
Robotics Chassis Biegeservice ist ein maßgeschneiderter Präzisionsmetallbiegeservice, der für AGV/AMR und medizinische Roboter geeignet ist. Es kann branchenbedingte Schwierigkeiten wie Biegerisse, unkontrollierbare Rückfederung und Abweichungen bei den Lochtoleranzen in dünnwandigen Robotergehäusen wirksam beheben. Derzeit kann das Biegen von 6061-T6-Aluminiumlegierungen und hochfestem Stahl bei der Entwicklung von Leichtbau-Roboterprozessen leicht zu Mikrorissen, unkontrollierbarer Rückfederung und Überschreitung der Lochtoleranzgrenzen bei hoher Belastung führen, was sich direkt auf die Stabilität des Gerätebetriebs auswirkt. Der Standardprozess berücksichtigt die dynamischen Belastungsmerkmale des Roboters nicht, was leicht zu einem Ermüdungsbruch des Fahrgestells und einer Abweichung der Sensorachse führen kann.
Basierend auf 20 Jahren ausgereifter Prozesserfahrung kann LS Manufacturing eine hochpräzise Toleranzkontrolle von 0,05 mm realisieren und einen One-Stop-Service vom DFM-Design bis zur kundenspezifischen Kleinserienfertigung aufbauen. In diesem Leitfaden werden die zugehörigen Kernprozesspunkte des Roboter-Chassis-Biegens erläutert.

Kurzer Überblick über Kerntechnologien beim Biegen von Robotergehäusen
Wir konzentrieren uns darauf, die wesentlichen technischen Normen und Implementierungsanforderungen für das Metallbiegen zusammenzufassen, schnell zu den wichtigsten Kontrollpunkten der Präzisionsbearbeitung zu führen, einen intuitiven Verweis auf die Forschung und Entwicklung sowie den Kauf des Robotergehäuses zu liefern und häufige Prozessfehler zu vermeiden.
| Kernabmessungen | Technische Standards | Anwendungswert | Konformitätsanforderungen |
| Materialbiegeparameter | 6061-T6 Mindestbiegeradius ≥2,5 t, senkrechte Faserrichtungsbiegung. | Beseitigt vollständig Mikrobiegerisse und Spannungsrisskorrosion. | Spezifikationen für die Formung von Materialien in Luft- und Raumfahrtqualität |
| Springback-Genauigkeitskontrolle | Laserdynamische Kompensation, Rückfedertoleranz ≤±0,3°. | Gewährleistet die Koaxialität mehrachsiger Löcher und vermeidet eine Fehlausrichtung des Sensors. | Prozessstandard IATF 16949 |
| Gesamtformungstoleranz | Kumulative Toleranz mehrerer Biegungen ≤±0,05 mm. | Beseitigt Montagestörungen und passt sich an die hochpräzise Gerätemontage an. | Industriestandards für die Roboterfertigung |
| Qualitätsprüfsystem | KMG 100 % Vollinspektion + 3D-Scaninspektion. | Vollständige Kontrolle der Form- und Positionstoleranzen, Null-Fehler-Lieferung. | Zugriffsstandards für High-End-Präzisionsbearbeitung |
Wichtige Erkenntnisse:
- Materialauswahl: zum Biegen sollte 6061 T-6 sein und der minimale Biegeradius sollte 2,5 t betragen. Das Material sollte wärmebehandelt werden, um die Biegespannung abzubauen und Spannungsrisskorrosion zu verhindern.
- Präzisionskontrolle: Ein Echtzeit-Laserwinkelmesssystem wurde verwendet, um die Toleranz der Rückfederung innerhalb von 0,3° zu kontrollieren, um den Ausgleich der mehrachsigen Löcher im Chassis zu gewährleisten.
- Lieferantenüberprüfung: Stellen Sie bei hochwertigen Beschaffungen im Vergleich zu anderen Lieferanten sicher, dass dieser Lieferant über eine 100-prozentige KMG-Inspektion verfügt und ob dieser Lieferant über eine IATF 16949-Registrierung für Automobilqualität verfügt.
Warum sollten Sie den Präzisions-Metallbiegediensten und der Expertise von LS Manufacturing in der robotergesteuerten Leichtbaurahmenfertigung vertrauen?
Reife auf Ausrüstung und Standardprozess für die Metallbiegebearbeitung ist der entscheidende Punkt, um die Stabilität der Roboterchassisstruktur zu gewährleisten. Für die Massenproduktion von High-End-Robotern ist ein professionelles Prozesssystem erforderlich, um Verarbeitungsrisiken zu vermeiden. Verschiedene Chargen von Ermüdungstests für Fahrgestelle von Autos bewiesen die gleichen Ergebnisse, dass viele Ausfälle von Fahrgestellen auf die Trägheit der Hersteller zurückzuführen sind und keine Zeit für den dynamischen Stressanpassungsprozess für Roboter haben.
Wir setzen den IATF 16949:2016-Kontrollstandard für die Automobilindustrie strikt um und alle präzisen Metallbiegeserviceprozesse entsprechen den Produktionsbetriebsdokumenten. Bei der OEM-Fertigung geht es nur um das optische Erscheinungsbild des fertigen Produkts und nicht um die langfristige Verformung, die durch die Kaltverfestigung des Materials entsteht.
Dies ist der Hauptgrund für eine Fehlausrichtung der Sensoren in Leichtbauroboterchassis nach längerem Gebrauch. Mit mehr als 1000 Anpassungen an verschiedenen Biegeparametern haben wir ein modulares Robotik-Chassis-Biegesystem für verschiedene Lastfälle angepasst und dabei die strenge Qualitätskontrolle ISO 9001: 2015 in allen Aspekten sichergestellt.
Es ist kein manuelles Ausprobieren mehr erforderlich. Wir reduzieren die herkömmliche manuelle Methode, indem wir die Finite-Elemente-Simulation verwenden, um die Biegespannung und Rückfederungsabweichungen vorherzusagen und so den Strukturfehler an seiner Wurzel zu beseitigen.
20 Jahre Erfahrung, die wir in der Industrie gesammelt haben, haben es uns ermöglicht, alle Arbeiten erfolgreich auszuführen, darunter über Tausende von kundenspezifischen AGV- und medizinischen Roboterfahrgestellen, unter vollständiger Einhaltung der strengen, hochmodernen Produktionsanforderungen.
Ein standardisiertes Präzisionsbearbeitungssystem beseitigt die Grundursache für Biegeversagen des Robotergehäuses, ist auf die Prototyping- oder Massenproduktionsanforderungen verschiedener Arten von Leichtbaurobotern zugeschnitten und garantiert eine dauerhafte strukturelle Stabilität. Möchten Sie Prozessausfälle vermeiden und die Produktqualität erhalten? Kontaktieren Sie jetzt unseren professionellen Präzisions-Metallbiegeservice, Sie erhalten die Lösungionen für Prozessprobleme und High-End-Fallstudien!

Wie eliminiert der Präzisionsrobotik-Fahrgestellbiegeservice Fehler bei der Ausrichtung mehrerer Sensoren in autonomen mobilen Robotern?
Der Präzisions-Roboter-Chassis-Biegeservice, der auf eine Abweichung von 0,05 mm innerhalb der Formtoleranzen kontrolliert wird, löst im Wesentlichen die physikalische Achsenabweichung des Multisensor-Fusionssystems, sodass AMRs eine hochpräzise automatische Radar- und Kameraausrichtung unter langfristigen Hochlastbedingungen implementieren können.
Hauptursachen für Sensorabweichungen
AMR-Chassis Strukturelle Verformung ist eine der Ursachen für Sensorausfälle. Das Roboterchassis muss das dynamische Drehmoment und die maximale Vertikallast von 500 kg tragen. Beim herkömmlichen Biegen gibt es keine Konstruktion zur Durchbiegungskompensation, es ist leicht, eine Torsionsverformung in einem feinen Grad zu erzeugen.
Dank der Roboter-Chassis-Formung können diese versteckten Probleme wirksam vermieden werden. Die Restspannung im Chassis der Formungsarbeiten wird bei längerem Betrieb abgebaut, was dazu führt, dass die Montagefläche nicht mehr richtig ausgerichtet ist.
- Problem der Spannungskonzentration: Keine Übereinstimmung zwischen der Körnung des Materials und dem Biegeprozess führt zu Spannungskonzentration am Biegepunkt und Mikroverformung unter Langzeitbelastung.
- Unkontrollierte Formtoleranzen: Ohne die dynamische Kompensationstechnologie würde der Gesamtbetrag eines einzelnen Biegefehlers den Standard überschreiten, was zu einer Parallelität zwischen der Montagefläche und der Referenzfläche führen würde.
- Geringere strukturelle Stabilität: Restspannungen aufgrund der Kaltverfestigung können durch keine Wärmebehandlung abgebaut werden und es kommt zu einer weiteren Zunahme der Verformung selbst nach 1000 Betriebsstunden.
Korrekturprinzip des hochpräzisen Biegens
Präzise Sensorkalibrierung, die im Formteil entwickelt wurde, kann eine übermäßig große Verformung des Gehäuses wirksam verhindern. Beim Biegen von kundenspezifischen Robotik-Chassis handelt es sich nicht nur um eine Blechbearbeitung, sondern um einen Mikroverformungsprozess zur Metallumformung zur präzisen Steuerung des Formdrucks, der Verarbeitungsgeschwindigkeit und des Kornausrichtungswinkels, um die Restspannung der Karosserie auszugleichen, so dass die Technologie der Mikroumformung zur Metallumformung in Bereichen, die streng kontrolliert werden müssen, relativ kleine Verformungsabweichungen erreicht und 10.000 Stunden ununterbrochene Arbeit des Roboters ohne Abweichung der physikalischen Achse des Sensors gewährleistet. arelux ist die Grundlage für hohe Präzision Ausrüstung.
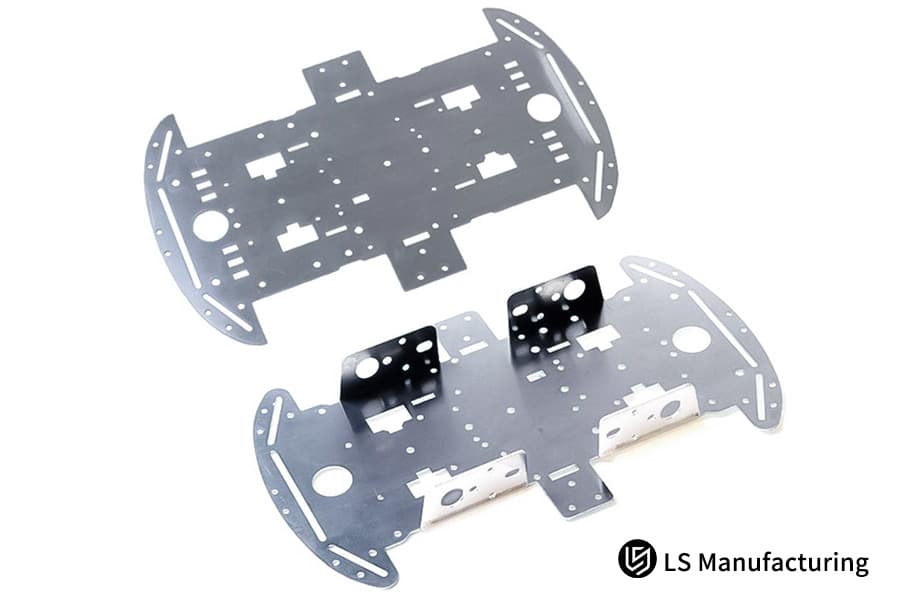
Abbildung 1: Präzise geschnittene Metallplatten für ein Robotergehäuse mit zahlreichen Löchern und Schlitzen.
Wie wählt man die optimale Metallbiegung für die Robotik, um Leichtbau und Tragfähigkeit in Einklang zu bringen?
Aufgrund der Balance zwischen leichtem Design und hoher Tragfähigkeit sollte die für die Robotik geeignete Metallbiegemethode AL6061-T6 oder Ti-6Al-4V sein. LS Manufacturing beseitigt Mikrorisse in Materialien durch den Einsatz maßgeschneiderter R-Winkel-Formen und temperaturgesteuerter Biegeprozesse und erreicht so eine Gewichtsreduzierung von 40 % bei gleichzeitiger Beibehaltung einer hohen Zugfestigkeit von über 500 MPa.
Leistungsunterschiede gängiger Roboterblechmaterialien
Leichtes tragendes Biegen wirkt sich direkt auf die Leistung des gesamten Roboters aus. Die unterschiedlichen Blechwerkstoffe weisen erhebliche Unterschiede in der Biegeanpassung auf, und selbst das falsche Material kann zu einer Nicht-Leichtbauweise sowie einer unzureichenden Tragfähigkeit führen. Die belastungsadaptive Metallbiegung kann sich den unterschiedlichen Belastungszuständen und Umformanforderungen anpassen.
- 5052-H32 Al-Legierung: um das Gewicht effektiv zu reduzieren, leicht bei geringerer Zugfestigkeit, sind nur für kleine Roboterlasten geeignet.
- 6061-T6-Aluminiumlegierung: Höchste Gesamtleistung, empfohlen für diePlattendicke von 1,5–4,0 mm, erfüllt leichte und hohe Belastungsanforderungen.
- Ti-6Al-4V-Titanlegierung: Fähigkeit der höchsten Festigkeit und der geeignetsten Gewichtsreduzierung, kann in medizinischen und High-End-Industrierobotern eingesetzt werden.
Kernstandards zur Vermeidung von Fallstricken bei Biegeprozessen
Die Kontrolle der Materialkornrichtung ist der grundlegende Schlüssel zur wirksamen Verhinderung von Biegerissen. Die Richtungen zur Steuerung der Materialkörnung sind, wie die tatsächliche Erfahrung bei maßgeschneiderten AGV-Chassis für schwere Lasten zeigt, senkrecht zu den Biegelinien und exakte Übereinstimmung mit minimalem Biegeradius und Plattendicke sowie laserkalibrierte Metallumformung zur ungefähren Formgröße mit der Kombination aus Spannungssimulation und Wärmebehandlungsprozess. Auf diese Weise kann das Problem der Kunststoffverformung während des Betriebs der Ausrüstung wirksam beseitigt werden.
Vergleichstabelle der mechanischen Eigenschaften häufig verwendeter Biegematerialien für Roboter
| Materialtyp | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Kompatible Plattenstärke (mm) | Optimaler Biegeradius | Gewichtsreduzierung |
| 6061-T6 Aluminiumlegierung | 414 | 510 | 1,5-4,0 | 2,5t | 40 % |
| 5052-H32 Aluminiumlegierung | 193 | 331 | 2,0-3,5 | 2.0t | 32 % |
| Ti-6Al-4V Titanlegierung | 860 | 930 | 1.2-3.0 | 3.0t | 45 % |
| Hochfester Q355-Stahl | 355 | 800 | 3.0-4.0 | 1,8t | 15 % |
| Edelstahl 304 | 205 | 520 | 1,2-2,5 | 2,2t | 20 % |
Welche Parameter definieren einen qualifizierten Roboter-Rahmenbiegeservice für medizinische Anwendungen?
Der medizinische Roboter-Rahmenbiegeservice von LS Manufacturing folgt anspruchsvollen, durch Parameter definierten Qualitätsstandards und folgt der Anwendung von High-End-Verarbeitungsanforderungen wie 0,25 Biegewinkelgenauigkeit, Ra 0,4 Oberflächenrauheit und 100 % Kratzer- und Eindruckfreiheit.
Kernqualitätsprüfparameter für medizinisches Biegen
Die Oberflächengenauigkeit von medizinischen Robotern ist ein wichtiges grundlegendes Einstiegskriterium für medizinische High-End-Instrumente. Die herkömmlichen industriellen Biegestandards können sich nicht an die hohe Präzision und saubere Umgebung medizinischer Instrumente anpassen. Das bedeutet, dass die Mikroformungsparameter streng kontrolliert werden müssen.
Medizinische Metallumformung kann die beiden Grundkomponentenanforderungen medizinischer Instrumente erfüllen.
- Strukturelle Parameter: Abnahmerate der Biegewanddicke und andere Parameter 8 %, der Winkel der Abschrägungen in der Reihenfolge ist einheitlich, keine Mikrorisse.
- Oberflächenparameter: Oberflächenrauheit Ra0,4, völlig kratzerfreie Verarbeitung, keine Dellen oder Kratzer.
- Toleranzparameter: Die Winkeltoleranz wurde auf 0,25 festgelegt, die vollständige Abdeckung der räumlichen Form und Positionstoleranzen.
Dedizierte Prozesslösung für medizinische Szenarien
Die Verwendung von Biegeverfahren mit steriler Oberfläche ist eine Möglichkeit, die Gefahrenanhäufung, die mit medizinischen Maschinen verbunden sein kann, bestmöglich zu neutralisieren. Zum Schutz der Oberfläche von Speziallegierungen können nicht abfärbende Formauskleidungen aus Nylon und Polyurethan verwendet werden, um so die Ansiedlung von Bakterien sowie das Versagen der elektromagnetischen Abschirmung zu verhindern. In Übereinstimmung mit den Beschaffungsspezifikationen für das Biegen hochwertiger kundenspezifischer Robotik-Chassis entspricht es den schwierigen Herstellungsspezifikationen für die Präzisionsblechumformung.
Standardtabelle für Biegequalitätsprüfungsparameter für Roboter in medizinischer Qualität
| Testkategorie | Industriestandard | Medizinischer Standard | Testmethode | Anwendbare Szenarien |
| Biegewinkeltoleranz | ±0,5° | ±0,25° | Laser-Echtzeitinspektion | Chirurgische Roboter, Begleitroboter |
| Oberflächenrauheit | Ra 1,6 | Ra 0,4 | Vollständige Inspektion des Rauheitstesters | Unterbringung für sterile medizinische Geräte |
| Reduktionsrate der Wandstärke | ≤12% | ≤8% | Mikrometer-Messschieber-Stichprobe | Hochlast-Medizingehäuse |
| Oberflächenvertiefungsfehler | Leichte Einrückung zulässig | Keine Einrückung, keine Kratzer | Sichtprüfung + Lupenprüfung | Sterile medizinische Kontaktflächen |
| Mikroskopische Risse | Feine Linien erlaubt | Keine mikroskopischen Risse | Metallurgische Mikroskopinspektion | Langzeitimplantierbare/Kontaktausrüstung |

Abbildung 2: Detail des Bedienfelds einer Biegemaschine mit Tasten und einem gelben LNTech-Modul.
Wie löst ein professioneller Hersteller von Chassisbiegen Probleme mit der Materialrückfederung bei dünnwandigen Strukturen?
Die wichtigste Innovation, die von professionellen Herstellern von Fahrgestellbiegen zur Lösung der Rückfederung in dünnwandigen Strukturen übernommen wurde, ist die intelligente Regelungstechnik. LS Manufacturing ist mit dem 650-nm-Laserwinkelerkennungssystem in der Lage, beim Biegen hochfester dünnwandiger Aluminium- und Edelstahlbleche die dynamische Kompensation zu realisieren und den Rückfederungsfehler vollständig zu beseitigen.
Schlüsselfaktoren, die die Biegerückfederung dünner Wände beeinflussen
Das Problem der Rückfederungsabweichung dünner Wände tritt häufig bei der Umformung dünnwandiger Bleche auf. Beim Biegen von 1,2–2,0 mm Edelstahl und dünnwandigen Aluminiumlegierungen kann es leicht zu Rückfederungsabweichungen kommen, die sich auf die Montagegenauigkeit auswirken. Kalibrierung des Biegens dünner Bleche kann Formabweichungen genau ausgleichen.
- Materialeigenschaften: Die Erhöhung der Streckgrenze führt zu einer Erhöhung der Rückfederung: Das superhochfeste Aluminium, das wir in diesem Projekt verwendet haben, erzeugt ungefähr 5 % mehr Rückfederung als normales Aluminium.
- Ausrüstungsparameter: Dies führt zu einer größeren elastischen Verformung des Blechs durch eine breitere Form-V-Nut und dadurch wird eine starke Rückfederung gefördert.
- Verarbeitungstechnologie: Eine unangemessene Verarbeitungsgeschwindigkeit und Haltezeit verschlimmern die Kaltverfestigung und verstärken das Auftreten von Rückfederungsfehlern.
Intelligente Rückfederungskompensationslösung
Die Modellierungstechnologie für die FEA-Rückfederungsvorhersage ist der entscheidende Kern der Präzisionsfehlerkontrolle. Wir machen den manuellen Versuch-und-Irrtum-Prozess überflüssig und entwickeln schnell eine Art Rückfederungsvorhersagemodell basierend auf FEA, einem hydraulischen dynamischen Kompensationssystem für die stabile Chargenpräzision typischer kundenspezifischem Biegen von Leichtbaurahmen. Die Formparameter werden durch Finite-Elemente-Biegeabstimmung optimiert und untersucht. 68 Konstanttemperatur- und Druckhalteverfahren erreichten eine Reduzierung der Rückfederung von dünnwandigen Materialien um 15 %. Dies ist eine hochwertige und praktische Optimierungslösung in der Branche.
Tabelle des reinen Datenvergleichs der Rückfederungsparameter beim Dünnwandbiegen
| Blattmaterial | Dicke (mm) | Die V-Öffnung (mm) | Natürlicher Rückfederungswinkel | Kompensierter Rückfederungswinkel | Genauigkeitsverbesserungsrate |
| 6061-T6 Aluminiumlegierung | 1,5 | 12 | 1,8° | 0,22° | 87,8 % |
| 6061-T6 Aluminiumlegierung | 2.0 | 16 | 2,1° | 0,25° | 88,1 % |
| 304 Stainless Steel | 1.2 | 10 | 2.5° | 0.28° | 88.8% |
| 304 Stainless Steel | 2.0 | 14 | 2.8° | 0.30° | 89.2% |
| Ti-6Al-4V Titanium Alloy | 1.5 | 12 | 3.2° | 0.32° | 90.0% |
Intelligent springback compensation and finite element simulation technology totally overcomes the setback problem in bending thin walled sheet, greatly enhances the forming precision and production efficiency of the thin walled robot chassis. Springback error give you headache? A professional chassis bending manufacturer can offer you free calculation of the parameters of the springback and takes out a tailor-made error control scheme for you!
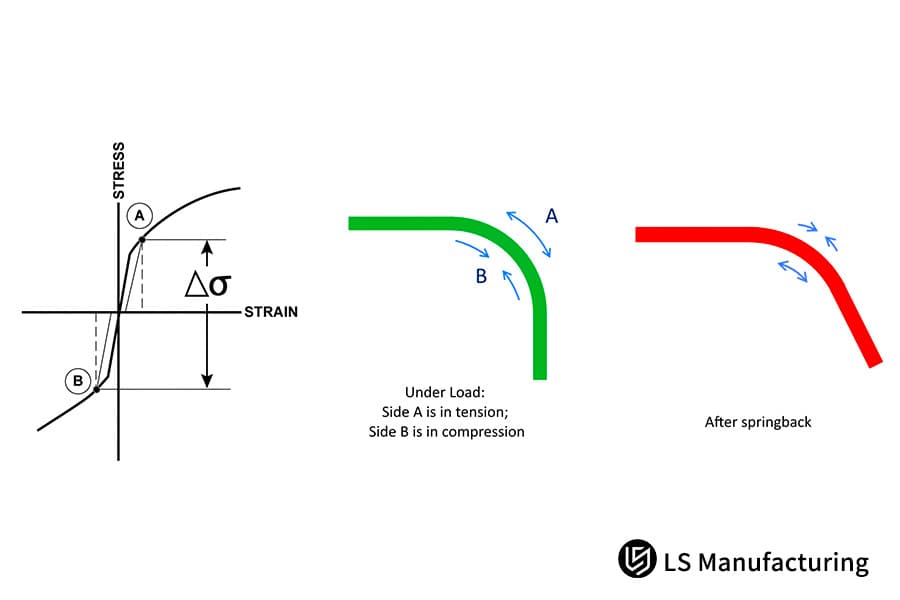
Figure 3: Diagram showing stress forces and material springback in a bent metal part.
What Role Does Advanced DFM Analysis Play Before Executing Custom Lightweight Frame Bending Orders?
Advanced DFM analysis can prevent 85% of design flaws by performing interference checks and limit radius correction before custom lightweight frame bending orders are run. LS Manufacturing can generate a free DFM report within 24 hours, greatly reduces the prototype production cycle time.
Core Review Dimensions of DFM Analysis
Bending structure interference check it itself can reduce trial-and-error losses from the source. large proportion of customer drawings has some hidden process defect, processed blindly is very likely to get the batch scrap, structural bending defect elimination can find in advance various forming hazards.
- Safety distance verificationa: Space between bending line and the hole edge must be kept no less than 2.5t+R strictly, minimizing hole stretching and deformation.
- Interference simulation detection: Simulations of multiple bending trajectories, detection of collision between tool and collision.
- Process gap optimization: Correct the corner process gap dimension to avoid the bending tearing and deformation.
Core Customer Benefits of DFM Process
Pre pre-control of the design defect project it can greatly reduce the project cycle. Free pre-process DFM analysis can prevent the buildup of failures in the making, rework costs, will much reduce the sample cycle number of an average of about 35 days, improve the entire multi-stage forming calibration process at each stage of the accuracy of the course and to suit various robotics chassis bending of service products customization needs.
How To Minimize Linear Tolerance Stacking During Multi Stage Lightweight Metal Bending Service Processing?
In multi-stages of lightweight metal bending service process, a bunch of fixed process datum is used to control the tolerance stack-up as a key one. LS manufacturing, with multi-axis back gauge one time positioning technology, can stably control the half tolerance-stacks-up within 7 bends of 0.1mm.
Core Causes of Tolerance Stacking
Multi-process tolerance accumulation is a typical problem to complex chassis processing. Small error for all 5-9 bends will accumulate. The accumulated tolerance of traditional process is up to 0.8 mm and it will easily cause the assembly's failure. Standard process can be used effectively.
Precise Tolerance Control Process for Multi-Stage Bending
Single-datum positioning process can completely solve the problem of cumulative deviation. Through the use of 6 axis CNC high precision control system to plan the best bending sequence, multi-step single-clamping and positioning, effectively prevents the accumulation of tolerance caused by of the positioning and shear error. It will solve the normal assembly alignment problem for chassis bending manufactures, keeping the stable forming precision.
The consistent benchmark positioning process is able to remove accumulative tolerances caused by multi-cutting processes and greatly enhances light-weight chassis assembly versatile and accuracy. Want to resolve the problem of assembly misalignment and over-tolerance? Just come to apply for free DFM optimization and receive an accurate machining quotation today for the lightweight metal bending service!
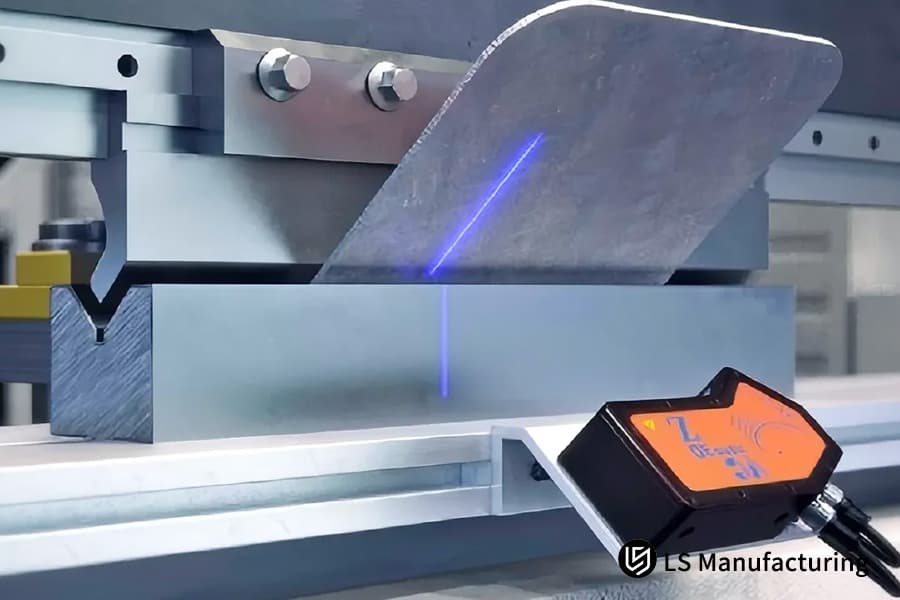
Figure 4: Metal sheet on a press brake with a red laser alignment line for accurate bending.
Why is 100% CMM Inspection Vital For Evaluating Custom Robotics Chassis Bending Suppliers?
100% CMM inspection is the minimum standard for selecting quality custom robotics chassis bending supplier for LS Manufacturing. LS Manufacturing has the world most accurate CMM and blue light scanner with all the delivered chassis geometric tolerance inspection report completed and up to specification.
Limitations of Traditional Inspection Methods
Traditional measuring tools are unable to do tolerance measurement for high-end robotic chassis. Quantity measuring tools can only measure basic dimensions while can't measure spatial form and position tolerances like flatness and coaxality easily which may let lurking quality problems.High-end forming demands professional precision inspection process.
The Core Value of CMM Full Inspection
The 3D dimensional deviation detection assures the zero-defect product delivery of metal bending. We do the full inspection with 3D deviation heat maps and automated inspection tool and deliver with each batch the full QC report which assists our customers in sovereignly controlling the quality of the lightweight metal bending service supply chain. CMM verified metal shaping guarantees the accuracy is caught at the mechanical state of finished products.
How To Reduce The Total Procurement Cost Of Precision Metal Bending Service Without Compromising Quality?
The solution to minimize the head worth of the precision metal bending service without affecting the quality is to optimize the sheet metal layout with less rework waste. LS Manufacturing uses intelligent nesting software to boost sheet metal utilization by 18%.The whole process is a one-stop service starting from raw materials to surface treatment.
Core Components of Precision Bending Costs
Different costs of precision processing mainly includes four parts of material costs, factors of production time costs, amortization cost and surface treatment of molds. Adopt traditional OEM mode, the mold investment side has heavy losses, optimization forming process to make a great deal of ing effective production costs.
Core Solutions for High-Quality Cost Reduction
Integrated process optimization: Company can gain both saving and quality upgrading. Company adopts integrated bending structure to replace a separated welding structure, because of this saving 35% of the welding labor cost. Standard modular tool is employed without mold cost, which suits for metal bending for robotics customized projects.
Integrated process optimization model is to balance the processing quality with cost control, break the normal sheet metal processing high losses, and at the same time, onto different types of robot chassis customized production. Want to call for quality now cut costs and to enhance R&D and production costs? Check the field of metal bending for robotics, and get a free cost calculation and customize a cost reduction solution now!
LS Manufacturing Case Study: Custom Aluminum 6061-T6 AGV Chassis Bending Service for a Global Tier One Logistics Robotics Supplier
The chapter reproduces the solution and implementation result in high-end AGV robot chassis bending from a real project. It intuitively shows the practical value of precision bending technology and gives a quality reference for similar robot customization projects.
Client Challenge:
A world top logistics robots manufacturer, encountered a technical problem during 600kg load capacity four-way shuttle AGV development, the custom light weight (4.0mm 6061-T6) own designed chassis bent always get micro-fatigue crack at the bend position. uncontrollable spring back make Radar Mouting surface flatness deviation 0.75mm, false obstacle avoidance alarm, and trajectory deviation, put the project behind the schedule, highly in the need of chassis bending professional manufacturer to do the custom robotics chassis bending modification.
LS Manufacturing Solution:
- Once the customer brings the 3D drawings to the LS Manufacturing group, customer 3D drawings are downloaded and an individualized DFM optimization solution is delivered in 24 hours, customer original (overly) small Radius (R- angle) is taken out and corrected in a 3.0t bend radius which is more appropriate for 6061-T6 properties, preventing any potential cracks from happening early on.
- In processing stage, for CNC bending machine applied for AMADA with 650nm laser automatic calibration system and dynamic springback compensation, with the ultimate yield strength for this batch of (the different shapes) aluminum materials, with an air-cushioned mark free mold protecting sheet metal surface.
- Once the product is formed it is imparted to a high-temperature aging heat treatment process to fully relieve the residual stress within the product. Finally, 100% inspection of radar mounting holes is carried out with Hexagon CMM.
Results and Value:
The first in the project achieved much beyond the first: Chassis tolerances are precisely controlled within 0.05mm. The angle load tolerances are locked at 0.2°. The radar mounting surface flatness is improved to 0.12mm. All these enabled sensor malfunction to be resolved and be a thing of the past.
Equipment passed the 200,000 times full load fatigue tests, 22% reduced chassis weight, the project cycle shortened 35 days, the customer signed the 3 year exclusive mass production contract with us. This case study fully proved top quality, efficient custom robotics with the best quality, reliable and cost-effective chassis bending technology on the market can handle all these three important pain points.
This case shows that through this precision bending technology, all the three major problems, chassis cracking, accuracy deviation, and long cycle time, can be addressed all at the same time, and so it is willing for the high-end customized heavy-duty AGV application. Do you want to get the same high-quality application result? Have a try of the professional and reliable custom robotics chassis bending service, you can fast check a range of related project cases, submit drawings and get one attractive project quotation!

FAQs
Q1: As for robot chassis bending services, how about the bending radius of 6061-T6 aluminum alloy?
To avoid surface micro-cracks during bending 6061-T6 aluminium alloy sheet, the controlling the minimum bending radius of sheet metal is 2.0~2.5 times thickness of sheet at most. And the bending line should be in a right angle with the grain direction at the same time for fully avoiding stress cracking.
Q2: In what way does LS Manufacturing manage the tight angle tolerances for custom orders of bending lightweight frames?
For our CNC bending machines, we installed a 650nm wavelength axis measurement system from Laser technology. The CNC is capable of detecting any deviation automatically, it also compensates for the spring back in real time, this way keeping the robot chassis bending angle within the tolerance of 0.25°, ensuring the accuracy of forming.
Q3: Is your robotic metal bending department capable of converting welded complex assemblies into a single forming piece?
They can be optimized, strengthened. Engineers equipped with a pre-mounted DFM can turn multi-segment welded assemblies into single-piece multi-pass bending structures, as they can be more easily manufactured, being in turn capable of cutting down on the customer's welding labor costs by 35%.
Q4. What types of surface scratch resistance standards do you require for exterior car parts or medical grade robot frame bending?
It is high pressure nylon and polyurethane. Non-marking mold liner, R-angle urethane upper mould processing is mirror polishing, no hard contact friction throughout the process, and finished product has a high-end appearance requirement of on all of special alloy at 100% zero indentation & zero scratches.
Q5: LS Manufacturing In particular as a chassis Bending Manufacturer, how do LS Manufacturing measure the final Geometrical form, spatial form & position tolerances of robot chassis?
We have hexagon coordinate measurement machine and powerful blue light 3D laser scanner to carry out 100% inspection on important dimensions, e.g.chassis flatness, coaxiality etc. An all quality control inspection reports are always issued to every batch of products.
Q6: How long is the lead time required for SCML to purchase the small batch samples of precision metal bending services?
Once the drawings from our customers have been checked by DFM manufacturability, we slot the machine out quickly using universal combination molds, no more open the mold. 3-5 working days, standard high-precision chassis samples will be readily available. You can easily upload drawings, inquire into details, and rapidly secure accurate project quotations and customization schedules.
Q7: How do you protect your customers' sensitive and highly confidential research and development drawings (IP) used for bending custom robot chassis?
Before fetching the STEP / IG S R&D drawing, we sign the bilateral confidential agreement.Files are only kept on a local secure server.Total project management adopted by our production workshop ensures a complete protection of your customers' intellectual property.
Q8:Is Ltd strict about the minimum order quantities when becoming a high-end robot chassis bending service provider?
We implement a zero MOQ policy for high-tech R&D projects, which allows us to flexibly accept one scientific research-grade prototype prototyping order while simultaneously meeting the demand for thousands of automotive-grade annual mass production orders.
Zusammenfassung
The robot chassis bending is a precision systems engineering that includes materials mechanics, CNC algorithms, closed loop quality inspection. Weighing in light weight load sharing, avoiding cracks, controlling of spring back and optimize tolerance are the essential factors to the success of the various robots operation stability. Proper material choice, standard process system and full quality inspection are the key utilization to solve chassis failure, and also bring the high-end robot hardware iteration.
The robust quality of robotics chasis bend services can alleviate equipment deformations, sensor misalignments and structural failure issues, which lower the risk of high-based maintenance expenses and offer the unique product advantage.
LS manufatureings gives zero MOQ orders to meet the demands for prototyping, pilot runs as well as mass production, including all robotic processing applications. Send us 3D models now, we will do the DFM report in 24 hours for you and offer personalized process and cost optimization. Using professional precision metal bending service and automotive grade process, we can make your project come into life.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


