Услуги по гибке шасси для робототехники: Производитель легких рам на заказ
Написал
Gloria
Опубликовано
May 25 2026
Металлический изгиб
Следуйте за нами
Услуга по гибке шасси робототехники — это индивидуальная услуга по точной гибке металла, которая подходит для AGV/AMR и медицинских роботов. Он может эффективно решать отраслевые проблемы, такие как трещины при изгибе, неконтролируемое пружинение и изменения допусков отверстий в тонкостенных шасси роботов. В настоящее время при разработке процесса создания легких роботов изгиб алюминиевого сплава 6061-T6 и высокопрочной стали легко может вызвать микротрещины, неконтролируемое пружинение, выход за пределы допусков отверстий при большой нагрузке напрямую влияет на стабильность работы оборудования. Стандартный процесс не учитывает характеристики динамического напряжения робота, что легко приводит к усталостному разрушению шасси, отклонению оси датчика.
Основываясь на 20-летнем опыте технологического процесса, LS Manufacturing может реализовать высокоточный контроль допуска 0,05 мм и создать комплексный сервис от проектирования DFM до мелкосерийного индивидуального производства. В этом руководстве обсуждаются основные моменты процесса гибки шасси робота.
Краткий обзор основных технологий гибки корпусов роботов
Мы концентрируемся на обобщении основных технических норм и требований к реализации гибки металла, быстром переходе к ключевым контрольным точкам прецизионной обработки, предоставлении интуитивно понятной справки по исследованиям, разработкам и покупке шасси робота, а также на избежании распространенных ошибок процесса.
Обеспечивает соосность многоосных отверстий, избегая перекоса датчика.
Стандарт процесса IATF 16949
<тр>
Общий допуск на форму
Совокупный допуск нескольких изгибов ≤±0,05 мм.
Устраняет помехи при сборке, адаптируясь к сборке высокоточного оборудования.
Стандарты производства промышленных роботов
<тр>
Система контроля качества
100% полная проверка КИМ + проверка 3D-сканированием.
Полный контроль допусков формы и положения, достижение отсутствия дефектов.
Стандарты доступа к высокоточной механической обработке
Основные выводы:
<ул>
Выбор материала: для изгиба должен быть 6061 T-6, а минимальный радиус изгиба должен составлять 2,5 т. Материал должен быть подвергнут термической обработке для снятия напряжения изгиба и предотвращения коррозионных трещин под напряжением.
Контроль точности: используется лазерная система измерения угла в реальном времени, чтобы контролировать допуск упругого возврата в пределах 0,3°, чтобы гарантировать противопоставление многоосных отверстий в шасси.
Проверка поставщиков. При покупке дорогостоящих товаров по сравнению с другими поставщиками обязательно проверьте, прошел ли этот поставщик 100 % проверку ШМ и имеет ли этот поставщик регистрацию IATF 16949 для автомобильной промышленности.
Почему стоит доверять услугам LS Manufacturing по прецизионной гибке металла и опыту в роботизированном производстве легких рам?
Использование оборудования для обработки гибки металла и стандартных процессов является ключевым моментом, гарантирующим стабильность конструкции шасси робота. Для массового производства высококачественных роботов необходима профессиональная система процессов, позволяющая избежать рисков обработки. Различные партии испытаний шасси автомобилей на усталость показали те же результаты, что многие отказы шасси происходят из-за инерции производителей и безвременного процесса адаптации к динамическим нагрузкам для роботов.
Мы строго соблюдаем IATF 16949:2016 стандарт контроля автомобильного уровня, и все процессы точной гибки металла соответствуют производственной документации. OEM-производство заботится только о внешнем виде готового продукта, а не о долгосрочной деформации, возникающей в результате упрочнения материала.
Это основная причина смещения датчиков в легких шасси робота после длительного использования. Благодаря более чем 1000 корректировок различных параметров изгиба мы настроили модульную роботизированную систему гибки шасси для различных случаев нагрузки, обеспечивая при этом строгий контроль качества ISO 9001: 2015 во всех аспектах.
Больше не нужно вручную выполнять метод проб и ошибок: мы сворачиваем традиционный ручной метод, используя моделирование методом конечных элементов, чтобы предвидеть изгибающее напряжение и отклонения упругости, чтобы устранить дефект конструкции в его основе.
20-летний опыт, накопленный нами в отрасли, позволил нам успешно выполнить все работы, включая более тысячи заказных шасси AGV и медицинских роботов, полностью соответствующих строгим передовым производственным требованиям.
<блок-цитата>
Стандартизированная система прецизионной обработки устраняет основную причину сбоя при изгибе шасси робота, адаптирована к требованиям прототипирования или массового производства различных типов легких роботов и гарантирует длительную структурную стабильность. Хотите избежать сбоев в процессе и сохранить качество продукции? Свяжитесь с нашей профессиональной службой прецизионной гибки металлов прямо сейчас, и вы получите решениеионов для решения технологических проблем и высококачественных тематических исследований!
Как служба прецизионной робототехники по гибке шасси устраняет ошибки выравнивания нескольких датчиков в автономных мобильных роботах?
Услуга прецизионной робототехники по гибке шасси, которая контролируется с точностью до 0,05 мм, по сути устраняет отклонение физической оси многосенсорной системы сварки, так что AMR могут осуществлять высокоточное автоматическое выравнивание радара и камеры в условиях длительной высокой нагрузки.
Основные причины отклонения датчика
Шасси AMR Структурная деформация является одним из последствий отказа датчика. Шасси робота должно выдерживать динамический крутящий момент и максимальную вертикальную нагрузку 500 кг. Традиционный изгиб не имеет конструкции компенсации прогиба, легко сформировать крутильную деформацию тонкой степени.
Благодаря роботизированному устройству для формирования шасси он может эффективно избежать этих скрытых проблем. Остаточное напряжение внутри шасси при формовочных работах будет снято во время длительной работы, которая страдает от того, что монтажная поверхность наконец не выровнена.
<ол>
Проблема концентрации напряжений: Отсутствие соответствия между текстурой материала и процессом изгиба приведет к концентрации напряжений в точке изгиба и микродеформации при длительной нагрузке.
Неконтролируемые допуски при формовании: Без технологии динамической компенсации общая величина ошибки одиночного изгиба превысит стандарт, что приведет к параллельности между монтажной и базовой гранями.
Низкая структурная устойчивость: Остаточное напряжение, возникающее в результате холодного наклепа, не может быть снято никакой термообработкой, и происходит дальнейшее увеличение деформации даже после 1000 часов работы.
Принцип коррекции высокоточного изгиба
Точная калибровка датчика, разработанная в других моделях, может эффективно предотвратить неоправданно большую деформацию шасси. Гибка шасси робототехники по индивидуальному заказу - это не просто обработка листового металла, но процесс микродеформации металла, позволяющий точно контролировать давление формования, скорость обработки, угол выравнивания зерен, чтобы компенсировать остаточное напряжение корпуса, так что технология микроформования металла, которая строго контролируется при относительно небольшом отклонении деформации, достигается, обеспечивает 10 000 часов непрерывной работы робота без отклонения физической оси датчика, является основой для высокоточное оборудование.
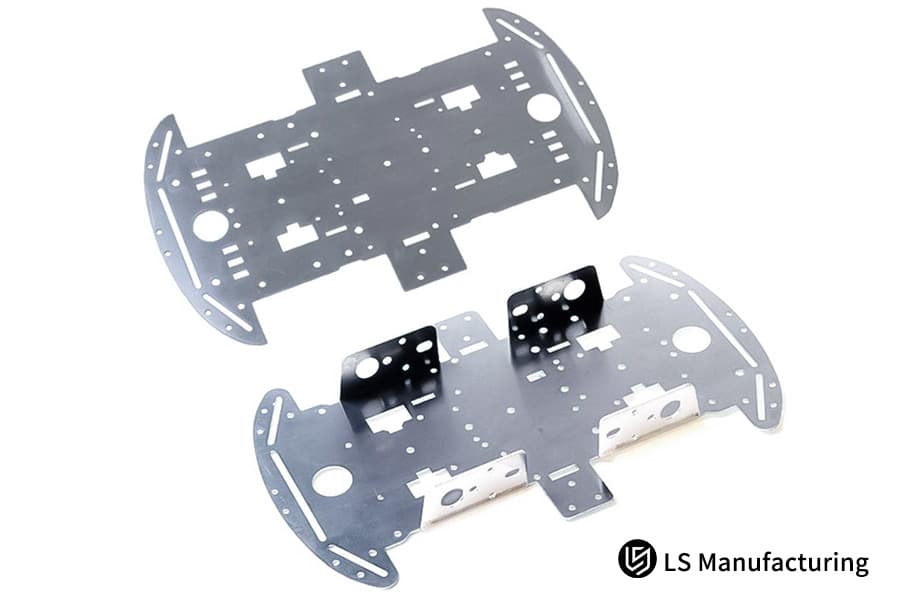
Рис. 1. Точно вырезанные металлические пластины для шасси робототехники с многочисленными отверстиями и прорезями.
Как выбрать оптимальную гибку металла для робототехники, чтобы сбалансировать легкий дизайн и грузоподъемность?
С учетом баланса легкой конструкции и высокой несущей способности, подходящим методом гибки металла для метода робототехники должен быть AL6061-T6 или Ti-6Al-4V. LS Manufacturing устраняет микротрещины в материалах, используя индивидуальные формы с R-образным углом и процессы гибки с контролируемой температурой, достигая снижения веса на 40 % при сохранении высокой прочности на разрыв более 500 МПа.
Различия в производительности основных материалов из листового металла для роботов
Легкая несущая нагрузка напрямую влияет на производительность всего робота. Различные материалы листового металла имеют значительные различия в адаптации к изгибу, и даже неправильный материал может привести к нелегкости, а также недостаточной несущей способности. Гибка металла с адаптацией к нагрузке может адаптироваться к различным условиям нагрузки и требованиям к формованию.
<ул>
Алюминиевый сплав 5052-H32: для эффективного снижения веса, легкий вес с меньшей прочностью на разрыв, подходит только для небольших нагрузок роботов.
Алюминиевый сплав 6061-T6: Высочайшие общие характеристики, рекомендованы для толщины пластины 1,5–4,0 мм, соответствуют требованиям по легкому весу и высоким нагрузкам.
Титановый сплав Ti-6Al-4V: Обладает высочайшей прочностью и наиболее подходящим снижением веса, его можно использовать в медицинских и высокотехнологичных промышленных роботах.
Основные стандарты для предотвращения ошибок в процессах гибки
Контроль направления волокон материала — это фундаментальный ключ к эффективному предотвращению трещин при изгибе. Направления контроля зерна материала, как показывает реальный опыт изготовления шасси для тяжелых условий эксплуатации AGV, перпендикулярны линиям изгиба и точному совпадению минимального радиуса изгиба и толщины пластины, а также калиброванная с помощью лазера формовка металла для приблизительного размера формования с комбинацией моделирования напряжений и процесса термообработки. Таким образом, можно эффективно устранить проблему деформации пластмасс во время работы оборудования.
Сравнительная таблица механических свойств часто используемых гибочных материалов для роботов
<тело>
<тр>
Тип материала
Предел текучести (МПа)
Прочность на разрыв (МПа)
Совместимая толщина пластины (мм)
Оптимальный радиус изгиба
Снижение веса
<тр>
Алюминиевый сплав 6061-T6
414
510
1,5–4,0
2,5 т
40%
<тр>
Алюминиевый сплав 5052-H32
193
331
2,0–3,5
2.0t
32%
<тр>
Титановый сплав Ti-6Al-4V
860
930
1,2–3,0
3.0t
45%
<тр>
Высокопрочная сталь Q355
355
800
3,0–4,0
1,8t
15%
<тр>
Нержавеющая сталь 304
205
520
1,2–2,5
2,2t
20%
Какие параметры определяют квалифицированную роботизированную службу гибки рам для медицинских применений?
Медицинская услуга по гибке роботизированной рамы от LS Manufacturing соответствует строгим стандартам уровня качества, определяемым параметрами, в соответствии с высокими требованиями к обработке, такими как точность угла изгиба 0,25, шероховатость поверхности Ra 0,4 и 100% отсутствие царапин и отступы свободные.
Основные параметры контроля качества при гибке медицинского назначения
Точность поверхности медицинского робота — ключевой базовый критерий входа в рынок высококачественных медицинских инструментов. Обычные промышленные стандарты гибки не могут адаптироваться квысокой точности и чистоте медицинских инструментов. Это означает, что параметры микроформовки должны строго контролироваться.
Обработка металлов давлением может удовлетворить два основных требования к компонентам медицинского инструмента.
<ул>
Конструктивные параметры:Степень уменьшения толщины стенки на изгиб и другие параметры 8%, угол скосов в порядке равномерный, микротрещин нет.
Параметры поверхности: шероховатость поверхности Ra0,4, обработка без царапин, вмятин и царапин.
Параметры допуска: Угловой допуск зафиксирован на уровне 0,25, полный охват допусков пространственной формы и положения.
Специальное технологическое решение для медицинских сценариев
Использование стерильной обработки поверхности сгибанием — это способ наилучшим образом нейтрализовать накопление опасностей, которые могут быть связаны с медицинским оборудованием. Не оставляющие следов вкладыши в формы из нейлона и полиуретана можно применять для защиты поверхности специальных сплавов, препятствуя тем самым колонизации бактерий, а также нарушению электромагнитного экранирования. В соответствии со спецификациями на закупку высококачественных нестандартных робототехнических шасси, он соответствует сложным производственным спецификациям прецизионного формования листового металла.
Стандартная таблица параметров контроля качества изгиба робота медицинского назначения
<тело>
<тр>
Категория тестирования
Промышленный стандарт
Медицинский стандарт
Метод тестирования
Применимые сценарии
<тр>
Допуск угла изгиба
±0,5°
±0,25°
Лазерный контроль в реальном времени
Хирургические роботы, роботы-компаньоны
<тр>
Шероховатость поверхности
Ra 1,6
Ra 0,4
Полная проверка прибора для проверки шероховатости
Корпус для стерильного медицинского оборудования
<тр>
Коэффициент уменьшения толщины стены
≤12%
≤8%
Выборочная проверка микрометра
Медицинское шасси с высокой нагрузкой
<тр>
Дефекты отступов поверхности
Допускаются небольшие отступы
Ноль отступов,Ноль царапин
Визуальный осмотр + осмотр с помощью увеличительного стекла
Стерильные медицинские контактные поверхности
<тр>
Микроскопические трещины
Допускаются тонкие линии
Ноль микроскопических трещин
Проверка металлургическим микроскопом
Имплантируемое/контактное оборудование длительного действия
Рис. 2. Деталь панели управления гибочного станка с кнопками и желтым модулем LNTech.
Как профессиональный производитель гибочных корпусов решает проблемы пружинения материала в тонкостенных конструкциях?
Ключевым нововведением, принятым профессиональным производителем гибки шасси для решения проблемы пружинения в тонкостенных конструкциях, является интеллектуальная технология управления с обратной связью. LS Manufacturing с помощью лазерной системы определения угла 650 нм способна реализовать динамическую компенсацию и полностью устранить ошибку упругого возврата во время изгиба высокопрочных тонкостенных листов из алюминия и нержавеющей стали.
Ключевые факторы, влияющие на упругую упругость при изгибе с тонкими стенками
Проблема отклонения тонкостенной пружины очень распространена при штамповке тонкостенных листового металла. При изгибе нержавеющей стали толщиной 1,2–2,0 мм и тонкостенных алюминиевых сплавов легко возникает отклонение пружины, что влияет на точность сборки. Калибровка изгиба тонкой пластины может точно компенсировать отклонения формовки.
<ол>
Свойства материала: увеличение предела текучести приведет к увеличению упругости: сверхвысокопрочный алюминий, который мы использовали в этом проекте, будет производить примерно на 5 % больше упругости, чем обычный алюминий.
Параметры оборудования: Это приводит к обеспечению большей упругой деформации листового металла за счет более широкой V-образной канавки пресс-формы и в связи с этим способствует усиленному пружинению.
Технология обработки: Неподходящая скорость обработки и время выдержки усугубят напряженную работу и усугубят возникновение ошибок пружинения.
Интеллектуальное решение для компенсации пружинистости
Технология моделирования для прогнозирования пружинения методом FEA является определяющим ядром точного контроля ошибок. Мы избавляемся от ручного процесса проб и ошибок и быстро разрабатываем своего рода модель прогнозирования упругого возврата на основе FEA, системы гидравлической динамической компенсации для стабильной точности партии при типичной гибке легких рам по индивидуальному заказу . Параметры формования оптимизируются и изучаются посредством настройки изгиба методом конечных элементов. 68 Процесс поддержания постоянной температуры и давления позволил добиться снижения упругости тонкостенных материалов на 15 %. Это высококачественное и практичное решение для оптимизации в отрасли.
Таблица сравнения чистых данных параметров пружинения при изгибе тонких стенок
<тело>
Листовой материал
Толщина (мм)
V-образное отверстие матрицы (мм)
Естественный угол упругого возврата
Компенсированный угол упругого возврата
Степень повышения точности
Алюминиевый сплав 6061-T6
1,5
12
1,8°
0,22°
87,8%
Алюминиевый сплав 6061-T6
2.0
16
2,1°
0,25°
88.1%
304 Stainless Steel
1.2
10
2.5°
0.28°
88.8%
304 Stainless Steel
2.0
14
2.8°
0.30°
89.2%
Ti-6Al-4V Titanium Alloy
1.5
12
3.2°
0.32°
90.0%
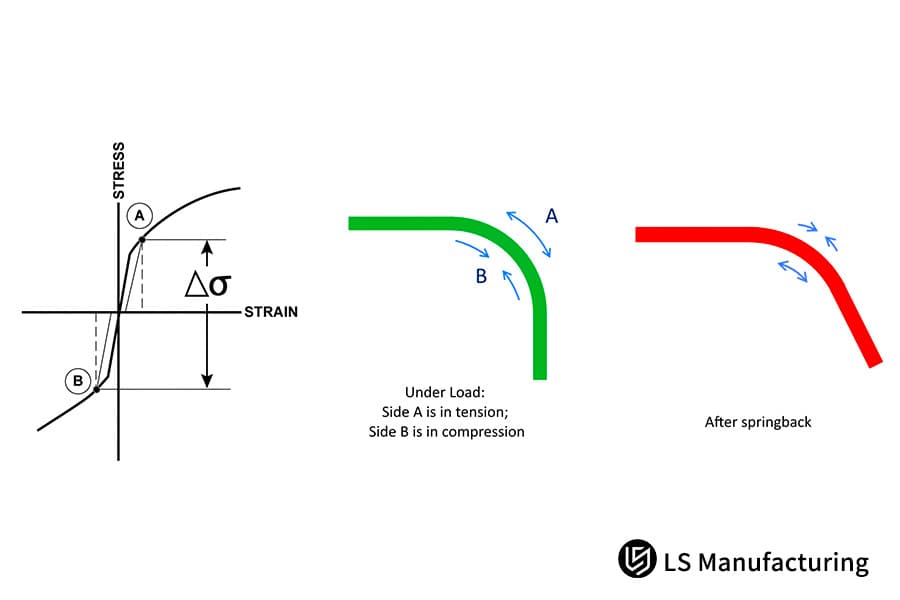
<блок-цитата>
Intelligent springback compensation and finite element simulation technology totally overcomes the setback problem in bending thin walled sheet, greatly enhances the forming precision and production efficiency of the thin walled robot chassis. Springback error give you headache? A professional chassis bending manufacturer can offer you free calculation of the parameters of the springback and takes out a tailor-made error control scheme for you!
Figure 3: Diagram showing stress forces and material springback in a bent metal part.
What Role Does Advanced DFM Analysis Play Before Executing Custom Lightweight Frame Bending Orders?
Advanced DFM analysis can prevent 85% of design flaws by performing interference checks and limit radius correction before custom lightweight frame bending orders are run. LS Manufacturing can generate a free DFM report within 24 hours, greatly reduces the prototype production cycle time.
Core Review Dimensions of DFM Analysis
Bending structure interference check it itself can reduce trial-and-error losses from the source. large proportion of customer drawings has some hidden process defect, processed blindly is very likely to get the batch scrap, structural bending defect elimination can find in advance various forming hazards.
<ул>
Safety distance verificationa: Space between bending line and the hole edge must be kept no less than 2.5t+R strictly, minimizing hole stretching and deformation.
Interference simulation detection: Simulations of multiple bending trajectories, detection of collision between tool and collision.
Process gap optimization: Correct the corner process gap dimension to avoid the bending tearing and deformation.
Core Customer Benefits of DFM Process
Pre pre-control of the design defect project it can greatly reduce the project cycle. Free pre-process DFM analysis can prevent the buildup of failures in the making, rework costs, will much reduce the sample cycle number of an average of about 35 days, improve the entire multi-stage forming calibration process at each stage of the accuracy of the course and to suit various robotics chassis bending of service products customization needs.
How To Minimize Linear Tolerance Stacking During Multi Stage Lightweight Metal Bending Service Processing?
In multi-stages of lightweight metal bending service process, a bunch of fixed process datum is used to control the tolerance stack-up as a key one. LS manufacturing, with multi-axis back gauge one time positioning technology, can stably control the half tolerance-stacks-up within 7 bends of 0.1mm.
Core Causes of Tolerance Stacking
Multi-process tolerance accumulation is a typical problem to complex chassis processing. Small error for all 5-9 bends will accumulate. The accumulated tolerance of traditional process is up to 0.8 mm and it will easily cause the assembly's failure. Standard process can be used effectively.
Precise Tolerance Control Process for Multi-Stage Bending
Single-datum positioning process can completely solve the problem of cumulative deviation. Through the use of 6 axis CNC high precision control system to plan the best bending sequence, multi-step single-clamping and positioning, effectively prevents the accumulation of tolerance caused by of the positioning and shear error. It will solve the normal assembly alignment problem for chassis bending manufactures, keeping the stable forming precision.
<блок-цитата>
The consistent benchmark positioning process is able to remove accumulative tolerances caused by multi-cutting processes and greatly enhances light-weight chassis assembly versatile and accuracy. Want to resolve the problem of assembly misalignment and over-tolerance? Just come to apply for free DFM optimization and receive an accurate machining quotation today for the lightweight metal bending service!
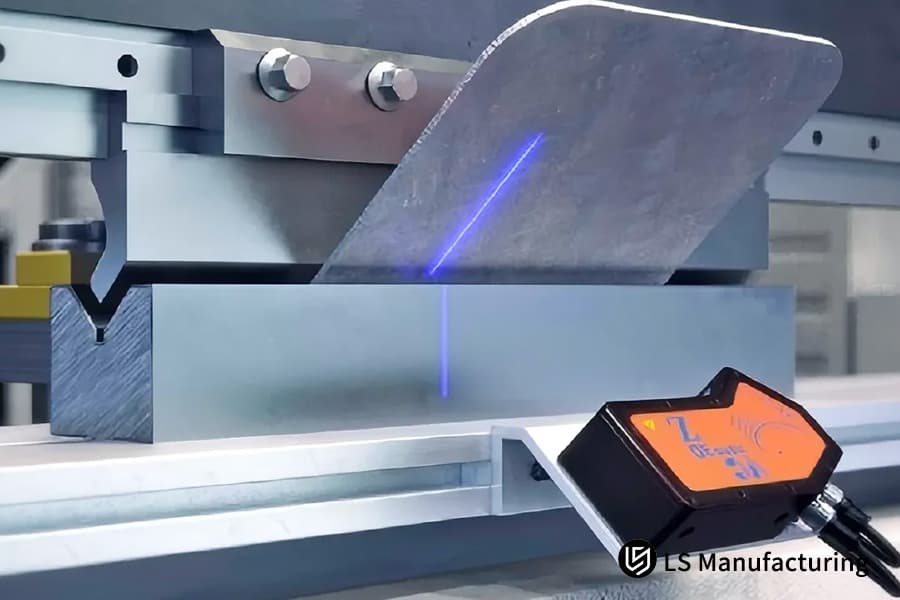
Figure 4: Metal sheet on a press brake with a red laser alignment line for accurate bending.
Why is 100% CMM Inspection Vital For Evaluating Custom Robotics Chassis Bending Suppliers?
100% CMM inspection is the minimum standard for selecting quality custom robotics chassis bending supplier for LS Manufacturing. LS Manufacturing has the world most accurate CMM and blue light scanner with all the delivered chassis geometric tolerance inspection report completed and up to specification.
Limitations of Traditional Inspection Methods
Traditional measuring tools are unable to do tolerance measurement for high-end robotic chassis. Quantity measuring tools can only measure basic dimensions while can't measure spatial form and position tolerances like flatness and coaxality easily which may let lurking quality problems.High-end forming demands professional precision inspection process.
The Core Value of CMM Full Inspection
The 3D dimensional deviation detection assures the zero-defect product delivery of metal bending. We do the full inspection with 3D deviation heat maps and automated inspection tool and deliver with each batch the full QC report which assists our customers in sovereignly controlling the quality of the lightweight metal bending service supply chain. CMM verified metal shaping guarantees the accuracy is caught at the mechanical state of finished products.
How To Reduce The Total Procurement Cost Of Precision Metal Bending Service Without Compromising Quality?
The solution to minimize the head worth of the precision metal bending service without affecting the quality is to optimize the sheet metal layout with less rework waste. LS Manufacturing uses intelligent nesting software to boost sheet metal utilization by 18%.The whole process is a one-stop service starting from raw materials to surface treatment.
Core Components of Precision Bending Costs
Different costs of precision processing mainly includes four parts of material costs, factors of production time costs, amortization cost and surface treatment of molds. Adopt traditional OEM mode, the mold investment side has heavy losses, optimization forming process to make a great deal of ing effective production costs.
Core Solutions for High-Quality Cost Reduction
Integrated process optimization: Company can gain both saving and quality upgrading. Company adopts integrated bending structure to replace a separated welding structure, because of this saving 35% of the welding labor cost. Standard modular tool is employed without mold cost, which suits for metal bending for robotics customized projects.
<блок-цитата>
Integrated process optimization model is to balance the processing quality with cost control, break the normal sheet metal processing high losses, and at the same time, onto different types of robot chassis customized production. Want to call for quality now cut costs and to enhance R&D and production costs? Check the field of metal bending for robotics, and get a free cost calculation and customize a cost reduction solution now!
LS Manufacturing Case Study: Custom Aluminum 6061-T6 AGV Chassis Bending Service for a Global Tier One Logistics Robotics Supplier
The chapter reproduces the solution and implementation result in high-end AGV robot chassis bending from a real project. It intuitivelyshows the practical value of precision bending technology and gives a quality reference for similar robot customization projects.
Client Challenge:
A world top logistics robots manufacturer, encountered a technical problem during 600kg load capacity four-way shuttle AGV development, the custom light weight (4.0mm 6061-T6) own designed chassis bent always get micro-fatigue crack at the bend position. uncontrollable spring back make Radar Mouting surface flatness deviation 0.75mm, false obstacle avoidance alarm, and trajectory deviation, put the project behind the schedule, highly in the need of chassis bending professional manufacturer to do the custom robotics chassis bending modification.
LS Manufacturing Solution:
<ул>
Once the customer brings the 3D drawings to the LS Manufacturing group, customer 3D drawings are downloaded and an individualized DFM optimization solution is delivered in 24 hours, customer original (overly) small Radius (R- angle) is taken out and corrected in a 3.0t bend radius which is more appropriate for 6061-T6 properties, preventing any potential cracks from happening early on.
In processing stage, for CNC bending machine applied for AMADA with 650nm laser automatic calibration system and dynamic springback compensation, with the ultimate yield strength for this batch of (the different shapes) aluminum materials, with an air-cushioned mark free mold protecting sheet metal surface.
Once the product is formed it is imparted to a high-temperature aging heat treatment process to fully relieve the residual stress within the product. Finally, 100% inspection of radar mounting holes is carried out with Hexagon CMM.
Results and Value:
The first in the project achieved much beyond the first: Chassis tolerances are precisely controlled within 0.05mm. The angle load tolerances are locked at 0.2°. The radar mounting surface flatness is improved to 0.12mm. All these enabled sensor malfunction to be resolved and be a thing of the past.
Equipment passed the 200,000 times full load fatigue tests, 22% reduced chassis weight, the project cycle shortened 35 days, the customer signed the 3 year exclusive mass production contract with us. This case study fully proved top quality, efficient custom robotics with the best quality, reliable and cost-effective chassis bending technology on the market can handle all these three important pain points.
<блок-цитата>
This case shows that through this precision bending technology, all the three major problems, chassis cracking, accuracy deviation, and long cycle time, can be addressed all at the same time, and so it is willing for the high-end customized heavy-duty AGV application. Do you want to get the same high-quality application result? Have a try of the professional and reliable custom robotics chassis bending service, you can fast check a range of related project cases, submit drawings and get one attractive project quotation!
Часто задаваемые вопросы
Q1: As for robot chassis bending services, how about the bending radius of 6061-T6 aluminum alloy?
To avoid surface micro-cracks during bending 6061-T6 aluminium alloy sheet, the controlling the minimum bending radius of sheet metal is 2.0~2.5 times thickness of sheet at most. And the bending line should be in a right angle with the grain direction at the same time for fully avoiding stress cracking.
Q2: In what way does LS Manufacturing manage the tight angle tolerances for custom orders of bending lightweight frames?
For our CNC bending machines, we installed a 650nm wavelength axis measurement system from Laser technology. The CNC is capable of detecting any deviation automatically, it also compensates for the spring back in real time, this way keeping the robot chassis bending angle within the tolerance of 0.25°, ensuring the accuracy of forming.
Q3: Is your robotic metal bending department capable of converting welded complex assemblies into a single forming piece?
They can be optimized, strengthened. Engineers equipped with a pre-mounted DFM can turn multi-segment welded assemblies into single-piece multi-pass bending structures, as they can be more easily manufactured, being in turn capable of cutting down on the customer's welding labor costs by 35%.
Q4. What types of surface scratch resistance standards do you require for exterior car parts or medical grade robot frame bending?
It is high pressure nylon and polyurethane. Non-marking mold liner, R-angle urethane upper mould processing is mirror polishing, no hard contact friction throughout the process, and finished product has a high-end appearance requirement of on all of special alloy at 100% zero indentation & zero scratches.
Q5: LS Manufacturing In particular as a chassis Bending Manufacturer, how do LS Manufacturing measure the final Geometrical form, spatial form & position tolerances of robot chassis?
We have hexagon coordinate measurement machine and powerful blue light 3D laser scanner to carry out 100% inspection on important dimensions, e.g.chassis flatness, coaxiality etc. An all quality control inspection reports are always issued to every batch of products.
Q6: How long is the lead time required for SCML to purchase the small batch samples of precision metal bending services?
Once the drawings from our customers have been checked by DFM manufacturability, we slot the machine out quickly using universal combination molds, no more open the mold. 3-5 working days, standard high-precision chassis samples will be readily available. You can easily upload drawings, inquire into details, and rapidly secure accurate project quotations and customization schedules.
Q7: How do you protect your customers' sensitive and highly confidential research and development drawings (IP) used for bending custom robot chassis?
Before fetching the STEP / IG S R&D drawing, we sign the bilateral confidential agreement.Files are only kept on a local secure server.Total project management adopted by our production workshop ensures a complete protection of your customers' intellectual property.
Q8:Is Ltd strict about the minimum order quantities when becoming a high-end robot chassis bending service provider?
We implement a zero MOQ policy for high-tech R&D projects, which allows us to flexibly accept one scientific research-grade prototype prototyping order while simultaneously meeting the demand for thousands of automotive-grade annual mass production orders.
Сводка
The robot chassis bending is a precision systems engineering that includes materials mechanics, CNC algorithms, closed loop quality inspection. Weighing in light weight load sharing, avoiding cracks, controlling of spring back and optimize tolerance are the essential factors to the success of the various robots operation stability. Proper material choice, standard process system and full quality inspection are the key utilization to solve chassis failure, and also bring the high-end robot hardware iteration.
The robust quality of robotics chasis bend services can alleviate equipment deformations, sensor misalignments and structural failure issues, which lower the risk of high-based maintenance expenses and offer the unique product advantage.
LS manufatureings gives zero MOQ orders to meet the demands for prototyping, pilot runs as well as mass production, including all robotic processing applications. Send us 3D models now, we will do the DFM report in 24 hours for you and offer personalized process and cost optimization. Using professional precision metal bending service and automotive grade process, we can make your project come into life.
Содержимое этой страницы предназначено только для информационных целей. Услуги LS Manufacturing Не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуемые детали Расценки. Определите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке на станках с ЧПУ, производству листового металла, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность, качество и профессионализм отбора. Чтобы узнать больше, посетите наш сайт:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.