La lavorazione della lamiera è un processo fondamentale nella produzione industriale. Una corretta progettazione degli angoli della lamiera può ridurre le lacerazioni in corrispondenza delle giunzioni di piegatura dal 100% allo 0%, prolungando così la durata dello stampo del 40%. Questa innovazione non solo risolve i problemi di rottura legati alla piegatura multidirezionale, ma, allo stesso tempo, grazie a specifiche dimensionali quantificate e all'ottimizzazione del processo DFM (Design for Manufacturing), elimina completamente la concentrazione di stress, migliorando la resa del prodotto e riducendo i costi di produzione . In altre parole, l'industria ottiene uno standard di progettazione della lamiera direttamente applicabile.
Nella fase di produzione in serie e prototipazione di lamiere di precisione, i problemi più comuni includono cedimenti strutturali come crepe alla base delle pieghe e deformazioni del materiale. La ragione principale risiede nel fatto che i progetti tradizionali non tengono conto del flusso plastico tridimensionale e della concentrazione di stress che si verificano in corrispondenza delle intersezioni delle pieghe. Oltre a essere poco chiari, gli standard di progettazione convenzionali non sono in grado di affrontare completamente i difetti di lacerazione, con conseguente aumento dei costi di riparazione manuale e una riduzione della durata degli stampi di oltre il 30% . Basandosi su dati sperimentali e formule quantitative, questo articolo applica standard DFM (Design for Manufacturing) avanzati che consentono di eliminare i difetti di produzione in serie fin dall'origine, raggiungendo così un equilibrio tra resistenza della lamiera e costi.
Panoramica delle risposte di DFM Core per la lavorazione di precisione degli angoli delle lamiere
Questa sezione riassume le specifiche principali e le conclusioni chiave della progettazione degli smussi angolari in lamiera , facilitando la consultazione e l'applicazione rapida da parte degli ingegneri.
| Nome del parametro | Formula di calcolo | Requisiti minimi | Valore consigliato | Osservazioni |
| Larghezza/diametro della scanalatura di scarico (W) | W ≥ T+0,5mm | T+0,5 mm | 2.0T | T è lo spessore della parete del materiale |
| Profondità della scanalatura di scarico (D) | D ≥ R+T | R+T | R+1.2T | R è il raggio interno della curvatura |
| Distanza dal bordo della scanalatura alla linea di piegatura | L ≥ 2,5T | 2,5 tonnellate | 3.0T | Previene la deformazione da trazione |
| Taglio eccessivo | OC ≥ 0,5 mm | 0,5 mm | 0,6 mm | Applicabile alla piegatura multiasse |
Punti chiave
- Eliminazione della concentrazione di stress: il design con smusso nell'angolo destro è un metodo molto efficace per ridurre la concentrazione di stress e può persino aumentare la durata a fatica dei componenti fino al 40%.
- Dettagli dimensionali essenziali: Il diametro o la larghezza minima della scanalatura di scarico deve essere almeno: W≥T + 0,5 mm (T è lo spessore della parete) e D ≥R + T (R è il raggio di curvatura interno).
- Considerazioni sulla scelta del processo: i fogli con spessore inferiore a 1,5 mm devono essere lavorati con una scanalatura di scarico circolare. I fogli con spessore superiore a 2,0 mm , che devono essere altamente ermetici, devono essere realizzati con un design quadrato o intagliato.
Perché affidarsi al servizio di lavorazione della lamiera e all'esperienza di LS Manufacturing nella progettazione DFM con intagli angolari?
Il servizio di lavorazione della lamiera e la capacità di progettazione DFM con intaglio angolare di LS Manufacturing si basano sulla nostra esperienza di oltre 20 anni nella produzione di componenti all'avanguardia in tutto il mondo . Abbiamo più di 200 clienti altamente qualificati nei settori dei dispositivi medici e dell'elettronica automobilistica. Dai nostri test di resistenza di 3 mesi sulla scanalatura di scarico per diversi materiali, abbiamo riscontrato difficoltà nell'ottenere, tramite formule empiriche, un margine di sicurezza di circa il 20% nella piegatura di lamiere di acciaio inossidabile SUS304 di grosso spessore.
Tutti i membri del processo seguono il sistema di gestione della qualità dei dispositivi medici ISO 13485 e tutte le raccomandazioni DFM (Design for Manufacturability) sono state validate in produzione. L'errore di progettazione più frequente che abbiamo riscontrato nella produzione effettiva è che molti ingegneri si aspettano che più ampia è la scanalatura di rilascio, meglio è.
Ma una scanalatura di rilascio troppo grande può causare una rigidità inferiore al 15% . La linea di produzione rappresenta la nostra capacità produttiva secondo lo standard internazionale ISO 9001 per il sistema di gestione della qualità; tutti i componenti di precisione in lamiera sono realizzati con tolleranze di 0,1 mm. Non ci limitiamo a predicare il vangelo, ma convertiamo l'esperienza acquisita attraverso decine di migliaia di cicli di produzione reali in specifiche di progettazione definite per aiutarvi a evitare gli errori commessi da altri prima di voi.
Dati misurati professionalmente e un autorevole sistema di controllo qualità migliorano significativamente la stabilità del processo del nostro servizio di lavorazione della lamiera. Hai ancora difficoltà con i parametri di progettazione degli angoli? Prenota subito una consulenza personalizzata con un ingegnere senior per risolvere rapidamente i tuoi problemi di progettazione.

Perché gli allineamenti di precisione nella lavorazione della lamiera falliscono senza gli smussi angolari?
La mancanza di calcoli ingegneristici nella progettazione delle scanalature di rilascio angolari può causare stiramenti e deformazioni da estrusione del materiale all'intersezione delle linee di piegatura, con conseguenti microlacerazioni e problemi di sporgenza verso l'esterno , compromettendo seriamente la precisione di assemblaggio e tolleranza della produzione in serie del servizio di lavorazione di precisione della lamiera .
Meccanismo di concentrazione delle sollecitazioni nella flessione multidirezionale
Il punto di incontro di diverse linee di piegatura sottopone il metallo a sollecitazioni di taglio alternate. In assenza di scanalature di scarico , lo strato esterno del metallo è soggetto a un'estrema sollecitazione di trazione, mentre lo strato interno viene eccessivamente compresso, causando direttamente la formazione di microfratture alla radice della piega . Servizi standardizzati di lavorazione della lamiera possono prevenire questi difetti di base del processo attraverso l'ottimizzazione della fase preliminare, migliorando così il sistema di controllo delle sollecitazioni durante la lavorazione .
- Rottura per trazione: l'allungamento del materiale sul lato esterno della piega supera il limite di resistenza del materiale e, di conseguenza, si verificano delle crepe longitudinali alla linea di piegatura.
- Difetto di estrusione: il materiale sul lato interno della curva viene compresso formando sporgenze e bave irregolari .
- Rottura per fatica: le microfratture si propagano rapidamente sotto carichi alternati, provocando la rottura improvvisa del pezzo.
Analisi quantitativa dei difetti senza scanalature di scarico
Abbiamo condotto un'analisi statistica sistematica dei difetti riscontrati nelle lamiere di acciaio SPCC da 1,2 mm prive di scanalature di scarico:
| Tipo di difetto | Probabilità di accadimento | Dimensione media del difetto | impatto | Costo di riparazione (USD/pezzo) |
| lacerazione microscopica | 100% | 100% Profondo | Acuto | 0,85 |
| Rivoltaggio del materiale verso l'esterno | 92% | Altezza 0,4 mm | Mezzo | 0,42 |
| Deviazione dimensionale | 87% | ±0,25 mm | Acuto | 1.20 |
| Danni al dado | 65% | Usura dei bordi | Estremamente grave | Importo 12,50 |
La creazione di una cavità sufficiente per la reologia del materiale attraverso una scanalatura di scarico angolare ben progettata può ridurre drasticamente il fattore di concentrazione delle sollecitazioni Kt di oltre il 55% . Inoltre, la scanalatura consente un flusso regolare del materiale entro i limiti di snervamento. Pertanto, è uno dei fattori più importanti che contribuiscono alla produzione di massa di alta qualità nel servizio di lavorazione di precisione della lamiera. I componenti in lamiera personalizzati di qualità si basano sul supporto di un processo di progettazione standardizzato della scanalatura di scarico angolare per ottenere una prevenzione professionale dei difetti di fabbricazione della lamiera .
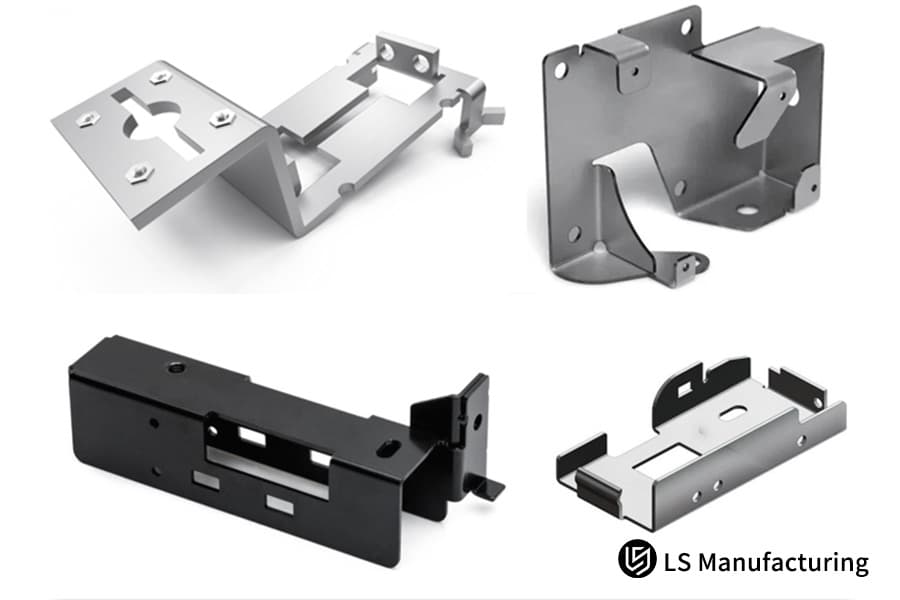
Figura 1: Componenti in lamiera di acciaio inossidabile con smussi angolari, una pratica DFM per prevenire le sollecitazioni di flessione.
Quali sono le principali forme di scarico angolare utilizzate nella progettazione di lavorazioni personalizzate di lamiere?
Le scanalature di scarico angolari per lamiere si presentano in tre forme principali: circolare, quadrata e a V. La scelta della forma della scanalatura durante la progettazione di componenti in lamiera su misura ha un'influenza primaria sulla durata dello stampo, sull'efficienza del taglio e sul limite di carico del pezzo.
Confronto di tre principali forme di scanalature di scarico
La forma delle scanalature di scarico varia notevolmente in base alla tecnologia di produzione, alla distribuzione delle sollecitazioni e al campo di applicazione . Questi sono punti fondamentali a cui un esperto nella progettazione di lavorazioni personalizzate di lamiere dovrebbe prestare particolare attenzione, poiché hanno un impatto diretto sulla scelta della forma delle scanalature.
Confronto delle prestazioni ingegneristiche di tre forme di scarico angolare del nucleo
| Dimensioni delle prestazioni | Circolare | Piazza | Intaglio a V |
| Tecnologia di elaborazione consigliata | Taglio laser | Laser/Stampaggio | Stampaggio della torre |
| Intervallo di spessore della lamiera applicabile | 0,5-3,0 mm | 1,0-6,0 mm | 0,8-2,0 mm |
| Fattore di concentrazione dello stress (Kt) | 1.8 | 2.5 | 3.2 |
| Rischio di interferenza | Basso | Molto basso | Mezzo |
| Efficienza del taglio laser | Alto | Mezzo | Alto |
| Mantenimento della rigidità strutturale | Bene | Media | Povero |
Raccomandazioni per la selezione ottimale in base allo spessore della lamiera
Dai numerosi progetti di elettronica automobilistica a cui abbiamo partecipato, sembra che la forma ottimale della scanalatura di scarico non cambi quasi mai in base allo spessore della lamiera. Una scelta mirata contribuisce a ridurre gli errori di lavorazione. Un servizio specializzato nella progettazione di lamiere sarà in grado di creare una soluzione di scanalatura adeguata alle esigenze del prodotto e di adattarsi con estrema precisione allo spessore della lamiera .
- Piastre sottili (0,8 mm e inferiori): si raccomanda vivamente la realizzazione di scanalature di scarico circolari, con un diametro ideale di 1,5 mm.
- Piastre medie (1,5 mm): sia le scanalature circolari che quelle quadrate vanno bene, anche se le scanalature quadrate sono migliori per un montaggio preciso.
- Lamiere spesse (3,0 mm e oltre): si raccomanda vivamente l'utilizzo di scanalature di scarico quadrate per eliminare il problema della concentrazione di stress nelle scanalature circolari.
Le scanalature circolari garantiscono una distribuzione uniforme delle sollecitazioni e sono quindi adatte al taglio laser ; le scanalature quadrate impediscono interferenze tra i pezzi in uno stampo e sono quindi ideali per alloggiamenti di alta precisione. Le scanalature a V sono le migliori per la stampatura rapida. Questi sono i criteri principali per la progettazione di lavorazioni personalizzate di lamiere.
Le differenze prestazionali tra i diversi tipi di scanalatura determinano direttamente la qualità del prodotto finito e l'efficienza di lavorazione nella progettazione di componenti in lamiera su misura. Una selezione accurata è fondamentale per bilanciare resa e capacità produttiva. Desideri imparare rapidamente a selezionare il tipo di scanalatura più adatto a ogni scenario? Scarica il white paper dedicato al processo DFM per consultarlo in qualsiasi momento.
Come si calcolano le dimensioni per soddisfare le tolleranze richieste nei servizi di lavorazione di precisione della lamiera?
Per garantire che la parte deformata di una lamiera piegata si trovi completamente all'interno della scanalatura e per rispettare comunque lo standard di tolleranza di produzione in serie di 0,1 mm richiesto dal servizio di lavorazione di precisione della lamiera, le dimensioni della scanalatura di rilascio angolare devono essere esattamente basate sulle formule W ≥ T+0,5 mm e D ≥ R+T.
Cuore e spirito delle equazioni chiave
Le due equazioni dimensionali principali derivano dalla teoria della deformazione plastica della lamiera. Si tratta di rigorosi standard ingegneristici che tengono conto dell'ispessimento superficiale durante la piegatura, comprendono l'area dell'angolo arrotondato della piega e sono esenti da interferenze di processo . Inoltre, queste sono le principali regole di processo per il servizio di lavorazione di precisione della lamiera che contribuiscono alla calibrazione accurata delle dimensioni della lamiera .
- Equazione della larghezza WT + 0,5 mm: Assicura che venga preso in considerazione l'intero aumento di spessore del metallo durante la piegatura.
- Equazione di profondità DR + T: Assicura che l'area dell'angolo interno arrotondato della curva sia completamente coperta dall'intervallo della scanalatura di rilascio.
In termini semplici, è come dare spazio sufficiente a un palloncino che si sta espandendo, in modo che non scoppi. Se non c'è abbastanza spazio, il materiale si sposterà in altre direzioni , causando deformazioni e crepe.
Adeguamenti al calcolo delle dimensioni di vari tipi di lamiere
Le variazioni di spessore della lamiera possono comportare modifiche al fattore K del materiale, causando di conseguenza variazioni nella resistenza alla trazione effettiva. Le proprietà meccaniche dei materiali variano, motivo per cui esistono parametri di correzione dimensionale specifici. Per maggiori dettagli, consultare la guida DFM professionale per la lavorazione della lamiera, che illustra come eseguire la correzione dei materiali in base a principi scientifici.
Fattori di correzione dimensionale per gli smussi angolari dei materiali comuni
| Grado del materiale | Resistenza allo snervamento (MPa) | Allungamento (%) | Fattore di correzione della larghezza | Fattore di correzione della profondità |
| SPCC | 215 | 40 | 1.0 | 1.0 |
| SUS304 | 205 | 60 | 1.2 | 1.2 |
| AL5052-H32 | 195 | 25 | 1.1 | 1.1 |
| 6063-T5 | 145 | 22 | 1.15 | 1.15 |

Figura 2: Un tecnico utilizza un calibro a nonio per misurare la distanza tra i fori su una lamiera metallica, verificandone l'accuratezza dimensionale.
Quali difetti strutturali emergono quando si omettono le specifiche di smusso per gli angoli delle lamiere?
Il mancato rispetto delle specifiche di smusso angolare per le lamiere può causare difetti come lacerazioni da piegatura e rigonfiamenti del materiale, che possono interferire con l'assemblaggio e persino provocare cedimenti strutturali durante l'utilizzo .
Difetti superficiali e dimensionali immediatamente visibili
Nei casi in cui la lamiera viene piegata con più angoli di 90°, se non viene lasciato spazio di scarico, il metallo in eccesso all'intersezione verrà compresso verso l'esterno, causando la formazione di rigonfiamenti di 0,5-1,2 mm. Di conseguenza, i componenti in lamiera accoppiati con precisione verranno scartati al 100% durante l'assemblaggio , il che è una tipica conseguenza della negligenza nella progettazione dello scarico angolare della lamiera e sottolinea anche l'importanza fondamentale dell'ottimizzazione della superficie di lavorazione della lamiera .
- Sporgenza superficiale: tipicamente alta 0,5-1,2 mm, che provoca un disallineamento delle superfici di assemblaggio.
- Lacerazioni microscopiche: crepe fino a 0,3 mm, difficilmente visibili, sono estremamente pericolose.
- Deviazioni dimensionali: le deviazioni dell'angolo di piegatura possono raggiungere ±2°, le deviazioni di posizione ±0,3 mm.
rischio di cedimento strutturale a lungo termine
La riparazione di microfratture, che sono il risultato del superamento della capacità di trazione del materiale, può causare un notevole restringimento sotto vibrazioni ad alta frequenza e carichi di flessione , con la conseguente possibilità di frattura dell'intero componente. Oltre ad altri vantaggi, ciò comporterà rischi per la sicurezza dei servizi di fabbricazione di lamiere personalizzate per apparecchiature di precisione, oltre a compromettere completamente la stabilità strutturale della fabbricazione della lamiera .
Le microfratture nascoste favoriscono il cedimento del prodotto e rappresentano errori di progettazione facilmente trascurabili, ma estremamente pericolosi, nei servizi di lavorazione di lamiere su misura.
In che modo le proprietà delle leghe influenzano le soglie di frattura nei servizi di lavorazione di lamiere su misura?
Nella lavorazione su misura della lamiera , le variazioni di duttilità e resistenza allo snervamento dei diversi metalli sono i fattori principali che influenzano le dimensioni della scanalatura di scarico . La profondità di una scanalatura di scarico nell'acciaio inossidabile SUS304 dovrebbe essere circa il 20% maggiore rispetto a quella nella lega di alluminio AL 5052.
Impatto delle proprietà dei materiali sulla progettazione delle scanalature di scarico
L'acciaio al carbonio SPCC, l'acciaio inossidabile SUS304 e la lega di alluminio AL5052 presentano proprietà di durezza, allungamento ed elasticità molto diverse . Anche il loro comportamento alla flessione (livelli di sollecitazione) è totalmente differente. I servizi di lavorazione della lamiera su misura di alta gamma sono in grado di abbinare con precisione i processi dei materiali per produrre la lega di lamiera più adatta.
- Acciaio inossidabile SUS304: Elevatissimo tasso di incrudimento, la sollecitazione locale cambia drasticamente durante la piegatura. Pertanto, è necessaria una scanalatura di scarico più ampia.
- Lega di alluminio: Duttilità limitata, la texture a "buccia d'arancia" del materiale tende ad accentuarsi durante la piegatura di raggi molto stretti, pertanto è necessario un controllo dimensionale estremamente preciso.
- Acciaio al carbonio ordinario: offre buone prestazioni in base a diversi criteri; la maggior parte dei requisiti può essere soddisfatta tramite formule standard.
Dati reologici sui materiali proprietari di LS Manufacturing
Nel nostro laboratorio materiali sono state testate le proprietà reologiche reticolari di oltre 50 lamiere, e sono stati definiti in modo esclusivo gli standard di regolazione dei parametri della scanalatura di distacco in diverse condizioni operative . Ciò consente di soddisfare diverse esigenze di lavorazione, migliora notevolmente la qualità di formatura di componenti in lamiera personalizzati e garantisce un'elevata qualità nella lavorazione della lamiera .
- Per una lamiera di acciaio inossidabile SUS304 di 15 mm di spessore piegata con un raggio di R0,5, la profondità minima della scanalatura di rilascio deve essere aumentata del 22%.
- Con una lega di alluminio AL5052-H32, se la velocità di piegatura è superiore a 50 mm/s, la larghezza della scanalatura di rilascio deve essere aumentata del 15%.
- Quando l'acciaio al carbonio SPCC viene utilizzato in un ambiente a bassa temperatura (inferiore a 0℃), la profondità della scanalatura di rilascio deve essere aumentata del 10%.
Modificando la tolleranza della scanalatura di scarico in base alle proprietà specifiche del materiale, siamo in grado di realizzare design diversi e molto precisi, che rappresentano il principale vantaggio tecnologico del nostro servizio di lavorazione di lamiere su misura.
Le proprietà meccaniche delle varie leghe differiscono notevolmente. Regolazioni mirate alla tolleranza di progettazione della scanalatura di rilascio possono risolvere completamente i difetti di compatibilità dei materiali, migliorando significativamente la resa della produzione in serie del nostro servizio di lavorazione di lamiere su misura. Preoccupato per i possibili errori di compatibilità dei materiali? Richiedi una valutazione DFM personalizzata e gratuita per ottimizzare con precisione i parametri di progettazione della tua lamiera.
Quali configurazioni geometriche riducono al minimo la sovrapposizione del materiale durante la piegatura multiasse della lamiera?
Quando si lavora con strutture di piegatura tridimensionali multiassiali complesse, è consigliabile estendere il bordo della scanalatura di scarico di 0,5 mm . Ciò contribuirà a contrastare le sollecitazioni di taglio sovrapposte multidirezionali. Di conseguenza, il problema della sovrapposizione del materiale verrà completamente risolto e si otterrà una lavorazione ad alta efficienza e ad alto rendimento.
Problemi di intersezione geometrica nella flessione multiasse
La piegatura multiasse implica la combinazione di sollecitazioni, spostamenti del materiale ed errori di appiattimento del software . Per contrastare i difetti di lavorazione derivanti dallo spostamento di materiali diversi, il valore di sovra-taglio deve essere definito con precisione. Si tratta infatti di un dettaglio fondamentale per la realizzazione di complesse lavorazioni di lamiere su misura, che garantisce la precisione della piegatura .
- Sovrapposizione di sollecitazioni tridimensionali: la sollecitazione risultante dalla flessione multidirezionale sarà localizzata all'intersezione e ciò significa che sarà pericoloso fino al punto di rottura.
- Spostamento di materiali misti: ogni direzione di piegatura provoca un movimento del materiale che, a causa della sovrapposizione, può causare la sovrapposizione degli stessi.
- Errore di calcolo dell'appiattimento: l'algoritmo di appiattimento dei software CAD convenzionali presenta intrinseche imprecisioni nella piegatura multiasse.
Come realizzare la progettazione parametrica della scanalatura di rilascio
Le seguenti operazioni standard del software 3D possono essere utilizzate per eseguire rapidamente l'ottimizzazione geometrica delle scanalature di rilascio per la piegatura multiasse , evitando così problemi di sovrapposizione di lavorazione . La maggior parte dei servizi di progettazione di lamiere utilizza lo stesso processo standardizzato per un'implementazione efficiente della modellazione parametrica nella fabbricazione di lamiere.
- Utilizzare un software CAD per individuare tutti i punti di intersezione delle linee di curvatura.
- In corrispondenza di ogni punto di intersezione della linea di piega, creare una scanalatura di rilascio con W≥T+0,5mm e D≥R+T.
- Da tutti i punti di tangenza della curvatura, spingere il bordo della scanalatura di rilascio verso l'esterno di 0,5 mm (sovra-scavo).
- Definire le dimensioni della scanalatura di rilascio in relazione parametrica allo spessore del materiale T.
- Genera un file DXF appiattito e cerca le linee sovrapposte.
La progettazione con collegamento parametrico consente di modificare automaticamente le dimensioni in base allo spessore della lamiera, di produrre file DXF appiattiti non sovrapposti, di ridurre notevolmente le rilavorazioni e di adattarsi a diversi progetti complessi di fabbricazione di lamiere personalizzate.

Figura 3: Una mano guantata inserisce un componente metallico in una piegatrice, una fase chiave nella formatura di componenti in lamiera personalizzati.
Perché l'utilizzo di matrici di punzonatura standard può ridurre drasticamente i prezzi dei preventivi per componenti in lamiera personalizzati?
Progettare scanalature di rilascio in linea con gli utensili standard di fabbrica per punzonatura e piegatura può ridurre di oltre il 40% i tempi di prototipazione, eliminando la necessità di costosi ammortamenti per stampi personalizzati e consentendo di ottenere preventivi più bassi per componenti in lamiera su misura .
I costi nascosti della deviazione dalle scanalature di rilascio standard
Quando le scanalature di rilascio non sono standard, non è possibile realizzarle con gli utensili da taglio generalmente disponibili in fabbrica. L'officina è quindi costretta a modificare i parametri di lavorazione o a produrre nuovi utensili . Ciò comporta una notevole perdita di efficienza nella lavorazione e un'impennata dei costi di produzione. Inoltre, si discosta dal principio della produzione standard, che è il servizio di lavorazione di precisione della lamiera, e rappresenta un problema nel tentativo di controllare i costi di lavorazione della lamiera.
- Costi delle fustelle personalizzate: il prezzo di una singola fustella irregolare può arrivare fino a 500-2000 dollari .
- L'efficienza della lavorazione ne risente: la velocità di taglio o stampaggio deve essere ridotta al di sotto del 70% per le dimensioni non standard.
- Usura degli stampi: la durata degli utensili non standard è generalmente solo circa il 60% di quella degli utensili standard.
Parametri della matrice degli utensili standard di produzione LS
Condividiamo apertamente tutti i parametri standard degli utensili generalmente utilizzati in officina, come la scanalatura a V della matrice di piegatura inferiore, il raggio della matrice superiore, le specifiche del punzone , ecc. Questo aiuta i progettisti a sapere quali norme seguire durante la progettazione. Per maggiori dettagli, consultare la nostra guida DFM specializzata per la lavorazione della lamiera, dove viene standardizzato anche il lavoro con utensili professionali per la lavorazione della lamiera.
- Larghezza standard della scanalatura a V: 6T, 8T, 10T, 12T
- Raggio standard della matrice superiore: 0,2 mm, 0,5 mm, 0,8 mm, 1,0 mm, 1,5 mm, 2,0 mm
- Diametro standard del punzone rotondo: 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm
- Dimensioni standard del punzone quadrato: 2,0×2,0 mm, 2,5×2,5 mm, 3,0×3,0 mm
Progettato per adattarsi alla matrice di utensili standard di fabbrica, questo sistema elimina gli elevati costi degli stampi personalizzati, riduce significativamente il ciclo di produzione dei componenti in lamiera su misura e abbassa efficacemente i costi complessivi della produzione di massa. Desideri controllare con precisione il tuo budget di produzione di massa? Inviaci i parametri del tuo prodotto per ottenere rapidamente un preventivo accurato per la lavorazione in serie .

Figura 4: Una collezione di set standard di punzoni e matrici, strumenti che aiutano a controllare i costi nella lavorazione personalizzata della lamiera.
Come ha fatto LS Manufacturing a risolvere una crisi di rottura strutturale di una staffa medicale di precisione?
Dilemma del cliente
Un cliente europeo, produttore di dispositivi medicali che utilizza acciaio inossidabile SUS304 da 1,5 mm, ha riscontrato un problema con le staffe dei suoi scanner a ultrasuoni. Queste staffe, realizzate su misura con elevata precisione in lamiera, presentavano crepe da piegatura al 100% e una sporgenza di assemblaggio di 0,6 mm a causa dell'assenza della scanalatura di rilascio. Tale problema non solo violava gli standard medicali ISO 13485, ma ha anche causato l'interruzione del progetto e il mancato rispetto dei requisiti di conformità per la fabbricazione di componenti in lamiera per dispositivi medicali .
Soluzione di produzione LS
Entro 24 ore, abbiamo avviato la revisione tecnica DFM. La nostra analisi del modello reologico FEA ha rivelato che le crepe e le deformazioni del componente erano causate principalmente dall'elevatissima sollecitazione di 850 MPa presente nella giunzione strutturale originale. Il nostro servizio specializzato nella lavorazione della lamiera è in grado non solo di identificare, ma anche di evitare tali debolezze strutturali.
Utilizzando scanalature di rilascio circolari pretagliate al laser, il team ha impostato con precisione i parametri W=2,2 mm e D=2,8 mm. Successivamente, con l'ausilio di una matrice superiore di precisione R0,5 e di un processo di piegatura a bassa velocità , sono riusciti a eliminare le tensioni da incrudimento dell'acciaio inossidabile, ottimizzando al contempo la rugosità della superficie di taglio a Ra 1,6 μm.
Risultati e valore
Grazie alla regolazione del metodo di lavorazione, le sollecitazioni generate dalla piegatura dei pezzi sono state ridotte del 68%, le microfratture sono state completamente eliminate, le deviazioni di assemblaggio sono state controllate entro 0,03 mm e la resa della produzione di massa è stata aumentata dallo 0% al 99,7% . In questo modo, è stata raggiunta una produzione conforme agli standard medicali e si è ottenuto un miglioramento efficiente della resa nella lavorazione della lamiera .
L'ottimizzazione precisa del processo DFM supera in modo impeccabile le problematiche di lacerazione e deformazione nella piegatura di precisione della lamiera, migliorando significativamente la stabilità strutturale e la percentuale di successo nella produzione in serie di componenti in lamiera personalizzati. Avete difficoltà nella lavorazione di lamiere complesse? Inviateci i requisiti del vostro progetto e personalizzeremo una soluzione di processo su misura.

FAQ
D1: Che cos'è uno smusso d'angolo nella lavorazione della lamiera?
Per "scarico d'angolo" si intende un incavo a forma di angolo, pre-progettato secondo una geometria specifica nella lamiera. Questo viene solitamente realizzato nell'angolo in cui si incontrano diverse linee di piegatura. Il suo ruolo principale è quello di fornire al metallo piegato uno spazio reologico plastico, in modo da evitare efficacemente difetti comuni come l'estrusione del materiale e la formazione di crepe.
D2: Quali sono le conseguenze della mancata inclusione di smussi angolari nei disegni di progetto?
Il tentativo di piegare senza una scanalatura di scarico produrrà un rigonfiamento del metallo nel punto di piegatura, nonché microlacerazioni profonde sul bordo esterno della piega. Oltre a causare interferenze durante l'assemblaggio, questi difetti provocheranno anche la rottura del componente quando verrà applicato un carico durante l'utilizzo .
D3: Quali sono le geometrie delle scanalature di rilascio più comunemente utilizzate nel settore e come dovrebbero essere selezionate?
In generale, le tre forme geometriche più comuni sono: cerchio, quadrato e taglio a V. Le forme circolari, essendo molto vantaggiose in termini di resistenza alle sollecitazioni, vengono solitamente scelte per lamiere sottili tagliate al laser. Tuttavia, per la piegatura di precisione di scatole ad alta resistenza, dove è fondamentale che l'utensile non interferisca con lo spazio disponibile, le scanalature di rilascio quadrate risultano perfette.
D4: Come calcolare con precisione i parametri dimensionali minimi di una scanalatura di rilascio per lamiera ad alta precisione?
È necessario attenersi alle specifiche DFM industriali professionali , con una larghezza o diametro della scanalatura W ≥ spessore della lamiera T+0,5 mm, una profondità di taglio D ≥ raggio interno di curvatura R+T, che può accogliere completamente l'area di deformazione del materiale di curvatura ed evitare errori di lavorazione.
D5: In che modo le diverse proprietà dei materiali, in particolare, influenzano la progettazione dimensionale DFM della scanalatura di rilascio?
A causa dell'elevato tasso di incrudimento e della minore duttilità, l'acciaio inossidabile SUS304 e gli acciai inossidabili in generale impongono maggiori sollecitazioni di flessione. Per questo motivo, le tolleranze dimensionali e le tolleranze di profondità della scanalatura di rilascio dovrebbero essere del 15%-20% maggiori rispetto a quelle dei materiali convenzionali come l'acciaio al carbonio e le leghe di alluminio.
D6: Quali impatti negativi avrà una progettazione errata della scanalatura di rilascio sugli stampi delle macchine piegatrici e sui costi di produzione?
Una progettazione errata della scanalatura di rilascio aumenterà la coppia di lavorazione del materiale, il che a sua volta incrementerà l'usura dello stampo e i tempi di fermo produzione. Potrebbe persino comportare una riduzione della durata dello stampo fino al 30% , intensificare le attività di rettifica non standard, ostacolare l'efficienza della produzione di massa e aumentare notevolmente i costi unitari per pezzo.
D7: Come configurare in modo rapido e preciso i parametri della scanalatura di rilascio nei principali software di modellazione 3D?
Nei moduli per la lavorazione della lamiera di SolidWorks e Creo è possibile impostare coefficienti di piegatura con fattori K precisi. Inoltre, l'angolo liscio/senza giunture predefinito può essere modificato in una scanalatura circolare o rettangolare, consentendo la regolazione automatica/parametrica delle dimensioni in base allo spessore della lamiera.
D8: Perché è così importante fornire una valutazione DFM completa quando si contatta LS Manufacturing?
Grazie alla nostra libreria di progetti per la produzione, siamo in grado di determinare e specificare le tolleranze delle scanalature di rilascio, nonché di correggere eventuali errori di stampaggio/accoppiamento prima di avviare la produzione. È sufficiente caricare il progetto per ricevere un preventivo, che vi aiuterà a prevedere e prevenire eventuali problemi di produzione . Inoltre, potrete ottimizzare in modo efficiente i costi di produzione della lamiera.
Riepilogo
Le scanalature di scarico angolari sono la caratteristica principale della piegatura di lamiere di precisione e hanno un impatto diretto sulla qualità della produzione e sulla durata dei pezzi. Basandosi sulla standardizzazione della selezione delle scanalature, utilizzando la formula dimensionale W≥T+0,5 mm e applicando diversi parametri del materiale per la correzione, i requisiti DFM (Design for Manufacturing) possono essere utilizzati per eliminare alla radice i problemi di lacerazione e deformazione durante la piegatura, migliorando notevolmente la resa della produzione di massa, riducendo l'usura degli stampi e i costi di produzione , e aiutando gli ingegneri a risolvere completamente il problema della disconnessione tra progettazione e produzione.
Il vostro prossimo progetto, che include una valvola a spola idraulica ad alta pressione, un riduttore complesso o un componente hardware personalizzato soggetto a carichi alternati, si trova attualmente nella fase di revisione dei disegni o di transizione per la ricerca di produttori (fornitori) alternativi? Non lasciate che gli elevati tassi di scarto dovuti alla fase di finitura compromettano i profitti del vostro progetto.
Dopo aver inviato i disegni STEP/IGS 3D e gli standard tecnici 2D, inclusi i requisiti di tolleranza, al team di esperti di LS Manufacturing, riceverete un supporto tecnico completo con una valutazione di fattibilità DFM (Design for Manufacturing) e un preventivo trasparente dai nostri esperti ingegneri di fusione e lavorazione B2B entro 24 ore. Se lo desiderate, potete anche consultare il nostro sistema di assistenza clienti online sulla destra o inviare una richiesta direttamente al nostro indirizzo email ufficiale di supporto tecnico per iniziare il vostro percorso di aggiornamento completo alla lavorazione di componenti hardware di alta precisione!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


