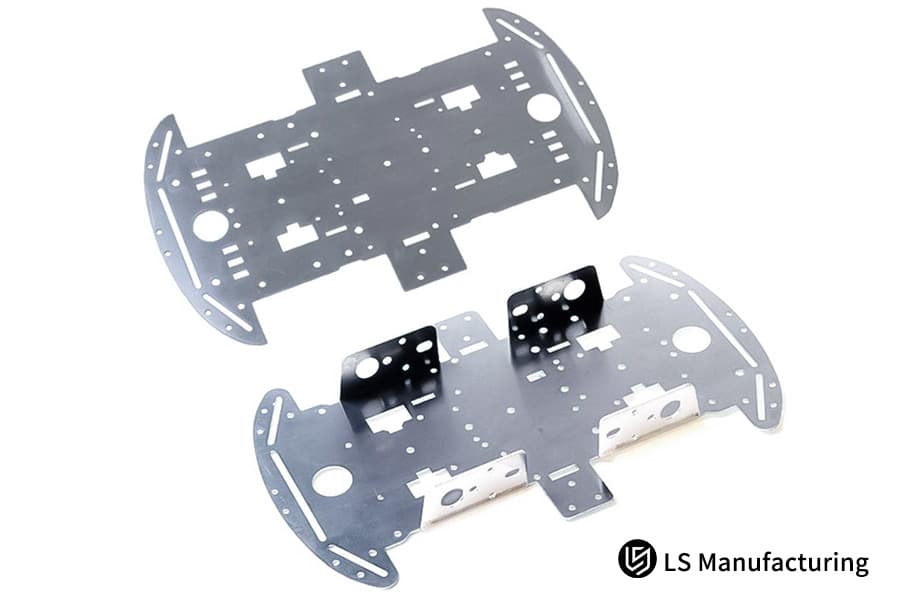
Il servizio di piegatura di telai robotici è un servizio personalizzato di piegatura di precisione dei metalli, adatto per AGV/AMR e robot medici. Può affrontare efficacemente le difficoltà legate al settore come fessure da flessione, ritorno elastico incontrollabile e variazioni delle tolleranze dei fori nei telai dei robot a pareti sottili. Allo stato attuale, nello sviluppo del processo robot leggero, la piegatura della lega di alluminio 6061-T6 e dell'acciaio ad alta resistenza può facilmente causare microfessurazioni, ritorno elastico incontrollabile, superamento dei limiti di tolleranza del foro in carichi pesanti influisce direttamente sulla stabilità del funzionamento dell'attrezzatura. Il processo standard non considera le caratteristiche di stress dinamico del robot e può facilmente portare alla frattura per fatica del telaio e alla deviazione dell'asse del sensore.
Sulla base di 20 anni di esperienza maturata nei processi, LS Manufacturing è in grado di realizzare un controllo della tolleranza ad alta precisione di 0,05 mm e di creare un servizio completo dalla progettazione DFM alla produzione personalizzata in piccoli lotti. Questa guida illustra i punti principali del processo di piegatura del telaio del robot.

Panoramica rapida delle tecnologie principali nella piegatura dei telai dei robot
Ci concentriamo sul riepilogo delle norme tecniche essenziali e dei requisiti di implementazione della piegatura dei metalli, guidando rapidamente a quelli dei punti di controllo chiave della lavorazione di precisione, fornendo un riferimento intuitivo alla ricerca e sviluppo e all'acquisto del telaio del robot ed evitando gli errori di processo comuni.
| Dimensioni principali | Norme tecniche | Valore dell'applicazione | Requisiti di conformità | ||
| Parametri di piegatura del materiale | Raggio minimo di curvatura 6061-T6 ≥2,5 t, curvatura del grano perpendicolare. | Elimina completamente microfessure da piegatura e fessurazioni da tensocorrosione. | Specifiche per la formatura di materiali di livello aerospaziale | ||
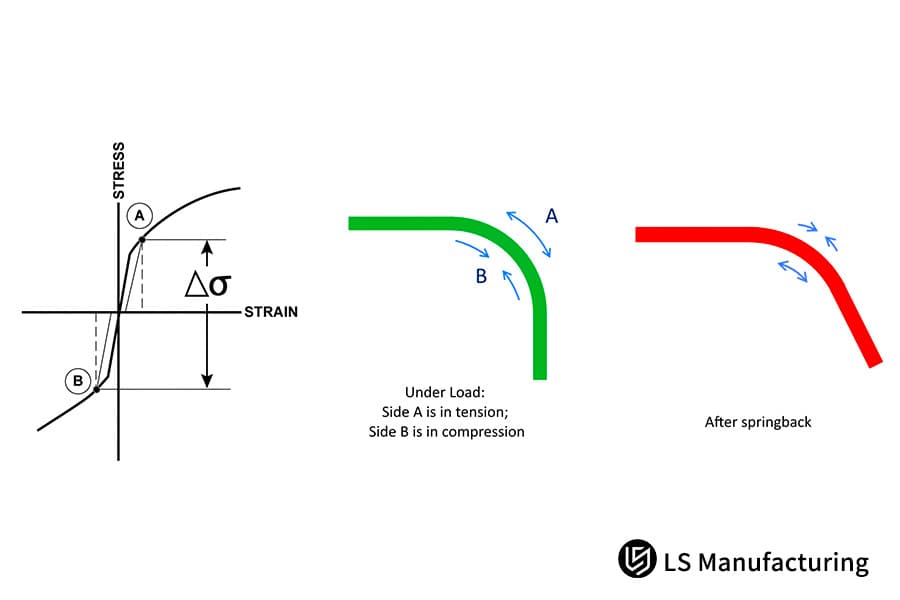
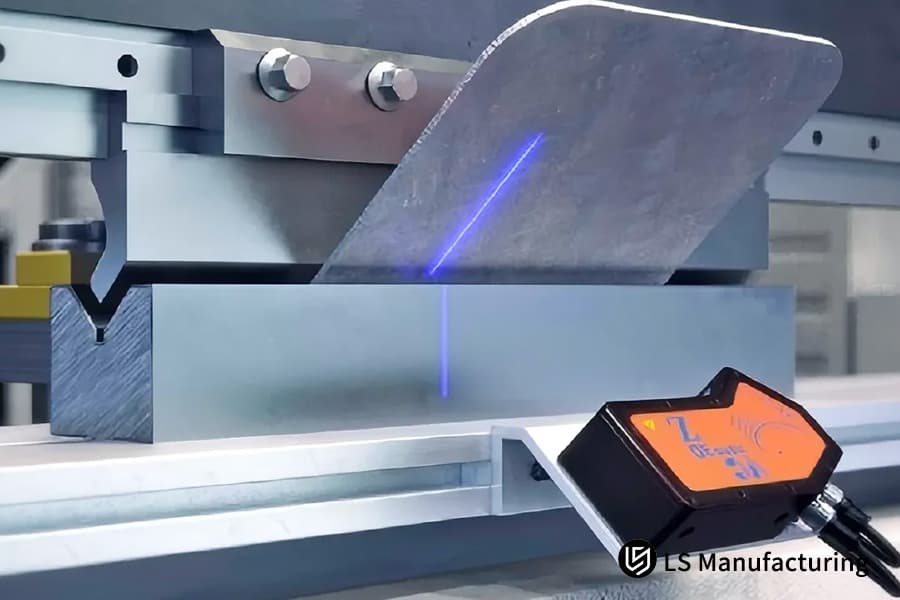
| Controllo della precisione Springback | Compensazione dinamica del laser, tolleranza del ritorno elastico ≤±0,3°. | Garantisce la coassialità dei fori multiasse, evitando il disallineamento del sensore. | Standard di processo IATF 16949 | ||
| Tolleranza complessiva di formazione | Tolleranza cumulativa di più pieghe ≤±0,05 mm. | Elimina le interferenze di assemblaggio, adattandosi all'assemblaggio di apparecchiature ad alta precisione. | Standard di produzione di robot industriali | ||
| Sistema di controllo qualità | Ispezione completa al 100% CMM + ispezione con scansione 3D. | Controllo completo delle tolleranze di forma e posizione, ottenimento di consegne senza difetti. | Standard di accesso alla lavorazione di precisione di fascia alta |

| Tipo materiale | Carico di snervamento (MPa) | Resistenza alla trazione (MPa) | Spessore piastra compatibile (mm) | Raggio di piegatura ottimale | Riduzione del peso |
| Lega di alluminio 6061-T6 | 414 | 510 | 1.5-4.0 | 2,5t | 40% |
| Lega di alluminio 5052-H32 | 193 | 331 | 2.0-3.5 | 2.0t | 32% |
| Lega di titanio Ti-6Al-4V | 860 | 930 | 1.2-3.0 | 3.0t | 45% |
| Acciaio ad alta resistenza Q355 | 355 | 800 | 3.0-4.0 | 1,8 t | 15% |
| Acciaio inossidabile 304 | 205 | 520 | 1.2-2.5 | 2.2t | 20% |
| Categoria di test | Standard industriale | Standard medico | Metodo di prova | Scenari applicabili | |
| Tolleranza angolo di piegatura | ±0,5° | ±0,25° | Ispezione laser in tempo reale | Robot chirurgici, robot compagni | |
| Rugosità superficiale | Ra 1.6 | Ra 0,4 | Ispezione completa del rugosimetro | Custodia per apparecchiature mediche sterili | |
| Tasso di riduzione dello spessore della parete | ≤12% | ≤8% | Controllo a campione del calibro micrometrico | Chassis medico ad alto carico | |
| Difetti di rientranza superficiale | Leggero rientro consentito | Zero rientro, zero graffi | Ispezione visiva + Ispezione con lente d'ingrandimento | Superfici di contatto medico sterili | |
| Crepe microscopiche | Linee sottili consentite | Zero crepe microscopiche | Ispezione al microscopio metallurgico | Attrezzature impiantabili/di contatto a lungo termine |

| Materiale in fogli | Spessore (mm) | Apertura a V (mm) | Angolo elastico naturale | Angolo di ritorno elastico compensato | Tasso di miglioramento della precisione |
| Lega di alluminio 6061-T6 | 1.5 | 12 | 1,8° | 0,22° | 87,8% |
| Lega di alluminio 6061-T6 | 2.0 | 16 | 2,1° | 0,25° | 88.1% |
| 304 Stainless Steel | 1.2 | 10 | 2.5° | 0.28° | 88.8% |
| 304 Stainless Steel | 2.0 | 14 | 2.8° | 0.30° | 89.2% |
| Ti-6Al-4V Titanium Alloy | 1.5 | 12 | 3.2° | 0.32° | 90.0% |