par traction : L’étirement du matériau du côté extérieur du pli dépasse la limite du matériau et, par conséquent, des fissures longitudinales à la ligne de pliage apparaissent.
- Défaillance d'extrusion : Le matériau situé à l'intérieur du pli est comprimé, formant des protubérances et des bavures irrégulières .
- Rupture par fatigue : des microfissures se propagent rapidement sous l’effet de charges alternées, ce qui provoque la rupture soudaine de la pièce.
Analyse quantitative des défauts sans rainures de dégagement
Nous avons mené une analyse statistique systématique des défauts des plaques d'acier SPCC de 1,2 mm sans rainures de dégagement :
| Type de défaut | Probabilité d'occurrence | Taille moyenne des défauts | Impact | Coût de réparation (USD/pièce) |
| Déchirure microscopique | 100% | 100% Profond | Grave | 0,85 |
| matériau tourné vers l'extérieur | 92% | 0,4 mm de hauteur | Moyen | 0,42 |
| Écart dimensionnel | 87% | ±0,25 mm | Grave | 1.20 |
| Détérioration de la matrice | 65% | Usure des bords | Extrêmement grave | Montant 12,50 |
La création d'une cavité suffisante pour la rhéologie du matériau, grâce à une rainure d'angle bien conçue, permet de réduire considérablement le facteur de concentration de contraintes Kt de plus de 55 % . De plus, cette rainure assure un écoulement fluide du matériau dans les limites de sa limite d'élasticité. Elle constitue donc un facteur essentiel pour une production en série de haute qualité dans le secteur de la tôlerie de précision. La qualité des pièces de tôlerie sur mesure repose sur la conception standardisée des rainures d'angle, garantissant ainsi une prévention optimale des défauts de fabrication .
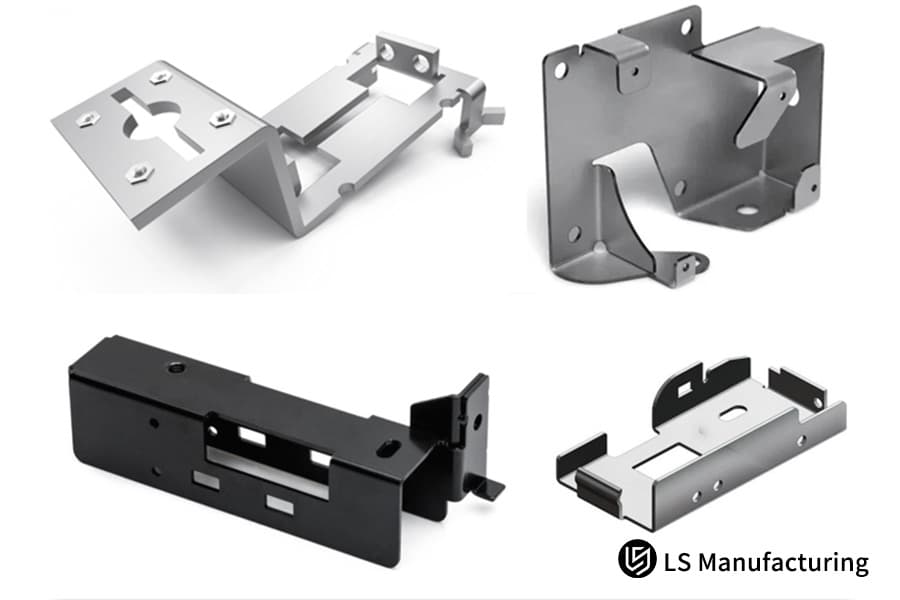
Figure 1 : Pièces en tôle d'acier inoxydable avec dégagements d'angle présentés, une pratique DFM pour éviter les contraintes de flexion.
Quelles sont les principales formes de dégagement d'angle mises en œuvre dans la conception de la fabrication de tôles sur mesure ?
Les rainures d'angle pour tôles métalliques se déclinent en trois formes principales : circulaire, carrée et en V. Le choix de la forme de la rainure lors de la conception de pièces sur mesure influe considérablement sur la durée de vie du moule, l'efficacité de la découpe et la limite de charge de la pièce.
Comparaison de trois formes principales de rainures de relief
La forme des rainures de décharge varie considérablement selon la technologie de production, la répartition des contraintes et le domaine d'application . Ce sont des points essentiels auxquels les concepteurs experts en fabrication de tôlerie sur mesure doivent accorder une attention particulière, car ils ont un impact direct sur le choix de la rainure.
Comparaison des performances techniques de trois formes de relief d'angle de noyau
| Dimensions de performance | Circulaire | Carré | Encoche en V |
| Technologie de traitement recommandée | Découpe laser | Laser/Estampage | Tour d'estampage |
| Plage d'épaisseur de feuille applicable | 0,5-3,0 mm | 1,0-6,0 mm | 0,8-2,0 mm |
| Facteur de concentration de stress (Kt) | 1.8 | 2.5 | 3.2 |
| Risque d'interférence | Faible | Très faible | Moyen |
| Efficacité de la découpe laser | Haut | Moyen | Haut |
| Rétention de la rigidité structurelle | Bien | Moyenne | Pauvre |
Recommandations de sélection optimale pour différentes épaisseurs de tôle
D'après les nombreux projets d'électronique automobile auxquels nous avons participé, la forme optimale de la rainure de dépouille semble peu dépendre de l'épaisseur de la tôle. Un choix judicieux contribue à réduire les erreurs d'usinage. Un service expert en conception de tôlerie saura créer une solution de rainure adaptée aux exigences du produit et garantir une correspondance très précise avec l' épaisseur de la tôle .
- Plaques minces (0,8 mm et moins) : Les rainures de dégagement circulaires sont fortement recommandées, un diamètre de 1,5 mm étant idéal.
- Plaques moyennes (1,5 mm) : Les rainures circulaires et carrées conviennent toutes les deux, bien que les rainures carrées soient meilleures pour un ajustement précis.
- Plaques épaisses (3,0 mm et plus) : Les rainures de dégagement carrées sont fortement recommandées pour éliminer le problème de concentration des contraintes dans les rainures circulaires.
Les rainures circulaires assurent une répartition uniforme des contraintes et sont donc idéales pour la découpe laser ; les rainures carrées évitent les conflits entre les pièces dans un moule et sont donc parfaites pour les boîtiers de haute précision ; les rainures en V sont optimales pour l’emboutissage rapide. Ce sont les principaux critères de conception pour la fabrication sur mesure de pièces en tôle.
Les performances des différents types de rainures influent directement sur la qualité du produit fini et l'efficacité du processus de fabrication de tôles sur mesure. Un choix judicieux est essentiel pour optimiser le rendement et la capacité de production. Vous souhaitez maîtriser rapidement le choix du type de rainure pour toutes les situations ? Téléchargez le livre blanc dédié au processus DFM pour le consulter à tout moment.
Comment calculer les dimensions pour satisfaire aux tolérances des services de fabrication de tôles de précision ?
Afin de garantir que la partie déformée d'un métal plié se trouve entièrement à l'intérieur de la rainure et d' obtenir la norme de tolérance de production en série de 0,1 mm du service de fabrication de tôles de précision, les dimensions de la rainure de dégagement d'angle doivent être exactement basées sur les formules W ≥ T+0,5 mm et D ≥ R+T.
Cœur et esprit des équations clés
Les deux principales équations dimensionnelles sont issues de la théorie de la déformation plastique de la tôle. Il s'agit de normes d'ingénierie rigoureuses qui tiennent compte de l'épaississement de surface lors du pliage, englobent la zone d'angle arrondi et sont exemptes d'interférences liées à l'usinage . Ces équations constituent également les règles de processus essentielles pour le service de fabrication de tôles de précision, permettant un étalonnage dimensionnel précis.
- Équation de largeur WT + 0,5 mm : Permet de prendre en compte l'augmentation totale d'épaisseur du métal lors du pliage.
- Équation de profondeur DR + T : Garantit que la zone d'angle arrondie intérieure du pli est entièrement recouverte par la plage de la rainure de dégagement.
En termes simples, c'est comme fournir suffisamment d'espace à un ballon qui se gonfle pour éviter qu'il n'éclate. Faute d'espace suffisant, le matériau se déplacera dans d'autres directions, ce qui provoquera des déformations et des fissures.
Ajustements relatifs aux dimensions de divers tissus de tôlerie
Les variations d'épaisseur de la tôle peuvent modifier le coefficient K du matériau, et par conséquent sa résistance à la traction. Les propriétés mécaniques des matériaux étant différentes, il existe des paramètres de correction dimensionnelle spécifiques. Pour plus de détails, consultez le guide DFM (Design for Manufacturing) pour la fabrication de tôles, qui explique comment effectuer la correction des matériaux de manière scientifique.
Facteurs de correction dimensionnelle des angles droits des matériaux courants
| Qualité du matériau | Limite d'élasticité (MPa) | Allongement (%) | Facteur de correction de largeur | Facteur de correction de profondeur |
| SPCC | 215 | 40 | 1.0 | 1.0 |
| SUS304 | 205 | 60 | 1.2 | 1.2 |
| AL5052-H32 | 195 | 25 | 1.1 | 1.1 |
| 6063-T5 | 145 | 22 | 1,15 | 1,15 |

Figure 2 : Un technicien utilise un pied à coulisse pour mesurer l'espacement des trous sur une feuille de métal, vérifiant ainsi la précision dimensionnelle.
Quels défauts structurels apparaissent lorsque les spécifications de dégagement des coins de la tôle sont omises ?
Le non-respect des spécifications de dégagement des coins de tôle peut engendrer des défauts tels que des déchirures de pliage et des renflements de matériau, pouvant provoquer des interférences d'assemblage et même des ruptures structurelles par fissures lors de l'utilisation .
défauts de surface et dimensionnels immédiatement visibles
Lorsque de la tôle est pliée à plusieurs angles de 90°, l'absence d'espace de dégagement entraîne la compression du métal excédentaire à l'intersection, formant ainsi des renflements de 0,5 à 1,2 mm. De ce fait, les pièces de tôle ajustées avec précision sont systématiquement rejetées lors de l'assemblage. Ce problème, typique d'une conception négligée du dégagement des angles, souligne l'importance cruciale de l' optimisation des surfaces de fabrication de la tôle .
- Saillies de surface : généralement de 0,5 à 1,2 mm de hauteur, entraînant un mauvais ajustement des surfaces d’assemblage.
- Déchirures microscopiques : des fissures jusqu’à 0,3 mm, à peine visibles, sont extrêmement dangereuses.
- Écarts dimensionnels : Les écarts d'angle de flexion peuvent atteindre ±2°, les écarts de position ±0,3 mm.
Risque de défaillance structurelle à long terme
La réparation des microfissures, dues à un dépassement de la limite de résistance à la traction du matériau, peut entraîner un rétrécissement important sous l'effet de vibrations à haute fréquence et de charges de flexion , ce qui peut à terme provoquer la rupture de la pièce. Outre d'autres inconvénients, cela engendre des risques pour la sécurité des services de fabrication de tôlerie sur mesure pour les équipements de précision et compromet gravement la stabilité structurelle de la tôle .
Les fissures microscopiques cachées favorisent la défaillance des produits et sont facilement négligées, mais constituent des erreurs de conception extrêmement dangereuses dans les services de fabrication de tôles sur mesure.
Comment les propriétés des alliages influencent-elles les seuils de rupture dans les services de fabrication de tôles sur mesure ?
Dans le cadre de la fabrication de tôles sur mesure , les variations de ductilité et de limite d'élasticité des différents métaux sont les principaux facteurs influençant la dimension de la gorge de délavage . La profondeur d'une gorge de délavage dans l'acier inoxydable SUS304 doit être supérieure d'environ 20 % à celle dans l'alliage d'aluminium AL 5052.
Influence des propriétés des matériaux sur la conception des rainures de relief
L'acier au carbone SPCC, l'acier inoxydable SUS304 et l'alliage d'aluminium AL5052 présentent des propriétés de dureté, d'allongement et de retour élastique très différentes . Leur comportement en flexion (niveaux de contrainte) est également totalement différent. Les services de fabrication de tôlerie sur mesure haut de gamme adaptent précisément les procédés de transformation des matériaux afin d'obtenir l'alliage le plus approprié.
- Acier inoxydable SUS304 : Son taux d’écrouissage est très élevé, ce qui entraîne une variation importante des contraintes locales lors du pliage. De ce fait, une gorge de dégagement plus large est nécessaire.
- Alliage d'aluminium : ductilité limitée, la texture « peau d'orange » du matériau a tendance à être accentuée lors du pliage d'un rayon très serré, un contrôle dimensionnel extrêmement précis est donc nécessaire.
- Acier au carbone ordinaire : Présente de bonnes performances selon divers critères, la plupart des exigences peuvent être satisfaites par des formules standard.
Données rhéologiques des matériaux propriétaires de LS Manufacturing
Notre laboratoire de matériaux a testé les propriétés rhéologiques de plus de 50 matériaux de tôlerie et a établi des normes d'ajustement pour les paramètres de la rainure de démoulage dans différentes conditions de travail . Ceci permet de répondre à divers besoins de transformation, d'améliorer significativement la qualité de formage de pièces de tôlerie sur mesure et de garantir un formage de haute qualité.
- Pour un acier inoxydable SUS304 de 15 mm d'épaisseur plié à un rayon de R0,5, la profondeur minimale de la rainure de dégagement doit être augmentée de 22 %.
- Avec un alliage d'aluminium AL5052-H32, si la vitesse de pliage est supérieure à 50 mm/s, la largeur de la rainure de dégagement doit être augmentée de 15 %.
- Lorsque l'acier au carbone SPCC est utilisé dans un environnement à basse température (inférieure à 0 °C), la profondeur de la rainure de dégagement doit être augmentée de 10 %.
En modifiant la tolérance de la rainure de dégagement en fonction des propriétés exclusives du matériau, nous pouvons réaliser des conceptions différentes et précises, ce qui constitue le principal avantage technologique de notre service de fabrication de tôlerie sur mesure.
Les propriétés mécaniques des différents alliages varient considérablement. Des ajustements ciblés de la tolérance de la rainure de dégagement permettent de résoudre complètement les problèmes de compatibilité des matériaux, améliorant ainsi significativement le rendement de production en série de notre service de fabrication de tôlerie sur mesure. Vous craignez des erreurs de compatibilité des matériaux ? Bénéficiez d’une évaluation DFM personnalisée et gratuite pour optimiser précisément les paramètres de conception de vos pièces de tôlerie.
Quelles configurations géométriques minimisent le chevauchement des matériaux lors du pliage de tôles multi-axes ?
Lors de la fabrication de structures de pliage complexes à axes multiples et en trois dimensions, il est conseillé d'étendre la rainure de dégagement de 0,5 mm . Ceci permet de compenser les contraintes de cisaillement multidirectionnelles superposées. Ainsi, le problème de chevauchement des matériaux est entièrement résolu et un traitement à haut rendement et à haute efficacité est obtenu.
Problèmes d'intersection géométrique de la flexion multi-axes
Le pliage multiaxes implique la combinaison de contraintes, de déformations du matériau et d'erreurs de planage du logiciel . Afin de compenser les défauts d'usinage dus à la déformation de matériaux mixtes, la valeur de surcoupe doit être définie avec précision. Il s'agit en effet d'un détail de fabrication fondamental pour les projets complexes de tôlerie sur mesure, garantissant ainsi la précision du pliage .
- Superposition des contraintes tridimensionnelles : les contraintes résultant d'une flexion multidirectionnelle seront localisées à l'intersection, ce qui signifie qu'elles seront dangereuses au point de provoquer une rupture.
- Déplacement de matériaux mixtes : Chaque direction de flexion entraînera un mouvement du matériau, ce qui, en raison de la superposition, peut provoquer un chevauchement.
- Erreur de calcul d'aplatissement : L'algorithme d'aplatissement des logiciels de CAO classiques présente des imprécisions intrinsèques dans le pliage multi-axes.
Comment réaliser la conception paramétrique d'une rainure de relâchement
Les étapes de fonctionnement standard décrites ci-dessous permettent d'optimiser rapidement la géométrie des rainures de démoulage multi-axes , évitant ainsi les problèmes de chevauchement d'usinage . La plupart des services de conception de tôlerie utilisent ce même processus standardisé pour une modélisation paramétrique efficace de la fabrication de tôles.
- Utilisez un logiciel de CAO pour trouver tous les points d'intersection des lignes de pliage.
- À chaque point d'intersection de ligne de pliage, créez une rainure de dégagement , W≥T+0,5mm et D≥R+T.
- À partir de tous les points de tangence de pliage, repoussez la limite de la rainure de dégagement vers l'extérieur de 0,5 mm (surcoupe).
- Déterminez les dimensions de la rainure de dégagement en relation paramétrique avec l'épaisseur du matériau T.
- Générez un fichier DXF aplati et recherchez les lignes qui se chevauchent.
La conception paramétrique des liaisons permet de modifier automatiquement les dimensions en fonction de l'épaisseur de la tôle, de produire des fichiers DXF aplatis non superposés, de réduire considérablement les retouches et de convenir à différents projets complexes de fabrication de tôles sur mesure.

Figure 3 : Une main gantée place une pièce métallique dans une machine à plier, une étape clé dans la formation de composants en tôle sur mesure.
Pourquoi l'utilisation de matrices de poinçonnage standard peut-elle réduire considérablement les prix des devis pour les pièces de tôlerie sur mesure ?
La conception de rainures de démoulage conformes aux outils standard de l'usine pour le poinçonnage et le pliage peut permettre de réduire de plus de 40 % le temps de prototypage, sans nécessiter l'amortissement coûteux de moules sur mesure et en entraînant des devis moins élevés pour les pièces de tôlerie sur mesure .
Les coûts cachés liés au non-respect des rainures de relâchement standard
Lorsque les rainures de dégagement ne sont pas standard, elles ne peuvent être adaptées aux outils de coupe généralement disponibles en usine. L'atelier est alors contraint de modifier les paramètres d'usinage ou de fabriquer de nouveaux outils . Ceci engendre une perte importante de productivité et une flambée des coûts de production. De plus, cela contrevient au principe de la production standard, qui repose sur un service de fabrication de tôlerie de précision, et complique la maîtrise des coûts de fabrication.
- Coût des matrices sur mesure : Le prix d’un seul poinçon irrégulier peut atteindre 500 à 2 000 $ .
- L'efficacité d'usinage en pâtit : la vitesse de découpe ou d'estampage doit être réduite à moins de 70 % pour les dimensions non standard.
- Usure des matrices : La durabilité des outils non standard n'est généralement que d'environ 60 % de celle des outils standard.
Paramètres de la matrice d'outils standard de fabrication LS
Nous partageons ouvertement tous les paramètres d'outillage standard couramment utilisés en atelier, tels que la gorge en V de la matrice de pliage inférieure, le rayon de la matrice supérieure, les spécifications des poinçons , etc. Cela permet aux concepteurs de connaître les normes à suivre lors de la conception. Pour plus de détails, consultez notre guide DFM spécialisé pour la fabrication de tôles, qui standardise également l'utilisation des outils professionnels de fabrication de tôles.
- Largeur standard des gorges en V : 6T, 8T, 10T, 12T
- Rayon standard de la matrice supérieure : 0,2 mm, 0,5 mm, 0,8 mm, 1,0 mm, 1,5 mm, 2,0 mm
- Diamètre standard des poinçons ronds : 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm
- Dimensions standard des poinçons carrés : 2,0 × 2,0 mm, 2,5 × 2,5 mm, 3,0 × 3,0 mm
Conçue pour s'adapter à l'outillage standard des usines, cette solution élimine le coût élevé des moules sur mesure, réduit considérablement le cycle de production des pièces de tôlerie personnalisées et diminue efficacement les coûts globaux de production en série. Vous souhaitez maîtriser votre budget de production en série ? Soumettez les paramètres de votre produit pour obtenir rapidement un devis précis pour sa fabrication en série .

Figure 4 : Une collection de jeux de poinçons et de matrices standard, des outils qui aident à contrôler les coûts dans la fabrication de tôles sur mesure.
Comment LS Manufacturing a-t-elle résolu une crise de déchirure structurelle de supports médicaux de précision ?
Dilemme du client
Un client européen du secteur des dispositifs médicaux, utilisant de l'acier inoxydable SUS304 de 1,5 mm d'épaisseur, a rencontré un problème avec les supports de ses échographes. Ces supports, des pièces de tôlerie sur mesure de haute précision, présentaient des fissures de pliage sur toute leur surface et un débordement de 0,6 mm dû à l'absence de la rainure de dégagement. Ce problème, non seulement non conforme à la norme médicale ISO 13485, a entraîné l'arrêt du projet et le non-respect des exigences de conformité en matière de fabrication de tôlerie médicale .
Solution de fabrication LS
Nous avons entamé l'analyse technique DFM dans les 24 heures. Notre analyse rhéologique par éléments finis a révélé que la fissuration et la déformation de la pièce étaient principalement dues à la contrainte très élevée de 850 MPa au niveau de la jonction structurelle d'origine. Notre service spécialisé en fabrication de tôlerie est capable non seulement d'identifier, mais aussi d'éviter de telles faiblesses structurelles.
À l'aide de rainures de dégagement circulaires prédécoupées au laser, l'équipe a défini avec précision les paramètres W=2,2 mm et D=2,8 mm. Ensuite, grâce à une matrice supérieure de précision R0,5 et à un processus de pliage à basse vitesse , elle est parvenue à éliminer les contraintes d'écrouissage de l'acier inoxydable, tout en optimisant la rugosité de la surface de coupe à Ra 1,6 μm.
Résultats et valeur
En ajustant le procédé de fabrication, les contraintes induites par le pliage des pièces ont été réduites de 68 %, les microfissures ont été totalement éliminées, les écarts d'assemblage ont été maîtrisés à moins de 0,03 mm et le rendement de la production en série est passé de 0 % à 99,7 % . Ainsi, une production conforme aux normes médicales a été réalisée et une amélioration significative du rendement de la fabrication de tôles a été obtenue.
L'optimisation précise du processus DFM permet de surmonter les problèmes de déchirure et de déformation lors du pliage de précision de la tôle, améliorant ainsi considérablement la stabilité structurelle et le taux de réussite de la production en série de pièces de tôle sur mesure. Vous rencontrez des difficultés lors de la transformation complexe de la tôle ? Soumettez-nous les exigences de votre projet et nous vous proposerons une solution de processus personnalisée.

FAQ
Q1 : Qu'est-ce qu'un dégagement d'angle dans le traitement de la tôle ?
On appelle « dégagement d'angle » un évidement en forme d'angle préfabriqué selon une géométrie spécifique dans une tôle. Il est généralement réalisé à l'angle où convergent plusieurs lignes de pliage. Son rôle principal est de ménager à la tôle pliée un espace rhéologique plastique afin d'éviter efficacement les défauts courants tels que l'extrusion et la fissuration du matériau.
Q2 : Quelles sont les conséquences de l'absence de dégagement d'angle dans les plans de conception ?
Tenter de plier une pièce sans rainure de dégagement provoquera un renflement du métal à cet endroit, ainsi que des micro-déchirures profondes sur le bord extérieur du pli. Outre les problèmes d'assemblage qu'elles engendrent, ces défauts peuvent également entraîner la rupture des composants sous charge en service .
Q3 : Quelles sont les géométries de rainures de relâchement les plus couramment utilisées dans l'industrie, et comment doivent-elles être sélectionnées ?
De manière générale, on distingue trois formes géométriques : le cercle, le carré et la découpe en V. Les formes circulaires, très favorables à la résistance aux contraintes, sont généralement privilégiées pour la découpe laser de tôles fines. Cependant, pour le pliage de précision de boîtes robustes, où il est essentiel que l'outil n'empiète pas sur l'espace disponible, les rainures de dégagement carrées sont idéales.
Q4 : Comment calculer avec précision les paramètres dimensionnels minimaux d'une rainure de libération de tôle de haute précision ?
Il est nécessaire de suivre les spécifications DFM industrielles professionnelles , avec une largeur ou un diamètre de rainure W ≥ épaisseur de la plaque T+0,5 mm, une profondeur de coupe D ≥ rayon intérieur de pliage R+T, ce qui peut prendre pleinement en compte la zone de déformation du matériau plié et éviter les erreurs de traitement.
Q5 : Comment les différentes propriétés des matériaux affectent-elles en particulier la conception dimensionnelle DFM de la rainure de libération ?
En raison de leur fort écrouissage et de leur faible ductilité, l'acier inoxydable SUS304, et les aciers inoxydables en général, présentent des contraintes de flexion plus élevées. De ce fait, les tolérances dimensionnelles et les surépaisseurs de la rainure de dégagement doivent être de 15 à 20 % supérieures à celles des matériaux conventionnels comme l'acier au carbone ordinaire et les alliages d'aluminium.
Q6 : Quels impacts négatifs une conception inadéquate de la rainure de dégagement aura-t-elle sur les matrices des machines de pliage et sur les coûts de production ?
Une conception inadéquate de la rainure de dégagement augmente le couple de traitement du matériau, ce qui accroît l'usure de la matrice et les temps d'arrêt de production. Elle peut même réduire la durée de vie de la matrice jusqu'à 30 % , intensifier les opérations de rectification non standard, nuire à l'efficacité de la production de masse et augmenter considérablement le coût unitaire.
Q7 : Comment configurer rapidement et précisément les paramètres de la rainure de relâchement dans les principaux logiciels de modélisation 3D grand public ?
Dans les modules de tôlerie de SolidWorks et Creo, il est possible de définir des coefficients de pliage avec des facteurs K précis. De plus, le coin lisse par défaut peut être remplacé par une rainure circulaire ou rectangulaire, ce qui permet un ajustement automatique/paramétrique des dimensions en fonction de l'épaisseur de la tôle.
Q8 : Pourquoi est-il si important de fournir une évaluation DFM complète lors d'une demande de renseignements auprès de LS Manufacturing ?
Grâce à notre bibliothèque de conception experte pour la fabrication, nous sommes en mesure de déterminer et de spécifier les tolérances des rainures de démoulage, ainsi que de corriger les erreurs d'ajustement des moules avant le lancement de la production. Il vous suffit de télécharger votre conception pour recevoir un devis, ce qui vous permettra d'anticiper et de prévenir tout problème de fabrication . De plus, vous pourrez optimiser efficacement le coût de production de vos pièces de tôlerie.
Résumé
Les rainures d'angle sont essentielles au pliage de tôles de précision et influent directement sur la qualité de production et la durée de vie des pièces. En standardisant le choix des rainures, en utilisant la formule dimensionnelle W ≥ T + 0,5 mm et en appliquant différents paramètres de matériau pour la correction, les exigences de la conception pour la fabrication (DFM) permettent d'identifier et de résoudre les problèmes de déchirure et de déformation liés au pliage, améliorant ainsi considérablement le rendement de la production en série, réduisant l'usure des moules et les coûts de production , et aidant les ingénieurs à résoudre définitivement le problème du décalage entre conception et production.
Votre prochain distributeur hydraulique haute pression, réducteur complexe ou pièce sur mesure, soumis à des charges alternées, est-il actuellement en phase d'étude de plans ou de recherche de fournisseurs alternatifs ? Ne laissez pas un taux de rebuts élevé compromettre la rentabilité de votre projet.
Après avoir transmis vos dessins 3D STEP/IGS ainsi que vos spécifications techniques 2D, incluant les exigences de tolérance, à l'équipe d'experts de LS Manufacturing, vous bénéficierez d'une assistance technique complète, incluant une évaluation de la faisabilité de fabrication (DFM) et un devis transparent établi par nos ingénieurs B2B spécialisés en fonderie et usinage, sous 24 heures. Si vous le souhaitez, vous pouvez également consulter notre système de service client en ligne (à droite) ou envoyer une demande directement à notre adresse e-mail dédiée à l'assistance technique pour démarrer votre projet de modernisation de haute précision !
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


