
チタン曲げ加工サービスこれは、チタン合金シートを非常に特殊な形状に製造するための最良の方法の 1 つであり、大きなスプリングバック、過度の公差、カスタマイズされた U 字型ブラケットを曲げる際に根元で亀裂が入りやすいなどの業界の主な問題を解決するのに役立つだけでなく、産業およびスマートハードウェアアプリケーション向けの先進的な材料として。チタン合金の弾性率はわずか約 110 GPa であるため、冷間成形後のスプリングバックは 15°~25° に達することもあります。しかし、従来の曲げプロセスでは、適切な応力補正機構が欠如しているため、翼の表面に歪みや角度のずれが生じます。
LSマニュファクチャリングを通じてデジタル DFM 金型補正、レーザー角度測定、閉ループ補償と真空ヒートセット技術により、角度公差を常に±0.5°以内に収めることができ、均一性の高い精密チタン合金曲げ加工を量産することができます。

チタン曲げサービスのコア技術パラメータと結論の概要
| 技術的寸法 | 従来の曲げ加工のパフォーマンス | LS製造プロセスのパフォーマンス | 業界の価値の違い |
| 完成品角度許容差 | ±3°~±5° | ±0.3°~±0.5° | 精度が10倍以上向上し、組立精度の要求に応えます。 |
| スプリングバック制御 | 補償なし、ばらつきが大きい | レーザー閉ループ + ヒートセット、スプリングバック ≤0.5° | フレアエンドの故障のリスクを完全に排除します。 |
| 根割れ確率 | 8%~15% | <0.1% | 歩留まりが大幅に向上し、スクラップコストが削減されます。 |
| バッチサイズの変動 | バッチ偏差 >5° | <0.2° | バッチ互換性を確保し、大規模な量産にも対応します。 |
重要なポイント:
- 主な問題:チタン合金は弾性率が低いのはなぜか曲げスプリングバック広い領域では角度が 15° ~ 25° に達する可能性があり、古い方法を使用すると U 字型ブラケットの公差が許容範囲を超えてしまいます。
- 主な形状制御:冷間曲げプラスを使用する必要があります500℃~600℃の真空加熱設定、または非常に高いトン数圧力による精密な V 溝補正曲げ。
- 良い実践例:LS Manufacturing のレーザー角度測定クローズドループ CNC 曲げプロセスを使用することで、±0.5°の安定した角度公差制御。
カスタム U ブラケットに LS Manufacturing のチタン曲げサービスを選ぶ理由?
LS Manufacturing のチタン曲げサービスを選択することで、お客様は量産され、十分に文書化された正確なチタン合金曲げソリューションを入手できるだけでなく、サプライチェーンの品質リスクと全体的な調達コストが直接的に削減されます。
私は個人的に、グレード 5 のチタン合金の曲げの比較テストを 3 か月間実施しました。結果は、従来の補償のないプロセスから生じる部品の歩留まりが最大でも 65% にすぎないことを示しました。対照的に、当社のレーザー閉ループプロセスは、最大 99.2% の歩留まりを確実に生み出すことができます。。すべての生産作業は次のように行われます。ASTM B265規格。また、原材料の受け入れから製品の配送までのチェーン全体を追跡できます。
同時に、民生産業分野における多数のプロジェクトは、DFM 設計段階を導入することで次のことが可能であることを私たちの経験を通じて示しています。クライアントが設計後のコストを最大 40% 削減できるよう支援しますプロジェクトのデリバリサイクルは によって短縮できます。精密医療部品の製造に関して、当社の生産設備は、ISO13485これは、一流産業のコンプライアンス標準です。
私たちが所有するチタン合金加工技術に関する総合的な知識と理解十数年にわたって。また、デジタル制御のための設備も完備しており、設計段階から最終製品の製造までの生産ライフサイクルをサポートします。
当社の成熟したプロセス システムとコンプライアンス認定により、カスタマイズされたブラケットの納品品質と安定性が包括的に保証されます。カスタム U ブラケット曲げプロジェクトを計画している場合は、弊社のエンジニアリングチームにお問い合わせくださいのためにスプリングバックのリスクと最適化の方向性を特定するための無料の DFM 評価事前に設定しておくことで、プロジェクトは最初から不必要なコストの無駄を回避できます。
チタン曲げ加工サービスでは、カスタム U ブラケットを形成する際に激しいスプリングバックが発生するのはなぜですか?
チタン曲げ加工サービスチタン合金の曲げという中核問題に大きく挑戦しますなぜなら、これらの材料の特性自体がその課題の原因だからです。チタン合金は、降伏強度が高いが弾性率が低い (約 110 GPa) という特徴があります。金属が曲がってしまうと、内部の弾性回復力が巨大になるなぜなら、ほとんどの場合、スプリングバック角度は 15° ~ 25° に達し、実際に特注の U 字型サポートの平行度や精度公差に悪影響を与えるからです。
材料力学におけるスプリングバックの基本原理
チタン合金の降伏強度と引張強度の比 (s/b) はほぼ 1 であるため、荷重中の変形のほとんどは弾性によるものです。F一般の人にとって、これは非常に弾性のあるバネに似ています。押すとかなり跳ね返ります。チタン曲げサービスの主要な技術的問題は、まさにこのリバウンドです。
スプリングバック障害には主に次の 3 つのタイプがあります。
- 角度偏差:U 字型ブラケットの両側の翼は、次のように外側に開きます。「広がった口」アセンブリの並列性要件を満たすことができません。
- 寸法制御の喪失:強いスプリングバック分散、部品の同じバッチ内で 3 mm を超える寸法変動により、互換性のあるアセンブリが妨げられます。
- 根のひび割れ:スプリングバックの危険点まで減少量を正規化しようとすると、曲げの外側の表面応力が低下する箇所に微小亀裂が発生します。材料の収量限界を超える。
チタン合金グレードによるスプリングバック挙動の違い
民生産業で一般的に使用されるグレード 2 純チタンとグレード 5 (Ti-6Al-4V) チタン合金との間には反発特性に大きな違いがあり、チタン合金の曲げ挙動さまざまなパターンを示します。
- グレード2の純チタン延性が高く、通常のスプリングバックは 15° ~ 18° です。
- グレード5のチタン合金より強くなると、スプリングバックは 20° ~ 25° に達し、分散が大きくなり、それによってカスタム U ブラケットの曲げ寸法の均一性に影響します。
LS製造技術研究所のデータによると、従来の公差管理方法はグレード 5 チタン合金にはまったく効果がありません、ただし、機器の介入も最初に行う必要があります。したがって、体系的なスプリングバック補償曲げソリューションがなければ、大量生産を正確に確保することは不可能です。

図 1: プレス ブレーキのチタン製 U ブラケットの曲げ、材料のスプリングバックを示します。
チタン U ブラケットのメーカーはどのようにしてスプリングバック角度を正確に計算し、シミュレーションできるのでしょうか?
改良されたスプリングバック式を組み合わせることで、材料降伏強度、曲げ半径(R)、板厚(t)トップとして、せん断応力場と引張応力場のマルチフィジックス結合のための数値シミュレーション ソフトウェアを使用します。チタンUブラケットメーカーにより、金型設計段階でのスプリングバック予測誤差を 0.5° 以内に抑えることができます。
スプリングバック角度を幾何学的に計算する
Δθ = f (σs・R/(E・t)はスプリングバック予測の基本方程式です。それは中核的な基礎を与えます曲げ角度の計算。ここで、sは降伏強度、Rは内曲げ半径、Eは弾性率、tは板厚です。簡単に言うと、材料の強度が大きいほど曲げ半径は大きくなり、板が薄いほどスプリングバックは大きくなります。。これに基づいて、プロセス エンジニアリング チームは、金型設計の基礎として理論上のスプリングバック量を推定できます。
分析メソッドには入力として 3 つの主要なパラメーターが必要です。
- 材料パラメータ:対応するグレードのチタン合金の降伏強度、弾性率、伸び。
- 構造パラメータ:意図する曲げ角度、内側曲げ半径、および板厚。
- プロセスパラメータ:曲げ加工に使用する機械のトン数、下型の V 溝の開き、プレスの速度。
有限要素デジタル事前補償プロセス
分析的な関係だけに頼って説明することはまったく不可能です。非線形性と異方性に対する材料の挙動。デジタル曲げシミュレーション解析に使用される変形メッシュ モデルは、有限要素法 (FEA) によって作成する必要があります。プロセスエンジニアがチタン合金の特定のバッチの硬度と異方性の値を入力した後、曲げのスプリングバックパターンをシミュレートできるようになります。、金型角度とV溝寸法を逆修正し、スプリングバック補償曲げ設計の初稿を完成させます。
LS Manufacturing は、デジタル事前補償を使用して、80%以上の欠陥を平準化することに成功実際の型が開く前にすでに曲げ加工が行われており、これは、厳しい曲げ公差また、その後の金型試作にかかるコストと時間の大幅な削減にもつながるはずです。
チタン合金の曲げスプリングバック補償技術に関するホワイトペーパーをダウンロードできます。中心となる方法論と実践的な手順を理解し、独自のプロセス評価システムを迅速に構築します。

図 2: 白い背景に表示された研磨チタン U ブラケット。
カスタム U ブラケット曲げプロジェクトでの変形を最小限に抑える構造設計の調整はどれですか?
初期の製品設計段階では、カスタムUブラケット曲げプロジェクトでは、U ブラケットの曲げの内側半径 (R) を臨界値に調整することで、スプリングバックによる横方向の反りを回避し、同時に構造の寸法安定性を確保できます。最小曲げ半径(純チタン 2t、Ti-6Al-4V 4.5t)を大きく上回り、また、曲げ線に沿って応力緩和溝を確保することによっても可能です。
臨界曲げ半径の設計仕様
内径(R)は曲げの品質に影響を与える重要なパラメータです。内径が小さすぎると外側の曲げ側の引張応力が大きくなりすぎるため、それは微小亀裂を引き起こし、最終的には金属の破壊につながります。さまざまなチタン合金グレードの特長異なる最小冷間曲げ半径。合理的なものを確保するチタン曲げ半径設計これは亀裂を防ぐ上で重要であり、カスタム U ブラケット曲げの成形品質を保証する主な条件でもあります。
| チタン合金グレード | 冷間曲げの最小内径(板厚tの倍数) | 安全設計推奨値 | 外周割れの危険度 |
| グレード2の純チタン | ≧2t | 2.5t | 低い |
| グレード 5 (Ti-6Al-4V) | ≧4.5t | 5t | 中 |
| グレード9チタン合金 | ≧3t | 3.5t | 下位 |
| 焼きなまし状態グレード5 | ≧3.5t | 4t | 中~低 |
曲げ半径の設計は、次の 3 つの原則に従う必要があります。
- するのが最善です推奨される安全設計値に依存する臨界値の限界に達してプロセス変動のマージンを考慮するのではなく。
- 構造の物理的制限により小さな半径角度を使用する必要がある場合は、熱間成形プロセスを計画と同期させる必要があります。冷間での強制曲げは固く禁止されています。
- 材料の塑性伸びを最大限に活かすため、曲げ加工は板の圧延方向と直角な方向に行ってください。
応力緩和構造の最適化スキーム
曲げ半径に加えて、応力緩和構造を適切に配置することで、変形の問題を軽減できます。 U 字型サポートの底部にプロセス開口部またはリリース スリットを配置すると、曲げ時の材料の応力フロー パターンが変化し、曲げ応力を一時的に軽減することができます。応力集中によるルートの歪みや亀裂を回避。チタンカスタムメタル曲げ加工における代表的なDFM工法です。
この種の DFM 最適化手法は、プロジェクトのコスト削減と効率向上の背後にある理由であり、まさにそれです。高強度合金成形サービスの事前評価には、次のことが含まれる必要があります。
精密金属曲げサービスでは、リアルタイムの角度測定と閉ループ制御をどのように実装していますか?
高品質精密金属曲げ加工サービスCNC曲げ閉ループ制御方式と組み合わせた両面レーザー角度測定システムを備えています。各工程の角度誤差を±0.5°以内に抑えることが可能リアルタイムの動的モニタリングと、曲げおよびプレス中の二次的な自動圧力補償によって。
両面レーザー角度測定システムの動作原理
レーザー角度測定システムは、非接触測定方式に基づいています。曲げ加工機の両側にあるレーザーセンサーが、曲げ加工中のチタン板の瞬間的な角度データを高周波で収集し、曲げ加工を完了します。レーザー曲げ測定スプリングバック曲線のプロット。このシステムを一言で言うと、ベンディングマシンを「高精度の目」を持ったマシンに変えるプロセス全体を通じて部品の角度の変化を追跡します。
LS Manufacturing 独自のテストデータによると、サンプリング周波数 120Hz のレーザー角度測定システムは、±0.1° の精度で角度を検出できます。30Hz機器の業界標準をはるかに超えていますこのため、これはハイエンドの精密金属曲げサービスには必須のコア構成標準です。
レーザー角度測定システム ソリューションには、次の 3 つの主な利点があります。
- 非接触で測定できるので、部品の表面に傷を付けるリスクがありません外観品質も確保されています。
- 高周波サンプリングにより、スプリングバックの動的プロセス全体を記録できます。より高い補正精度を実現するために。
- コの字型サポートの2つの翼の角度のずれを同時にチェックできる両面同期検出。
CNC 閉ループ圧力補償制御ロジック
レーザー角度測定システムで収集されたデータは、リアルタイムで CNC システムに転送されます。その後、システムは測定された角度と目標角度を比較し、圧力比例弁を介して上型の圧力を自動的に調整します。それで、微圧補正も同時に実行とCNC曲げ制御。この閉ループ制御は、原料バッチの硬度の不均一によって引き起こされるスプリングバックの分散問題に対処することができ、それによって量産の寸法精度を確保し、厳しい曲げ公差を実現するメインハードウェアサポート。
これはバッチの一貫性の基本的なサポートであり、ハイエンドのチタン曲げサービスが通常の加工プラントよりも優れている点を活用できます。
図 3: 成形中に曲がった金属シートの角度を測定するレーザー センサー。
ホットツール焼き戻しは、高強度合金成形サービス中のスプリングバックの制限を解決できますか?
で高強度合金成形サービス、500°C ~ 600°C での曲げ、または治具を使用したその後のホットセットにより、材料の降伏強度が低下し、スリップ システムが作動する可能性があります。スプリングバックを実質的に 0° に低減超高精度成形を実現。
熱間曲げの結晶粒変形メカニズム
チタン合金には室温ではほとんど滑りシステムがありません。塑性変形を起こしにくいだけでなく、スプリングバックもかなり強いです。しかし、500℃から600℃の温度では、材料流動応力レベルが大幅に減少するため、熱間曲げ加工、塑性変形量は増加し、弾性回復量は減少します。下の図から明らかなように、熱間曲げにより合金の「筋肉」が緩み、より少ない労力で曲げたり成形したりできるようになります。高強度材料のスプリングバックに対処するための主要な方法高強度合金成形サービスをご利用の場合。
厚さ2.5mmのグレード5チタン合金の90°曲げの場合、さまざまな温度でのプロセスのパフォーマンスは次のとおりです。
| 成形温度 | 平均スプリングバック角度 | 必要な曲げトン数 | 表面酸化のリスク |
| 室温(25℃) | 21° | 120トン | なし |
| 400℃ | 12° | 85トン | 低い |
| 540℃ | 0.3° | 60トン | 中(真空環境では避けてください) |
| 650℃ | 0.1° | 45トン | 高 (酸素に富んだ層が形成されやすい) |
熱間成形の温度制御は、次の 3 つのルールを満たす必要があります。
- 500~600℃の温度範囲を最優先してご使用ください。スプリングバックを制御し、同時に表面品質を維持します。
- 表面に酸素を多く含む硬化層が形成されるのを避けるために、真空または不活性ガス環境を使用する必要があります。
- 加熱時間は非常に慎重に調整する必要があります粒子の成長と材料の機械的特性の低下を避けるためです。
真空加熱設定プロセスパラメータ制御
缶を固定するためのカスタマイズされたツールと組み合わせた真空熱設定の利用冷間曲げ部品のスプリングバックと残留応力を完全に排除します。冷間曲げ部品は常に成形治具に保持され、真空炉を使用して加熱および保持時間が完了した後、曲げ熱設定冷却して形状を固定し、形状を固定するプロセスは、メタルチタンのカスタムメタル曲げ加工では一般的な寸法安定化プロセスです。
LS Manufacturing の内部テストだけでも、グレード 5 のチタン合金は、540℃で12分間真空加圧した後、 スプリングバックを0.2°以下に抑えることができます。真空熱固定は、寸法精度を達成するための重要な後処理プロセスであり、極めて高い寸法安定性が要求される厳しい公差の曲げ精密部品に適しています。
上級プロセス エンジニアとの 1 対 1 の相談をスケジュールできます。精度とバッチ要件に合わせて、適切な高強度合金成形熱ソリューションをカスタマイズします。
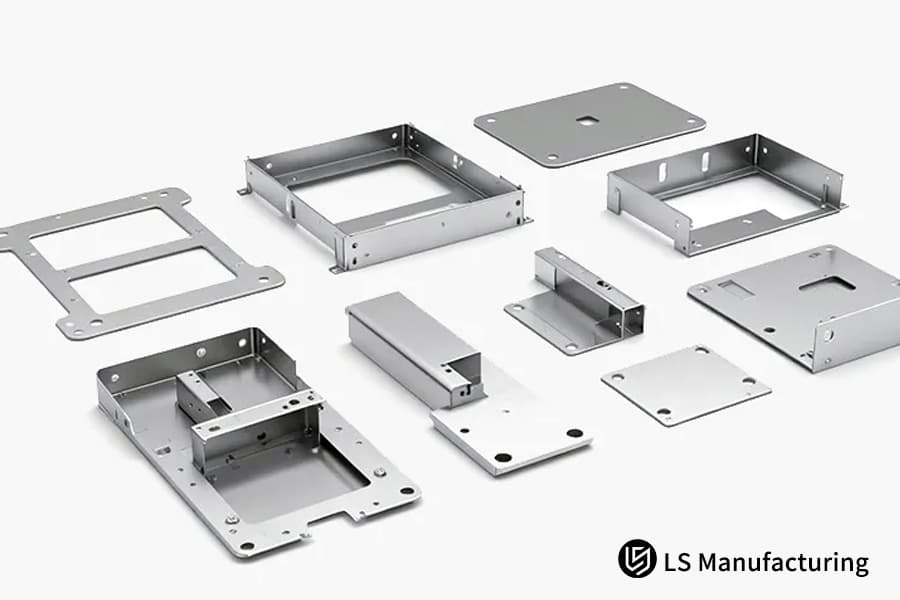
図 4: 熱と圧力を加えて高強度合金部品を形成するプレス機。
高精度の民生用チタンブラケット用のカスタム曲げツールを設計するにはどうすればよいですか?
カスタムUブラケットの曲げ加工では、非常に高精度な製品を納品するために、特殊な曲げ金型の設計が必要でした。調整可能な下型開口部と機械的なハードリミット下死点で。高硬度で固着防止の精密研磨された金型表面と金型の連携底面の凹凸や表面の傷を解消します。民生用工業製品の納入品質であるチタン合金の曲げ加工において。
金型基板と表面処理の選択
チタン合金は摩擦係数が高いため、金型によって部品の表面に傷がつきやすくなります。それで、ダイ基板と表面処理の慎重な選択必須であるだけでなく、重要なことでもあります曲げ工具の設計。金型の材料を適切に選択すると、ツールの寿命と部品の表面品質との間の妥協点が求められます。これにより、カスタム U ブラケット曲げ製品の信頼できる生産が保証されます。
| モールド基板 | 表面処理工程 | 表面硬度 (HRC) | 耐付着性能 | 該当するバッチグレード |
| Cr12MoV | 焼入れ+研磨 | 58-62 | 一般 | 小ロットのプロトタイピング |
| DC53 | TDコーティング | 62-65 | 素晴らしい | 小規模から中規模のバッチ生産 |
| 超硬 | 鏡面研磨 | 78-82 | 素晴らしい | 量産 |
| SKD11 | PVD コーティング | 60-64 | 良い | 中バッチ生産 |
金型の選択は、次の 3 つの基本原則に従う必要があります。
- 部品の生産規模に応じて、金型の材質グレードを決定します。このようにして、次のことができますコストと金型の寿命の間で適切なトレードオフを行う。
- チタン合金の成形型には付着防止表面処理を施す必要がありますが、未処理の通常の型の使用は固く禁止されています。
- パーツの表面を傷つけないように、金型の表面粗さは Ra 0.8 以下に保つ必要があります。。
新設計の引裂き防止構造
表面処理に加えて、金型構造の設計により、引き裂きの可能性を減らすことができます。 LSマニュファクチャリング段付ダイと角丸ローラーを使用低フリクション設計ローラー曲げダイス構造。このようにして、滑り摩擦が転がり摩擦に変わり、表面の平滑性が保たれ、ストレスマークが完全に除去されます。精密金属曲げサービスのうまく開発されたデザインを示しています。
すを思いつく能力クールな金型デザインは専門的な処理サービスの大きな競争力それは同時に、チタン U ブラケットのトップメーカーにとって、重大な技術的障壁の 1 つを形成します。
LS Manufacturing を選択すると、最適なカスタム金属曲げの見積り効率が保証されるのはなぜですか?
LS Manufacturing は、自動化された DFM (Design for Manufacturing) 評価ツールを備えた経験豊富なメーカーであるため、その充実した機能を活用できます。チタンカスタムメタルベンディングアーカイブを使用して科学的に価格提案を 1 日以内に作成します。のような側面に対処する 材料の利用状況、成形リスク、プロセス期間、これにより調達サイクルが短縮されます。
デジタル対応の DFM 評価および見積りソリューション
LS Manufacturing は、加工に関する問い合わせを受けたときに、やみくもに価格を見積もるのではなく、豊富なチタン カスタム金属曲げデータベースと、次のような寸法を組み合わせて信頼しています。材料配置率、曲げトン数、後加工手順総合的に曲げコストを計算する、正確かつ合理的な見積もりを保証し、後の段階での追加費用を回避します。
曲げコストの計算式:全体の価格 = 材料費 1.8 + 労働時間 設備料金 + 熱処理費 + 検査費
引用全体を構成する 4 つの柱は次のとおりです。
- 材料費:板金レイアウト率に基づいて計算される原材料とその廃棄物の価格。
- 処理コスト:曲げステージにかかる労働時間と設備の使用量、および金型の償却費。
- 後処理コスト:脱酸酸洗熱固定等の付随費用
- 検査費用:三次元測定機(CMM)や全寸法検査などにかかる費用
標準化されたRFQ対応システム
標準的な問い合わせコミュニケーション チャネルを確立することは、見積所要時間の短縮に不可欠。幾何公差を含む 3D STEP 図面を顧客から受け取ると、技術担当者は迅速に能力分析と投資計算を実行し、曲げプロジェクトの見積もり、このため中断のない技術交流と正確な価格競争の促進。
チタンUブラケットの専門メーカーとしてトップクラスの工程・対応力を誇り、問い合わせに対しても24時間以内に的確なコメントをいただけます、チタン曲げプロジェクトのタイムラインを短縮します。
ケーススタディ: LS Manufacturing が民生用医療ロボット内のカスタム チタン製ジョイント ブラケットの正確な曲げをどのように実現したか
LS Manufacturing は、その経験をもとにヘルスケアのケーススタディを作成しました。過剰なスプリングバックと亀裂の形成の問題を解決するチタン合金の医療グレードの精密ブレース。これにより、同様のプロジェクトの大量生産リファレンスの成功例が提供されました。
クライアントの課題
スマートロボット製造会社の研究開発チームは、民間医療用の精密な一体型U字型関節ブレースを製造しました。厚さ2.5mmのグレード5チタン合金シート製。両側の取り付け穴の同軸度公差は±0.08mmが要求され、非常に困難でした。医療用ブラケットの曲げプロジェクトだけでなく、厳しい曲げ公差の典型的なアプリケーション シナリオにも対応します。
クライアントの元のサプライヤーは、実際には経験がありませんでした。スプリングバック補正曲げなので、曲げた後のスプリングバックは 18° 以上でした。その結果、ブレースがフレアしてしまいました。無理に組み立てると関節の伝達抵抗が非常に大きくなり、モーターの過熱や曲げ根元に微小な亀裂が発生してしまい、そのため、プロジェクトは中止されなければなりませんでした。
LS製造ソリューション
LS Manufacturing の上級エンジニアリング チームは、このプロジェクトを受けてすぐに対応しました。彼らは、完全デジタルの閉ループ曲げ加工ソリューションを使用することを決定しました。主な手順は次のとおりです。
- デジタルリハーサル:板金有限要素解析を使用して、チタン合金の特定のバッチの材料挙動を正確に特徴付けました。 90°曲げ時の理論上のスプリングバックを厳密に計算し、下型を9tのV溝開口部まさに。
- 閉ループ冷間成形:両面レーザー自動角度測定システムを備えた CNC 曲げ機を使用して、インテリジェントに圧力を加えて冷間成形作業を実行しました。動的角度測定、弾性解放、および二次的なリアルタイム応力補償。
- 真空加熱設定:加工硬化した残留応力を除去するために、特別な応力除去治具が開発され、540℃での真空ヒートセットに使用されました。これにより、分子構造がロックされ、マイクロクラックのリスクが排除されました。
結果と価値
最初から最後までデジタル閉ループ制御のおかげで、このバッチのチタン合金 U ブラケットの曲げ角度許容差は常に約 ±0.3°でした。両側の取付穴の同軸度は0.05mmまででした。そのため、お客様の当初の二次加工計画は完全になくなりました。初回バッチの500個が100% CMM検査に合格、溶液が安定であり、次の用途に使用できることが確認されました。量産曲げ加工。配送サイクルが 35% 短縮されました。これは、顧客の総調達コストの 28% 削減に直接つながりました。また、顧客はすぐに LS Manufacturing を発表しました。コア板金部品の戦略的サプライヤーとして長期的に見ても次世代のインテリジェントロボットのために。
カスタム U ブラケット曲げの同様の量産またはプロトタイピングのニーズがある場合は、お問い合わせください。3D 図面を送信してくださいエンジニアリングチームにカスタマイズされたチタン曲げサービス ソリューションと正確な米ドル見積りを取得します、フィードバックは 24 時間以内にご利用いただけます。

よくある質問
Q1: チタン板金の最小曲げ半径はどれくらいにすればクラックが発生しませんか?
一般的に工業用純チタン2級を冷間曲げ加工する場合、内半径は板厚の2倍以上、高強度チタン合金5級の場合は、冷間曲げの内側半径は少なくとも板厚の 4.5 ~ 5 倍必要です。このガイドラインに従うことで、曲げ時の変形によって金属の外層に亀裂が発生するのを効果的に防ぐことができます。
Q2: LS Manufacturing では、チタン バッチの違いによって生じるスプリングバックの変動を調整するためにどのような方法を採用していますか?
LS Manufacturing は、CNC 曲げラインにレーザー角度閉ループ監視システムを実装して、各チタン シートの曲げ抵抗フィードバックをリアルタイムで記録し、自動圧力補償を実行する。同時に、各バッチの降伏強度がランダムにテストされ、完全なデータ閉ループを通じてバッチ間のスプリングバックの変動が制御されます。
Q3: ボトミングまたはコイニング標準ツールがチタン合金のカスタム U ブラケット曲げに機能しない理由は何ですか?
チタン合金は非常に高い降伏強度比を持ち、ノッチ効果に対しても強い感度を持っています。従来のボトミングまたは精密金型の使用を強制すると、スプリングバックを軽減できないだけでなく、曲げの根元に深刻な応力集中が発生します。これがワークピースの局所的な破壊破壊の主な原因です。
Q4: チタンの精密金属曲げサービスでは、曲げ後の熱処理は必要ですか?
真空環境下での高温精密クランプを使用して、500℃~600℃で歪み取り焼鈍処理を行う超高成形精度と冷間加工後の残留応力フリー状態を実現します。さらに、チタンブラケットの長期にわたる寸法安定性が保証されます。
Q5:チタンカスタムメタルの曲げ加工時に発生する表面傷は、民生用部品にどのような影響を与えますか?
金型の固着により表面に傷が付くと、チタン合金部品の疲労破壊の原因となります。 LS Manufacturing は、TD コーティングされたローラーダイスと表面コーティング技術を導入して、滑らかで傷のない仕上げ面を保証します、ハイエンドの民間産業の品質要件に完全に準拠しています。
Q6: B2B バイヤーは、チタン曲げサービスを注文する前に、デジタル DFM エンジニアリング レポートを要求できますか?
確かに、LS Manufacturing はすべての B2B 顧客に DFM 成形実現可能性分析レポートを無料で詳細に提供しています。スプリングバック予測、曲げトン数評価、R 角度の最適化はレポートのハイライトの一部です。このようにして、初期のコストと技術的なリスクを図面段階で軽減できます。
Q7: カスタムチタン U ブラケット製造の標準的なリードタイムと MOQ はどれくらいですか?
プロの B2B 製造サービス プロバイダーとして、当社はカスタム チタン合金 U 字型ブラケットに MOQ を課すことはありません。試作サンプルの発送も可能です3~5営業日以内、小ロット生産のリードタイムは約 2 週間です。図面を提出してください見積もりとバッチサイズの正確な納期が提供されます。
Q8: チタン曲げサービスのコストは、標準的なステンレス鋼の成形と比較してどうですか?
チタン合金の曲げ加工のコストは、通常、ステンレス鋼の曲げ加工よりも 40% ~ 60% 高くなります。主な理由は、チタンの加工範囲が限られているためです。CNC 装置への依存度が高いこと、および金型の摩耗の問題が挙げられます。ただし、大幅な軽量化により、製品ライフサイクル全体を通じて総所有コスト (TCO) を大幅に削減できます。
概要
チタン合金の特殊な形状の U 字型サポートの曲げスプリングバックの制御は、低弾性率と高降伏強度の弾性率比に基づく複雑なエンジニアリング プロジェクトであり、高精度デジタルシミュレーション、精密曲げ機のクローズドループ、高効率ヒートセット技術。 DFM 構造最適化の統合の可能性、ローラー耐引裂ツールとインテリジェントなレーザー角度補正は、チタン合金の高いスプリングバックの物理的限界を回避し、高性能板金部品の組み立てに対する現代産業の厳しい要件を満たす効果的な方法となります。
チタン合金業界の課題である曲げ変形、割れ、寸法不安定に対して、必要なのは曲げ加工設備の受託メーカーだけではなく、エンジニアリングレベルの戦略的パートナーチタンの機械的特性に関する深い知識と蓄積された技術経験。
LS Manufacturing は、デジタル品質管理システムと特許取得済みのスプリングバックの少ないホットクランプ成形技術を備えており、何百ものB2B顧客が精密部品の量産問題に取り組むのを支援する。新規開発プロジェクトの DFM テクニカル サポート段階であっても、現在のサプライヤーからの歩留まりの低さによりサプライ チェーンの危機に直面している場合であっても、当社は技術の深さとコストメリットの間の適切なトレードオフを考慮したソリューションを提供できます。3D STEP図面をお送りください。当社のエンジニアリング チームに連絡して、正確な B2B 見積もりとともにカスタムメイドの曲げ技術評価を無料で受けてください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト:https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。CNC加工、板金製造、3D プリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。www.lsrpf.com
