
알루미늄 스탬핑 서비스는 고급 경량 부품에 사용되는 주요 처리 방법이며 균열, 과도한 스프링백, 불필요한 버와 같은 6061-T6 알루미늄 합금의 주요 문제를 해결합니다. 이 서비스는 부품의 각도 공차 0.5, 버 높이 0.03mm, 배치 크기 CPK 1.33을 보장할 수 있습니다. 주로 새로운 에너지 및 자동화 장비의 대규모 생산에 대한 수요로 인해 알루미늄 스탬핑에는 6061-T6의 높은 항복 강도 문제를 해결하기 위한 특수 공정이 포함되어 있으므로 기존 스탬핑 수율을 능가하고 수십만 개에 대해 무결함 배송을 제공하며 2차 가공 비용을 완전히 없앨 수 있습니다.
현재 신에너지 및 산업 자동화 분야에서 경량 구조 부품을 구매할 때 6061-T6 스탬프 부품이 다양한 품질 결함에 매우 취약하기 때문에 문제에 직면하는 경우가 많습니다. 주된 이유는 재료의 항복 강도 비율이 높고 소성 변형 공간이 적기 때문입니다. 게다가, 대부분의 기존 공장에는 적절한 맞춤형 프로세스를 개발할 능력이 없습니다. 이로써 LS제조의 탄탄한 기술 시스템이 정밀 가공 솔루션을 통해 자세하게 설명되며, 이를 통해 바이어에게 실질적인 공급업체 평가 기준이 제공됩니다.

6061-T6 알루미늄 스탬핑 기술: 핵심 매개변수 및 주요 결론
이 장에서는 6061-T6 알루미늄 스탬핑의 주요 기술적 특징과 생산 실험 결과를 수집했습니다. 전체 데이터 세트는 대량 생산 테스트에서 나온 것이며 조달 시 공급업체 선택 시 주요 참고 자료
로 사용될 수 있습니다. <테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">주요 사항
- 스프링백 오류 전혀 없음: 우리는 전체 서보 몰드 스프링백 보상 기술을 사용하여 6061-T6 구조 부품의 각도 공차가 0.5° 이내로 매우 정확하게 제어됩니다.
- 균열 없는 부품 제작: 굽힘 반경 R/t가 2.5 이상이어야 한다는 기본 설계 표준을 구현함으로써 인장 균열 발생이 완전히 사라졌습니다.
- 높은 규정 준수 배송: 핵심 치수 CPK 1.33을 통해 버(burr) 없이 100,000개 이상의 부품을 배송할 수 있어 매우 높은 수준의 배송 규정 준수가 가능합니다.
정밀 구조 부품 제조를 위해 LS제조의 알루미늄 스탬핑 서비스를 선택해야 하는 이유는 무엇인가요?
전문 알루미늄 스탬핑 제조의 핵심은 장점만 있는 단일 장비가 아닌 제어 가능한 공정 시스템과 대량 생산 안정성입니다. LS제조에서는 측정 데이터와 규정 준수 시스템을 활용하여 업계에서 흔히 발생하는 대량 생산 문제를 해결하고 있습니다.
3개월 간의 배치 스탬핑 실험을 통해 6061-T6 알루미늄 스탬핑에서 배치 품질 문제의 80% 이상이 호환되지 않는 금형 매개변수와 폐쇄 루프 온도 제어 시스템의 부재로 추적될 수 있었습니다. 이는 업계 전반에 걸친 문제이며 우리 팀은 배포 기간 동안 이를 다시 확인했습니다. 우리는 SAE J1113-2020 정밀 금속 성형 표준을 엄격하게 준수하는 공정 시스템을 보유하고 있습니다. 재료 선정부터 대량생산 품질관리까지.
우리는 업계 관행을 참고한 후 기존의 일반적인 스탬핑 공정을 포기하기로 결정하고 6061-T6 재료의 특성에 맞는 독점적인 매개변수를 설계했습니다. 우리는 ASTM B98/B98M-21 알루미늄 합금 처리 표준을 준수할 뿐만 아니라 CAE 시뮬레이션을 통해 변형 위험을 예측하려고 노력할 뿐만 아니라 균열, 스프링백 및 균열이라는 가장 일반적인 세 가지 문제를 완벽하게 해결하는 IATF 16949 준수 품질 관리 시스템을 포함합니다. 버.
<인용문>독점 금형 코팅 기술과 동적 틈새 계산 솔루션 덕분에 고객이 스탬프한 부품의 폐기율을 0.5%까지 낮게 유지하여 숨겨진 조달 비용을 대폭 줄일 수 있습니다.전용 정밀 스탬핑 사례 연구 백서를 무료로 받아 알루미늄 스탬핑 서비스의 대량 생산 적응성을 신속하게 확인하고 프로젝트를 정확하게 평가하세요. 타당성.

6061-T6 알루미늄 스탬핑 서비스가 알루미늄 작업을 위한 고중량 정밀 금속 스탬핑 중에 균열이 발생하기 쉬운 이유는 무엇입니까?
강도가 높은 재료 특성으로 인해 6061-T6 알루미늄 스탬핑은 고톤수 스탬핑 작업 중에 균열 결함이 발생하기 매우 쉽습니다. 이 금속은 완전히 시효 경화되어 연신율이 매우 낮으며 요드 당알갱이가 높은 응력을 받은 상태로 유지됩니다. LS제조는 극도로 정확한 공정관리를 통해 뿌리부터 스탬핑 크랙이 발생할 가능성을 완전히 제거합니다.
재료에 미세구조적 결함이 있는 이유
고강도 알루미늄 입자의 분포는 성형 작업 중 최종 제품을 형성하는 데 매우 중요합니다. 6061-T6은 시효 경화된 후 곡물이 촘촘하게 쌓여 있고 국부적인 응력이 높아 부드러운 플라스틱 흐름을 얻는 것이 거의 불가능합니다. 세로 방향과 가로 방향으로 압연된 재료의 경우 성형 한계(FLD)의 차이가 15%에 달할 수도 있습니다.
잘못된 패킹 방향은 미세한 찢어짐의 직접적인 원인일 수 있습니다. 표준화된 공정 제어를 통해 이러한 성형 결함 가능성을 효과적으로 제거하고, 알루미늄 정밀 금속 스탬핑에서 안정적인 성형 결과를 얻을 수 있으며, 스탬핑 결정립 제어 공정 표준을 정밀하게 수행할 수 있습니다.
신에너지 배터리 브래킷 스탬핑 프로젝트 경험에 따르면 제품의 균열 발생은 재료 롤링 방향과 굽힘 응력선 사이의 각도에 따라 결정됩니다.
대량 생산 공정 매개변수 회피 솔루션
매우 정확한 공정 비율을 통해 균열 위험을 완전히 제거할 수 있습니다. 기본 작업은 전문적인 스탬핑 속도 교정 표준을 참조하며 특히 다음 세 가지 사항을 규정합니다.
<올>6061-T6 알루미늄 스탬핑에서 균열 문제를 완전히 방지하려면 무료 일대일 공정 매개변수 조정 상담을 받아보세요. 전문적인 알루미늄 스탬핑 서비스를 활용하여 맞춤형 스탬핑 솔루션을 개발하여 대량 생산 균열 문제를 근본적으로 해결할 수 있습니다.

그림 1: 6061-T6 합금으로 제작된 브래킷과 같은 다양한 알루미늄 스탬프 부품의 디스플레이.
엄격한 치수 공차를 보장하기 위해 경량 구조 스탬핑 서비스에서 스프링백을 제거하는 방법
경량 구조 스탬핑 서비스 제품의 부품 스프링백과 치수 편차는 대부분 재료의 높은 탄성 계수와 항복 강도로 인해 발생합니다. LS제조에서는 역굽힘 보상 각도의 사전 설정을 위해 CAE 유한 요소 동적 시뮬레이션을 사용하고 있으며, 첨단 서보 압력 유지 기술을 사용하여 부품의 스프링백 오차를 0.5로 유지합니다.
시트 두께와 스프링백 양 매핑
시트의 두께는 스프링백에 영향을 미치고 결국 치수 편차를 초래하는 주요 매개변수 중 하나입니다. 다양한 시트 두께로 인한 스프링백 수준의 차이도 알려진 특정 패턴을 따릅니다. 전문적인 알루미늄 스탬핑 제조 공정에서는 시트 두께 매개변수를 기준으로 스프링백 수준을 결정하고, 전문가의 스탬핑 압력 조정을 통해 정확한 보상 단계를 적시에 수행하고 최상의 성형 결과를 얻을 수 있습니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">다이 온도 균형 정확도 제어
다이 온도 균형 제어는 스프링백 오류의 간극 변화를 직간접적으로 나타내는 다이 온도 변화를 유지하여 스탬핑 정확도를 안정화합니다. 물론 열 변형이 치수 정확도 손실의 원인이 되지 않도록 대량 생산에서는 항상 금형 온도를 제어하는 것이 중요합니다.
이외에, 다이 설계를 검토함으로써 공급업체의 경량 스탬핑 능력을 직접 측정할 수 있습니다. 이는 가장 효율적인 스탬핑 스프링백 억제 구현을 위한 요구 사항입니다. 솔루션.
간단히 말하면, 이 동적 보상 시스템은 재료의 탄성 회복 오류를 발생시키지만 이러한 오류를 사전 예방적인 방식으로 상쇄합니다. 이는 치수 균일성이 유지될 뿐만 아니라 부품 배치마다 배치가 향상된다는 의미입니다. 그리고 이는 실제로 고품질 맞춤형 알루미늄 스탬핑을 보장하는 근본적인 기술 기반입니다.
<인용문>부품의 시트 두께와 굽힘 매개변수를 입력하여 정확한 스프링백 보상 계산을 무료로 받아 경량 구조 스탬핑 서비스의 치수 정확도를 보장하세요.
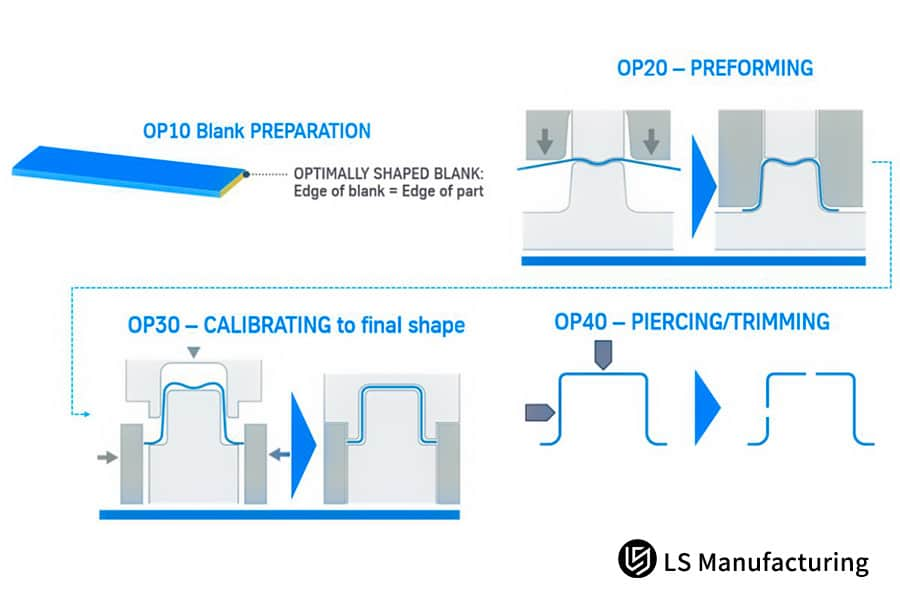
그림 2: 금속 스탬핑 작업 흐름의 OP20 사전 성형 단계를 보여주는 기술 다이어그램.
2차 디버링 없이 깨끗한 전단 가장자리를 달성하기 위한 맞춤형 알루미늄 스탬핑에서 최적의 공구 간격은 무엇입니까?
맞춤형 알루미늄 스탬핑에서 정확한 펀치 다이 간격은 버(burr) 없이 전단 표면을 만들어 2차 마무리 작업이 필요하지 않은 이유입니다. LS 제조 과정에서 표준 스탬핑 클리어런스 매개변수의 사용이 중단될 뿐만 아니라 6061-T6에 대한 독점 클리어런스 매개변수가 생성되어 단면 품질이 획기적으로 향상되고 완제품의 정확도가 안정화됩니다.
통관 실패 시나리오 분석
스탬핑 클리어런스 불량 분석은 단면 품질 결함을 효과적으로 방지하는 데 도움이 됩니다. 매우 작거나 매우 큰 간격은 다른 품질 문제를 일으키고 스탬프가 찍힌 6061 부품의 품질에 큰 영향을 미칩니다. 스탬핑 엣지 전문 최적화는 단면 결함을 눈에 띄게 개선할 수 있는 처리 방법입니다.
- 10%t 미만의 틈새: 2차 전단이 발생하여 금형이 손상될 뿐만 아니라 부품 단면에 긁힘도 남깁니다.
- 12%t 이상의 틈새: 가장자리가 거칠어지고, 버가 더 심하게 자극되고, 모서리가 과도하게 무너지기 때문에 2차 마무리 수리가 필요합니다.
대용량, 안정적인 정밀 솔루션
WC-Co 카바이드 금형 인서트와 저점도 특수 스탬핑 오일을 함께 사용하면 장기간 표준 수준의 간격을 유지할 수 있습니다. 무엇보다도 금형 마찰 마모가 줄어듭니다. 또한, 수십만개 대량생산 시에도 전단단면 품질의 안정적인 생산을 보장함으로써 맞춤형 알루미늄 스탬핑 납품 품질을 안정화하고 장기적인 스탬핑 공차 제어를 가능하게 합니다.
전문 알루미늄 스탬핑 제조 공급업체가 연속 멀티 스테이션 프로그레시브 다이 온도 안정성을 제어해야 하는 이유는 무엇입니까?
진행 중인 멀티 스테이션 생산 중에 금형에 상당한 열이 축적되면 알루미늄이 달라붙어 모양이 변형되는 등의 문제가 발생할 수 있습니다. 이는 알루미늄 스탬프 제조에서 생산 배치의 전반적인 품질에 큰 영향을 미칠 수 있습니다. LS제조에서는 금형 온도를 일정하고 최상의 상태로 유지하는 데 도움이 되는 금형 마이크로채널 순환 냉각 시스템을 설치하여 지속적인 대량 생산이 가능합니다.
알루미늄 손상으로 인한 품질 위험
알루미늄 마모 결함을 방지하는 것은 대규모 생산의 품질을 관리하는 데 필수적입니다. 알루미늄 마모는 부품(A등급)의 표면 평탄도를 저하시킬 뿐만 아니라 영구적인 긁힘을 남겨 즉시 부품 폐기 및 숨겨진 조달 비용의 상당한 증가를 초래합니다. 따라서 안정적인 다이 냉각 제어 시스템을 통해 최고 수준의 알루미늄 스탬핑 서비스가 도전에 저항하는 것은 주요 대량 생산 결함 중 하나입니다.
핵심에 달라붙는 알루미늄의 위협을 해결하기 위한 몇 가지 주요 솔루션은 다음과 같습니다.
- 금형 온도 일관성: 마이크로채널 순환 냉각 시스템을 사용하여 금형의 작동 온도를 28℃~35℃ 사이에서 지속적으로 조절하여 고온으로 인해 발생하는 알루미늄 접착을 방지합니다.
- 우수한 금형 코팅: CrN 및 TD 열확산 내마모 코팅을 적용하면 금형과 알루미늄 소재 사이의 마찰 계수를 낮추는 역할을 하여 알루미늄 접착과 소재 수준의 긁힘을 방지합니다.
- 특수 윤활 방법: 6061-T6 단일 저점도 스탬핑 오일을 사용하는 것이 이상적이며 동시에 스탬핑 열을 버리고 부품 표면을 정밀하게 유지합니다.
몰드 코팅제의 접착방지 성능 비교
다양한 코팅의 알루미늄 방지 접착 특성은 크게 다르며 금형의 수명과 대량 생산 안정성이 직접적으로 결정됩니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">간단히 말하면 안정적인 온도를 유지하고 우수한 코팅을 사용하는 이중 작용을 통해 금형의 고정밀 상태를 장기간 유지할 수 있습니다. 결과적으로 일련의 부품에서 표면 결함이 발생하는 것을 방지할 수 있습니다. 이는 표준 정밀 알루미늄 스탬핑 서비스의 핵심 산업 프로세스이며 전체 스탬핑 품질 모니터링 시스템을 향상시킵니다.

그림 3: 스탬핑 실패 가능성을 보여주는 깨진 알루미늄 부품의 클로즈업.
LS 매뉴팩쳐링은 정밀 알루미늄 스탬핑 서비스 대량 생산 시 자동차 등급 IATF 16949 준수를 어떻게 입증합니까?
코어 생산을 위해 엄격하게 시행되는 자동차 등급 표준을 통해 수십만 개의 대량 생산을 위한 결함 없는 정밀 알루미늄 스탬핑 공급이 가능합니다. LS제조는 표준화된 관리 및 디지털 처리와 함께 대량 생산을 위한 IATF 16949 요구 사항을 충족하는 것을 목표로 전체 생산 과정에 걸쳐 폐쇄 루프 품질 관리 시스템을 구축했습니다.
이중 인증 출시 규범
품질 인증을 시행하려면대량 생산 과정 전반을 표준화해야 합니다. 공장에서는 더욱 엄격한 기본 품질 관리 ISO 9001 및 자동차 등급 표준 IATF 16949를 예외 없이 구현합니다. 이는 원자재 섭취부터 완제품 배송까지 다양한 단계에서 추적성과 제어를 보장합니다. 이러한 방식으로 최고 품질의 맞춤형 알루미늄 스탬핑 프로젝트 수요에 대한 공급 수용도 실현되며 금속 스탬핑 재료 매칭 표준이 엄격하게 준수됩니다.
이중 인증 계통의 주요 제어 요소:
<올>위험 예측 및 제어 메커니즘
스탬핑 균열, 치수 변형, 표면 결함 등은 DFMEA/PFMEA 고장 모드 분석을 기반으로 사전에 식별됩니다. 공정 전반에 걸쳐 재료 성능과 설계 표준의 일관성을 확인하기 위해 6061-T6 금속 구조 샘플링 검사가 도입되었습니다. 이를 통해 정밀 알루미늄 스탬핑 서비스의 규정을 준수하는 대량 생산이 보장됩니다. 실제로 스탬핑 매개변수를 주의 깊게 조정하면 대량 생산의 위험이 제거됩니다.

그림 4: 알루미늄 자동차 부품을 대규모로 스탬핑하는 산업 생산 라인.
스탬핑된 6061 부품 조달에서 원시 6061-T6 재료 게이지 변화와 가변 비용 사이의 실제 상관관계는 무엇입니까?
스탬핑된 6061 부품의 배치 치수 편차 및 폐기 손실의 주요 원인 중 하나는 원자재 두께 공차의 변동이며, 이로 인해 가변 조달 비용도 증가합니다. 두께의 사소한 변화는 스탬핑 중 응력 조건을 변경하고 배치의 치수 편차를 유발할 수 있습니다. 원자재 공차를 엄격하게 관리하면 이러한 문제를 방지할 수 있습니다.
높은 자재 허용 비용
자재 허용 비용 상관관계는 총 조달 비용이 얼마나 영향을 받는지 보여줍니다. 표준 공차 재료를 사용하는 재료 공급업체에서는 배치 폐기율 5%가 발생할 수 있으며, 이는 높은 재작업 및 폐기 비용으로 이어지며 스탬프가 찍힌 6061 부품의 전체 조달 예산을 크게 증가시킵니다. 매우 정확한 제어를 통해 효율적인 스탬핑 결함 제거에 도달할 수 있습니다.
높은 활용 비용의 소형화
Material utilization through refined nesting optimization is Really increased, up to 82%. Highly consistent raw materials, with this, can greatly reduce mass production variable costs. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How To Minimize Engineering Change Orders In 6061-T6 Aluminum Stamping Workflows Through Early Custom Aluminum Stamping DFM Analysis?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
<올>Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
| Project Parameters | No DFM Pre-analysis | Full DFM Pre-analysis Optimization | Improvement Effect |
| Engine Change (ECO) Frequency | 4-6 times/project | 0-1 times/project | Change rate reduced by over 85%. |
| Mold Trial Success Rate | 65%-70% | ≥95% | Significantly shortened trial molding cycle. |
| Project Delivery Cycle | 35-40 working days | 21-28 working days | Delivery efficiency improved by 30%+. |
| Trial Molding Material Loss Rate | 8%-12% | ≤2% | Significantly reduced trial molding cost. |
How LS Manufacturing Solved a Critical 15% Cracking Defect Rate In a Client Automotive-Grade 6061-T6 Battery Pack Bracket Metal Stamping Project?
Problems with unreasonable mold design and the manufacturing process might result in high-frequency cracking, a common defect in precision metal stamping for aluminum finished products. This case study tackles 15% cracking defect in the 6061-T6 battery pack bracket by making thorough process optimization and rectification, stable mass production with zero defects was achieved.
Customer Challenge
A Tier 1 supplier of a North American new energy vehicle manufacturer was changing the design of a 2.5mm thick 6061-T6 battery pack suspension structure bracket. The component's 90 bending structure should have been able to resist the high-frequency vibrations.
The original supplier used traditional die-casting bending technology, which was not suited to the characteristics of 6061-T6 aluminum stamping material and left out the precise stamping stress control. It caused a 15% microscopic tensile cracking rate on the inner bending side resulting in fracture failure after the 5000 vibration fatigue cycles. The project might be stopped and be subject to claims.
LS제조솔루션
LS Manufacturing engineering team after taking over carried out complete DFM optimization and rectification, which is also the actual implementation of our exclusive troubleshooting guidelines:
<올>결과 및 가치
After the project was put into operation in mass production, the 400-ton servo stamping production line achieved an absolute 0% crack rate, the core positioning hole CPK value maintained at 1.42, and the manufacturing unit cost was reduced by 28% compared to before, with the unit cost dropping to $1.82. The parts passed the 50,000 high-frequency vibration tests, completely solving the fatigue fracture problem. The customer then ordered 300,000 units exclusively per year.
<인용문>This case clearly demonstrates the mass production value of custom precision metal stamping for aluminum and offers a mature implementation model for the mass production of high-end stamped 6061 components based on a mature stamping quality optimization solution. Submit your precision stamping project requirements to obtain a similar customized rectification solution and completely solve the problems of part cracking and dimensional failure.

FAQ
Q1: What is the minimum order quantity (MOQ) for your custom aluminum stamping service at LS Manufacturing?
For 6061-T6 lightweight structural components, we can provide prototype samples starting from a single piece only, with the use of a soft mold quick-assembly structure for rapid prototyping. For bulk production progressive die stamping orders, a minimum order of 2000 pieces is suggested to cover mold development expenses and get the best per-piece price.
Q2: How does LS Manufacturing ensure that the T6 temper of 6061 aluminum is not compromised during precision metal stamping for aluminum?
All operations are performed using cold stamping physical processing, accompanied by a separate high-heat-dissipation lubrication system. The parts' temperature is allowed to rise only to less than 45℃, so that the initial metallographic structure of 6061-T6 is not damaged in any way and the material properties like yield strength and hardness remain intact.
Q3: Can your aluminum stamping manufacturing process support complex 3D lightweight structural parts design?
It is able to batch produce the forming of complex 3D structural parts. With the help of a 600-ton multi-station progressive die and servo stamping production line, it is possible to carry out a series of combined operations like deep drawing, punching, and indentation, this way being in line with the processing requirements of high-rigidity, complex curved, and lightweight parts.
Q4: What surface treatment options are available after the 6061-T6 aluminum stamping service is completed?
Apart from Hard Anodizing, we offer micron-level sandblasting, chemically conductive oxidation, and corrosion-resistant electrophoretic polishing. Each of the finish is implemented with film thickness measurement and salt spray testing, reaching the automotive and military level quality standards.
Q5: How do your technical staff control the tooling delivery lead time for high-volume custom aluminum stamping projects?
We control the tooling delivery time by using our proprietary digital mold design and CNC machining workshop with rapid DFM feedback and prototype mold cycles in 7-10 working days. For large-volume progressive dies, it is a well-planned and controlled process from design to first-piece delivery within 21-28 working days.
Q6: What is the average tooling lifespan for a progressive die used for stamped 6061 components?
Die components are made of the best imported raw materials including cemented carbide and high-speed steel, which are further treated with ultra-deep cryogenic treatment and TD coating. With this, a single die can have a stable and reliable service life of between 500,000 and 1 000 000 strokes, because of this are capable of supporting long-term large-scale production operations.
Q7: How does LS Manufacturing protect my proprietary designs and intellectual property (IP) during the custom aluminum stamping bidding phase?
One option is to sign an NDA, a legally binding two-way confidentiality agreement before disclosing. Our company server is equipped with an encrypted hierarchical management method. This way, 2D/3D drawings are strictly controlled by the management system to prevent unauthorized access and leakage of drawings, which can be considered as comprehensive protection of our client's intellectual property.
Q8: How can I obtain an accurate custom aluminum stamping manufacturing quote and how long does it take?
To get an accurate quote first you need to upload 2D/3D engineering drawings of the parts plus your batch size and surface treatment requirements. Our experienced technical assessors will then provide a detailed and transparent quotation including die fees and unit cost within 24 hours.
요약
Precision stamping of 6061-T6 aluminum alloy is far from a standard manufacturing operation. It is a comprehensive engineering well-thought process integrating material micromechanics, simulation prediction, and precision mold manufacturing. Industry problems like part cracking, dimensional springback, and excessive burrs are basically unintentional defects resulting from the incompatibility between process parameters and material properties.
Cleverly combined bending radii, dynamic blanking clearances, constant temperature mold control, and automotive-grade quality control systems, the inherently difficult mass production of lightweight aluminum alloy stamping can be completely solved, because of this giving both part structural strength and lightweight advantages.
High-quality precision aluminum stamping services are the first step towards helping the mid-to-high-end manufacturing supply chains face quality risks, minimize hidden costs, and guarantee delivery stability, thereby becoming one of the main pillars for project implementation. Process defects shouldn't be a reason for letting project progress suffer or supply chain profits be gradually lost, with the help of specialized technical solutions, mass production with zero defect and highest compliance becomes possible.
Today, you can receive a free exclusive DFM drawing compliance assessment service. Be it automotive chassis components, automated structural brackets, or precision electronic housings, upload your CAD drawings and get a tailor-made processing feasibility report within 24 hours, ensuring the best stamping processing solution.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
면책조항
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. 제3자 공급업체나 제조업체가 LS Manufacturing 네트워크를 통해 성능 매개변수, 기하학적 공차, 특정 설계 특성, 재료 품질 및 유형 또는 제작 기술을 제공할 것이라고 추론해서는 안 됩니다. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS 제조팀
LS Manufacturing은 업계를 선도하는 기업입니다. 맞춤형 제조 솔루션에 중점을 둡니다. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. 우리는 전 세계 150여 개국의 고객에게 빠르고 효율적인 고품질 제조 솔루션을 제공합니다. 소량 생산이든 대규모 맞춤 제작이든 24시간 이내에 가장 빠른 배송으로 고객의 요구를 충족시켜 드립니다. LS제조를 선택하세요. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


