
Service d'estampage de l'aluminium est la principale méthode de traitement utilisée pour les composants légers haut de gamme et résout les problèmes majeurs des alliages d'aluminium 6061-T6, comme les fissures, le retour élastique excessif et les bavures inutiles. Le service peut garantir une tolérance d'angle de 0,5 pour les pièces, une hauteur de bavures de 0,03 mm et une taille de lot CPK de 1,33. Principalement en raison de la demande de production à grande échelle de nouveaux équipements énergétiques et d'automatisation, l'emboutissage de l'aluminium est accompagné de processus spéciaux pour résoudre le problème de haute résistance au rendement du 6061-T6, de sorte qu'il est capable de dépasser le taux de rendement de l'emboutissage traditionnel, d'offrir une livraison zéro défaut pour des centaines de milliers de pièces et d'éliminer complètement les coûts de traitement secondaire.
À l'heure actuelle, l'achat de pièces structurelles légères dans les secteurs des énergies nouvelles et de l'automatisation industrielle est souvent confronté à des problèmes, car les les pièces estampées 6061-T6 sont très sensibles à divers défauts de qualité. La raison principale est le rapport de limite d'élasticité élevé du matériau et son espace de déformation plastique moindre. En outre, la majorité des usines conventionnelles n’ont pas la capacité de développer des processus adaptés et personnalisés. Ici, le système technologique bien établi de LS Manufacturing est illustré en détail avec des solutions d'usinage de précision grâce auxquelles les acheteurs disposent de critères pratiques d'évaluation des fournisseurs.
Technologie d'estampage en aluminium 6061-T6 : paramètres de base et conclusions clés
Dans ce chapitre, nous avons rassemblé les principales caractéristiques techniques de l'emboutissage de l'aluminium 6061-T6 et les résultats expérimentaux de sa production. L'ensemble des données provient de tests de production de masse et peut être utilisé comme référence principale dans la sélection des fournisseurs dans le cadre des achats.
| Dimensions techniques | Normes industrielles | Normes de mesure réelles de fabrication LS | Avantages client |
| Tolérance de retour élastique de l'angle | ±1,5° | ±0,5° | Élimine les défauts d'alignement de l'assemblage. |
| Rayon de courbure limité | R/t≥2.0 | R/t≥2,5 | Élimine complètement les fissures de traction. |
| Stabilité dimensionnelle du lot | CPK≥1.0 | CPK≥1,33 | Livraison stable au niveau de 100 000 pièces. |
| Hauteur maximale des bavures | ≤0,08 mm | ≤0,03 mm | Élimine le processus d'ébavurage secondaire. |
| Plage de contrôle de la température du moule | Aucun contrôle précis requis | 28℃-35℃ | Évite l'adhérence de l'aluminium et les défauts de surface. |
Points clés à retenir
- Aucune erreur de retour élastique : Nous utilisons la technologie de compensation du retour élastique du moule entièrement servo pour nous assurer que la tolérance d'angle des pièces structurelles 6061-T6 est contrôlée très précisément à 0,5° près.
- Fabrication de pièces sans fissures : En mettant en œuvre la norme de conception fondamentale selon laquelle le rayon de courbure R/t doit être d'au moins 2,5, la production de fissures de traction a été totalement éliminée.
- Expédition haute conformité : Dimension clé CPK 1.33, qui nous permet de livrer plus de 100 000 pièces sans bavure conduisant à un très haut niveau de conformité des expéditions.
Pourquoi choisir le service d'emboutissage d'aluminium de LS Manufacturing pour la fabrication de composants structurels de précision ?
Au cœur de la fabrication professionnelle d'emboutissage d'aluminium se trouveun système de processus contrôlable et une stabilité de production de masse plutôt qu'une seule pièce d'équipement qui n'a que des avantages. LS Manufacturing utilise des données mesurées et un système conforme pour aider à résoudre les problèmes courants de l'industrie liés à la production de masse.
D'après mon expérience d'estampage par lots de trois mois, 80 % ou plus des problèmes de qualité des lots dans l'estampage de l'aluminium 6061-T6 pourraient être attribués à des paramètres de moule incompatibles et à l'absence d'un système de contrôle de température en boucle fermée. Il s’agit d’un problème à l’échelle de l’industrie et notre équipe l’a revérifié pendant la période de déploiement. Nous avons un système de processus qui suit strictement les SAE J1113-2020 norme de formage de précision des métaux et mène de la sélection des matériaux au contrôle qualité de la production de masse.
Nous avons décidé d'abandonner les processus d'estampage traditionnels et généraux après avoir consulté les pratiques de l'industrie et avons conçu des paramètres exclusifs adaptés aux caractéristiques du matériau 6061-T6. Non seulement nous respectons les normes de traitement des alliages d'aluminium ASTM B98/B98M-21, mais nous essayons également de prévoir les risques de déformation via la simulation CAE, ainsi que d'inclure un système de contrôle qualité conforme à la norme IATF 16949 qui répond parfaitement aux trois problèmes les plus courants de fissuration, le retour élastique et les bavures.
Grâce à une technologie exclusive de revêtement de moules et à des solutions de calcul dynamique des jeux, le taux de rebut des pièces estampées par le client peut être maintenu à un niveau aussi bas que 0,5 %, réduisant ainsi considérablement les coûts d'approvisionnement cachés.Recevez gratuitement un livre blanc exclusif d'étude de cas sur l'emboutissage de précision pour vérifier rapidement l'adaptabilité de la production de masse des services d'emboutissage de l'aluminium et évaluer avec précision le projet faisabilité.

Pourquoi le service d'emboutissage d'aluminium 6061-T6 est-il si sujet aux fissures lors de l'emboutissage de métaux de précision à fort tonnage pour les opérations d'aluminium ?
En raison de ses propriétés matérielles de haute résistance, l'l'emboutissage en aluminium 6061-T6 est très susceptible de présenter des fissures lors des opérations d'emboutissage à fort tonnage. Ce métal est entièrement durci par vieillissement, a un très faible allongement et les grains restent fortement précontraintspendant une période prolongée. LS Manufacturing élimine complètement la possibilité d'estamper les fissures à la racine en effectuant un contrôle de processus extrêmement précis.
Pourquoi les matériaux présentent des défauts microstructuraux
La répartition des grains d'aluminium à haute résistance est extrêmement importante dans la mise en forme du produit final lors des opérations de formage. Le 6061-T6, après avoir été durci par vieillissement, présente des grains serrés et des contraintes localisées élevées qui rendent presque impossible l'obtention d'un écoulement plastique fluide. Pour les matériaux laminés dans le sens longitudinal et dans le sens transversal, la différence de limite de formage (FLD) peut même atteindre 15 %.
Une direction d'emballage incorrecte peut être la cause directe d'une déchirure par cisaillement microscopique. Avec un contrôle de processus standardisé, on peut éliminer efficacement la possibilité de tels défauts de formage, produire des résultats de formage stables dans l'emboutissage de précision des métaux pour l'aluminium et effectuer de manière précise le contrôle du grain d'estampage standard du processus.
Notre expérience dans les nouveaux projets d'emboutissage de supports de batteries énergétiques a montré que l'apparition de fissures dans le produit est déterminée par l'angle entre la direction de roulement du matériau et la ligne de contrainte de flexion.
Solution d'évitement des paramètres du processus de production de masse
Grâce à des proportions de processus très précises, les risques de fissuration peuvent être complètement éliminés. Les opérations fondamentales prennent comme référence les normes professionnelles étalonnage de la vitesse d'emboutissage, stipulant notamment ces trois points :
- Limitez sévèrement la vitesse d'estampage, en gardant les paramètres constamment dans la plage de 15 mm/s à 25 mm/s, pour empêcher le matériau de se déchirer en raison d'une surcharge de contrainte instantanée.
- Ayez une connaissance exacte de la force de maintien du flan (BHF) et modifiez la pression à partir de l'épaisseur de la plaque pour trouver un équilibre entre les taux d'écoulement plastique du matériau.
- Effectuer le critère de flexion R/t2.5 à tous les niveaux pour mettre fin de manière circonstanciée au problème de fracture des grains dû à une contrainte de traction extrême.
Pour éviter complètement les problèmes de fissuration dans l'estampage en aluminium 6061-T6, vous pouvez recevoir une consultation individuelle gratuite sur l'adaptation des paramètres de processus. En s'appuyant sur un service professionnel d'emboutissage de l'aluminium, une solution d'emboutissage personnalisée peut être développée pour résoudre à la racine le problème de fissuration de la production de masse.

Figure 1 : présentation de diverses pièces estampées en aluminium, telles que des supports, en alliage 6061-T6.
Comment éliminer le retour élastique dans un service d'emboutissage structurel léger pour garantir des tolérances dimensionnelles strictes ?
Le retour élastique des pièces et leurs écarts dimensionnels par rapport aux produits service d'emboutissage structurel léger sont principalement causés par le module d'élasticité et la limite d'élasticité élevés du matériau. LS Manufacturing utilise la simulation dynamique par éléments finis CAE pour le préréglage de l'angle de compensation de flexion inverse et une technologie avancée de maintien de la pression d'asservissement est mise en œuvre pour maintenir l'erreur de retour élastique des pièces à 0,5.
Mappage de l'épaisseur de la feuille à la quantité de retour élastique
L'épaisseur d'une tôle est l'un des principaux paramètres qui ont un effet sur le retour élastique qui conduit finalement à un écart dimensionnel. Les différences dans le niveau de retour élastique dues à différentes épaisseurs de tôle suivent également un certain modèle connu. Un processus professionnel de fabrication d'emboutissage d'aluminium est capable de déterminer le niveau de retour élastique en fonction des paramètres d'épaisseur de la tôle, d'effectuer les étapes de compensation exactes en temps opportun et d'obtenir le meilleur résultat de moulage grâce à l'expert ajustement de la pression d'estampage.
| Épaisseur de la feuille | Angle de retour élastique standard | Angle de retour élastique compensé | Écart dimensionnel |
| 1,5 mm | 1,8°-2,2° | ≤0,4° | ≤0,02 mm |
| 2,0 mm | 2,2°-2,8° | ≤0,45° | ≤0,025 mm |
| 3,0 mm | 3,0°-3,5° | ≤0,5° | ≤0,03 mm |
Contrôle de précision de l'équilibre de la température de la filière
Le contrôle de l'équilibre de la température de la matrice stabilise la précision de l'estampage en conservant les changements de température de la matrice illustrant les changements de jeu dans les tours, les erreurs de retour élastique à la fois directement et indirectement. Bien entendu, contrôler la température de la matrice à tout moment lors de la production de masse est crucial afin que la déformation thermique ne soit pas la cause de la perte de précision dimensionnelle.
En outre, en examinant la conception des matrices, on peut mesurer directement la capacité d'un fournisseur à réaliser un emboutissage léger, ce qui est une condition nécessaire à la mise en œuvre de la suppression du retour élastique d'emboutissage la plus efficace. solutions.
En bref, ce système de compensation dynamique provoque des erreurs de récupération élastique du matériau, mais compense également ces erreurs de manière proactive, ce qui signifie que l'uniformité dimensionnelle est non seulement maintenue mais même améliorée lot après lot de pièces. Et c'est en fait le fondement technologique fondamental qui garantit un estampage en aluminium personnalisé de haute qualité.
Entrez l'épaisseur de la tôle et les paramètres de pliage de votre pièce pour recevoir un calcul de compensation de retour élastique gratuit et précis, garantissant la précision dimensionnelle de votre service d'emboutissage structurel léger.
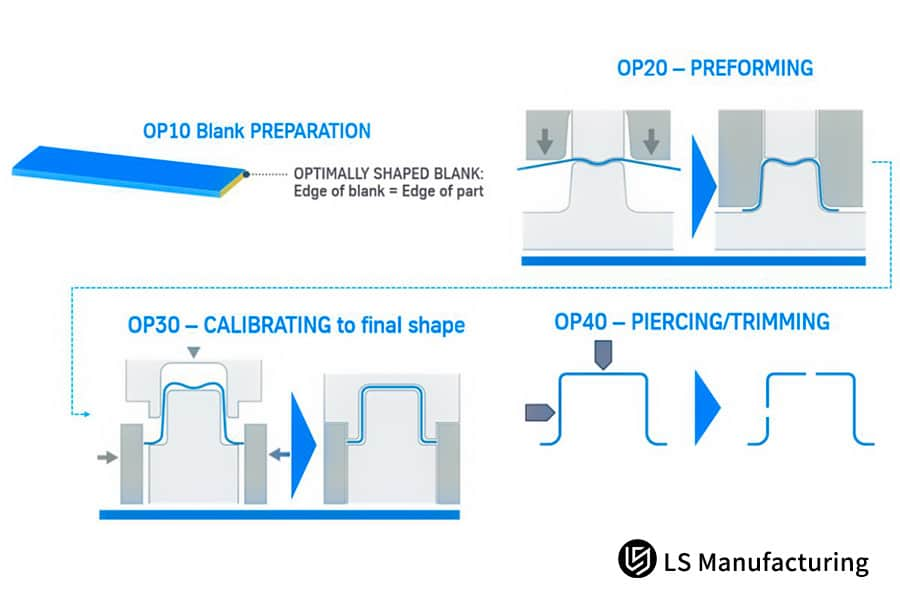
Figure 2 : Schéma technique illustrant l'étape de préformage OP20 dans un flux de travail d'emboutissage de métaux.
Quel est le jeu d'outil optimal dans l'emboutissage d'aluminium personnalisé pour obtenir des bords de cisaillement nets sans ébavurage secondaire ?
Dans estampage personnalisé de l'aluminium, le dégagement précis du poinçon est vraiment la raison pour créer des surfaces de cisaillement sans bavures et ne nécessitent donc aucune finition secondaire. LS La fabrication supprime non seulement l'utilisation de paramètres de jeu d'estampage standard, mais crée également des paramètres de jeu exclusifs pour le 6061-T6, ce qui entraîne une amélioration spectaculaire de la qualité de la section et une stabilisation de la précision du produit fini.
Analyse des scénarios d'échec des autorisations
L'analyse des défauts de jeu d'emboutissage aide à prévenir efficacement les défauts de qualité transversaux. Des jeux très petits ou très grands entraînent différents problèmes de qualité et ont une influence majeure sur la qualité des composants 6061 estampés. L'optimisation professionnelle des bords d'emboutissage est un traitement qui peut entraîner une nette amélioration des défauts transversaux :
- Jeu inférieur à 10 % : Un cisaillement secondaire se produira, ce qui non seulement endommagera le moule, mais laissera également des rayures sur la section transversale de la pièce.
- Dégagement supérieur à 12 % : Les bords deviennent rugueux, les bavures sont stimulées plus sévèrement et les coins sont excessivement affaissés, de ce fait, une réparation de finition secondaire est nécessaire.
Solution de précision stable et à grand volume
L'utilisation d'inserts de moule en carbure WC-Co avec une huile d'estampage spéciale à faible viscosité peut permettre de maintenir le jeu au niveau standard pendant une longue période. Entre autres choses, cela réduit l'usure par friction du moule. En outre, il garantit une production stable de la qualité de la section cisaillée lors de la fabrication d'unités de production en série de centaines de milliers, car cela stabilise la qualité de livraison de l'emboutissage d'aluminium personnalisé et permet le contrôle de tolérance d'emboutissage à long terme.
Pourquoi un fournisseur professionnel de fabrication d'emboutissage d'aluminium doit-il contrôler la stabilité continue et progressive de la température de la matrice sur plusieurs stations ?
Au cours de la production multi-stations en cours, une accumulation importante de chaleur dans la matrice peut provoquer des problèmes tels que le collage de l'aluminium et les modifications de forme qui en résultent. Cela peut grandement affecter la qualité globale du lot de production dans la fabrication de tampons en aluminium. LS Manufacturing a installé un système de refroidissement par circulation de microcanaux qui permet de maintenir la température de la matrice constante et à son meilleur niveau, ce qui conduit à une production de masse continue.
Dangers pour la qualité des défauts de grippage de l'aluminium
La prévention des défauts de grippage de l'aluminium est indispensable au contrôle de la qualité d'une production à grande échelle. Le grippage de l'aluminium détériore non seulement la planéité de la surface des pièces (Grade A), mais laisse également des rayures permanentes entraînant une mise au rebut immédiate des pièces et une augmentation significative des coûts d'approvisionnement cachés. Ainsi, c'est parmi les défauts majeurs de la production de masse que les services d'emboutissage d'aluminium de premier ordre résistent aux défis grâce à des systèmes de contrôle de refroidissement des matrices stables.
Certaines solutions majeures pour lutter contre la menace de l'aluminium collé en son sein sont :
- Consistance de la température du moule : En s'appuyant sur un système de refroidissement à circulation de microcanaux, la température de travail du moule est constamment régulée entre 28℃ et 35℃ pour éviter le collage de l'aluminium qui se produit en raison d'une température élevée.
- Revêtement de moule supérieur : L'application de revêtements résistants à l'usure par diffusion de chaleur CrN et TD sert à réduire le coefficient de friction entre le moule et le matériau en aluminium, de ce fait empêchant à la fois l'adhérence de l'aluminium et les rayures au niveau du matériau.
- Méthode de lubrification spéciale : L'utilisation de l'huile d'estampage unique à faible viscosité 6061-T6 est idéale, car elle élimine en même temps la chaleur d'estampage et maintient la surface des pièces précise.
Comparaison des performances anti-adhérence des revêtements de moule
Les propriétés anti-adhérence de l'aluminium des différents revêtements varient considérablement, déterminant directement la durée de vie du moule et la stabilité de la production de masse :
| Type de revêtement | Performance d'adhérence anti-aluminium | Wear Life | Échelle de production de masse applicable |
| Revêtement d'oxydation ordinaire | Mauvais, sujet à l'adhérence et aux rayures de l'aluminium | ≤200 000 traits | Prototypage en petits lots |
| Revêtement TD à diffusion de chaleur | Excellent, faible taux d'adhérence | ≥800 000 traits | Production de masse à moyenne et grande échelle |
| Revêtement CrN | Excellente, presque aucune adhérence de l'aluminium | ≥1 000 000 de traits | Production en série de 100 000 pièces |
En un mot, la double action consistant à maintenir une température stable et à utiliser des revêtements de qualité supérieure est capable de préserver l'état de haute précision du moule pendant une période prolongée. En conséquence, cela peut empêcher l’apparition de défauts de surface dans une série de pièces. Il s'agit du processus industriel de base du service standard d'emboutissage de précision de l'aluminium et il améliore l'ensemble du système de surveillance de la qualité de l'emboutissage.

Figure 3 : Gros plan d'un composant en aluminium fissuré, illustrant une défaillance potentielle lors de l'emboutissage.
Comment LS Manufacturing démontre-t-elle la conformité à la norme IATF 16949 de qualité automobile dans son service de production en série d'estampage de précision en aluminium ?
Les normes de qualité automobile strictement appliquées pour la production au cœur permettent la fourniture d'un estampage d'aluminium de précision sans défaut pour une production en série de centaines de milliers de personnes. Parallèlement à une gestion standardisée et à une manipulation numérique, LS Manufacturing a créé un système de contrôle qualité en boucle fermée tout au long du processus de production, dans le but de répondre aux exigences IATF 16949 pour la production de masse.
Normes de déploiement de la double certification
Déployer des mesures de certification de qualiténs standardisant l'ensemble du processus de production de masse. L'usine met en œuvre sans exemption le contrôle qualité de base ISO 9001 et les normes de qualité automobile IATF 16949, qui sont plus strictes. Cela offre une garantie de traçabilité et de contrôle aux différentes étapes depuis la réception des matières premières jusqu'à la livraison des produits finis. De cette façon, l'adaptation de l'offre à la demande de projets d'emboutissage d'aluminium personnalisés de la plus haute qualité est également réalisée, ainsi que les correspondance des matériaux d'emboutissage en métal les normes sont strictement suivies.
Principaux éléments de contrôle pour la double certification :
- Contrôle de suivi de l'origine des matériaux : Rapports sur les matériaux et mêmes pour les rapports de tests de dureté pour chaque lot d'aluminium 6061-T6 permettant une traçabilité complète des matières premières.
- Traçabilité du processus de fabrication : Un système informatisé enregistre les paramètres d'estampage, les conditions du moule et les données de contrôle de la température pour chaque lot, satisfaisant aux critères de traçabilité de la production de masse de qualité automobile.
- Contrôle d'échantillonnage du produit fini : Conformément aux normes IATF 16949, des inspections par échantillonnage par lots sont entreprises, couvrant des tests complets des dimensions critiques, de la précision de surface et des propriétés mécaniques.
Mécanisme de prévision et de contrôle des risques
Les fissures d'emboutissage, les variations dimensionnelles, les défauts de surface, etc. sont identifiés à l'avance sur la base des analyses des modes de défaillance DFMEA/PFMEA. Une inspection par échantillonnage de structure métallique 6061-T6 a été introduite pour vérifier la cohérence des performances des matériaux avec les normes de conception tout au long du processus, de cette manière la production en série conforme du service d'estampage de précision en aluminium est assurée. En fait, en ajustant soigneusement les paramètres d'estampage élimine les risques liés à la production de masse.

Figure 4 : Une ligne de production industrielle estampage de composants automobiles en aluminium à grande échelle.
Quelle est la véritable corrélation entre la variation de la jauge du matériau brut 6061-T6 et les coûts variables lors de l'approvisionnement en composants estampés 6061 ?
L'une des principales raisons de l'écart dimensionnel des lots et des pertes de rebuts des composants 6061 estampés est la fluctuation de la tolérance d'épaisseur des matières premières, qui entraîne également une augmentation des coûts d'approvisionnement variables. Des variations mineures d'épaisseur peuvent modifier les conditions de contrainte lors de l'emboutissage et provoquer un écart dimensionnel du lot. Le contrôle strict des tolérances des matières premières peut éviter de tels problèmes.
Coût de tolérance matérielle élevé
La corrélation des coûts de tolérance des matériaux montre dans quelle mesure le coût total d'approvisionnement est affecté. Un taux de rebut par lots de 5 % peut survenir chez les fournisseurs de matériaux utilisant des matériaux à tolérance standard, ce qui entraînera des coûts de retouche et de rebut élevés et augmentera considérablement le budget global d'approvisionnement des composants 6061 estampés. L'élimination efficace des défauts d'emboutissage peut être obtenue grâce à un contrôle très précis.
Downsizing of High Utilization Cost
Material utilization through refined nesting optimization is Really increased, up to 82%. Highly consistent raw materials, with this, can greatly reduce mass production variable costs. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How To Minimize Engineering Change Orders In 6061-T6 Aluminum Stamping Workflows Through Early Custom Aluminum Stamping DFM Analysis?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
- The minimum punch diameter to plate thickness ratio must be at least d/t1.0 to avoid punching crack and deformation.
- The stretching thinning rate of complex cavities is maintained at 22%, by this way tearing is avoided.
- Exact calculation of the layout overlap value is done to maximizing material utilization and ensuring molding stability.
Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
| Project Parameters | No DFM Pre-analysis | Full DFM Pre-analysis Optimization | Improvement Effect |
| Engine Change (ECO) Frequency | 4-6 times/project | 0-1 times/project | Change rate reduced by over 85%. |
| Mold Trial Success Rate | 65%-70% | ≥95% | Significantly shortened trial molding cycle. |
| Project Delivery Cycle | 35-40 working days | 21-28 working days | Delivery efficiency improved by 30%+. |
| Trial Molding Material Loss Rate | 8%-12% | ≤2% | Significantly reduced trial molding cost. |
How LS Manufacturing Solved a Critical 15% Cracking Defect Rate In a Client Automotive-Grade 6061-T6 Battery Pack Bracket Metal Stamping Project?
Problems with unreasonable mold design and the manufacturing process might result in high-frequency cracking, a common defect in precision metal stamping for aluminum finished products. This case study tackles 15% cracking defect in the 6061-T6 battery pack bracket by making thorough process optimization and rectification, stable mass production with zero defects was achieved.
Customer Challenge
A Tier 1 supplier of a North American new energy vehicle manufacturer was changing the design of a 2.5mm thick 6061-T6 battery pack suspension structure bracket. The component's 90 bending structure should have been able to resist the high-frequency vibrations.
The original supplier used traditional die-casting bending technology, which was not suited to the characteristics of 6061-T6 aluminum stamping material and left out the precise stamping stress control. It caused a 15% microscopic tensile cracking rate on the inner bending side resulting in fracture failure after the 5000 vibration fatigue cycles. The project might be stopped and be subject to claims.
Solution de fabrication LS
LS Manufacturing engineering team after taking over carried out complete DFM optimization and rectification, which is also the actual implementation of our exclusive troubleshooting guidelines:
- In the beginning, the original unreasonable R1.5mm design was thrown away and changed to R6.5mm, strictly following the safety standard of R/t2.5.
- Lastly, the aluminum coil layout direction was changed so that the principal stress line of bending is perpendicular to the direction of the rolled fibers, counteracting the material anisotropy defects.
- A proprietary lubrication formula containing 75% base oil + 20% extreme pressure additive + 5% anti-wear agent was used to minimize the formation of thermal stress during the stamping process.
- At the same time, the exclusive die stamping wear formula was used: Wear value = coefficient of friction per stroke number of stamping material thickness, accurately predicting die wear and That means providing batch stability.
Résultats et valeur
After the project was put into operation in mass production, the 400-ton servo stamping production line achieved an absolute 0% crack rate, the core positioning hole CPK value maintained at 1.42, and the manufacturing unit cost was reduced by 28% compared to before, with the unit cost dropping to $1.82. The parts passed the 50,000 high-frequency vibration tests, completely solving the fatigue fracture problem. The customer then ordered 300,000 units exclusively per year.
This case clearly demonstrates the mass production value of custom precision metal stamping for aluminum and offers a mature implementation model for the mass production of high-end stamped 6061 components based on a mature stamping quality optimization solution. Submit your precision stamping project requirements to obtain a similar customized rectification solution and completely solve the problems of part cracking and dimensional failure.

FAQ
Q1: What is the minimum order quantity (MOQ) for your custom aluminum stamping service at LS Manufacturing?
For 6061-T6 lightweight structural components, we can provide prototype samples starting from a single piece only, with the use of a soft mold quick-assembly structure for rapid prototyping. For bulk production progressive die stamping orders, a minimum order of 2000 pieces is suggested to cover mold development expenses and get the best per-piece price.
Q2: How does LS Manufacturing ensure that the T6 temper of 6061 aluminum is not compromised during precision metal stamping for aluminum?
All operations are performed using cold stamping physical processing, accompanied by a separate high-heat-dissipation lubrication system. The parts' temperature is allowed to rise only to less than 45℃, so that the initial metallographic structure of 6061-T6 is not damaged in any way and the material properties like yield strength and hardness remain intact.
Q3: Can your aluminum stamping manufacturing process support complex 3D lightweight structural parts design?
It is able to batch produce the forming of complex 3D structural parts. With the help of a 600-ton multi-station progressive die and servo stamping production line, it is possible to carry out a series of combined operations like deep drawing, punching, and indentation, this way being in line with the processing requirements of high-rigidity, complex curved, and lightweight parts.
Q4: What surface treatment options are available after the 6061-T6 aluminum stamping service is completed?
Apart from Hard Anodizing, we offer micron-level sandblasting, chemically conductive oxidation, and corrosion-resistant electrophoretic polishing. Each of the finish is implemented with film thickness measurement and salt spray testing, reaching the automotive and military level quality standards.
Q5: How do your technical staff control the tooling delivery lead time for high-volume custom aluminum stamping projects?
We control the tooling delivery time by using our proprietary digital mold design and CNC machining workshop with rapid DFM feedback and prototype mold cycles in 7-10 working days. For large-volume progressive dies, it is a well-planned and controlled process from design to first-piece delivery within 21-28 working days.
Q6: What is the average tooling lifespan for a progressive die used for stamped 6061 components?
Die components are made of the best imported raw materials including cemented carbide and high-speed steel, which are further treated with ultra-deep cryogenic treatment and TD coating. With this, a single die can have a stable and reliable service life of between 500,000 and 1 000 000 strokes, because of this are capable of supporting long-term large-scale production operations.
Q7: How does LS Manufacturing protect my proprietary designs and intellectual property (IP) during the custom aluminum stamping bidding phase?
One option is to sign an NDA, a legally binding two-way confidentiality agreement before disclosing. Our company server is equipped with an encrypted hierarchical management method. This way, 2D/3D drawings are strictly controlled by the management system to prevent unauthorized access and leakage of drawings, which can be considered as comprehensive protection of our client's intellectual property.
Q8: How can I obtain an accurate custom aluminum stamping manufacturing quote and how long does it take?
To get an accurate quote first you need to upload 2D/3D engineering drawings of the parts plus your batch size and surface treatment requirements. Our experienced technical assessors will then provide a detailed and transparent quotation including die fees and unit cost within 24 hours.
Résumé
Precision stamping of 6061-T6 aluminum alloy is far from a standard manufacturing operation. It is a comprehensive engineering well-thought process integrating material micromechanics, simulation prediction, and precision mold manufacturing. Industry problems like part cracking, dimensional springback, and excessive burrs are basically unintentional defects resulting from the incompatibility between process parameters and material properties.
Cleverly combined bending radii, dynamic blanking clearances, constant temperature mold control, and automotive-grade quality control systems, the inherently difficult mass production of lightweight aluminum alloy stamping can be completely solved, because of this giving both part structural strength and lightweight advantages.
High-quality precision aluminum stamping services are the first step towards helping the mid-to-high-end manufacturing supply chains face quality risks, minimize hidden costs, and guarantee delivery stability, thereby becoming one of the main pillars for project implementation. Process defects shouldn't be a reason for letting project progress suffer or supply chain profits be gradually lost, with the help of specialized technical solutions, mass production with zero defect and highest compliance becomes possible.
Today, you can receive a free exclusive DFM drawing compliance assessment service. Be it automotive chassis components, automated structural brackets, or precision electronic housings, upload your CAD drawings and get a tailor-made processing feasibility report within 24 hours, ensuring the best stamping processing solution.
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web : https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Pièces requises devis Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur l'usinage CNC de haute précision, la fabrication de tôle, la 3D. printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com.


