La fabricación de chapa metálica es un proceso crucial en la producción industrial. Un diseño de alivio de esquinas de chapa metálica bien implementado puede reducir el desgarro en las uniones de doblado del 100 % al 0 %, lo que prolonga la vida útil del molde en un 40 %. Esta innovación no solo resuelve los problemas de fallas relacionadas con el doblado multidireccional, sino que, al mismo tiempo, mediante especificaciones dimensionales cuantificadas y la optimización del proceso DFM, elimina por completo la concentración de tensiones, lo que se traduce en una mejor producción y una reducción de los costos de fabricación . Esto significa que la industria obtiene un estándar de diseño de chapa metálica de aplicación directa.
En la producción en masa y la creación de prototipos de chapa metálica de precisión, los fallos estructurales, como las grietas en la base de los pliegues y la deformación del material, son problemas comunes. La razón fundamental es que los diseños tradicionales no consideran el flujo plástico tridimensional ni la concentración de tensiones que se producen en las intersecciones de los pliegues. Además de ser poco claros, los estándares de diseño convencionales tampoco logran abordar completamente los defectos de desgarro, lo que conlleva un aumento de los costes de reparación manual y una reducción de la vida útil del molde de más del 30 % . Este artículo, basado en datos probados y fórmulas cuantitativas, aplica estándares de DFM (Diseño para la Fabricación) de expertos que ayudarán a eliminar los defectos de producción en masa desde su origen, logrando así un equilibrio entre la resistencia de la chapa metálica y el coste.
Resumen de las respuestas principales de DFM Core para el alivio de esquinas en chapa metálica de precisión
Esta sección resume las especificaciones básicas y las conclusiones clave del diseño de alivio de esquinas de chapa metálica , lo que facilita la consulta y la aplicación rápidas por parte de los ingenieros.
| Nombre del parámetro | Fórmula de cálculo | Requisito mínimo | Valor recomendado | Observaciones |
| Ancho/Diámetro de la ranura de alivio (W) | W ≥ T+0,5 mm | T+0,5 mm | 2.0T | T es el espesor de la pared del material |
| Profundidad de la ranura de alivio (D) | D ≥ R+T | R+T | R+1.2T | R es el radio interior de la curva. |
| Distancia desde el borde de la ranura hasta la línea de flexión | L ≥ 2,5T | 2,5T | 3.0T | Evita la deformación por tracción |
| Rebanado excesivo | OC ≥ 0,5 mm | 0,5 mm | 0,6 mm | Aplicable a la flexión multieje. |
Conclusiones clave
- Eliminación de la concentración de tensiones: El diseño de alivio en la esquina derecha es una forma muy eficaz de reducir la concentración de tensiones e incluso puede aumentar la vida útil de las piezas hasta en un 40 %.
- Detalles esenciales de las dimensiones: El diámetro o ancho mínimo de la ranura de alivio debe ser como mínimo: W ≥ T + 0,5 mm (donde T es el espesor de la pared) y D ≥ R + T (donde R es el radio de curvatura interior).
- Consideraciones sobre la elección del proceso: Las láminas de menos de 1,5 mm de espesor deben procesarse con una ranura de alivio circular. Las láminas de más de 2,0 mm de espesor, que deben ser altamente herméticas, deben tener un diseño cuadrado o con muescas.
¿Por qué confiar en el servicio de fabricación de chapa metálica de LS Manufacturing y en su experiencia en el diseño DFM con entallado de esquinas?
El servicio de fabricación de chapa metálica y la capacidad de diseño DFM de entallado de esquinas de LS Manufacturing se basan en nuestra experiencia acumulada de más de 20 años en la fabricación de componentes de vanguardia en todo el mundo . Contamos con más de 200 clientes de última generación en la industria de dispositivos médicos y electrónica automotriz. Tras tres meses de pruebas de resistencia en ranuras de alivio para diversos materiales, nos resultó difícil, mediante fórmulas empíricas, obtener un margen de seguridad de aproximadamente el 20 % para el doblado de chapa gruesa de acero inoxidable SUS304.
Todos los miembros del equipo siguen el sistema de gestión de calidad para dispositivos médicos ISO 13485 y todas las recomendaciones de DFM se han comprobado en la planta de producción. El error de diseño más frecuente que hemos observado en la producción real es que muchos ingenieros creen erróneamente que cuanto mayor sea la ranura de liberación, mejor.
Pero una ranura de liberación demasiado grande puede provocar que la rigidez sea inferior al 15 % . La línea de producción representa nuestra capacidad de producción en el sistema de gestión de calidad ISO 9001 , estándar internacional. Todas las piezas de chapa metálica de precisión se fabrican con tolerancias de 0,1 mm. No solo predicamos el evangelio, sino que convertimos la experiencia adquirida a través de decenas de miles de ciclos de producción reales en especificaciones de diseño definidas para ayudarle a evitar los errores que otros han cometido antes que usted.
Los datos de medición profesionales y un sistema de control de calidad riguroso mejoran significativamente la estabilidad del proceso de nuestro servicio de fabricación de chapa metálica. ¿Aún tiene dificultades con los parámetros de diseño de las esquinas? Programe una consulta personalizada con un ingeniero sénior para resolver rápidamente sus problemas de diseño.

¿Por qué fallan las alineaciones en los servicios de fabricación de chapa metálica de precisión sin alivio en las esquinas?
La falta de cálculos de ingeniería en el diseño de las ranuras de liberación de esquinas puede provocar estiramiento del material y deformación por extrusión en la intersección de las líneas de flexión, lo que conlleva problemas de microdesgarro y protrusión hacia afuera , dañando gravemente la precisión de la tolerancia de ensamblaje de la producción en masa del servicio de fabricación de chapa metálica de precisión .
Mecanismo de concentración de tensiones en la flexión multidireccional
El punto de encuentro de varias líneas de curvatura somete al metal a esfuerzos cortantes alternos. En ausencia de ranuras de alivio , la capa exterior del metal se somete a una tensión extrema, mientras que la capa interior se comprime excesivamente, lo que provoca directamente defectos de fisuración microscópica en la raíz de la curvatura . Los servicios estandarizados de fabricación de chapa metálica pueden prevenir estos defectos básicos de procesamiento mediante la optimización previa al proceso y, por lo tanto, mejorar el sistema de control de esfuerzos en la fabricación de chapa metálica .
- Fallo por tracción: El estiramiento del material en el lado exterior de la curvatura supera el límite del material y, como resultado, se producen grietas longitudinales a la línea de flexión.
- Fallo de extrusión: El material en el lado interior de la curva se comprime formando protuberancias irregulares y rebabas .
- Fallo por fatiga: Bajo cargas alternas, se forman microfisuras que crecen rápidamente, provocando que la pieza se rompa repentinamente.
Análisis cuantitativo de defectos sin ranuras de alivio
Realizamos un análisis estadístico sistemático de los defectos en placas de acero SPCC de 1,2 mm sin ranuras de alivio:
| Tipo de defecto | Probabilidad de ocurrencia | Tamaño promedio del defecto | Impacto | Costo de reparación (USD/pieza) |
| Desgarro microscópico | 100% | 100% profundo | Severo | 0,85 |
| Giro hacia afuera del material | 92% | 0,4 mm de altura | Medio | 0,42 |
| Desviación dimensional | 87% | ±0,25 mm | Severo | 1.20 |
| Daño de muerte | 65% | Desgaste de bordes | Extremadamente grave | Cantidad 12.50 |
Proporcionar una cavidad suficiente para la reología del material mediante una ranura de alivio de esquina bien diseñada puede reducir drásticamente el factor de concentración de tensiones Kt en más del 55 % . Además, la ranura permite un flujo suave del material dentro del límite elástico. Por lo tanto, es uno de los factores más importantes que contribuyen a la producción en masa de alta calidad en el servicio de fabricación de chapa metálica de precisión. Las piezas de chapa metálica personalizadas de calidad dependen del soporte del diseño estandarizado del proceso de ranura de alivio de esquina para lograr una prevención profesional de defectos en la fabricación de chapa metálica .
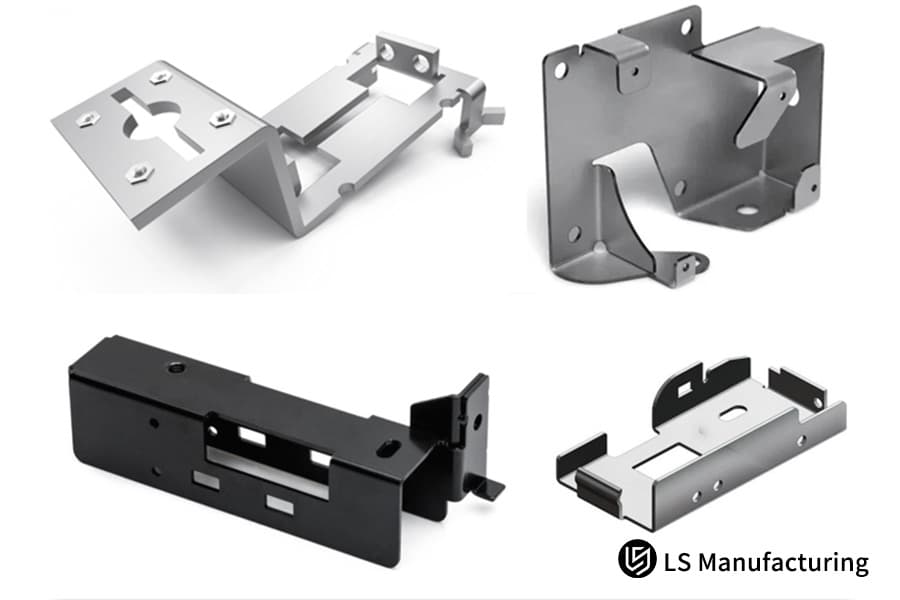
Figura 1: Piezas de chapa de acero inoxidable con alivio en las esquinas, una práctica de DFM para prevenir la tensión de flexión.
¿Cuáles son las principales formas de alivio de esquina que se implementan en el diseño de fabricación de chapa metálica a medida?
Las ranuras de alivio de esquina para chapa metálica se presentan en tres formas básicas: circular, cuadrada y en V. La elección de la forma de la ranura durante el diseño de la fabricación a medida de chapa metálica influye decisivamente en la vida útil del molde, la eficiencia del corte y el límite de carga de la pieza.
Comparación de tres formas principales de surcos de relieve
Las formas de las ranuras de alivio varían considerablemente según la tecnología de producción, la distribución de tensiones y el área de aplicación . Estos son aspectos clave a los que los expertos en diseño de fabricación de chapa metálica a medida deben prestar especial atención, ya que influyen directamente en el resultado de la selección de la ranura para la fabricación de la chapa metálica.
Comparación del rendimiento de ingeniería de tres formas de alivio de esquina principales
| Dimensiones de rendimiento | Circular | Cuadrado | muesca en V |
| Tecnología de procesamiento recomendada | Corte láser | Láser/Estampado | Estampación de torre |
| Rango de espesor de lámina aplicable | 0,5-3,0 mm | 1,0-6,0 mm | 0,8-2,0 mm |
| Factor de concentración de tensiones (Kt) | 1.8 | 2.5 | 3.2 |
| Riesgo de interferencia de chips | Bajo | Muy bajo | Medio |
| Eficiencia del corte láser | Alto | Medio | Alto |
| Retención de la rigidez estructural | Bien | Promedio | Pobre |
Recomendaciones para la selección óptima de láminas con diferentes espesores.
En los numerosos proyectos de electrónica automotriz en los que hemos participado, la forma óptima de la ranura de alivio prácticamente no varía según el grosor de la chapa. Una elección acertada ayuda a reducir los errores de procesamiento. Un servicio experto de diseño de chapa metálica creará una solución de ranura adecuada según los requisitos del producto y podrá igualar con precisión el grosor de la chapa .
- Para placas delgadas (0,8 mm o menos): se recomienda encarecidamente el uso de ranuras de alivio circulares, siendo ideal un diámetro de 1,5 mm.
- Placas medianas (1,5 mm): Tanto las ranuras circulares como las cuadradas son adecuadas, aunque las ranuras cuadradas son mejores para un ajuste preciso.
- Para placas gruesas (de 3,0 mm o más): se recomienda encarecidamente el uso de ranuras de alivio cuadradas para eliminar el problema de la concentración de tensiones en las ranuras circulares.
Las ranuras circulares distribuyen uniformemente la tensión, por lo que son ideales para el corte por láser . Las ranuras cuadradas evitan la fricción entre las piezas en un molde, por lo que son adecuadas para carcasas de alta precisión. Las ranuras en V son las mejores para el estampado rápido. Estos son los criterios principales para el diseño de piezas de chapa metálica a medida.
Las diferencias de rendimiento entre los distintos tipos de ranuras determinan directamente la calidad del producto final y la eficiencia del proceso en el diseño de fabricación de chapa metálica a medida. Una selección precisa es clave para equilibrar el rendimiento y la capacidad de producción. ¿Desea dominar rápidamente la selección del tipo de ranura para cualquier situación? Descargue el documento técnico sobre el proceso DFM para consultarlo cuando lo desee.
¿Cómo se calculan las dimensiones para cumplir con las tolerancias del servicio de fabricación de chapa metálica de precisión?
Para asegurar que la parte deformada de un metal doblado quede totalmente dentro de la ranura y aún así obtener el estándar de tolerancia de producción en masa de 0,1 mm del servicio de fabricación de chapa metálica de precisión, las dimensiones de la ranura de liberación de la esquina deben basarse exactamente en las fórmulas W ≥ T+0,5 mm y D ≥ R+T.
El corazón y el espíritu de las ecuaciones clave
Las dos ecuaciones dimensionales principales provienen de la teoría de la deformación plástica de la chapa metálica. Se trata de normas de ingeniería rigurosas que consideran el engrosamiento de la superficie durante el doblado, abarcan la zona de la esquina redondeada de la curvatura y están libres de interferencias del proceso . Asimismo, constituyen las principales reglas de proceso para el servicio de fabricación de chapa metálica de precisión, lo que facilita la calibración dimensional precisa de la misma.
- Ecuación de ancho WT + 0,5 mm: Garantiza que se tenga en cuenta todo el aumento de espesor del metal durante el doblado.
- Ecuación de profundidad DR + T: Asegura que el área de la esquina redondeada interior de la curva esté completamente cubierta por el rango de la ranura de liberación.
En términos cotidianos, es como dejar suficiente espacio para un globo que se está inflando para que no explote. Si no hay suficiente espacio, el material se moverá en otras direcciones, lo que provocará deformaciones y grietas.
Ajustes a la contabilidad dimensional de diversos tejidos de chapa metálica
Los cambios en el espesor de la chapa metálica pueden modificar el factor K del material, lo que a su vez provoca cambios en la resistencia a la tracción. Las propiedades mecánicas de los materiales varían, por lo que existen parámetros específicos de corrección dimensional. Para obtener información detallada, consulte la guía profesional de DFM para la fabricación de chapa metálica, donde encontrará información científica sobre la corrección de materiales .
Factores de corrección dimensional para el alivio de esquinas en materiales comunes
| Grado del material | Límite elástico (MPa) | Alargamiento (%) | Factor de corrección de ancho | Factor de corrección de profundidad |
| SPCC | 215 | 40 | 1.0 | 1.0 |
| SUS304 | 205 | 60 | 1.2 | 1.2 |
| AL5052-H32 | 195 | 25 | 1.1 | 1.1 |
| 6063-T5 | 145 | 22 | 1.15 | 1.15 |

Figura 2: Un técnico utiliza un calibrador Vernier para medir la distancia entre orificios en una lámina de metal, verificando la precisión dimensional.
¿Qué defectos estructurales surgen cuando se omiten las especificaciones de alivio de esquinas de la chapa metálica?
Si no se siguen las especificaciones de alivio de esquinas de la chapa metálica, pueden producirse defectos como desgarros por doblado y abultamientos del material, lo que puede causar interferencias en el montaje e incluso fallos estructurales por grietas durante el uso .
Defectos superficiales y dimensionales inmediatamente visibles
En los casos en que la chapa metálica se ha doblado con múltiples ángulos de 90°, si no se deja espacio de liberación, el metal sobrante en la intersección se comprimirá hacia afuera, lo que dará lugar a la formación de abultamientos de 0,5 a 1,2 mm. Como resultado, las piezas de chapa metálica con ajuste preciso serán rechazadas en el ensamblaje al 100% , lo cual es una consecuencia típica de descuidar el diseño del alivio de esquinas de la chapa metálica y también indica la importancia de optimizar la superficie de fabricación de la chapa metálica .
- Protuberancias superficiales: Normalmente de 0,5 a 1,2 mm de altura, lo que provoca un desajuste en las superficies de montaje.
- Desgarros microscópicos: Las grietas de hasta 0,3 mm, apenas visibles, son extremadamente peligrosas.
- Desviaciones dimensionales: Las desviaciones del ángulo de flexión pueden alcanzar ±2°, y las desviaciones de posición ±0,3 mm.
Riesgo de fallo estructural a largo plazo
Reparar grietas microscópicas, que son resultado de exceder la capacidad de tracción del material, puede contraerse mucho bajo vibraciones de alta frecuencia y cargas de flexión , por lo que posteriormente todo el componente puede fracturarse. Aparte de otras ventajas, conllevará riesgos de seguridad en los servicios de fabricación de chapa metálica a medida para equipos de precisión, además de socavar por completo la estabilidad estructural de la fabricación de chapa metálica .
Las microfisuras ocultas favorecen el fallo del producto y, aunque a menudo se pasan por alto, constituyen descuidos de diseño extremadamente peligrosos en los servicios de fabricación de chapa metálica a medida.
¿Cómo influyen las propiedades de la aleación en los umbrales de fractura en el servicio de fabricación de chapa metálica a medida?
En el servicio de fabricación de chapa metálica a medida , las variaciones en la ductilidad y el límite elástico de los diferentes metales son los principales factores que afectan al tamaño de la ranura de alivio . La profundidad de una ranura de alivio en acero inoxidable SUS304 debe ser aproximadamente un 20 % mayor que la de la aleación de aluminio AL 5052.
Impacto de las propiedades del material en el diseño de ranuras de alivio
El acero al carbono SPCC, el acero inoxidable SUS304 y la aleación de aluminio AL5052 presentan propiedades muy diferentes en cuanto a dureza, elongación y recuperación elástica . Su comportamiento ante la flexión (niveles de tensión) también es totalmente distinto. Los servicios de fabricación de chapa metálica a medida de alta gama adaptan con precisión los procesos de los materiales para lograr la aleación adecuada para la fabricación de la chapa metálica .
- Acero inoxidable SUS304: Tiene una tasa de endurecimiento por deformación muy alta, por lo que la tensión local cambia drásticamente durante el doblado. Por lo tanto, se necesita una ranura de alivio más grande.
- Aleación de aluminio: Debido a su ductilidad limitada, la textura de "piel de naranja" del material tiende a acentuarse durante el doblado con un radio muy pequeño, por lo que se necesita un control dimensional extremadamente preciso.
- Acero al carbono ordinario: Ofrece un buen rendimiento según diversos criterios; la mayoría de los requisitos pueden cumplirse mediante fórmulas estándar.
Datos de reología de materiales patentados por LS Manufacturing
Nuestro laboratorio de materiales ha analizado las propiedades reológicas de la red cristalina de más de 50 materiales de chapa metálica, estableciendo estándares de ajuste para los parámetros de la ranura de liberación bajo diferentes condiciones de trabajo . Esto permite adaptarse a diversos escenarios de procesamiento, mejora significativamente la calidad de conformado de distintas piezas de chapa metálica a medida y garantiza un alto nivel de calidad en la fabricación de chapa metálica .
- Para una barra de acero inoxidable SUS304 de 15 mm de espesor que se dobla con un radio de R0,5, la profundidad mínima de la ranura de liberación debe incrementarse en un 22 %.
- En el caso de la aleación de aluminio AL5052-H32, si la velocidad de plegado es superior a 50 mm/s, el ancho de la ranura de liberación debe aumentarse en un 15 %.
- Cuando se utiliza acero al carbono SPCC en un entorno de baja temperatura (por debajo de 0 ℃), la profundidad de la ranura de liberación debe aumentarse en un 10 %.
Al modificar el margen de la ranura de alivio en función de las propiedades exclusivas del material, podemos llevar a cabo diseños diferentes y precisos, lo que constituye la principal ventaja tecnológica de nuestro servicio de fabricación de chapa metálica a medida.
Las propiedades mecánicas de las distintas aleaciones varían considerablemente. Los ajustes precisos en el diseño de la ranura de liberación pueden solucionar por completo los problemas de compatibilidad de materiales, mejorando significativamente el rendimiento de la producción en masa de nuestro servicio de fabricación de chapa metálica a medida. ¿Le preocupan los errores de compatibilidad de materiales? Obtenga una evaluación DFM personalizada y gratuita para optimizar con precisión los parámetros de diseño de su chapa metálica.
¿Qué configuraciones geométricas minimizan la superposición de material durante el doblado de chapa metálica en múltiples ejes?
Al trabajar con estructuras de flexión tridimensionales y multiaxiales complejas, es recomendable extender el límite de la ranura de alivio en 0,5 mm . Esto ayudará a contrarrestar la tensión de corte superpuesta multidireccional. Como resultado, se resolverá por completo el problema de la superposición de materiales y se logrará un procesamiento de alta eficiencia y alto rendimiento.
Problemas de intersección geométrica en la flexión multieje
El doblado multieje implica la combinación de esfuerzos, desplazamiento del material y errores de aplanamiento por software . Para contrarrestar los defectos de procesamiento derivados del desplazamiento de materiales mixtos, el valor de sobrecorte debe definirse con precisión. De hecho, este es un detalle fundamental en el diseño de piezas de chapa metálica a medida, ya que garantiza la precisión del doblado .
- Superposición de esfuerzos tridimensionales: El esfuerzo resultante de la flexión multidireccional se localizará en la intersección y eso significa que será peligroso hasta el punto de fallar.
- Desplazamiento de materiales mixtos: Cada dirección de flexión provocará un movimiento del material, lo que, debido a la superposición, puede causar el solapamiento.
- Error de cálculo de aplanamiento: El algoritmo de aplanamiento del software CAD convencional presenta imprecisiones intrínsecas en el doblado multieje.
Cómo realizar el diseño de ranuras de liberación paramétricas
Los siguientes pasos estándar de software 3D permiten optimizar rápidamente la geometría de las ranuras de liberación de flexión multieje , evitando así problemas de superposición durante el procesamiento . La mayoría de los servicios de diseño de chapa metálica utilizan este mismo proceso estandarizado para la implementación eficiente del modelado paramétrico en la fabricación de chapa metálica.
- Utilice un software CAD para encontrar todos los puntos de intersección de las líneas de curvatura.
- En cada punto de intersección de la línea de curvatura, cree una ranura de liberación , W≥T+0,5 mm y D≥R+T.
- Desde todos los puntos de tangencia de la curva, empuje el borde de la ranura de liberación hacia afuera 0,5 mm (sobrecorte).
- Las dimensiones de la ranura de liberación deben ser proporcionales al espesor del material T.
- Genera un archivo DXF aplanado y busca líneas superpuestas.
El diseño de enlace paramétrico permite cambiar las dimensiones automáticamente según el espesor de la lámina, generar archivos DXF aplanados sin superposición, reducir considerablemente el retrabajo y ser adecuado para diferentes proyectos complejos de diseño de fabricación de chapa metálica a medida.

Figura 3: Una mano enguantada coloca una pieza metálica en una máquina dobladora, un paso clave en la fabricación de componentes de chapa metálica a medida.
¿Por qué la utilización de matrices de punzonado estándar puede reducir drásticamente los precios de las cotizaciones de piezas de chapa metálica personalizadas?
El diseño de ranuras de liberación que se ajusten a las herramientas estándar de la fábrica para punzonado y doblado puede reducir el tiempo de creación de prototipos en más de un 40 %, sin necesidad de la costosa amortización de moldes personalizados y dando como resultado presupuestos más bajos para piezas de chapa metálica a medida .
Los costos ocultos de desviarse de los surcos de liberación estándar
Cuando las ranuras de liberación no son estándar, no se pueden adaptar a las herramientas de corte disponibles habitualmente en la fábrica. El taller se ve entonces obligado a modificar los parámetros de mecanizado o a fabricar nuevas herramientas . Esto supone una importante merma en la eficiencia del mecanizado y dispara los costes de producción. Además, representa una desviación del principio de producción estándar, que es el servicio de fabricación de chapa metálica de precisión, y también dificulta el control de los costes de fabricación de chapa metálica.
- Costos de troqueles personalizados: El precio de un solo punzón irregular puede llegar a ser de entre 500 y 2000 dólares .
- La eficiencia del mecanizado se ve afectada: la velocidad de corte o estampado debe reducirse a menos del 70 % para tamaños no estándar.
- Desgaste de la matriz: La durabilidad de las herramientas no estándar suele ser solo alrededor del 60% de la de las herramientas estándar.
Parámetros de la matriz de herramientas estándar de LS Manufacturing
Compartimos abiertamente todos los parámetros estándar de las herramientas que se utilizan habitualmente en el taller, como la ranura en V de la matriz de doblado inferior, el radio de la matriz superior, las especificaciones del punzón , etc. Esto ayuda a los diseñadores a saber qué normas seguir durante el proceso de diseño. Para obtener información detallada, consulte nuestra guía especializada de DFM para la fabricación de chapa metálica, donde también se estandariza el trabajo con herramientas profesionales.
- Ancho estándar de ranura en V: 6T, 8T, 10T, 12T
- Radio superior estándar de la matriz: 0,2 mm, 0,5 mm, 0,8 mm, 1,0 mm, 1,5 mm, 2,0 mm
- Diámetro estándar del punzón redondo: 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm
- Tamaño estándar del punzón cuadrado: 2,0 × 2,0 mm, 2,5 × 2,5 mm, 3,0 × 3,0 mm
Diseñado para adaptarse a la matriz de herramientas estándar de fábrica, elimina el alto costo de los moldes personalizados, reduce significativamente el ciclo de producción de piezas de chapa metálica a medida y disminuye eficazmente los costos generales de producción en masa. ¿Desea controlar con precisión su presupuesto de producción en masa? Envíe los parámetros de su producto para obtener rápidamente un presupuesto preciso para el procesamiento de la producción en masa .

Figura 4: Colección de juegos estándar de punzones y matrices, herramientas que ayudan a controlar los costos en la fabricación de chapa metálica a medida.
¿Cómo resolvió LS Manufacturing una crisis de rotura estructural en los brackets médicos de precisión?
Dilema del cliente
Un cliente europeo del sector de dispositivos médicos, que utiliza acero inoxidable SUS304 de 1,5 mm, tuvo un problema con los soportes de sus ecógrafos. Estos soportes, fabricados a medida con alta precisión, presentaban grietas por flexión en el 100 % de los casos y una protuberancia de 0,6 mm debido a la ausencia de la ranura de liberación. Este problema no solo contravenía la norma médica ISO 13485, sino que paralizó el proyecto y no se cumplieron los requisitos de fabricación de chapa metálica para dispositivos médicos .
Solución de fabricación LS
En 24 horas, iniciamos la revisión técnica DFM. Nuestro análisis del modelo reológico FEA reveló que el agrietamiento y la deformación de la pieza se debieron principalmente a la elevada tensión de 850 MPa en la unión estructural original. Nuestro servicio experto de fabricación de chapa metálica es capaz no solo de identificar, sino también de evitar este tipo de debilidades estructurales.
Mediante ranuras de liberación circulares precortadas con láser, el equipo estableció con precisión los parámetros W=2,2 mm y D=2,8 mm. Luego, con la ayuda de una matriz superior de precisión R0,5 y un proceso de doblado a baja velocidad , lograron eliminar la tensión de endurecimiento por deformación del acero inoxidable, al tiempo que se optimizó la rugosidad de la superficie de corte a Ra 1,6 μm.
Resultados y valor
Mediante el ajuste del método de procesamiento, se redujo la tensión generada al doblar las piezas en un 68 %, se eliminaron por completo las microfisuras, se controlaron las desviaciones de ensamblaje dentro de 0,03 mm y el rendimiento de la producción en masa aumentó del 0 % al 99,7 % . De esta manera, se logró una producción con estándares de grado médico y, además, se obtuvo una mejora en la eficiencia de la fabricación de chapa metálica .
La optimización precisa del proceso DFM supera a la perfección los problemas de desgarro y deformación en el doblado de chapa metálica de precisión, mejorando significativamente la estabilidad estructural y el índice de aprobación en la producción en masa de piezas de chapa metálica personalizadas. ¿Tiene dificultades en el procesamiento de chapa metálica compleja? Envíenos los requisitos de su proyecto y le diseñaremos una solución de proceso a medida.

Preguntas frecuentes
P1: ¿Qué es un alivio de esquina en el procesamiento de chapa metálica?
Denominamos alivio de esquina a un rebaje en forma de esquina prediseñado con una geometría específica en la chapa metálica. Esto se suele realizar en la esquina donde convergen varias líneas de plegado. Su función principal es proporcionar al metal doblado cierto espacio reológico plástico para evitar eficazmente defectos comunes como la extrusión y el agrietamiento del material.
P2: ¿Cuáles son las consecuencias de no incluir ningún alivio de esquina en los planos de diseño?
Intentar doblar sin una ranura de alivio producirá una protuberancia en el metal en ese punto, así como microdesgarros profundos en el borde exterior del doblez. Además de causar interferencias en el montaje, estos defectos también provocarán la rotura del componente al aplicarle carga durante su uso .
P3: ¿Cuáles son las geometrías de ranuras de liberación más utilizadas en la industria y cómo deben seleccionarse?
Generalmente, se utilizan tres formas geométricas: círculo, cuadrado y corte en V. Las formas circulares, al ser muy favorables para el rendimiento bajo tensión, suelen elegirse para láminas delgadas mediante corte láser. Sin embargo, para el doblado de cajas de alta precisión, donde es necesario asegurar que la herramienta no interfiera con el espacio, los diseños de ranura de liberación cuadrada son ideales.
P4: ¿Cómo calcular con precisión los parámetros dimensionales mínimos de una ranura de liberación de chapa metálica de alta precisión?
Es necesario seguir las especificaciones profesionales de DFM industrial , con un ancho o diámetro de ranura W ≥ espesor de placa T+0,5 mm, una profundidad de corte D ≥ radio interior de curvatura R+T, que pueda acomodar completamente el área de deformación del material de curvatura y evitar errores de procesamiento.
P5: ¿Cómo afectan las diferentes propiedades del material, en particular, al diseño dimensional DFM de la ranura de liberación?
Debido a su elevado grado de endurecimiento por deformación y menor ductilidad, el acero inoxidable SUS304, y los aceros inoxidables en general, imponen mayores esfuerzos de flexión. Por ello, las tolerancias dimensionales y los márgenes de profundidad de la ranura de liberación deben ser entre un 15 % y un 20 % mayores que los de materiales convencionales como el acero al carbono ordinario y las aleaciones de aluminio.
P6: ¿Qué impactos negativos tendrá un diseño inadecuado de la ranura de liberación en los troqueles de las máquinas dobladoras y en los costes de producción?
Un diseño inadecuado de la ranura de liberación aumentará el par de torsión durante el procesamiento del material, lo que a su vez incrementará el desgaste de la matriz y el tiempo de inactividad de la producción. Incluso puede reducir la vida útil de la matriz hasta en un 30 % , intensificar las actividades de rectificado no estándar, dificultar la eficiencia de la producción en masa y aumentar considerablemente los costos unitarios por pieza.
P7: ¿Cómo configurar de forma rápida y precisa los parámetros de la ranura de liberación en los principales programas de modelado 3D?
En los módulos de chapa metálica de SolidWorks y Creo , se pueden definir coeficientes de flexión con factores K precisos. Además, la esquina lisa predeterminada se puede cambiar a una ranura circular o rectangular, lo que permite el ajuste automático/paramétrico de las dimensiones según el espesor de la chapa.
P8: ¿Por qué es tan importante proporcionar una evaluación DFM completa al realizar una consulta con LS Manufacturing?
Gracias a nuestra biblioteca de diseño para la fabricación, podemos determinar y especificar las tolerancias de las ranuras de liberación, así como corregir errores de moldeo antes de la producción. Simplemente suba su diseño y reciba un presupuesto que le ayudará a predecir y prevenir problemas de fabricación . Además, podrá optimizar el coste de producción de chapa metálica de forma eficiente.
Resumen
Las ranuras de alivio en las esquinas son la característica principal del doblado de chapa metálica de precisión y tienen un impacto directo en la calidad de producción y la vida útil de las piezas. Basándose en la estandarización de la selección de ranuras, utilizando la fórmula dimensional W≥T+0,5 mm y aplicando diferentes parámetros de material para la corrección, los requisitos de DFM (Diseño para la Fabricación) pueden utilizarse para identificar los problemas de desgarro y deformación por doblado desde la raíz, mejorando enormemente el rendimiento de la producción en masa, reduciendo el desgaste del molde y los costes de producción , y ayudando a los ingenieros a resolver por completo el problema de la desconexión entre el diseño y la producción.
¿Su próxima válvula de carrete hidráulica de alta presión, caja de engranajes compleja o hardware a medida, sometido a cargas alternas, se encuentra actualmente en la fase de revisión de planos o de búsqueda de fabricantes (proveedores) alternativos? No permita que los altos índices de desperdicio en el acabado perjudiquen la rentabilidad de su proyecto.
Tras enviar sus planos 3D STEP/IGS y las especificaciones técnicas 2D, incluyendo los requisitos de tolerancia, al equipo de expertos de LS Manufacturing, recibirá asistencia técnica integral con una evaluación de viabilidad de fabricación DFM y un presupuesto transparente de nuestros ingenieros especializados en fundición y mecanizado B2B en un plazo de 24 horas. Si lo desea, también puede consultar nuestro sistema de atención al cliente en línea (a la derecha) o enviar una consulta directamente a nuestra dirección de correo electrónico oficial de soporte técnico para comenzar su proceso integral de actualización de hardware de alta precisión.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


