
特注金属曲げ加工サービスは、非標準部品の製造において不可欠な工程であり、特に従来の標準的な方法では複雑な構造の要件に対応できない場合に重要となります。非標準部品の製造において、特注金属曲げ加工の単価は通常非常に低いため、調達担当者やエンジニアは、図面が納品された後に初めて判明する多額の埋没費用にほとんど注意を払わず、結果として最終的なプロジェクトコストが35%以上増加するという事態に陥りがちです。
従来のサプライヤーの関与は一般的に非常に基本的なレベルにとどまり、実際には、製造設計(DFM)の初期段階の活動にほとんど関与しません。このような関与では、 曲げスプリングバック、複数回の曲げによって許容範囲を超える累積変形、および金型の凹みによって生じる表面粗さ(Ra)を制御できず、二次的な不良品が発生します。私たちは、顧客が通常気づかないプロセスに隠された主要なコストトラップを分解し、定量的な意思決定マトリックスを使用して、部品を正確に製造し、最高の投資収益率(ROI)を得るのに役立てます。表面的な価格設定によって隠されているもの、見落とされ、静かに利益を侵食する技術の部分を見ていきます。

カスタム金属曲げ加工サービスにおけるコアコスト最適化ソリューションの概要
| コストトラップの種類 | 従来のソリューションの平均損失 | LS製造最適化ソリューション | 投資対効果(ROI)の改善 |
| スプリングバック補正とスクラップ | 1個あたりの再加工費用は4.2ドル、不良率は15%。 | FEAによる金型流動事前計算+リアルタイムレーザー補正。 | 手直しコストを40%削減し、不良率を1.2%に低減します。 |
| 表面圧痕後処理 | 単体研磨料金は3.5ドル、所要時間は2日間延長されます。 | ポリウレタン製の非マーキング型+高密度保護フィルム。 | 研磨料金100%免除、納期40%短縮。 |
| 非標準Rアングルモールド償却 | カスタマイズ料金は1件あたり1200ドル~3500ドルです。 | 1200セット以上の標準モジュール金型と、 DFM(設計製造性)の事前最適化。 | 非標準金型の調達コストを95%以上削減します。 |
| マルチパス累積許容値超過 | 組立不良率28%、大量生産による不良品損失。 | 5軸CNC連動位置決め+V軸動的補正。 | 幾何公差ロック±0.05mm、組立効率50%向上。 |
主なポイント
- スプリングバックと累積公差は、非標準曲げ加工における制御不能なコストの原因です。SPCによるリアルタイム補正は、手直しコストを最大40%削減します。
- 表面粗さRa値が非常に高い部品は、追加の研磨費用を削減するために、非マーキング曲げ加工で処理する必要があります。
- LS Manufacturingは、 DFMシミュレーションとIATF 16949システムを活用することで、顧客が非標準部品の総調達コストを最大28%削減できるよう支援しています。
LS Manufacturingの非標準部品向けカスタム金属曲げ加工サービスにおける豊富な経験を信頼する理由とは?
LS Manufacturingは、業界のベストプラクティスを遵守し、20年以上にわたる非標準製造の経験を活かし、世界中の300社以上の一流製造企業にカスタム金属曲げ加工サービスを提供してきました。品質へのこだわりは非常に強く、 IATF 16949:2016品質マネジメントシステムを厳格に遵守しており、製造の各段階における製品トレーサビリティも保証しています。
欧州医療機器量産プロジェクト2025における当社の経験的知見によると、従来のサプライヤーは図面が確定してから初めて工程計画を開始することが多く、その結果、コスト問題の80%が生産段階で発生することが明らかになりました。当社のエンジニアリングチームは設計段階から積極的に参加し、製造性設計(DFM)分析を通じて潜在的なリスクを早期に発見します。
また、当社はISO 9001:2015認証を取得しており、原材料の受け入れから完成品の納品まで、あらゆる工程を監視する包括的な品質管理システムを導入しています。社内テストの結果、DFM(製造性設計)を早期に導入することで、プロジェクト全体のコストを28%削減できることが明らかになりました。これは業界平均の11%を大きく上回る数値です。当社は1200セット以上の標準曲げ金型と25台の5軸CNC曲げ加工機を保有しており、0.1mmから12mmまでの様々な厚さの金属部品を製造することが可能です。
20年の業界経験と2つのシステム認証により、早期のDFM(設計製造性)によってコストを28%削減できます。カスタム金属曲げ加工サービスのコアスキルを習得するには、今すぐ「非標準曲げ加工コスト削減に関するホワイトペーパー」をダウンロードしてください。

なぜスプリングバック補正は、カスタム金属曲げ加工サービスの予算を押し上げる要因となるのでしょうか?
曲げ時のスプリングバックに対する補正が不十分だと、非標準部品が角度公差を超えることに直接つながり、その結果生じる二次的な修正や廃棄は、カスタム金属曲げ加工サービスの総合予算を押し上げる最大の隠れたコスト要因となる。
材料の機械的特性とスプリングバック係数の違い
それぞれの材料は、弾性回復(スプリングバック)特性において全く異なる挙動を示すため、スプリングバックを制御するのは非常に困難です。簡単な例えで言うと、異なる硬さのゴムバンドを伸ばした後、バンドを放したときの収縮量がそれぞれ全く異なるようなものです。
- アルミニウム合金AL6061-T6の場合、 R/t=2では、スプリングバック係数は約1.08~1.12であり、角度スプリングバックは5°~7°にも達することがあります。
- 高強度鋼SUS316Lの場合、同じR/t比では、スプリングバック係数は約1.03~1.05、角度スプリングバックは約2°~3°です。
- R/t比が5を超えると、すべての材料のスプリングバックは指数関数的に増加する。
これは、カスタム金属曲げ加工サービスにおいて、単なる手作業の技術だけで正確に解決することが最も難しい技術的問題である。
各種材料のスプリングバック係数の比較表
| 材質の種類 | R/t比 | スプリングバック係数範囲 | 角度スプリングバック範囲 |
| AL6061-T6 | 2 | 1.08-1.12 | 5°~7° |
| AL6061-T6 | 5 | 1.15~1.20 | 9°~12° |
| SUS316L | 2 | 1.03-1.05 | 2°-3° |
| SUS316L | 5 | 1.07-1.10 | 4°~6° |
| ばね鋼 | 2 | 1.02-1.04 | 1.5°~2.5° |
繰り返し試し曲げと不良品の廃棄を行うと、カスタム金属曲げ加工において莫大な隠れたコストが発生し、曲げスプリングバックの予測精度が損なわれ、プロジェクトの利益率が直接的に低下します。
FEAによる事前計算は、手動による試行錯誤に取って代わる。
従来、製造業者は試し曲げに熟練した職人の経験に頼り、調整ごとに45~60分を費やしていましたが、正確な曲げひずみ解析が行われていないため、大量の材料が無駄になるだけでなく、バッチの均一性も保証されませんでした。LS Manufacturing社は、ひずみ硬化金型流動解析に有限要素解析(FEA)を使用し、金型を開く前に角度補正を正確に決定することで、試し曲げによる材料の無駄という問題を直接的に解決しています。
このようなデジタル技術は、プロセスの安定性を向上させ、非標準部品の製造における一貫性を高める上で非常に有効である。

図1:工場内の大型工業用曲げ加工機の近くで、穴の開いたL字型の金属部品を両手で持っている。
多段階精密金属曲げ加工において、累積公差の蓄積をどのように制御できるか?
多段階の非標準部品を多工程の精密金属曲げ加工サービスで処理する場合、位置決め基準の連続的な伝達により、曲げ変形が層ごとに累積的に蓄積され、最終的な形状と位置の公差を完全に制御できなくなります。
板厚公差乗算効果
基本規格に基づいて製造された板金でさえ、厚さの公差は0.1mmである。 多段曲げ加工では、この極めて小さな公差は絶えず大きくなっていく。
- 板厚公差が0.1mmであるため、バックゲージの位置決めによって生じる三次元変形の合計は0.3mmになります。
- 曲げ加工が4回以上の工程で構成される場合、公差の累積効果は3倍以上に増幅される。
- 従来型の片面位置決め方法では、シートの厚みのばらつきの影響を打ち消すことはできません。
このテーマは、高精度金属曲げ加工サービスにおいて特に顕著に見られます。
曲げ加工の精度とコストの比較
| プロセス次元 | 伝統的な慣習 | LS製造最適化ソリューション | 調達ROIへの影響 |
| スプリングバック制御 | 手動による試し曲げ、1回のデバッグで45~60分 | FEAダイフロー逆補正+CNC V軸動的補正 | 初回品デバッグ時の材料ロスを90%削減し、作業時間を85%節約します。 |
| 表面圧痕制御 | 通常の鋼製金型で、深さ0.2mmの凹みを形成 | ナイロン製ノンマーキングダイ+高密度表面保護フィルム | 二次研磨により1個あたり3.5ドル節約できます |
| 累積許容誤差制御 | 片側位置決め、累積誤差±0.3mm | 5軸CNCリンケージ位置決め、完全閉ループレーザー検査 | 幾何公差ロック±0.05mm、組立効率50%向上 |
| バッチ一貫性制御 | 手動サンプリング検査、ロット偏差±0.15mm | SPCリアルタイムプロセス監視、10個ごとに自動パラメータ校正 | バッチの一貫性が92%向上し、バッチの不良率が0.5%に減少した。 |
LS Manufacturingは、5軸A CNCリンケージ位置決めシステムを採用しており、完全閉ループレーザー角度測定と組み合わせることで、超高精度の曲げ公差制御を実現し、各曲げにおける位置決め誤差をリアルタイムで補正することが可能です。公差外の部品は、非標準部品の曲げ加工コストを増加させるだけでなく、曲げ位置決め精度を低下させ、場合によっては注文全体が廃棄される原因にもなります。
最終的な幾何公差は0.05mm以内に確実に維持されます。この方法により、すべての特注金属曲げ加工部品の幾何公差が常に要求仕様を満たすことが保証されます。
5軸連動位置決めにより、±0.05mmの幾何公差を固定し、初回生産時の材料ロスを90%削減します。 精密金属曲げ加工サービスの公差管理を最適化するための無料DFM(設計製造性)について、今すぐお問い合わせください。
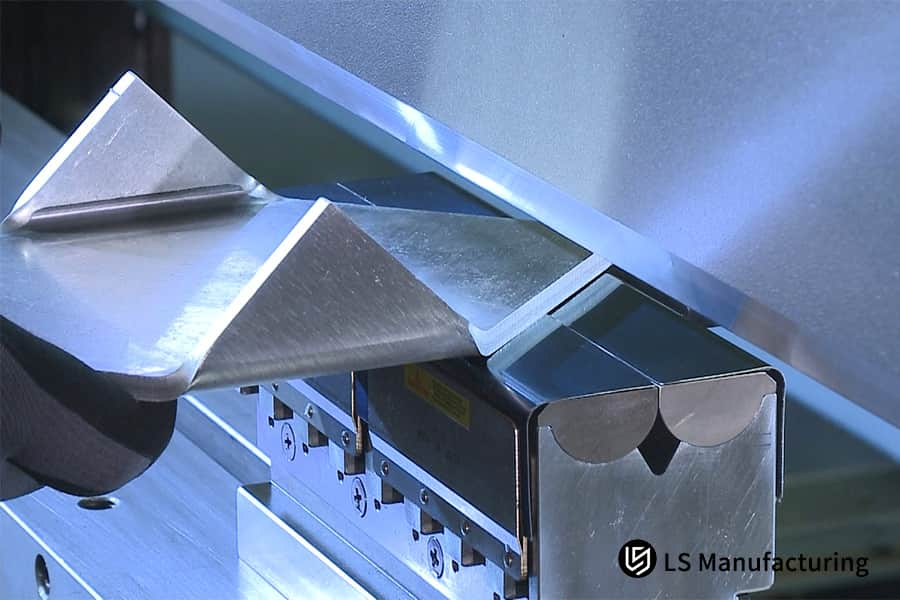
図2:ステンレス鋼部品を成形する精密金属曲げ加工機のクローズアップ。
なぜ表面の工具痕が、非標準部品の曲げ加工コストを予期せず押し上げるのか?
通常の硬質金型で曲げ加工を行う際に生じる金属のへこみや傷は、非標準部品の曲げ加工コストを簡単に倍増させる可能性があります。なぜなら、そのような損傷は部品の研磨作業の増加につながるだけでなく、部品の外観の損傷や疲労寿命の低下にもつながるからです。
圧痕形成の力学的原理
曲げ加工の際、上型ダイの切削刃と下型ダイのダイ溝Vショルダーが板金に局所的な圧縮力を加え、その大きさは最大1500MPa、あるいはそれ以上にも達することがあります。これらの力によって、部品の表面に永久的な凹みが残ります。
- 凹みは部品表面の粗さを著しく悪化させる可能性があり、例えばRa 1.6からRa 6.3以上にまで悪化させる可能性がある。
- へこみは見た目の欠陥であるだけでなく、応力が集中する箇所でもあるため、部品の疲労寿命が短くなる。
- 医療機器や半導体産業で使用される部品は、表面にわずかな凹みがあってもいけません。なぜなら、そのような凹みは細菌の繁殖につながることが多いからです。
総じて、これらの欠陥は非標準部品の曲げ加工コストを大幅に増加させ、曲げ加工面を十分に保護できず、最終的には製品の市場競争力を損なうことになる。
凹みのない曲げ加工技術の実装
LS Manufacturing社は、ショア硬度90Aの特殊ポリウレタン製軟質金型を使用し、最適な曲げ金型設計を行い、さらに高密度保護フィルムを一層追加することで、金属同士の接触を完全に排除しています。この方法は、生産工程の最高レベルで外観が求められるカスタム金属曲げ部品において唯一実現可能な方法であり、凹みも完全に解消されます。このプロセスは、ハイエンド板金曲げ加工業界の標準となりつつあります。
特殊な半径を持つ非標準部品の曲げ加工サービスには、どのような工具減価償却費が潜んでいるのか?
設計において非標準の曲げ内角(R角)を無計画に使用すると、サプライヤーは特殊な非標準曲げ工具をカスタマイズする必要があり、その結果、非標準部品の曲げ加工サービスにおける高額な工具償却費がお客様に転嫁されることになります。
標準曲げ工具のサプライチェーン特性
CNC曲げ加工機で使用される標準工具は、すでに世界的に統一されている。こうした工具はどこでも入手しやすく、価格も比較的安価である。
- CNC曲げ加工の場合、一般的な標準V溝の開口幅は板厚(t)の8倍に相当します。
- 確立された規格に準拠した上型R角度には、R0.5、R1.0、R2.0、R3.0などがあります。
- R1.35のような特注の非標準R角度の費用は一般的に約3500で、納期は7~10日です。
その結果、 非標準部品の曲げ加工サービスの納期に影響を及ぼし、工具在庫の増加圧力やプロジェクトの時間コストの上昇につながるだろう。
モジュラーダイシステムの利点
LS Manufacturing社は、1200セット以上の標準モジュール式曲げ金型を保有しており、曲げ半径を柔軟に変更できるだけでなく、一般的な曲げ半径要件の95%以上をカバーしています。この利点は、迅速な対応が求められる非標準部品の製造において、決定的な要素となります。
当社のエンジニアは、製造性設計(DFM)プロセスにおける半径設計の最適化、標準仕様を可能な限り遵守することによる不要な金型コストの削減など、お客様をサポートするために待機しております。また、より手頃な価格でカスタム金属曲げ加工サービスをご提供いたします。
材料の結晶粒方向の異方性は、ブランク材のせん断加工におけるカスタム金属曲げ加工の隠れたコストにどのように影響するのか?
金属板を木目方向の異方性を考慮せずに木目に逆らって曲げると、歩留まりが急激に低下し、大量のスクラップが発生するため、 カスタム金属曲げ加工に隠れたコストが発生します。
冷間圧延鋼板の異方性特性
製造過程において、冷間圧延鋼板の表面には非常に明瞭な結晶粒線が形成され、その結果、方向によって機械的特性が大きく異なる。
- 冷間圧延鋼板の伸びは、圧延方向に沿って、繊維方向に対して垂直な方向よりも20~30%大きい。
- 圧延方向と平行な方向では、曲げ加工中に部品の外層に発生する微細亀裂の発生率は最大35%に達する可能性がある。
- 一般的なネスティングソフトウェアは、材料を混合することでシートの利用率を最大化しますが、その結果、同じ部品バッチ内でもスプリングバックが異なってしまいます。
その結果生じる大量のスクラップは、カスタム金属曲げ加工における見落としやすい隠れたコストの一つである。
冷間圧延板金の異方性特性比較表
| パフォーマンス指標 | 回転方向に沿って | 回転方向に対して垂直 | パーセント差 |
| 降伏強度(MPa) | 270 | 240 | 12.5% |
| 伸長 (%) | 25 | 18 | 38.9% |
| 曲げ割れのリスク | 低い | 高い | 350% |
| スプリングバックの一貫性 | 良い | 貧しい | 60% |
レイアウト最適化と欠陥検出
LS Manufacturingは、板金曲げ加工における木目方向を厳密に管理し、曲げ方向の整列を標準化することで、すべての曲げ線が圧延方向に対して垂直または45°の角度になるようにしています。この点は、板金曲げ加工の歩留まりを左右する主要な要素の一つです。さらに、すべての原材料に対して100%渦電流探傷検査を実施することで、曲げ割れ防止を強化し、内部欠陥のある板材を事前に排除しています。
社内データによると、圧延パターンを極めて厳密に管理することで、曲げ加工歩留まりが72%から98.5%に向上することがよくあります。これにより、特注金属曲げ加工部品の品質をロットごとに保証することが可能になります。
圧延パターンの厳密な管理と100%渦電流探傷検査により、歩留まりは98.5%に向上します。カスタム金属曲げ加工における隠れたコストを解決するために、今すぐ当社の材料エンジニアにご連絡ください。
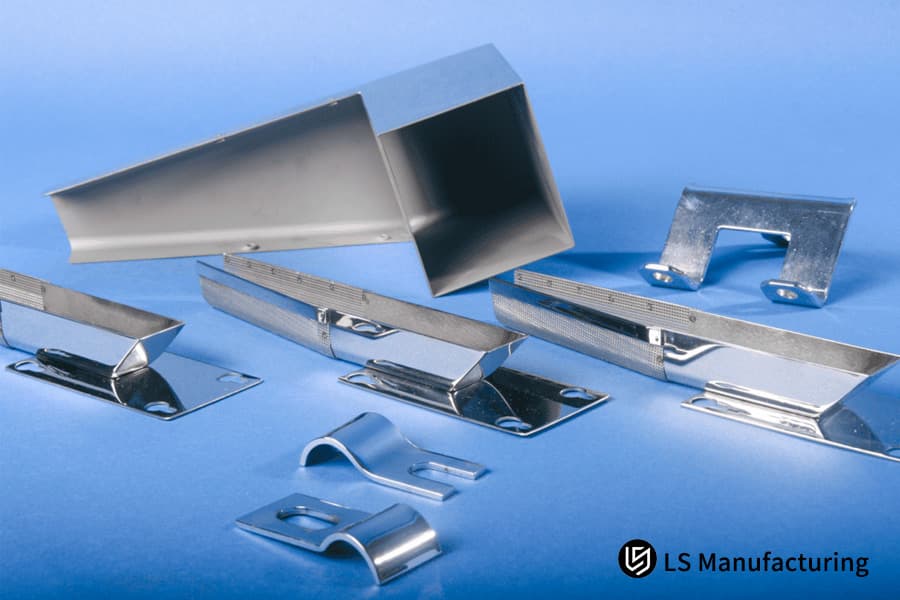
図3:青色の背景の上に並べられた、レーザーカットされた複数のステンレス鋼製非標準部品。
少量生産のセットアップは、板金曲げ加工サービスの調達における投資対効果(ROI)にどのような影響を与えるのか?
非標準部品の高頻度・小ロット生産では、工作機械の段取り替えや初回品確認に要する時間が非常に多く、実際の加工時間の数倍にも達するため、板金曲げ加工サービスの調達ROIは継続的に低下する。
小ロット生産のコスト構造
バッチ数量が少ない場合、固定の機械セットアップ費用は少数の部品にしか分配されないため、単位コストが急激に上昇する原因となる。
- 1回の生産量が50個未満の場合、セットアップ費用が1個あたりの総コストの70%以上を占める。
- 従来の方法で金型交換と工具設定を手作業で行う場合、1バッチあたり約45分かかります。
- 各バッチの最初のピースの確認には、約15分かかります。
小ロットの板金曲げ加工サービスでは、曲げ加工の段取り時間が過度に長くなるため、1個あたりのコストが高くなります。
完全自動化されたセットアップシステムによる効率向上
LS Manufacturingは、完全自動金型交換システム(ATC)を保有しており、デジタルオフラインプログラミングに曲げオフラインプログラミングを採用しています。当社のソリューションは、従来の非標準部品曲げ加工サービスのコスト構造を根本的に変革します。セットアップ時間を従来の45分から2分に短縮できるため、小ロットの非標準カスタマイズでも大規模量産と同等の価格競争力を維持できます。これにより、お客様は小ロット生産におけるカスタム金属曲げ加工の隠れたコストを完全に回避できます。

図4:木製の表面にきれいに積み重ねられた、多段階に曲げ加工された金属部品。
IATF 16949認証が非標準部品製造リスクの軽減に不可欠な理由とは?
国際品質システム認証を取得していない一般的な加工工場では、非標準部品の製造における故障モード解析を実施することが困難であり、非標準部品のバッチ組立時に不良品が発生するリスクが大幅に増加する。
曲げ加工におけるPFMEAの活用
プロセス故障モード影響解析(PFMEA)は、生産プロセスにおける潜在的な問題を予測するのに役立つリスク評価手法です。
- PFMEAは、例えば「材料の硬度が仕様外であることによる曲げ亀裂の発生」など、最大17種類の異なる曲げ破壊モードを特定することができます。
- あらゆる障害モードに対し、一連の制御活動とバックアップ計画を策定することで対処する。
- これにより、大量生産のリスクを最大90%以上低減できる可能性があります。
これは、特にリスクの高い非標準部品の製造において重要です。なぜなら、徹底的な曲げ破壊解析を実施することで、リスクに事前に対処することが可能になるからです。
5つのコアツールの実装
LS Manufacturingは、IATF 16949の要求事項に基づき、5つのコアツールを完全に導入し、曲げ加工工程を100%監視しています。これにより、国際的に認められた規格に準拠した高精度金属曲げ加工製品をお客様に提供することが可能となっています。納品される曲げ加工部品の各バッチのCPK(工程能力指数)が常に1.33を超えることを保証しており、海外調達に伴うコンプライアンスおよび品質リスクを完全に排除しています。当社は、あらゆる面から非標準部品の曲げ加工サービスの品質と信頼性を保証します。
LSマニュファクチャリングの事例研究:医療用遠心分離機用SUS316L製内部ブラケットの曲げ加工プロジェクト
顧客の課題
欧州の医療機器メーカーが直面した主要な技術的課題の1つは、高速血液遠心分離機の非標準SUS316L製内部支持フレームをカスタマイズすることでした。この部品は厚さわずか1.5mmで、 7つの連続した曲げがあり、形状と位置の公差は合計0.05mm 、表面粗さの許容値はRa≤0.8、そして細菌の繁殖を防ぐために成形プロセスによる凹みが一切ないことが求められました。以前のサプライヤーはスプリングバックの制御が不十分だったため、部品の38%が角度の公差外となり、曲げによる凹みがひどかったため手作業で研磨する必要がありました。その結果、組み立て不良率は42%に達し、研磨後のコストが部品1個あたりの調達予算の65%を超過し、プロジェクトの完了が3週間遅れることになりました。
LSマニュファクチャリングソリューション
顧客が図面を送付してから24時間以内に、LSマニュファクチャリングの上級エンジニアたちは、詳細なDFM(設計製造性)分析レポートを既に作成していた。
- まず、3D DFMツールを使用して曲げ加工の手順を見直し、元の7つの曲げを6つに最適化しました。その後、主に曲げ加工領域における累積公差を完全に排除する、専用の5軸CNC材料位置決め基準を作成しました。
- 同時に、当社は250トン級のインテリジェント精密曲げ加工機にショアA硬度90Aのポリウレタン製ノンマーキング曲げ金型を設置し、あらゆる曲げ加工において動的なスプリングバックをリアルタイムで補正する完全閉ループのレーザー角度測定システムを導入しました。
- 原材料は、バッチの一貫性を確認するために当社が選択した試験方法である渦電流探傷試験と硬度試験を、常に100%実施しています。
結果と価値
最終的に、医療グレードの非標準カスタム部品の初回歩留まり(FTY)は58%から驚異的な99.4%に向上しました。 曲げ加工の品質の一貫性が大幅に向上したため、手作業による研磨は完全に不要になりました。さらに、プロジェクト全体の納期は21日から13日に短縮され、40%の削減となりました。加えて、顧客の隠れた調達コストの31%が直接削減されました。顧客はLS Manufacturingと3年間の独占供給契約を締結し、今後はすべての医療グレードの曲げ加工部品は当社が製造することになります。
医療用遠心分離機ブラケットのプロジェクトでは、99.4%の歩留まり率を達成し、総コストを31%削減しました。カスタム金属曲げ加工部品の正確な見積もりをご希望の場合は、図面をアップロードしてください。

よくある質問
Q1:非標準部品のカスタム金属曲げ加工の見積もりを取得するには、どのくらい時間がかかりますか?
LS Manufacturingは、主要図面(STEP、IGESなど)と仕様書を受け取ってから24時間以内に正確な見積もりを提供できます。また、無料の専門的なDFMプロセス分析も実施しており、非標準曲げ加工のカスタマイズに関する様々なお問い合わせにも迅速に対応いたします。
Q2:LS Manufacturingは、多工程精密金属曲げ加工において、0.05mmの公差をどのように保証しているのですか?
当社は、加工中のレーザー角度測定と動的V軸補正技術を備えた5軸CNC精密曲げ加工機を保有しています。このクローズドループによる加工誤差補正は、複数回の曲げ加工後に公差が蓄積するのを効果的に防止し、常に高い加工精度を保証します。
Q3:非標準部品の曲げ加工コストを削減するために、工具痕を完全に除去することは可能ですか?
高密度保護フィルムを備えた専用のポリウレタン製非マーキング金型を使用することで、曲げ加工時の工具痕を完全に排除できます。これにより金属同士の接触がなくなり、傷や後処理の研磨が不要になるため、加工コストと生産時間を大幅に削減できます。
Q4:複雑な形状のカスタム金属曲げ加工部品の最小注文数量(MOQ)はいくらですか?
当社は、サンプル生産、小ロットのカスタマイズ、大規模量産に対応しているため、最小発注数量(MOQ)については柔軟に対応いたします。完全自動化された工具交換システムを使用することで、機械のセットアップコストを最適化し、複雑な曲げ加工部品の小ロットカスタマイズへの参入障壁を大幅に低減できます。
Q5:非標準部品を複数バッチ生産する場合、スプリングバックのばらつきをどのように管理しますか?
当社では、入荷材料の管理においてIATF 16949規格を遵守し、板金の機械的特性をバッチごとに試験しています。曲げパラメータはシステムによって自動的に更新されるため、材料のスプリングバックの違いを正確に補正するだけでなく、すべてのバッチで均一な加工を保証します。
Q6:顧客に供給される板金曲げ加工部品には、国際標準認証書類が添付されていますか?
特注の曲げ加工部品はすべてバッチに属し、原材料品質証明書、100% CMM寸法検査報告書、およびご要望に応じて提供されるPPAP文書など、海外調達および業界のコンプライアンス承認要件を満たす完全なコンプライアンス文書一式が付属します。
Q7:LS Manufacturingは、非標準部品の図面を変更して曲げ加工コストを削減するのを手伝ってくれますか?
当社では、主に非標準構造や特殊な曲げ半径の変更に焦点を当てた、無料の専門的なDFM(設計製造性)図面最適化サービスを提供しています。これにより、高価な特注金型を回避すると同時に、曲げ加工の全体的な生産コストを効果的に削減します。
Q8:LS Manufacturingは、非標準部品の曲げ加工サービスにおいて、当社の知的財産権の安全性をどのように確保していますか?
当社は、提携期間を通じて機密保持契約(NDA)を遵守することを約束します。お客様の図面および製品データはすべて、階層的なアクセス権限と操作ログを備えた暗号化された社内サーバーに保存され、完全な追跡可能性とお客様の知的財産の徹底的な保護を実現します。
まとめ
非標準金属曲げ加工部品を可能な限り低価格で購入するには、サプライヤーの最初の見積もりだけを見て判断することはできません。プロジェクトの成否を左右する真のコストは、材料のスプリングバック補正、異なる工程における公差の合計による組立不良、そして高額な後処理研磨に隠れています。DFMシミュレーションを徹底的に実施し、最先端の5軸曲げ加工機を使用し、IATF 16949品質管理システムを導入している専門工場を選べば、こうした潜在的な利益問題を大幅に回避できます。これにより、製品ライフサイクル全体を通して、生産コスト全体に対する最適なソリューションを実現できるでしょう。
非標準部品の曲げ設計によって発生する手戻りや隠れたコストを削減したいとお考えですか? 3D CADファイル(STEP、IGES、DXF形式に対応)をお送りいただければ、LS Manufacturingの精密製造エキスパートが量産に関する無料見積もりをご提供いたします。また、弊社のチームは24時間以内に詳細な製造実現可能性分析(DFM)も併せてご提供いたします。0.005mmの精度を誇る実績ある精密製造技術で、お客様のプロジェクトを確実にサポートいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


