素材 シート サイズ 降伏強さ (MPa) スプリングバック角度範囲 推奨される過曲げ補正
SPCC 低炭素鋼 12 ゲージ 235 1°~2° 1.5°
SPCC 低炭素鋼 24 ゲージ 270 3°~4° 3.5°
304 ステンレススチール 22 ゲージ 410 5°~8° 6.5°
5052 アルミニウム合金 20 ゲージ 195 2°~3° 2.5°
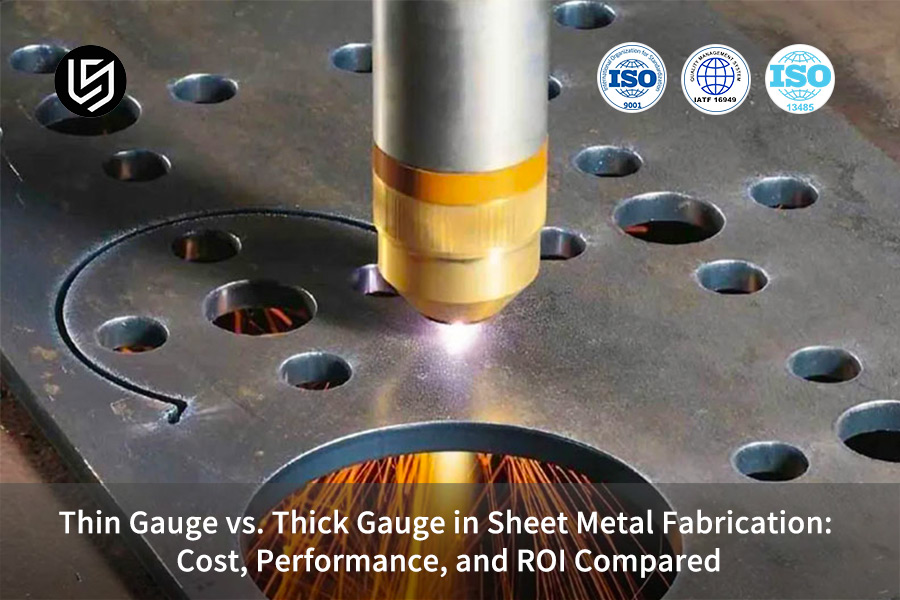
薄板と厚板の曲げ成形の違い 厚いプレートは塑性変形ゾーンの割合が高く、スプリングバックは主に弾性回復によって支配され、角度変動範囲は小さい です。これは、カスタム ゲージ板金サービスにおけるスプリングバック補償の基本的な判断基準であり、板金製造スプリングバック メカニズム の中核となるパフォーマンスでもあります。
非常に薄い金属プレートの場合、ひずみ硬化の効果がより顕著になり、降伏強度は成形プロセスとともに増加し続け、その結果スプリングバック角度の変化がより大きくなります。 同じ曲げ圧力の下で、24 ゲージのステンレス鋼のスプリングバック角度は 12 ゲージの低炭素鋼の4 倍以上 です。正確な板金ゲージの選択は、スプリングバック制御の前提条件です。
インテリジェント曲げ補正技術の応用 インテリジェント曲げ補正テクノロジー (ATC) とリアルタイムの圧力検知を統合 し、曲げの深さをリアルタイムで補正します。シート メタルのさまざまなバッチの降伏強度の変化によって生じるサイズ誤差を修正できるため、 小規模バッチの柔軟なカスタマイズの問題に対応でき 、実際に のサイズの一貫性が大幅に向上します。 href="https://www.lsrpf.com/blog/precision-sheet-metal-fabrication-services-tight-tolerance-metal-parts-manufacturer">薄ゲージと厚ゲージのシート メタル製造 。また、板金製造の寸法精度が規格に準拠していることも保証できます。 量産中、標準への角度寸法の準拠率は、従来のプロセスでは 82% 達成されていたのに対し、99.7% に増加 します。 スプリングバック制御は、精密製品の組み立て精度を直接決定します。製品図面を送信すると、薄いゲージと厚いゲージの板金製造スプリングバック リスク評価を無料で取得 でき、上級エンジニアが目標とする曲げ補正とプロセス最適化の提案を提供します。
図 2: さまざまな穴パターンを持つ精密板金ブラケット。
構造上の微小亀裂を避けるために、ゲージ チャートの数値が低いほど、かなり大きな曲げ半径が必要になるのはなぜですか? シート メタルの厚さのガイドには、7 ~ 14 ゲージの厚さのプレートの場合、内側の曲げ半径がプレートの厚さの 1 倍未満である場合、プレートの外層にかかる引張応力が材料の引張強さの制限よりも高くなり 、曲げリッジに沿って微小な亀裂が形成されると記載されています。 LS Manufacturing では、重量構造コンポーネントの長期疲労寿命を維持するために、Rmin 1.5t という厚板ルールを採用しています。
マイクロメカニカル厚板曲げ割れ 厚板の曲げ では、板厚の増加に伴い外側の繊維の伸びが増加し、曲げ加工後の材料の伸びの限界を超える可能性が非常に高くなります。骨折 です。関連する臨界値は、板金製造の破壊メカニズムの典型的なケースを表す板金厚さガイドで取得できます。粒界欠陥は、へき開破壊機構において破壊が開始される可能性が最も高い場所 であり、曲げリッジに沿った破面が主な特徴を占めます。微小亀裂に亀裂の開閉による交互荷重が加わると、亀裂の進展が促進され、 最終的には構造部品の突然の破壊 が発生します。科学的な板金ゲージの選択は、このリスクを最小限に抑えるための 1 つの手段となります。 粒子の方向とレイアウトの最適化方法 金属シートの製造時に木目が曲げ線と平行な方向にある場合、厚いシートに亀裂が発生する可能性は平均して 3 倍以上 になります。 マルチレイアウト アルゴリズムにより、曲げ線が木目方向に対して 45° または 90° の角度を形成できるようになり、亀裂の可能性を大幅に低減 できます。これは、板金製造エンジニアがこれまで行ってきた標準的な板金製造の最適化 であり、板金製造の結晶方位特性を最大限に活用しています。 この最適化を行うことで、エンジニアリング機械のブラケットの疲労寿命を最大 300% 延長することができます 要するに、これは木の板を曲げるのと似ており、木目方向に沿って曲げると亀裂が入りやすくなりますが、木目方向に沿って曲げるとより大きな変形に耐えることができます。
医療機器フレーム エンクロージャの長期的な板金製造 ROI をベンチマークするにはどうすればよいですか? 医療機器キャビネットの板金製造 ROI を把握する最も基本的な側面は、板金の厚さを合理的に選択することです。耐震性を確保する主な耐荷重フレームとして 11 ゲージの板を使用し、さらに外部カバー パネルとして 20 ゲージの薄い板を使用します。 航空物流コストが削減されるため、総重量を 25% 削減できます。
ライフサイクル コストの内訳
初期製造コスト: これには、原材料の加工、表面処理、テストのコストが含まれており、 これらは合わせてライフサイクル コスト全体の 40% を構成 します。この製造コスト要素は、板金製造の ROI 計算における基本的な入力値であり、板金製造のライフサイクル コスト の主要要素の 1 つです。物流および倉庫コスト: 商品の総重量が 10% 削減されると、多くの場合、国際航空運賃が約 12% 削減されることになります。運用保守コスト: 薄肉化による構造の軽量化により、設備負荷も軽減され、長期にわたる保守の必要性の軽減 にもつながります。従来の板金の厚さのコスト見積もりを行う場合、この側面は無視されることがよくあります。
肉厚最適化のメリットを計算するアプローチ
有限要素解析 (FEA) ソフトウェアを使用して、さまざまな荷重シナリオをシミュレーションし、構造の完全性と剛性を維持しながら 非耐荷重セクションの厚さを減らす機会を見つけます。 薄板サンドイッチ構造の処理時間は、実際にはさらに長くなります。それでも、輸送コストとエネルギーコストの節約によって、最初の不利な点を 12 か月以内にカバーするには十分です。専門の板金製造会社 は、板金製造における重量最適化ソリューションの実装をカバーする徹底的な計算モデルと支援を提供 できます。 高価な医療機器の場合、厚いシートメタル製造と薄いシートメタル製造を組み合わせて使用すると、ライフサイクル全体の投資収益率 (ROI) を 22% 以上向上させることができます。
ライフサイクル コストの最適化により、プロジェクトの長期的な収益性が大幅に向上します。 機器の重量と輸送シナリオのパラメータを提供していただけます 。さまざまな板金の厚さのコスト オプションに対するライフサイクル ROI を無料で計算し、最適な壁厚の組み合わせを見つけます。
図 3: 作業台上のさまざまな板金筐体とブラケット。
7 ~ 14 の厚いゲージ ブランクを使用する重機部品に不可欠な厳密な溶接方法の更新は何ですか? ヘビーデューティ板金部品 の板金製造サービスでは、特に 11 ゲージを超える重エンジニア構造部品の場合、V 溝を使用したマルチパス パルス MIG 溶接プロセスを使用します。面取り に加えて、溶融不足や粒界腐食などの溶接欠陥を避けるために 150℃ での予熱が必要です。
厚板の溶接開先と予熱仕様 多くの購入者は、工場で重量構造コンポーネントを設計する際に、 内部溶接欠陥に起因する構造破損について最も重視します。
<ブロック引用>
としてhref="https://www.iso.org/standard/80209.html?__cf_chl_f_tk=9buaIyXqZk0NAPsi2qdw8pB_YTl1P1l8DL8F0LS9eM8-1782958759-1.0.1.1-H1KR1vMKlM7bDSFGKu33dXnRCZv1xRZvgv5kA8kRPGM">ISO 5817:2023 の規則には、耐荷重構造の溶接には、溶融の欠如や亀裂などの欠陥があってはなりません。
と明記されています。
この標準を忠実に実装するために、次のプロセス仕様を作成しました。
<オル>
厚さが 3mm を超える炭素鋼やステンレス鋼で作られた構造部品には、十分な溶け込みを可能にするために溶接前に 30°~45° の V 溝金属コーティング を機械加工する必要があります。これは、板金製造面取り規格の一般仕様を満たす、認定された板金製造サービスの基本プロセス要件です。 炭素当量が 0.4% を超える鋼の場合、冷却速度を遅くして硬化を防ぐために溶接前に 100 ~ 150℃ に予熱する必要 があります。 当社では、完全自動ロボット レーザー面取り機を使用して加工を行っており、面取り角度の誤差を ±1° に制限できます 。特定の面取り角度は、板金厚さガイドの対応する推奨値から参照できます。 溶接品質の非破壊検査のためのソリューション すべての耐荷重溶接部を放射線検査 (RT) または超音波検査 (UT) で検査し、100% の溶け込みを保証します 臨界応力領域の金属組織検査が実行され、溶接粒子に異常な粗大化が見られないことが確認されます。 これは、ハイエンドのカスタム ゲージ板金サービスにおいて重要な品質管理の実践 であり、板金製造の非破壊検査 基準を徹底的に実施します。 当社の厚板溶接の初回歩留まり率は継続的に 99.2% を超えており、業界平均の 92% を大きく上回っています。 最も単純に言えば、これは厚い木の板を接合する一例です 。接着する前に、内側のサーフが完全に接合されていることを確認し、層間剥離のリスクを避けるために、エッジを面取りする必要があります。 また、内部ギャップが存在しないことを検査する必要があります。
図 4: 明るい火花を発しながら金属構造物を溶接する作業員。
インターロッキング エンクロージャの最終組み立て中に公差スタックアップのボトルネックを解消するにはどうすればよいですか? カスタム ゲージ板金サービスでは、板金のさまざまな厚さの公差 (通常は 0.2 mm) はもちろんのこと、多層積層部品を扱う場合には組み立て穴の不一致が生じます。 LS Manufacturing は、プロトタイピング段階でインターロックやメッシュのギャップを修正するために使用される 3D 公差フルダイナミック シミュレーション ソフトウェア を発表 し、最終組立ラインでの量産カスタム シャーシの 100% エラーのない組み立てを保証します。
一般的に使用される金属板の標準厚さ公差の比較
素材 標準 シート サイズ 厚さの許容差 (mm) 許容範囲の割合
低炭素鋼 メーカーの標準 16 ゲージ ±0.10 6.6%
低炭素鋼 メーカーの標準 11 ゲージ ±0.15 5.0%
アルミニウム合金 ブラウン&シャープ 16 ゲージ ±0.08 6.2%
ステンレススチール ASTM A480 20 ゲージ ±0.12 10.3%
公差累積の中心的なソース
板金の厚さの許容差 は、積層部品の曲げ高さと体積の変化に直接影響を与える可能性があります。 これは、カスタム ゲージのシート メタルの準備中の公差設計の主な問題です 。また、シート メタル製造公差が積み重なる理由複数のパーツを組み合わせると、各レイヤーの小さなずれが積み重なっていきます。最終的には穴の位置がずれたり、 組み立てが失敗したり につながります。 昔ながらの固定公差設計では材料の変化を見落とし、ロット全体が公差の範囲外になってしまいます。 これはバッチ生産では基本的に問題 です。シート メタルの厚さのガイドには、公差範囲の一般的な値への参照が含まれています。
動的公差の設計方法
プロジェクトの開始段階で、DFM チームは固定公差ゾーンを材料の変動を考慮した動的公差設計に変換しました。 3D 公差シミュレーション ソフトウェアを使用することで、板厚の偏差が異なる場合のアセンブリ クリアランスを予測 することが可能になり、嵌合寸法を事前に調整できました。 新しい方法により、シャーシ アセンブリの初回パスの歩留まりが 85% から 100% に向上しただけでなく、 完全に現場での手直しの必要性がなくなり 、シート メタル製造全体の ROI が効率的に向上し、シート メタル製造アセンブリの歩留まり 。
ケーススタディ: LS Manufacturing は、EV バッテリーの医療用冷却エンクロージャ用に 12 ゲージ ステンレス鋼のレーザー切断と曲げをどのように最適化したか? お客様の課題 スマート無軌道 AGV シャーシの開発中に、研究開発チームはパワー バッテリー ブラケット アセンブリの購入に関する技術的な障害に遭遇しました。
これは、元のサプライヤーがレーザー切断と従来の曲げ方法 に 11 ゲージのステンレス鋼のみを使用し、高硬度ステンレス鋼のスプリングバック角度 (実際には約 6.5°) を考慮していなかったためです。その結果、構造部品の大規模なバッチで穴の位置がどんどんずれるようになったため、 アセンブリ全体の初回通過歩留まりは 72% 未満 に低下しました。
その上、引張応力の大きい溶接部には熱処理が施されていなかったため、50G 加速衝撃試験を実施したところ、溶接部の端に疲労微小亀裂が発生し、 プロジェクトは遅延とペナルティのリスク にさらされました。
LS 製造ソリューション LS Manufacturing の上級 DFM エンジニアの介入により、包括的な技術的見直しが行われました。
<オル>
引張試験機を使用して、チームはこのステンレス鋼バッチの実際の降伏強度と硬度 (HRC 32) を測定し、この方法で曲げ控除を再計算しました。正確な金属シート製造材料テスト により、プロセスの要点が固定されました。 高度な全自動 5 軸 CNC 曲げ機 には、カスタムビルドの Wila 空気圧補正下型が取り付けられ、内側の曲げ角度が R1.5 から R4.5 に変更され、それによって曲げの外層にかかる引張応力が解放されました。高出力ロボットによるファインコールドレーザー溶接とアルゴンを充填した両面シールドプロセスを組み込むことで、溶接が改善されました。これにより溶接パスごとの入熱が 0.5 kJ/mm 以下に制限される ため、熱影響部での粒子の成長が回避されます。 結果と値 2 回の顕微鏡金属組織検査と 100% レーザー 3D スキャン (CMM) による寸法確認の結果、500 セットの冷間成形厚板構造部品は組み立てに欠陥が見られず、さらに厳格な板金製造検査基準のおかげですべての寸法が ±0.10 mm 以内に維持され、業界標準の 0.38 mm を大幅に超えている ことがわかりました。
バッテリー ブラケットは、軍用グレードの 100 時間の三軸高周波ランダム振動および破壊限界テストに一発で合格しました。 全体的な製品組み立て時間は 40% 短縮され 、 サプライ チェーン全体の投資収益率は 32% 向上し、その結果、顧客はすぐに追加の長期戦略的供給注文を行うことができました。
複雑な厚板の精密構造コンポーネントを成形するには、プロセス全体の最適化が必要です。 詳細な図面 と技術要件
よくある質問 Q1: 医療機器のプロトタイプ開発の精密板金加工段階において、薄い板金製品と厚い板金製品のコア構造の性能の主な違いは何ですか? 薄いシート (16 ~ 24 ゲージ) は、曲げによって形成される幾何学的断面によって曲げ剛性が得られるため、局所的な不安定性の影響を非常に受けやすくなります。繰り返しになりますが、厚いシート (7 ~ 14 ゲージ) はその降伏強度と厚さにより重い荷重に耐えることができ 、薄いシートと比較して疲労限界と機械的衝撃耐性がはるかに優れています。
Q2: 材料の変更は、標準シート メタル厚さ表の物理的厚さにどのような影響を与えますか? 同じゲージ番号でも、材料が異なれば実際の物理的厚さも異なることを意味します。たとえば、16 ゲージ炭素鋼の公称厚さは 0.0598 インチ (1.52mm) ですが、同じグレードのアルミニウム合金はわずか 0.0508 インチ (1.29mm) です。 注文時に明確な絶対公差ゾーンを指定する必要があります。
Q3: 従来の TIG 溶接で 24 ゲージの極薄板金パネルを加工する際に、損傷率が高くなる根本的な原因は何ですか? 24 ゲージ (約 0.6 mm) の極薄シートは、局所的な熱容量が非常に低くなります。従来のTIG溶接のアークエネルギーは容易に融点を超えてしまい、 そのため穴あきや結晶粒の粗大化、 歪み が発生してしまいます。つまり、パルス マイクロ ビーム プラズマ溶接またはコールド レーザー溶接方法が必要です。
Q4: フレーム状のカスタマイズされた電子製品コンポーネントを製造する場合、全体的な費用対効果が最も優れている板金の厚さはどれですか? 総ライフサイクル コストでは、費用対効果の面で 16 ゲージ (約 1.5 mm) がステンレス スチールおよびカーボン スチール シャーシの損益分岐点になります。十分な剛性があるため 変形防止治具のコストが不要 であり、同時に CNC 高速切削に非常に効率的です。
Q5: サプライヤーは、11 ゲージ鋼板の精度公差 0.05 mm を達成するカスタマイズされた板金サービスを提供できますか? 標準的な単一曲げ操作では、このレベルの精度を実現できません。たとえば、レーザー切断後にCNCガントリーフライス盤を使用してキーアセンブリの表面とピンホールを二次精密フライス加工プロセスにかけることで、11 ゲージ構造コンポーネントのコア公差を±0.02 mm 以内に制御 できます。解決策と見積もりが必要な場合は、図面を送信 してください。
Q6: 専門メーカーにカスタムの事前に穴を開けられた薄いシートを注文する場合、投資収益率を高めるためにどのような具体的な活動を実行する必要がありますか? 実際、原材料コイルのレベリングの段階でパンチングとレイアウトの操作を並行して実行すると、後続の高出力レーザー切断機で個々の部品がパンチングされるまでの待ち時間を大幅になくすことができます。これにより実際にバッチスタンピング効率が 45% 向上 し、同時に大量生産のピースあたりのコストが効果的に最適化されます。
Q7: O 状態全焼鈍アルミニウム合金薄板を加工する場合、成形後のスプリングバック変形を避けるための最小内曲げ半径の基準は何ですか? O 状態の完全に焼鈍されたアルミニウム合金には加工硬化残留応力がないため、0° に近いスプリングバック率を示します 。そのため、最小内側曲げ半径を板厚の1.0倍まで絞ることができます。そのため、複雑な曲面シェル製品の精密なカスタマイズに最適です。
Q8: 世界中のハイエンド エンジニアリング プロジェクトが、一般的な標準仕様の既製の板金シェルを直接入手できないのはなぜですか? 非標準のマザーボードの放熱ダクトと正確なセンサー クリアランスは、一般的な標準化されたシェルでは対応できません。その結果、現場での手直しと研磨にかかる時間は 3 倍になります。したがって、長期にわたる柔軟な製造で高い ROI を確保するには、 フルプロセスの DFM カスタマイズ サービスが必須 です。
概要 適切な板金ゲージを正確に選択するには、エンジニアリングと材料の特性、プロセス、および総ライフサイクル コストを体系的に統合する 必要があります。適切な計算を行わずに一般パラメータをランダムに参照すると、量産時に反り、割れ、公差の問題などの欠陥が発生する可能性があります。 LS Manufacturing は長年にわたり、多分野の加工に取り組んでおり、図面の最初の応力シミュレーションから出荷前の実際の検査まで、顧客を技術的に支援し、 設計が正確に実行されていることを確認します。
適切な板厚公差設計を考慮しないと、新しいプロジェクトで最初の納品利益が失われる可能性があります。当社の専門家の支援による 7 ~ 14 ゲージの厚板加工や 20 ~ 24 ゲージの高精度薄板溶接をお探しの場合は、LS Manufacturing の技術チームがご自由にお使いいただけます。
わずか 3 分で、3D アセンブリ図面 (.STEP、.IGS、または.DXF)と公差管理仕様を当社の安全な問い合わせシステムにアップロードできます。特に、無料の DFM 組み立てサービスに加えて、24 時間以内に価格の見積もりが届きます。 10 年の経験を持つエンジニアが署名している曲げ亀裂リスク評価レポート。
📞電話番号: +86 185 6675 9667 📧メールアドレス: info@lsrpf.com 🌐ウェブサイト:https://lsrpf.com/
免責事項 このページの内容は情報提供のみを目的としています。LS マニュファクチャリング サービス 情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。必須部品 の見積もり これらのセクションの具体的な要件を確認してください。詳細についてはお問い合わせください 。
LS 製造チーム LS Manufacturing は業界をリードする企業 です。カスタム製造ソリューションに焦点を当てます。当社は 5,000 を超える顧客と 15 年以上の経験があり、高精度CNC 加工 、板金製造 、3D プリンティング、射出成形に重点を置いています。成形 、金属プレス 、その他のワンストップ製造サービス。www.lsrpf.com VIDEO
Gloria
ラピッドプロトタイピングとラピッドマニュファクチャリングのエキスパート
CNC機械加工、3Dプリント、ウレタン鋳造、ラピッドツーリング、射出成形、金属鋳造、板金、押出成形を専門としています。
Got thoughts or experiences to share? We'd love to hear from you!
LS Manufacturing Ltd アメリカ
30 N. Gould St. Ste N
中国
Unit 101, No. 3, 1st Tuanjie Road, Shutian, Humen, Dongguan City, China, 523929
Copyright © 2026 东莞市隆胜五金科技有限公司 (LS Manufacturing Ltd.) All rights reserved. lsrpf.com is the official platform of LS Manufacturing. プライバシーポリシー