Die Blechbearbeitung ist ein entscheidender Prozess in der industriellen Fertigung. Durch eine fachgerechte Eckentlastung lässt sich das Ausreißen an Biegestellen von 100 % auf 0 % reduzieren, wodurch die Werkzeuglebensdauer um 40 % verlängert wird. Diese Innovation löst nicht nur Probleme durch Biegefehler in mehreren Richtungen, sondern beseitigt durch quantifizierte Maßvorgaben und DFM-Prozessoptimierung auch Spannungsspitzen vollständig. Dies führt zu einer höheren Produktqualität und geringeren Fertigungskosten . Die Industrie erhält somit einen direkt anwendbaren Standard für die Blechbearbeitung .
Bei der Serienfertigung und dem Prototypenbau von Präzisionsblechen treten häufig Strukturfehler wie Risse an den Biegestellen und Materialverformungen auf. Der Hauptgrund hierfür liegt darin, dass herkömmliche Konstruktionen die dreidimensionale plastische Verformung und die Spannungskonzentration an den Biegestellen nicht berücksichtigen. Konventionelle Konstruktionsnormen sind nicht nur ungenau, sondern können auch Rissbildung nicht vollständig verhindern, was zu erhöhten Kosten für manuelle Reparaturen und einer Reduzierung der Werkzeugstandzeit um über 30 % führt. Basierend auf geprüften Daten und quantitativen Formeln wendet diese Arbeit Expertenstandards für die fehlerfreie Fertigung (DFM) an, um Serienfertigungsfehler von vornherein zu vermeiden und so ein optimales Verhältnis zwischen Blechfestigkeit und Kosten zu erzielen.
Präzisions-Eckenausrundung für Blechbearbeitung – DFM-Kernlösungen – Übersicht
Dieser Abschnitt fasst die wichtigsten Spezifikationen und Schlussfolgerungen zur Gestaltung von Blechecken zusammen und ermöglicht Ingenieuren so ein schnelles Nachschlagen und Anwenden.
| Parametername | Berechnungsformel | Mindestanforderung | Empfohlener Wert | Anmerkungen |
| Entlastungsnutbreite / -durchmesser (W) | W ≥ T+0,5 mm | T+0,5 mm | 2,0 Tonnen | T ist die Materialwandstärke |
| Entlastungsnuttiefe (D) | D ≥ R+T | R+T | R+1,2T | R ist der Innenradius der Biegung. |
| Abstand von der Nutkante zur Biegelinie | L ≥ 2,5T | 2,5 Tonnen | 3,0 Tonnen | Verhindert Zugverformung |
| Überschnitt | OC ≥ 0,5 mm | 0,5 mm | 0,6 mm | Anwendbar auf mehrachsige Biegungen |
Wichtigste Erkenntnisse
- Beseitigung von Spannungskonzentrationen: Die rechte Eckentlastungskonstruktion ist eine sehr effiziente Methode, um die Spannungskonzentration zu reduzieren und kann die Dauerfestigkeit von Bauteilen sogar um bis zu 40 % erhöhen.
- Wesentliche Maßangaben: Der Mindestdurchmesser bzw. die Mindestbreite der Entlastungsnut muss mindestens betragen: W≥T + 0,5 mm (T ist die Wandstärke) und D ≥R + T (R ist der innere Biegeradius).
- Ein Hinweis zur Wahl des Verfahrens: Bleche mit einer Dicke von weniger als 1,5 mm sollten mit einer kreisförmigen Entlastungsnut versehen werden. Bleche mit einer Dicke von mehr als 2,0 mm , die besonders luftdicht sein müssen, sollten quadratisch oder gekerbt ausgeführt werden.
Warum Sie auf die Blechbearbeitungsdienstleistungen und die Expertise von LS Manufacturing im Bereich DFM-Design mit Eckausklinkungen vertrauen sollten?
Die Blechbearbeitung und die Kompetenz von LS Manufacturing im Bereich der Eckausklinkung (DFM) basieren auf unserer über 20-jährigen Erfahrung in der Fertigung von Führungskomponenten weltweit . Wir betreuen mehr als 200 namhafte Kunden aus der Medizintechnik- und Automobilindustrie. Unsere dreimonatigen Belastungstests an Entlastungsnuten verschiedener Materialien haben gezeigt, dass sich mit empirischen Formeln kaum eine Sicherheitsmarge von ca. 20 % beim Biegen dicker Edelstahlbleche (SUS304) erzielen lässt.
Alle Prozessbeteiligten befolgen das Qualitätsmanagementsystem für Medizinprodukte nach ISO 13485 , und alle DFM-Empfehlungen haben sich in der Produktion bewährt . Der häufigste Konstruktionsfehler, den wir in der Fertigung beobachtet haben, ist die Annahme vieler Ingenieure, je größer die Entriegelungsnut, desto besser.
Eine zu große Entriegelungsnut kann jedoch die Steifigkeit auf unter 15 % reduzieren. Unsere Fertigungslinie entspricht dem internationalen Qualitätsmanagementstandard ISO 9001. Alle Präzisionsblechteile werden mit Toleranzen von 0,1 mm gefertigt. Wir versprechen nicht nur, sondern setzen unsere Erfahrung aus zehntausenden Produktionsläufen in konkrete Konstruktionsspezifikationen um, damit Sie die Fehler anderer vermeiden.
Professionelle Messdaten und ein zuverlässiges Qualitätskontrollsystem verbessern die Prozessstabilität unserer Blechbearbeitung deutlich. Haben Sie noch Schwierigkeiten mit den Eckdesignparametern? Vereinbaren Sie jetzt eine persönliche Beratung mit einem erfahrenen Ingenieur, um Ihre Konstruktionsprobleme schnell zu lösen.

Warum versagen Präzisionsausrichtungen bei der Blechbearbeitung ohne Eckenentlastungen?
Fehlende technische Berechnungen bei der Gestaltung der Eckentriegelungsnut können zu Materialdehnung und Extrusionsverformung an den Schnittpunkten der Biegelinien führen, was wiederum Mikrorisse und Probleme mit nach außen gerichteten Auswüchsen zur Folge hat und die Toleranzgenauigkeit der Massenproduktionsmontage im Bereich der Präzisionsblechbearbeitung ernsthaft beeinträchtigt.
Spannungskonzentrationsmechanismus bei mehrachsiger Biegung
Der Schnittpunkt mehrerer Biegelinien führt zu wechselnden Scherspannungen im Metall. Fehlen Entlastungsnuten , wird die äußere Metallschicht extremen Zugspannungen ausgesetzt, während die innere Schicht stark gestaucht wird. Dies verursacht mikroskopische Risse an der Biegewurzel . Standardisierte Blechbearbeitungsverfahren können diese grundlegenden Verarbeitungsfehler durch Vorprozessoptimierung verhindern und so die Spannungssteuerung beim Blechumbau verbessern.
- Zugversagen: Die Dehnung des Materials auf der Außenseite der Biegung überschreitet die Materialgrenze , und infolgedessen entstehen Risse in Längsrichtung der Biegelinie.
- Extrusionsfehler: Das Material auf der Innenseite der Biegung wird zusammengepresst , wodurch unregelmäßige Vorsprünge und Grate entstehen .
- Ermüdungsbruch: Unter wechselnder Belastung wachsen Mikrorisse schnell und das Bauteil bricht plötzlich.
Quantitative Analyse von Defekten ohne Entlastungsnuten
Wir führten eine systematische statistische Analyse der Defekte in 1,2 mm dicken SPCC-Stahlplatten ohne Entlastungsnuten durch:
| Fehlertyp | Eintrittswahrscheinlichkeit | Durchschnittliche Defektgröße | Auswirkungen | Reparaturkosten (USD/Stück) |
| Mikroskopischer Riss | 100% | 100 % tief | Schwer | 0,85 |
| Material nach außen drehend | 92 % | 0,4 mm hoch | Medium | 0,42 |
| Dimensionsabweichung | 87% | ±0,25 mm | Schwer | 1.20 |
| Würfelschaden | 65% | Kantenverschleiß | Extrem schwerwiegend | Betrag 12,50 |
Durch die Schaffung eines ausreichenden Hohlraums für die Materialrheologie mittels einer optimal gestalteten Eckentlastungsnut lässt sich der Spannungskonzentrationsfaktor Kt um mehr als 55 % reduzieren . Die Nut ermöglicht zudem einen gleichmäßigen Materialfluss innerhalb der Streckgrenze. Sie ist somit einer der wichtigsten Faktoren für eine qualitativ hochwertige Serienfertigung in der Präzisionsblechbearbeitung. Qualifizierte kundenspezifische Blechteile profitieren von der standardisierten Gestaltung der Eckentlastungsnut, wodurch eine professionelle Fehlervermeidung in der Blechbearbeitung gewährleistet wird.
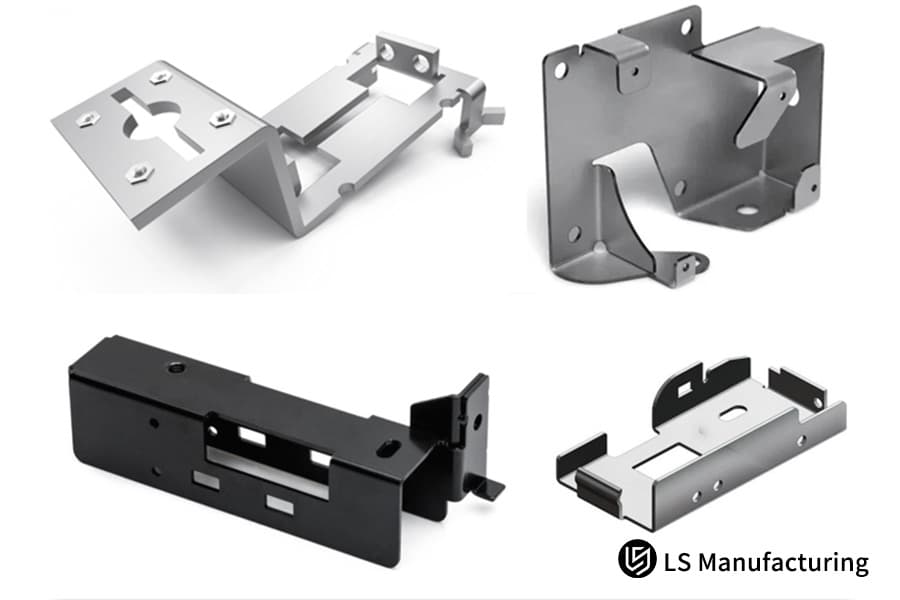
Abbildung 1: Edelstahlblechteile mit Eckentlastungen, eine DFM-Praxis zur Vermeidung von Biegespannungen.
Welche primären Eckentlastungsformen werden bei der Konstruktion von kundenspezifischen Blechteilen eingesetzt?
Eckenentlastungsnuten für Bleche gibt es in drei Grundformen: kreisförmig, quadratisch und V-förmig. Die Wahl der Nutform bei der kundenspezifischen Blechbearbeitung hat maßgeblichen Einfluss auf die Standzeit des Werkzeugs, die Effizienz des Schneidprozesses und die Tragfähigkeit des Bauteils.
Vergleich der drei Hauptformen von Entlastungsrillen
Die Form der Entlastungsnuten variiert stark in Abhängigkeit von Fertigungstechnologie, Spannungsverteilung und Anwendungsbereich . Diesen Aspekten sollte die Konstruktion von kundenspezifischen Blechbearbeitungen besondere Aufmerksamkeit widmen, da sie direkten Einfluss auf die Auswahl der Nutform haben.
Vergleich der Leistungsfähigkeit dreier Kerneckenreliefformen
| Leistungsdimensionen | Kreisförmig | Quadrat | V-Kerbe |
| Empfohlene Verarbeitungstechnologie | Laserschneiden | Laser/Stempeln | Turmstempelung |
| Anwendbarer Blechdickenbereich | 0,5–3,0 mm | 1,0–6,0 mm | 0,8–2,0 mm |
| Spannungskonzentrationsfaktor (Kt) | 1.8 | 2,5 | 3.2 |
| Das Interferenzrisiko | Niedrig | Sehr niedrig | Medium |
| Effizienz beim Laserschneiden | Hoch | Medium | Hoch |
| Erhaltung der strukturellen Steifigkeit | Gut | Durchschnitt | Arm |
Optimale Auswahlempfehlungen für verschiedene Blechdicken
Aus unserer Erfahrung mit zahlreichen Projekten im Bereich Automobilelektronik hat sich gezeigt, dass die optimale Form der Entlastungsnut kaum von der Blechdicke abhängt. Eine gezielte Wahl trägt dazu bei, Verarbeitungsfehler zu minimieren. Ein spezialisierter Blechkonstruktionsservice entwickelt eine passende Nutlösung, die den Produktanforderungen entspricht und die Blechdicke präzise berücksichtigt.
- Dünne Platten (0,8 mm und kleiner): Kreisförmige Entlastungsnuten werden dringend empfohlen, wobei ein Durchmesser von 1,5 mm ideal ist.
- Mittlere Platten (1,5 mm): Sowohl runde als auch quadratische Nuten sind geeignet, wobei quadratische Nuten für eine präzise Passform besser sind.
- Bei dicken Blechen (3,0 mm und mehr): Quadratische Entlastungsnuten werden dringend empfohlen, um das Problem der Spannungskonzentration in kreisförmigen Nuten zu vermeiden .
Kreisförmige Nuten sorgen für eine gleichmäßige Spannungsverteilung und eignen sich daher gut zum Laserschneiden . Quadratische Nuten verhindern Kollisionen zwischen Teilen in einer Form und sind daher ideal für hochpräzise Gehäuse. V-Nuten sind optimal für schnelles Stanzen. Dies sind die wichtigsten Kriterien für die Konstruktion kundenspezifischer Blechbearbeitungen.
Die Leistungsunterschiede zwischen verschiedenen Nuttypen bestimmen direkt die Qualität des Endprodukts und die Verarbeitungseffizienz bei der kundenspezifischen Blechbearbeitung. Die richtige Auswahl ist entscheidend für ein optimales Verhältnis von Ausbeute und Produktionskapazität. Möchten Sie die Auswahl des richtigen Nuttyps für alle Anwendungsfälle schnell beherrschen? Laden Sie sich das Whitepaper zum DFM-Prozess herunter und nutzen Sie es jederzeit als Referenz.
Wie berechnet man Abmessungen, um die Toleranzen bei der Präzisionsblechbearbeitung zu erfüllen?
Um sicherzustellen, dass der verformte Teil eines gebogenen Metalls vollständig innerhalb der Nut liegt und dennoch die für die Präzisionsblechbearbeitung vorgeschriebene Serienfertigungstoleranz von 0,1 mm eingehalten wird , müssen die Abmessungen der Eckentriegelungsnut exakt auf den Formeln W ≥ T+0,5 mm und D ≥ R+T basieren.
Herz und Geist der Schlüsselgleichungen
Die beiden wichtigsten Dimensionsgleichungen basieren auf der Theorie der plastischen Verformung von Blechen. Es handelt sich dabei um strenge technische Normen, die die Oberflächenverdickung beim Biegen berücksichtigen, den abgerundeten Eckenbereich der Biegung einschließen und frei von prozessbedingten Störungen sind . Darüber hinaus bilden sie die Grundlage für die präzise Blechbearbeitung und tragen zu einer genauen Kalibrierung der Blechbearbeitungsdimensionen bei.
- Breitengleichung WT + 0,5 mm: Stellt sicher, dass die gesamte Dickenzunahme des Metalls beim Biegen berücksichtigt wird.
- Tiefengleichung DR + T: Stellt sicher, dass der innere abgerundete Eckbereich der Biegung vollständig vom Entriegelungsnutbereich abgedeckt wird.
Im Alltag ist das vergleichbar damit, einem sich ausdehnenden Ballon genügend Platz zu geben, damit er nicht platzt. Ist nicht genügend Platz vorhanden, dehnt sich das Material in andere Richtungen aus , was zu Verformungen und Rissen führt.
Anpassungen an der Dimensionsrechnung verschiedener Blechgewebe
Änderungen der Blechdicke können den K-Faktor des Materials beeinflussen und dadurch die Zugfestigkeit verändern. Da sich die mechanischen Eigenschaften von Werkstoffen unterscheiden, gibt es spezifische Parameter zur Maßkorrektur. Ausführliche Informationen zur wissenschaftlich fundierten Materialkorrektur in der Blechbearbeitung finden Sie im DFM-Leitfaden für Fachleute.
Gängige Materialien Eckenentlastung Maßkorrekturfaktoren
| Materialklasse | Streckgrenze (MPa) | Dehnung (%) | Breitenkorrekturfaktor | Tiefenkorrekturfaktor |
| SPCC | 215 | 40 | 1.0 | 1.0 |
| SUS304 | 205 | 60 | 1.2 | 1.2 |
| AL5052-H32 | 195 | 25 | 1.1 | 1.1 |
| 6063-T5 | 145 | 22 | 1.15 | 1.15 |

Abbildung 2: Ein Techniker misst mit einem Messschieber den Lochabstand auf einem Metallblech und überprüft so die Maßgenauigkeit.
Welche strukturellen Mängel entstehen, wenn die Spezifikationen für die Eckenentlastung von Blechen weggelassen werden?
Die Nichteinhaltung der Spezifikationen für die Eckenaussparung bei Blechen kann zu Defekten wie Biegerissen und Materialausbeulungen führen, die Montagebehinderungen und sogar strukturelle Rissversagen im Gebrauch verursachen können.
Sofort sichtbare Oberflächen- und Maßfehler
Wenn Bleche mehrfach um 90° gebogen werden und kein Entlastungsspielraum vorhanden ist, wird das überschüssige Material an den Verbindungsstellen nach außen gedrückt, was zur Bildung von 0,5–1,2 mm großen Ausbeulungen führt. Die Folge: Präzisionspassteile aus Blech werden in der Montage zu 100 % aussortiert . Dies ist eine typische Konsequenz vernachlässigter Eckenentlastung und unterstreicht die Notwendigkeit einer optimierten Blechbearbeitungsoberfläche .
- Oberflächenvorsprünge: Typischerweise 0,5-1,2 mm hoch, was zu einer Fehlpassung der Montageflächen führt.
- Mikroskopisch kleine Risse: Bis zu 0,3 mm kleine Risse, die kaum sichtbar sind, sind extrem gefährlich.
- Maßabweichungen: Abweichungen des Biegewinkels können ±2° erreichen, Positionsabweichungen ±0,3 mm.
Langfristiges strukturelles Versagensrisiko
Die Reparatur mikroskopischer Risse, die durch Überschreitung der Zugfestigkeit des Materials entstehen, kann problematisch sein, da sich dieses unter hochfrequenten Vibrationen und Biegebelastungen stark zusammenzieht , was später zum Bruch des gesamten Bauteils führen kann. Neben anderen Nachteilen birgt dies Sicherheitsrisiken bei der Fertigung von Präzisionsgeräten aus Blech und beeinträchtigt die strukturelle Stabilität der Blechkonstruktion erheblich.
Mikroskopisch kleine, versteckte Risse begünstigen Produktversagen und werden leicht übersehen, stellen aber extrem gefährliche Konstruktionsfehler bei der kundenspezifischen Blechbearbeitung dar.
Wie beeinflussen Legierungseigenschaften die Bruchschwellenwerte bei der kundenspezifischen Blechbearbeitung?
Bei der kundenspezifischen Blechbearbeitung sind die Unterschiede in Duktilität und Streckgrenze verschiedener Metalle die Hauptfaktoren, die die Größe der Entlastungsnut beeinflussen . Die Tiefe einer Entlastungsnut in Edelstahl SUS304 sollte etwa 20 % größer sein als in der Aluminiumlegierung AL 5052.
Einfluss der Materialeigenschaften auf die Gestaltung der Entlastungsnut
SPCC-Kohlenstoffstahl, SUS304-Edelstahl und die Aluminiumlegierung AL5052 weisen sehr unterschiedliche Eigenschaften hinsichtlich Härte, Dehnung und Rückfederung auf . Auch ihr Biegeverhalten (Spannungsniveaus) ist völlig unterschiedlich. Hochwertige, kundenspezifische Blechbearbeitungsdienstleistungen stimmen die Materialprozesse präzise ab, um die optimale Legierung für die Blechbearbeitung zu ermitteln.
- Edelstahl SUS304: Sehr hohe Kaltverfestigungsrate, die lokale Spannung ändert sich beim Biegen stark. Daher ist eine größere Entlastungsnut erforderlich.
- Aluminiumlegierung: Begrenzte Duktilität, die "Orangenhaut"-Textur des Materials neigt dazu, beim Biegen mit sehr engem Radius verstärkt zu werden, daher ist eine äußerst genaue Maßkontrolle erforderlich.
- Normaler Kohlenstoffstahl: Er weist in Bezug auf verschiedene Kriterien gute Eigenschaften auf, die meisten Anforderungen können durch Standardformeln erfüllt werden.
LS Manufacturing – Vertrauliche Materialrheologiedaten
In unserem Materiallabor wurden über 50 Blechwerkstoffe hinsichtlich ihrer Gitterrheologie untersucht. Dabei wurden exklusiv Einstellnormen für die Parameter der Entformungsnut unter verschiedenen Betriebsbedingungen zusammengefasst. Dies deckt diverse Verarbeitungsszenarien ab, verbessert die Umformqualität verschiedener kundenspezifischer Blechteile deutlich und gewährleistet eine hohe Qualität der Blechbearbeitung .
- Bei einem Biegeradius von R0,5 für ein 15 mm dickes Edelstahlblech SUS304 muss die Mindesttiefe der Entformungsnut um 22 % erhöht werden.
- Bei einer Aluminiumlegierung AL5052-H32 muss die Breite der Entformungsnut um 15 % erhöht werden, wenn die Biegegeschwindigkeit größer als 50 mm/s ist.
- Bei Verwendung von SPCC-Kohlenstoffstahl in einer Umgebung mit niedrigen Temperaturen (unter 0℃) sollte die Tiefe der Entkopplungsnut um 10 % vergrößert werden.
Durch die Anpassung der Entlastungsnut an die spezifischen Materialeigenschaften können wir unterschiedliche und präzise Designs realisieren. Dies ist der entscheidende technologische Vorteil unserer kundenspezifischen Blechbearbeitungsdienstleistungen.
Die mechanischen Eigenschaften verschiedener Legierungen unterscheiden sich stark. Gezielte Anpassungen der Entformungsnut können Materialverträglichkeitsprobleme vollständig beheben und die Ausbeute unserer kundenspezifischen Blechbearbeitung deutlich steigern . Besorgt über mögliche Materialverträglichkeitsprobleme? Vereinbaren Sie eine kostenlose, individuelle DFM-Analyse, um Ihre Blechbearbeitungsparameter präzise zu optimieren.
Welche geometrischen Konfigurationen minimieren die Materialüberlappung beim mehrachsigen Blechbiegen?
Bei der Bearbeitung komplexer, mehrachsiger, dreidimensionaler Biegestrukturen empfiehlt es sich, die Entlastungsnut um 0,5 mm zu erweitern . Dies trägt dazu bei, die in mehrere Richtungen überlagerte Scherspannung auszugleichen. Dadurch wird das Problem der Materialüberlappung vollständig gelöst und eine hocheffiziente Bearbeitung mit hoher Ausbeute erzielt.
Geometrische Schnittprobleme bei mehrachsiger Biegung
Mehrachsiges Biegen beinhaltet das Zusammenwirken von Spannung, Materialverformung und softwarebedingten Abflachungsfehlern . Um den durch die Verformung gemischter Materialien entstehenden Verarbeitungsfehlern entgegenzuwirken, muss der Übermaßwert präzise definiert werden. Dies ist ein grundlegendes Arbeitsdetail für komplexe, kundenspezifische Blechbearbeitungskonstruktionen und gewährleistet die Biegegenauigkeit .
- Überlagerung dreidimensionaler Spannungen: Die durch mehrdimensionale Biegung entstehende Spannung konzentriert sich an den Schnittpunkten. Das bedeutet, dass dies bis zum Versagen gefährlich sein kann.
- Verschiebung von Materialgemischen: Jede Biegerichtung führt zu einer Bewegung des Materials, was aufgrund der Überlagerung zu einer Überlappung führen kann.
- Fehler bei der Abflachungsberechnung: Der Abflachungsalgorithmus herkömmlicher CAD-Software weist bei mehrachsiger Biegung systembedingte Ungenauigkeiten auf.
Wie man eine parametrische Auslösenutkonstruktion durchführt
Die folgenden Standard-Arbeitsschritte für 3D-Software ermöglichen eine schnelle geometrische Optimierung von Entlastungsnuten für mehrachsige Biegungen und vermeiden so Überlappungsprobleme bei der Bearbeitung . Die meisten Blechkonstruktionsdienstleister verwenden denselben standardisierten Prozess für eine effiziente parametrische Modellierung der Blechfertigung.
- Verwenden Sie CAD-Software, um alle Schnittpunkte der Biegelinien zu finden.
- An jedem Schnittpunkt der Biegelinie ist eine Entriegelungsnut mit den Maßen W≥T+0,5mm und D≥R+T zu erstellen .
- Von allen Tangentenpunkten der Biegung wird die Begrenzung der Entformungsnut um 0,5 mm nach außen verschoben (Übermaß).
- Die Abmessungen der Auslösenut sollten in einem parametrischen Verhältnis zur Materialdicke T stehen.
- Erstellen Sie eine DXF-Datei (flache Datei) und suchen Sie nach überlappenden Linien.
Die parametrische Verknüpfungskonstruktion ermöglicht es, die Abmessungen automatisch an die Blechdicke anzupassen, nicht überlappende DXF-Dateien zu erzeugen, Nacharbeiten deutlich zu reduzieren und sich für verschiedene komplexe kundenspezifische Blechfertigungsprojekte zu eignen.

Abbildung 3: Eine behandschuhte Hand legt ein Metallteil in eine Biegemaschine ein – ein wichtiger Schritt bei der Herstellung kundenspezifischer Blechbauteile.
Warum können durch die Verwendung von Standard-Stanzmatrizen die Angebotspreise für kundenspezifische Blechteile drastisch gesenkt werden?
Durch die Gestaltung von Entformungsnuten, die auf die Standardwerkzeuge des Werks zum Stanzen und Biegen abgestimmt sind, kann die Prototypenzeit um mehr als 40 % verkürzt werden, ohne dass die teure Amortisation von Sonderformen erforderlich ist , was zu niedrigeren Angeboten für kundenspezifische Blechteile führt.
Die versteckten Kosten der Abweichung von Standard-Release-Rillen
Wenn die Entformungsnuten nicht genormt sind, können sie nicht mit den üblicherweise im Werk verfügbaren Schneidwerkzeugen bearbeitet werden. Die Werkstatt ist dann gezwungen, entweder die Bearbeitungsparameter anzupassen oder neue Werkzeuge herzustellen . Dies beeinträchtigt die Bearbeitungseffizienz erheblich und treibt die Produktionskosten in die Höhe. Außerdem weicht es vom Prinzip der Standardfertigung ab, die auf präziser Blechbearbeitung basiert, und erschwert die Kostenkontrolle in diesem Bereich .
- Kosten für kundenspezifische Stanzwerkzeuge: Der Preis für einen einzelnen unregelmäßigen Stempel kann bis zu 500-2000 US-Dollar betragen.
- Die Bearbeitungseffizienz leidet: Bei nicht standardmäßigen Abmessungen muss die Schnitt- oder Stanzgeschwindigkeit auf unter 70 % reduziert werden.
- Verschleiß und Abnutzung: Die Lebensdauer von nicht standardisierten Werkzeugen beträgt im Allgemeinen nur etwa 60 % der Lebensdauer von Standardwerkzeugen.
LS Manufacturing Standard Tool Matrix Parameters
Wir stellen alle gängigen Werkzeugparameter, die in der Werkstatt verwendet werden, wie z. B. die V-Nut der unteren Biegematrize, den Radius der oberen Matrize, die Stempelspezifikationen usw., offen. Dies hilft Konstrukteuren, die geltenden Normen bei der Konstruktion zu beachten. Ausführliche Informationen finden Sie in unserem spezialisierten DFM-Leitfaden für die Blechbearbeitung, in dem auch die Arbeit mit professionellen Blechbearbeitungswerkzeugen standardisiert ist.
- Standard-V-Nutbreite: 6T, 8T, 10T, 12T
- Standard-Obermatrizenradius: 0,2 mm, 0,5 mm, 0,8 mm, 1,0 mm, 1,5 mm, 2,0 mm
- Standard-Rundstempeldurchmesser: 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm
- Standard-Vierkantstempelgröße: 2,0 × 2,0 mm, 2,5 × 2,5 mm, 3,0 × 3,0 mm
Diese Konstruktion ist auf die Standardwerkzeugmatrix der Fabrik abgestimmt und eliminiert die hohen Kosten für Sonderformen, verkürzt den Produktionszyklus von kundenspezifischen Blechteilen erheblich und senkt die gesamten Serienfertigungskosten effektiv. Möchten Sie Ihr Serienfertigungsbudget genau kontrollieren? Geben Sie Ihre Produktparameter an, um schnell ein präzises Angebot für die Serienfertigung zu erhalten .

Abbildung 4: Eine Sammlung von Standard-Stempel- und Matrizensätzen, Werkzeuge, die zur Kostenkontrolle bei der kundenspezifischen Blechbearbeitung beitragen.
Wie löste LS Manufacturing eine Krise im Bereich struktureller Risse bei Präzisions-Medizinhalterungen?
Dilemma des Kunden
Ein europäischer Medizintechnikhersteller, der 1,5 mm starken Edelstahl SUS304 verwendet, hatte Probleme mit den Halterungen seiner Ultraschallgeräte. Diese hochpräzisen, kundenspezifisch gefertigten Blechteile wiesen zu 100 % Biegerisse und einen 0,6 mm großen Überstand auf, da die vorgesehene Entriegelungsnut fehlte. Dieser Mangel verstieß nicht nur gegen die Medizinproduktenorm ISO 13485, sondern führte auch zum Stillstand des Projekts und zur Nichterfüllung der Anforderungen an die Blechbearbeitung im Medizinbereich .
LS Fertigungslösung
Innerhalb von 24 Stunden begannen wir mit der technischen DFM-Prüfung. Unsere FEA-Rheologiemodellanalyse ergab, dass die Rissbildung und Verformung des Bauteils in erster Linie durch die sehr hohe Spannung von 850 MPa an der ursprünglichen Strukturverbindung verursacht wurden. Unsere Expertise in der Blechbearbeitung ermöglicht es uns, solche strukturellen Schwachstellen nicht nur zu identifizieren, sondern auch zu vermeiden.
Mithilfe lasergeschnittener kreisförmiger Entformungsnuten legte das Team die Parameter W = 2,2 mm und D = 2,8 mm präzise fest. Anschließend gelang es ihnen mithilfe eines Präzisions-Oberwerkzeugs mit R0,5 und eines Biegeprozesses mit niedriger Geschwindigkeit , die Kaltverfestigungsspannungen des Edelstahls abzubauen, während gleichzeitig die Oberflächenrauheit auf Ra 1,6 μm optimiert wurde.
Ergebnisse und Wert
Durch die Anpassung des Verarbeitungsverfahrens konnte die beim Biegen der Teile entstehende Spannung um 68 % reduziert, Mikrorisse vollständig beseitigt, Montageabweichungen auf unter 0,03 mm begrenzt und die Ausbeute der Serienfertigung von 0 % auf 99,7 % gesteigert werden . Somit wurde eine Produktion nach medizinischen Standards erreicht und eine effiziente Verbesserung der Blechbearbeitungsausbeute erzielt.
Die präzise DFM-Prozessoptimierung bewältigt die Herausforderungen von Rissen und Verformungen beim Präzisionsbiegen von Blechen und verbessert so die strukturelle Stabilität und die Durchlaufquote in der Serienfertigung von kundenspezifischen Blechteilen signifikant. Haben Sie Schwierigkeiten bei der komplexen Blechbearbeitung? Teilen Sie uns Ihre Projektanforderungen mit, und wir entwickeln eine maßgeschneiderte Prozesslösung.

Häufig gestellte Fragen
Frage 1: Was ist eine Eckentlastung in der Blechbearbeitung?
Eine Eckaussparung ist eine vorgeformte, eckenförmige Vertiefung in Blech, die einer bestimmten Geometrie entspricht. Sie befindet sich üblicherweise an der Ecke, an der mehrere Biegelinien aufeinandertreffen. Ihre Hauptfunktion besteht darin , dem gebogenen Metall etwas Spielraum für die plastische Verformung zu geben, um häufige Defekte wie Materialaustritt und Rissbildung wirksam zu vermeiden.
Frage 2: Welche Folgen hat es, wenn in den Konstruktionszeichnungen keine Eckenentlastung vorgesehen ist?
Wird ein Bauteil ohne Entlastungsnut gebogen, entsteht an der Biegestelle eine Ausbeulung sowie tiefe Mikrorisse am äußeren Rand der Biegung. Diese Defekte können nicht nur die Montage behindern, sondern auch zum Bruch des Bauteils unter Belastung im Betrieb führen .
Frage 3: Welche Geometrien von Auslöserillen werden in der Branche am häufigsten verwendet und nach welchen Kriterien sollten diese ausgewählt werden?
Im Allgemeinen gibt es drei geometrische Formen: Kreis, Quadrat und V-Ausschnitt . Kreisförmige Formen, die sich durch eine sehr gute Belastbarkeit auszeichnen, werden üblicherweise für dünne Bleche beim Laserschneiden verwendet. Für hochpräzise Biegearbeiten an schwer belastbaren Boxen, bei denen darauf geachtet werden muss, dass das Werkzeug nicht mit dem verfügbaren Platz kollidiert, sind quadratische Entriegelungsnuten jedoch ideal.
Frage 4: Wie lassen sich die minimalen Maßparameter einer hochpräzisen Blechtrennnut genau berechnen?
Es ist notwendig, die professionellen industriellen DFM-Spezifikationen einzuhalten , mit einer Nutbreite oder einem Nutdurchmesser W ≥ Plattendicke T+0,5 mm, einer Schnitttiefe D ≥ Biegeinnenradius R+T, die den Verformungsbereich des Biegematerials vollständig aufnehmen und Verarbeitungsfehler vermeiden können.
Frage 5: Wie wirken sich insbesondere unterschiedliche Materialeigenschaften auf die DFM-Bemessung der Auslösenut aus?
Aufgrund ihrer hohen Kaltverfestigungsrate und geringeren Duktilität verursachen SUS304 und Edelstähle im Allgemeinen höhere Biegespannungen. Daher sollten die Maßtoleranzen und Tiefenzugaben der Entformungsnut 15–20 % größer sein als bei herkömmlichen Werkstoffen wie normalem Kohlenstoffstahl und Aluminiumlegierungen.
Frage 6: Welche negativen Auswirkungen hat eine ungeeignete Auslegung der Auswurfnut auf die Werkzeuge der Biegemaschine und die Produktionskosten?
Eine ungeeignete Auslegung der Auslösenut erhöht das Drehmoment bei der Materialbearbeitung, was wiederum den Werkzeugverschleiß und Produktionsausfallzeiten erhöht. Dies kann sogar zu einer Reduzierung der Werkzeugstandzeit um bis zu 30 % führen, den Bedarf an Sonderschleifarbeiten steigern, die Effizienz der Serienfertigung beeinträchtigen und die Stückkosten erheblich erhöhen.
Frage 7: Wie lassen sich die Parameter der Auslösenut in gängigen 3D-Modellierungsprogrammen schnell und präzise konfigurieren?
In den Blechbearbeitungsmodulen von SolidWorks und Creo lassen sich Biegekoeffizienten mit präzisen K-Faktoren festlegen. Außerdem kann die standardmäßige glatte/nahtlose Ecke wahlweise durch eine Kreis- oder Rechtecknut ersetzt werden, wodurch eine automatische/parametrische Anpassung der Abmessungen an die Blechdicke ermöglicht wird.
Frage 8: Warum ist die Bereitstellung einer vollständigen DFM-Bewertung so wichtig, wenn man sich an LS Manufacturing wendet?
Mithilfe unserer spezialisierten Bibliothek für fertigungsgerechte Konstruktionsplanung können wir die Toleranzen für Trennnuten präzise bestimmen und Form- bzw. Passungsfehler vor der Fertigungsfreigabe korrigieren. Laden Sie einfach Ihre Konstruktion hoch und erhalten Sie ein Angebot, mit dem Sie Fertigungsprobleme frühzeitig erkennen und vermeiden können . Darüber hinaus optimieren Sie Ihre Blechproduktionskosten effizient.
Zusammenfassung
Eckenentlastungsnuten sind ein Hauptmerkmal beim Biegen von Präzisionsblechen und haben direkten Einfluss auf die Fertigungsqualität und die Lebensdauer der Teile. Durch die Standardisierung der Nutenauswahl, die Anwendung der Maßformel W≥T+0,5 mm und die Berücksichtigung verschiedener Materialparameter zur Korrektur können die Anforderungen des Design for Manufacturing (DFM) genutzt werden, um Biegerisse und Verformungsprobleme von vornherein zu vermeiden. Dies führt zu einer deutlichen Steigerung der Serienausbeute, reduziertem Werkzeugverschleiß und geringeren Produktionskosten und unterstützt Ingenieure bei der vollständigen Überwindung der Diskrepanz zwischen Konstruktion und Produktion.
Befindet sich Ihr nächstes Projekt – ein Hochdruck-Hydraulik-Steuerventil, ein komplexes Getriebe oder eine Sonderanfertigung, die wechselnden Belastungen ausgesetzt ist – aktuell in der Zeichnungsprüfung oder in der Übergangsphase zur Suche nach alternativen Herstellern (Lieferanten)? Lassen Sie nicht zu, dass hohe Ausschussquoten Ihre Projektgewinne schmälern.
Nachdem Sie Ihre 3D-STEP-/IGS-Zeichnungen sowie Ihre 2D-Normen inklusive Toleranzvorgaben an das Expertenteam von LS Manufacturing gesendet haben , erhalten Sie innerhalb von 24 Stunden umfassende technische Unterstützung , eine Machbarkeitsstudie zur DFM-Fertigung und ein transparentes Preisangebot von unseren erfahrenen B2B-Ingenieuren für Gießerei und Bearbeitung. Alternativ können Sie auch unser Online-Kundenservicesystem (siehe rechts) nutzen oder eine Anfrage direkt an unsere offizielle E-Mail-Adresse für technischen Support senden, um Ihre Komplettlösung für die hochpräzise Hardwarebearbeitung zu starten!
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


