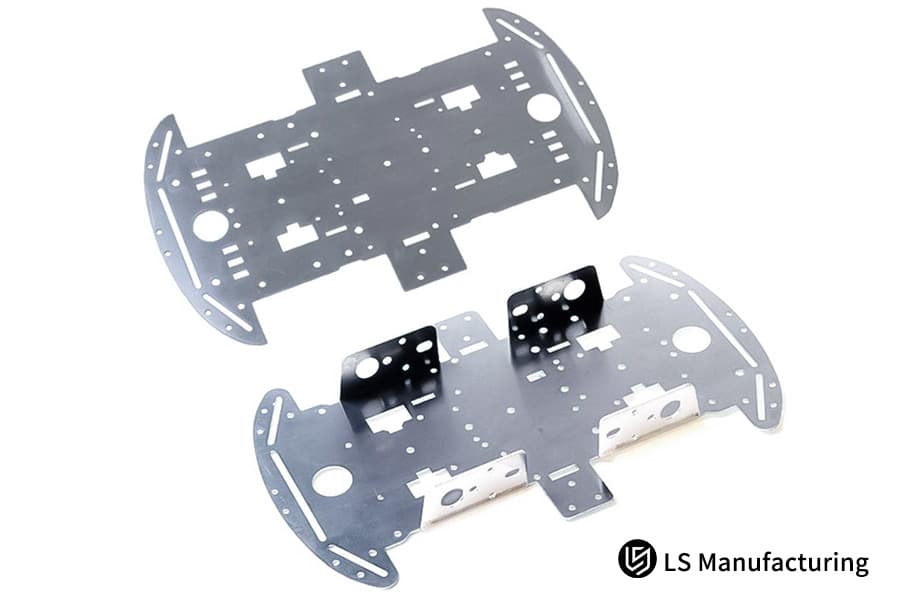
Servicio de doblado de chasis robótico es un servicio personalizado de doblado de metales de precisión adecuado para AGV/AMR y robots médicos. Puede abordar eficazmente dificultades relacionadas con la industria, como grietas por flexión, recuperación elástica incontrolable y variaciones de tolerancias de orificios en chasis de robots de paredes delgadas. En la actualidad, en el desarrollo de procesos de robots livianos, la flexión de la aleación de aluminio 6061-T6 y el acero de alta resistencia es fácil de causar microfisuras y recuperación elástica incontrolable, exceder los límites de tolerancia de los agujeros en cargas pesadas afecta directamente la estabilidad de la operación del equipo. El proceso estándar no considera las características de estrés dinámico del robot, lo que fácilmente conduce a la fractura por fatiga del chasis y la desviación del eje del sensor.
Basado en 20 años de experiencia en procesos maduros, LS Manufacturing puede realizar un control de tolerancia de alta precisión de 0,05 mm y desarrollar un servicio integral desde el diseño DFM hasta la fabricación personalizada de lotes pequeños. Esta guía analiza los puntos principales del proceso de doblado de chasis de robot.

Descripción general rápida de las tecnologías principales en el doblado de chasis de robots
Nos centramos en resumir las normas técnicas esenciales y los requisitos de implementación del doblado de metal, orientar rápidamente a los puntos de control clave del mecanizado de precisión, ofrecer una referencia intuitiva a la I+D y la compra del chasis del robot, y evitar los errores comunes del proceso.
| Dimensiones principales | Estándares técnicos | Valor de la aplicación | Requisitos de cumplimiento | ||
| Parámetros de plegado del material | 6061-T6 radio de curvatura mínimo ≥2,5 t, curvatura de grano perpendicular. | Elimina completamente las microfisuras por flexión y las grietas por corrosión bajo tensión. | Especificaciones de conformado de materiales de grado aeroespacial | ||
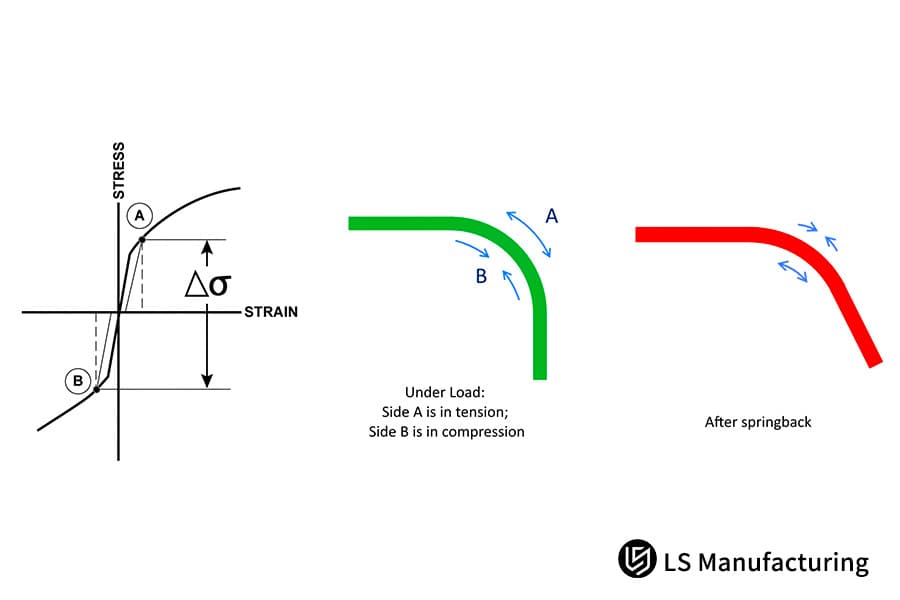
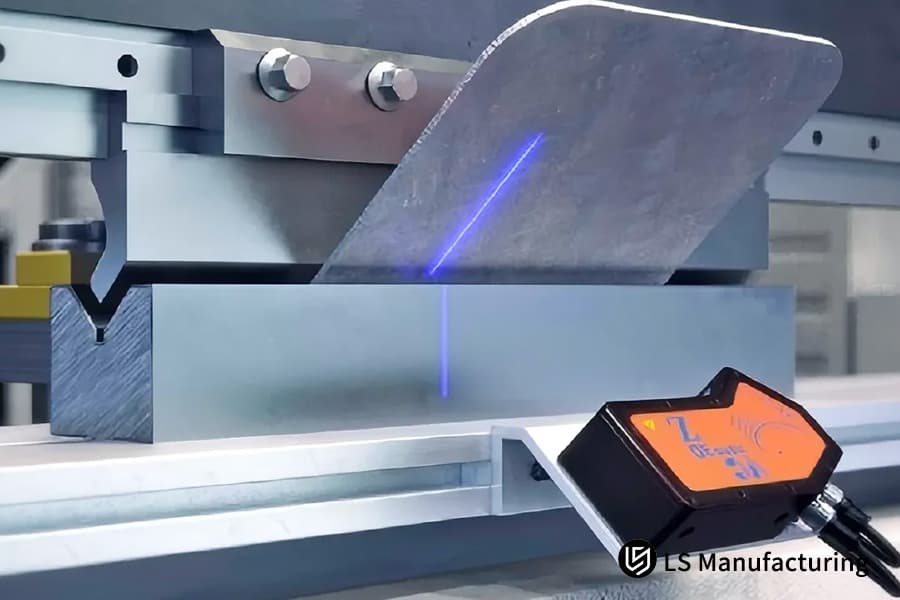
| Control de precisión del Springback | Compensación dinámica láser, tolerancia de recuperación elástica ≤±0,3°. | Garantiza la coaxialidad de los orificios multieje, evitando la desalineación del sensor. | Estándar de proceso IATF 16949 | ||
| Tolerancia general de formación | Tolerancia acumulativa de múltiples dobleces ≤±0,05 mm. | Elimina las interferencias de montaje, adaptándose al montaje de equipos de alta precisión. | Estándares de fabricación de robots industriales | ||
| Sistema de inspección de calidad | CMM 100 % de inspección completa + inspección de escaneo 3D. | Control de cobertura total de las tolerancias de forma y posición, logrando una entrega sin defectos. | Estándares de acceso al mecanizado de precisión de alta gama |

| Tipo de material | Límite elástico (MPa) | Resistencia a la tracción (MPa) | Grosor de placa compatible (mm) | Radio de curvatura óptimo | Reducción de peso |
| Aleación de aluminio 6061-T6 | 414 | 510 | 1.5-4.0 | 2,5t | 40% |
| Aleación de aluminio 5052-H32 | 193 | 331 | 2.0-3.5 | 2.0t | 32% |
| Aleación de titanio Ti-6Al-4V | 860 | 930 | 1.2-3.0 | 3.0t | 45% |
| Acero de alta resistencia Q355 | 355 | 800 | 3.0-4.0 | 1,8t | 15% |
| Acero inoxidable 304 | 205 | 520 | 1.2-2.5 | 2,2t | 20% |
| Categoría de prueba | Estándar industrial | Estándar médico | Método de prueba | Escenarios aplicables | |
| Tolerancia del ángulo de flexión | ±0,5° | ±0,25° | Inspección láser en tiempo real | Robots quirúrgicos, robots complementarios | |
| rugosidad de la superficie | Ra 1.6 | Ra 0,4 | Inspección completa del probador de rugosidad | Carcasa estéril para equipos médicos | |
| Tasa de reducción del espesor de la pared | ≤12% | ≤8% | Verificación puntual del calibrador micrométrico | Chasis médico de alta carga | |
| Defectos de sangría de superficie | Se permite una ligera sangría | Cero sangrías, cero rayones | Inspección visual + Inspección con lupa | Superficies de contacto médicas estériles | |
| Grietas microscópicas | Se permiten líneas finas | Cero grietas microscópicas | Inspección con microscopio metalúrgico | Equipo de contacto/implantable a largo plazo |

| Material de hoja | Espesor (mm) | Apertura en V del troquel (mm) | Ángulo de recuperación elástica natural | Ángulo de recuperación elástica compensado | Tasa de mejora de la precisión |
| Aleación de aluminio 6061-T6 | 1,5 | 12 | 1,8° | 0,22° | 87,8% |
| Aleación de aluminio 6061-T6 | 2.0 | 16 | 2,1° | 0,25° | 88.1% |
| 304 Stainless Steel | 1.2 | 10 | 2.5° | 0.28° | 88.8% |
| 304 Stainless Steel | 2.0 | 14 | 2.8° | 0.30° | 89.2% |
| Ti-6Al-4V Titanium Alloy | 1.5 | 12 | 3.2° | 0.32° | 90.0% |