LS Manufacturing は、20 年の成熟したプロセス経験に基づいて、0.05 mm の高精度公差管理を実現し、DFM 設計から小ロットのカスタマイズ製造までのワンストップ サービスを構築しています。このガイドでは、ロボット シャーシの曲げに関連する主要なプロセス ポイントについて説明します。
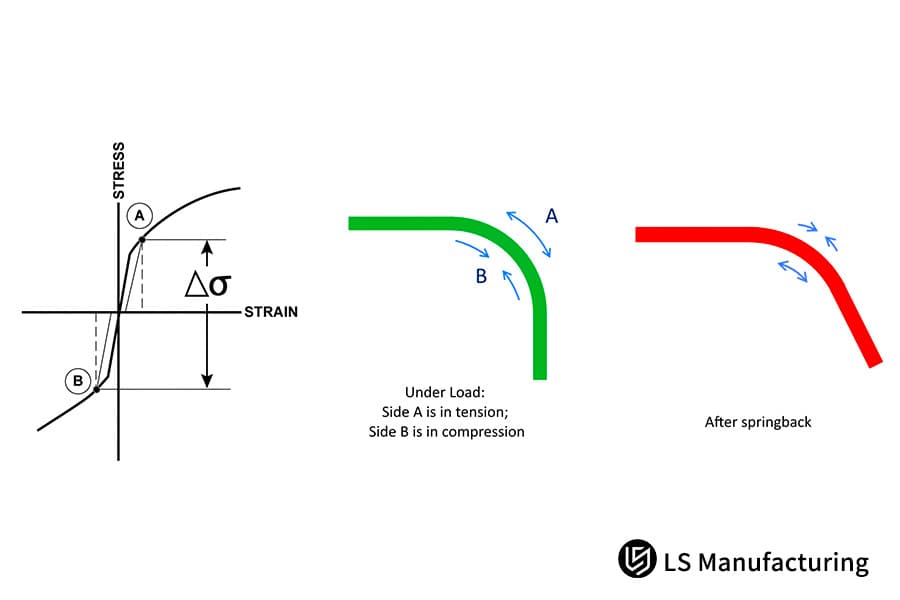
Intelligent springback compensation and finite element simulation technology totally overcomes the setback problem in bending thin walled sheet, greatly enhances the forming precision and production efficiency of the thin walled robot chassis. Springback error give you headache? A professional chassis bending manufacturer can offer you free calculation of the parameters of the springback and takes out a tailor-made error control scheme for you!
Figure 3: Diagram showing stress forces and material springback in a bent metal part.
What Role Does Advanced DFM Analysis Play Before Executing Custom Lightweight Frame Bending Orders?
Advanced DFM analysis can prevent 85% of design flaws by performing interference checks and limit radius correction before custom lightweight frame bending orders are run. LS Manufacturing can generate a free DFM report within 24 hours, greatly reduces the prototype production cycle time.
Core Review Dimensions of DFM Analysis
Bending structure interference check it itself can reduce trial-and-error losses from the source. large proportion of customer drawings has some hidden process defect, processed blindly is very likely to get the batch scrap, structural bending defect elimination can find in advance various forming hazards.
Safety distance verificationa: Space between bending line and the hole edge must be kept no less than 2.5t+R strictly, minimizing hole stretching and deformation.
Interference simulation detection: Simulations of multiple bending trajectories, detection of collision between tool and collision.
Process gap optimization: Correct the corner process gap dimension to avoid the bending tearing and deformation.
Core Customer Benefits of DFM Process
Pre pre-control of the design defect project it can greatly reduce the project cycle. Free pre-process DFM analysis can prevent the buildup of failures in the making, rework costs, will much reduce the sample cycle number of an average of about 35 days, improve the entire multi-stage forming calibration process at each stage of the accuracy of the course and to suit various robotics chassis bending of service products customization needs.
How To Minimize Linear Tolerance Stacking During Multi Stage Lightweight Metal Bending Service Processing?
In multi-stages of lightweight metal bending service process, a bunch of fixed process datum is used to control the tolerance stack-up as a key one. LS manufacturing, with multi-axis back gauge one time positioning technology, can stably control the half tolerance-stacks-up within 7 bends of 0.1mm.
Core Causes of Tolerance Stacking
Multi-process tolerance accumulation is a typical problem to complex chassis processing. Small error for all 5-9 bends will accumulate. The accumulated tolerance of traditional process is up to 0.8 mm and it will easily cause the assembly's failure. Standard process can be used effectively.
Precise Tolerance Control Process for Multi-Stage Bending
Single-datum positioning process can completely solve the problem of cumulative deviation. Through the use of 6 axis CNC high precision control system to plan the best bending sequence, multi-step single-clamping and positioning, effectively prevents the accumulation of tolerance caused by of the positioning and shear error. It will solve the normal assembly alignment problem for chassis bending manufactures, keeping the stable forming precision.
<ブロック引用>
The consistent benchmark positioning process is able to remove accumulative tolerances caused by multi-cutting processes and greatly enhances light-weight chassis assembly versatile and accuracy. Want to resolve the problem of assembly misalignment and over-tolerance? Just come to apply for free DFM optimization and receive an accurate machining quotation today for the lightweight metal bending service!
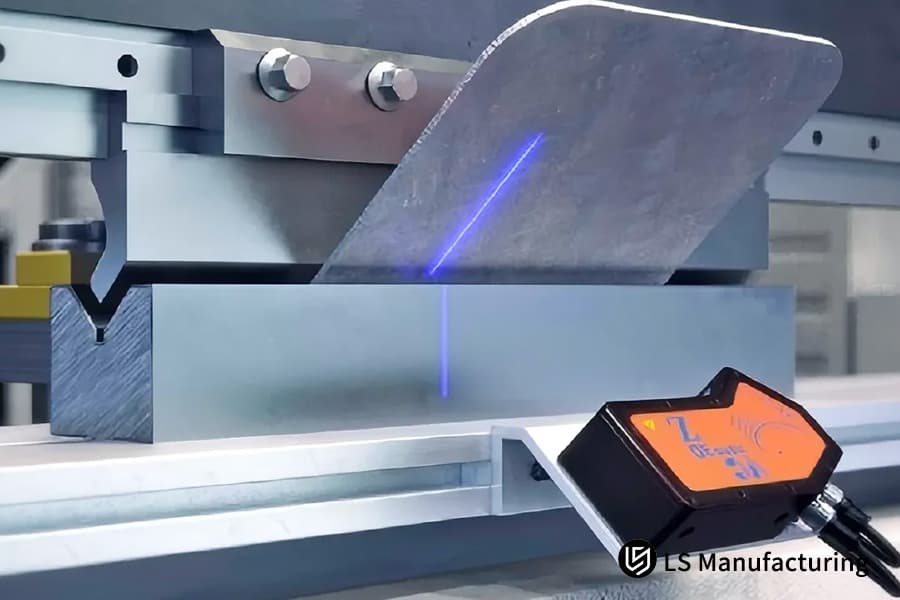
Figure 4: Metal sheet on a press brake with a red laser alignment line for accurate bending.
Why is 100% CMM Inspection Vital For Evaluating Custom Robotics Chassis Bending Suppliers?
100% CMM inspection is the minimum standard for selecting quality custom robotics chassis bending supplier for LS Manufacturing. LS Manufacturing has the world most accurate CMM and blue light scanner with all the delivered chassis geometric tolerance inspection report completed and up to specification.
Limitations of Traditional Inspection Methods
Traditional measuring tools are unable to do tolerance measurement for high-end robotic chassis. Quantity measuring tools can only measure basic dimensions while can't measure spatial form and position tolerances like flatness and coaxality easily which may let lurking quality problems.High-end forming demands professional precision inspection process.
The Core Value of CMM Full Inspection
The 3D dimensional deviation detection assures the zero-defect product delivery of metal bending. We do the full inspection with 3D deviation heat maps and automated inspection tool and deliver with each batch the full QC report which assists our customers in sovereignly controlling the quality of the lightweight metal bending service supply chain. CMM verified metal shaping guarantees the accuracy is caught at the mechanical state of finished products.
How To Reduce The Total Procurement Cost Of Precision Metal Bending Service Without Compromising Quality?
The solution to minimize the head worth of the precision metal bending service without affecting the quality is to optimize the sheet metal layout with less rework waste. LS Manufacturing uses intelligent nesting software to boost sheet metal utilization by 18%.The whole process is a one-stop service starting from raw materials to surface treatment.
Core Components of Precision Bending Costs
Different costs of precision processing mainly includes four parts of material costs, factors of production time costs, amortization cost and surface treatment of molds. Adopt traditional OEM mode, the mold investment side has heavy losses, optimization forming process to make a great deal of ing effective production costs.
Core Solutions for High-Quality Cost Reduction
Integrated process optimization: Company can gain both saving and quality upgrading. Company adopts integrated bending structure to replace a separated welding structure, because of this saving 35% of the welding labor cost. Standard modular tool is employed without mold cost, which suits for metal bending for robotics customized projects.
<ブロック引用>
Integrated process optimization model is to balance the processing quality with cost control, break the normal sheet metal processing high losses, and at the same time, onto different types of robot chassis customized production. Want to call for quality now cut costs and to enhance R&D and production costs? Check the field of metal bending for robotics, and get a free cost calculation and customize a cost reduction solution now!
LS Manufacturing Case Study: Custom Aluminum 6061-T6 AGV Chassis Bending Service for a Global Tier One Logistics Robotics Supplier
The chapter reproduces the solution and implementation result in high-end AGV robot chassis bending from a real project. It intuitivelyshows the practical value of precision bending technology and gives a quality reference for similar robot customization projects.
Client Challenge:
A world top logistics robots manufacturer, encountered a technical problem during 600kg load capacity four-way shuttle AGV development, the custom light weight (4.0mm 6061-T6) own designed chassis bent always get micro-fatigue crack at the bend position. uncontrollable spring back make Radar Mouting surface flatness deviation 0.75mm, false obstacle avoidance alarm, and trajectory deviation, put the project behind the schedule, highly in the need of chassis bending professional manufacturer to do the custom robotics chassis bending modification.
LS Manufacturing Solution:
Once the customer brings the 3D drawings to the LS Manufacturing group, customer 3D drawings are downloaded and an individualized DFM optimization solution is delivered in 24 hours, customer original (overly) small Radius (R- angle) is taken out and corrected in a 3.0t bend radius which is more appropriate for 6061-T6 properties, preventing any potential cracks from happening early on.
In processing stage, for CNC bending machine applied for AMADA with 650nm laser automatic calibration system and dynamic springback compensation, with the ultimate yield strength for this batch of (the different shapes) aluminum materials, with an air-cushioned mark free mold protecting sheet metal surface.
Once the product is formed it is imparted to a high-temperature aging heat treatment process to fully relieve the residual stress within the product. Finally, 100% inspection of radar mounting holes is carried out with Hexagon CMM.
Results and Value:
The first in the project achieved much beyond the first: Chassis tolerances are precisely controlled within 0.05mm. The angle load tolerances are locked at 0.2°. The radar mounting surface flatness is improved to 0.12mm. All these enabled sensor malfunction to be resolved and be a thing of the past.
Equipment passed the 200,000 times full load fatigue tests, 22% reduced chassis weight, the project cycle shortened 35 days, the customer signed the 3 year exclusive mass production contract with us. This case study fully proved top quality, efficient custom robotics with the best quality, reliable and cost-effective chassis bending technology on the market can handle all these three important pain points.
<ブロック引用>
This case shows that through this precision bending technology, all the three major problems, chassis cracking, accuracy deviation, and long cycle time, can be addressed all at the same time, and so it is willing for the high-end customized heavy-duty AGV application. Do you want to get the same high-quality application result? Have a try of the professional and reliable custom robotics chassis bending service, you can fast check a range of related project cases, submit drawings and get one attractive project quotation!
よくある質問
Q1: As for robot chassis bending services, how about the bending radius of 6061-T6 aluminum alloy?
To avoid surface micro-cracks during bending 6061-T6 aluminium alloy sheet, the controlling the minimum bending radius of sheet metal is 2.0~2.5 times thickness of sheet at most. And the bending line should be in a right angle with the grain direction at the same time for fully avoiding stress cracking.
Q2: In what way does LS Manufacturing manage the tight angle tolerances for custom orders of bending lightweight frames?
For our CNC bending machines, we installed a 650nm wavelength axis measurement system from Laser technology. The CNC is capable of detecting any deviation automatically, it also compensates for the spring back in real time, this way keeping the robot chassis bending angle within the tolerance of 0.25°, ensuring the accuracy of forming.
Q3: Is your robotic metal bending department capable of converting welded complex assemblies into a single forming piece?
They can be optimized, strengthened. Engineers equipped with a pre-mounted DFM can turn multi-segment welded assemblies into single-piece multi-pass bending structures, as they can be more easily manufactured, being in turn capable of cutting down on the customer's welding labor costs by 35%.
Q4. What types of surface scratch resistance standards do you require for exterior car parts or medical grade robot frame bending?
It is high pressure nylon and polyurethane. Non-marking mold liner, R-angle urethane upper mould processing is mirror polishing, no hard contact friction throughout the process, and finished product has a high-end appearance requirement of on all of special alloy at 100% zero indentation & zero scratches.
Q5: LS Manufacturing In particular as a chassis Bending Manufacturer, how do LS Manufacturing measure the final Geometrical form, spatial form & position tolerances of robot chassis?
We have hexagon coordinate measurement machine and powerful blue light 3D laser scanner to carry out 100% inspection on important dimensions, e.g.chassis flatness, coaxiality etc. An all quality control inspection reports are always issued to every batch of products.
Q6: How long is the lead time required for SCML to purchase the small batch samples of precision metal bending services?
Once the drawings from our customers have been checked by DFM manufacturability, we slot the machine out quickly using universal combination molds, no more open the mold. 3-5 working days, standard high-precision chassis samples will be readily available. You can easily upload drawings, inquire into details, and rapidly secure accurate project quotations and customization schedules.
Q7: How do you protect your customers' sensitive and highly confidential research and development drawings (IP) used for bending custom robot chassis?
Before fetching the STEP / IG S R&D drawing, we sign the bilateral confidential agreement.Files are only kept on a local secure server.Total project management adopted by our production workshop ensures a complete protection of your customers' intellectual property.
Q8:Is Ltd strict about the minimum order quantities when becoming a high-end robot chassis bending service provider?
We implement a zero MOQ policy for high-tech R&D projects, which allows us to flexibly accept one scientific research-grade prototype prototyping order while simultaneously meeting the demand for thousands of automotive-grade annual mass production orders.
概要
The robot chassis bending is a precision systems engineering that includes materials mechanics, CNC algorithms, closed loop quality inspection. Weighing in light weight load sharing, avoiding cracks, controlling of spring back and optimize tolerance are the essential factors to the success of the various robots operation stability. Proper material choice, standard process system and full quality inspection are the key utilization to solve chassis failure, and also bring the high-end robot hardware iteration.
The robust quality of robotics chasis bend services can alleviate equipment deformations, sensor misalignments and structural failure issues, which lower the risk of high-based maintenance expenses and offer the unique product advantage.
LS manufatureings gives zero MOQ orders to meet the demands for prototyping, pilot runs as well as mass production, including all robotic processing applications. Send us 3D models now, we will do the DFM report in 24 hours for you and offer personalized process and cost optimization. Using professional precision metal bending service and automotive grade process, we can make your project come into life.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information.サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。 It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS 製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。 We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。 This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.