Услуги штамповки алюминия для легких структурных компонентов 6061-T6
Написал
Gloria
Опубликовано
May 29 2026
Штамповка металла
Следуйте за нами
Услуга штамповки алюминия — это основной метод обработки, используемый для изготовления высококачественных легких компонентов, который решает основные проблемы алюминиевых сплавов 6061-T6, такие как растрескивание, слишком сильное упругое отклонение и ненужные заусенцы. Сервис может гарантировать допуск на угол 0,5 для деталей, высоту заусенцев 0,03 мм и размер партии CPK 1,33. В основном из-за спроса на крупномасштабное производство нового энергетического и автоматизированного оборудования, штамповка алюминия включает в себя специальные процессы, позволяющие решить проблему высокой прочности и текучести 6061-T6, поэтому она способна превзойти традиционную производительность штамповки, обеспечивать поставку сотен тысяч деталей без дефектов и полностью исключать затраты на вторичную обработку.
В настоящее время закупка легких конструктивных деталей в секторах новой энергетики и промышленной автоматизации часто сталкивается с проблемами, поскольку штампованные детали из 6061-T6 сильно подвержены различным дефектам качества. Основная причина – высокий предел текучести материала и меньшая область его пластических деформаций. Кроме того, большинство традиционных заводов не имеют возможности разрабатывать процессы, адаптированные под нужды заказчика. Здесь хорошо зарекомендовавшая себя технологическая система LS Manufacturing подробно проиллюстрирована решениями точной обработки, благодаря которым покупателям предоставляются практические критерии оценки поставщиков.
Технология штамповки алюминия 6061-T6: основные параметры и основные выводы
В этой главе мы собрали основные технические особенности штамповки алюминия 6061-Т6 и экспериментальные результаты его производства. Весь набор данных получен в ходе испытаний массового производства и может использоваться в качестве основного справочного материала при выборе поставщика при закупках.
<тело>
<тр>
Технические размеры
Отраслевые стандарты
Стандарты фактических измерений производства LS
Преимущества для клиентов
<тр>
Допуск углового пружинения
±1,5°
±0,5°
Устраняет ошибку несовпадения сборки.
<тр>
Ограниченный радиус изгиба
R/t≥2.0
R/t≥2,5
Полностью исключает растрескивание при растяжении.
<тр>
Стабильность размеров партии
CPK≥1.0
CPK≥1,33
Стабильная поставка на уровне 100 000 штук.
<тр>
Максимальная высота заусенцев
≤0,08 мм
≤0,03 мм
Устраняет вторичный процесс удаления заусенцев.
<тр>
Диапазон контроля температуры пресс-формы
Точный контроль не требуется
28℃-35℃
Предотвращает прилипание алюминия и дефекты поверхности.
Основные выводы
<ул>
Никаких ошибок пружинения: Мы используем полную технологию компенсации пружинения пресс-формы, чтобы гарантировать, что угловой допуск конструктивных деталей из 6061-T6 очень точно контролируется в пределах 0,5°.
Изготовление деталей без трещин. Благодаря реализации фундаментального стандарта проектирования, согласно которому радиус изгиба R/t должен быть не менее 2,5, образование трещин при растяжении было полностью исключено.
Отгрузка с высоким уровнем соответствия: Основной размер CPK 1.33, который позволяет нам поставлять более 100 000 штук без заусенцев, что обеспечивает очень высокий уровень соблюдения требований при отправке.
Почему стоит выбрать службу штамповки алюминия LS Manufacturing для производства прецизионных конструктивных элементов?
В основе профессионального производства штамповки алюминия лежит управляемая технологическая система и стабильность массового производства, а не отдельное оборудование, имеющее только преимущества. LS Manufacturing использует измеренные данные и совместимую систему, чтобы помочь решить общие проблемы отрасли, связанные с массовым производством.
По результатам моего трехмесячного эксперимента по серийной штамповке 80 % и более проблем с качеством партий при штамповке алюминия 6061-T6 можно отнести к несовместимым параметрам пресс-формы и отсутствию замкнутой системы контроля температуры. Это общеотраслевая проблема, и наша команда повторно проверила ее во время развертывания. У нас есть система процессов, которая строго соответствует SAE J1113-2020. Стандарт точной обработки металлов и руководство от выбора материала до контроля качества массового производства.
После консультации с отраслевыми практиками мы решили отказаться от традиционных, общих процессов штамповки и разработали эксклюзивные параметры, соответствующие характеристикам материала 6061-T6. Мы не только соблюдаем стандарты обработки алюминиевых сплавов ASTM B98/B98M-21, но также пытаемся предвидеть риски деформации с помощью CAE-моделирования, а также внедряем систему контроля качества, соответствующую стандарту IATF 16949, которая идеально решает три наиболее распространенные проблемы растрескивания: пружинит и картавит.
<блок-цитата>
Благодаря запатентованной технологии нанесения покрытия на пресс-форму и решениям для динамического расчета зазоров процент брака для деталей, штампованных заказчиком, можно поддерживать на уровне 0,5 %, что значительно снижает скрытые затраты на закупки.Получите бесплатно эксклюзивный информационный документ с практическим примером прецизионной штамповки, чтобы быстро проверить адаптируемость услуг штамповки алюминия к массовому производству и точно оценить проект осуществимость.
Почему служба штамповки алюминия 6061-T6 так склонна к растрескиванию во время высокотоннажной прецизионной штамповки металла для операций с алюминием?
Благодаря свойствам материала, имеющим высокую прочность, штамповка алюминия 6061-T6 очень подвержена дефектам трещин во время операций крупнотоннажной штамповки. Этот металл полностью закален старением, имеет очень низкое удлинение, а зерна остаются сильно преднапряженными в течение длительного периодаiod. LS Manufacturing полностью исключает возможность запечатывания трещин на корню, проводя предельно точный контроль процесса.
Почему материалы имеют микроструктурные дефекты
Распределение зерен высокопрочного алюминия чрезвычайно важно для формирования конечного продукта во время операций формовки. В сплаве 6061-T6 после старения наблюдаются плотно упакованные зерна и высокие локализованные напряжения, которые делают практически невозможным получение плавного пластического течения. Для материалов, прокатанных в продольном и поперечном направлениях, разница в пределе формования (FLD) может достигать даже 15%.
Неправильное направление упаковки может быть непосредственной причиной микроскопических разрывов при сдвиге. Благодаря стандартизированному управлению процессом можно эффективно исключить возможность таких дефектов формовки, получить стабильные результаты формовки при прецизионной штамповке алюминия и точно выполнить контроль зерна при штамповке по стандарту процесса.
Наш опыт в проектах по штамповке кронштейнов новых энергетических батарей показал, что появление трещин в изделии определяется углом между направлением прокатки материала и линией напряжения при изгибе.
Решение по предотвращению изменения параметров процесса массового производства
Благодаря очень точным пропорциям процесса можно полностью исключить риск растрескивания. Основные операции основаны на профессиональных калибровке скорости штамповки, в частности, оговаривающих следующие три пункта:
<ол>
Строго ограничьте скорость штамповки, постоянно поддерживая параметры в диапазоне от 15 мм/с до 25 мм/с, чтобы предотвратить разрыв материала из-за мгновенной перегрузки напряжения.
Точно знать силу держателя заготовки (BHF) и изменять давление в зависимости от толщины пластины, чтобы обеспечить баланс между скоростями пластического течения материала.
Примените критерий изгиба R/t2,5 по всем направлениям, чтобы практически положить конец проблеме разрушения зерен из-за чрезмерного растягивающего напряжения.
<блок-цитата>
Чтобы полностью избежать проблем с растрескиванием при штамповке алюминия 6061-T6, вы можете получить бесплатную индивидуальную консультацию по адаптации параметров процесса. Опираясь на профессиональные услуги по штамповке алюминия, можно разработать индивидуальное решение для штамповки, которое в корне решит проблему растрескивания при массовом производстве.
Рис. 1. Показ различных алюминиевых штампованных деталей, таких как кронштейны, изготовленных из сплава 6061-T6.
Как устранить пружинение при штамповке легких конструкций, чтобы обеспечить строгие допуски по размерам?
Упругость деталей и отклонения их размеров от продукции облегченной конструкционной штамповки в основном вызваны высокими модулем упругости материала и пределом текучести. LS Manufacturing использует динамическое моделирование методом конечных элементов CAE для предварительной настройки угла компенсации обратного изгиба, а передовая технология удержания серводавления позволяет поддерживать погрешность упругого возврата деталей на уровне 0,5.
Сопоставление толщины листа с величиной пружинения
Толщина листа — один из основных параметров, влияющих на упругость, что в конечном итоге приводит к отклонению размеров. Различия в уровне упругого возврата из-за разной толщины листа также подчиняются определенной известной закономерности. Профессиональный процесс производства штамповки алюминия позволяет определить уровень упругости на основе параметров толщины листа, своевременно выполнить точные этапы компенсации и добиться наилучшего результата литья посредством экспертной регулировки давления штамповки.
<тело>
<тр>
Толщина листа
Стандартный угол пружинения
Компенсированный угол упругого возврата
Отклонение размеров
<тр>
1,5 мм
1,8°–2,2°
≤0,4°
≤0,02 мм
<тр>
2,0 мм
2,2°–2,8°
≤0,45°
≤0,025 мм
<тр>
3,0 мм
3,0°–3,5°
≤0,5°
≤0,03 мм
Контроль точности температурного баланса матрицы
Контроль температурного баланса штампа стабилизирует точность штамповки, сохраняя изменения температуры штампа, отображая изменения зазора в поворотах и ошибки пружинения как прямо, так и косвенно. Конечно, постоянный контроль температуры штампа при массовом производстве имеет решающее значение, чтобы термическая деформация не стала причиной потери точности размеров.
Кроме того, анализируя конструкцию штампа, можно напрямую измерить способность поставщика производить штамповку с малым весом, что является требованием для реализации наиболее эффективного подавления пружинения штамповки решения.
Короче говоря, эта динамическая система компенсации создает ошибки упругого восстановления материала, а также компенсирует эти ошибки упреждающим образом, что означает, что однородность размеров не только сохраняется, но даже улучшается от партии к партии деталей. И это, по сути, фундаментальная технологическая основа, обеспечивающая высококачественную штамповку алюминия на заказ.
<блок-цитата>
Введите толщину листа детали и параметры изгиба, чтобы получить бесплатный и точный расчет компенсации упругого возврата, гарантирующий точность размеров для вашей услуги штамповки легких конструкций.
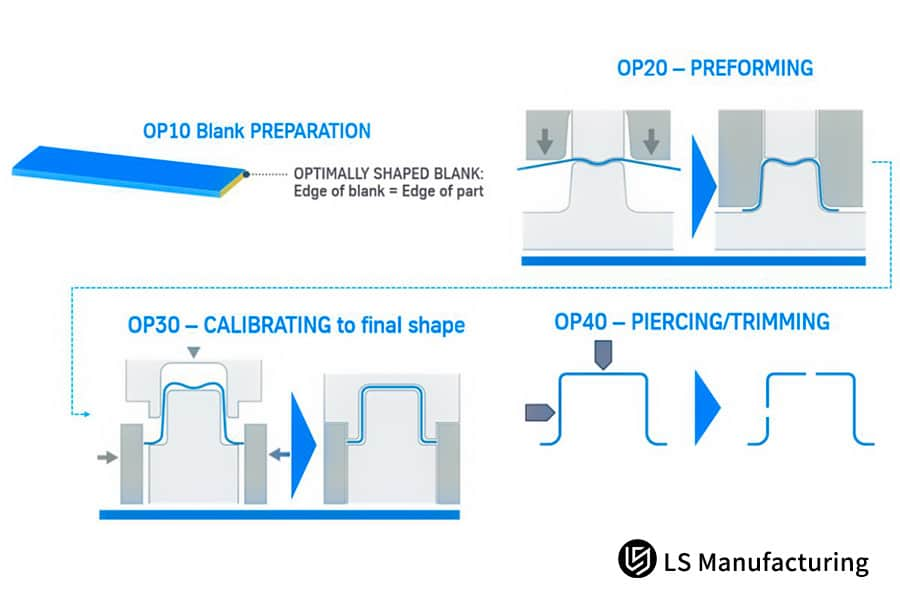
Рис. 2. Техническая диаграмма, иллюстрирующая этап предварительного формования OP20 в рабочем процессе штамповки металла.
Каков оптимальный зазор инструмента при индивидуальной штамповке алюминия для получения чистых кромок без вторичного удаления заусенцев?
При штамповке алюминия точный зазор штампа на самом деле является причиной создания поверхностей сдвига без заусенцев и, следовательно, не требует какой-либо вторичной обработки. LS Производство не только отказывается от использования стандартных параметров зазора штамповки, но и создает эксклюзивные параметры зазора для 6061-T6, что приводит к значительному повышению качества сечения и стабилизации точности готового продукта.
Анализ сценариев неудачной проверки
Анализ нарушений зазора при штамповке помогает эффективно предотвращать дефекты качества поперечного сечения. Очень маленькие или очень большие зазоры приводят к различным проблемам с качеством и оказывают большое влияние на качество штампованных компонентов из 6061. Профессиональная оптимизация штамповочной кромки – это процедура, которая может привести к заметному уменьшению дефектов поперечного сечения:
<ул>
Зазор ниже 10%t: произойдет вторичный сдвиг, который не только повредит форму, но и оставит царапины на поперечном сечении детали.
Зазор выше 12%t: Кромки становятся шероховатыми, заусенцы сильнее стимулируются, а углы чрезмерно заваливаются, из-за этого требуется вторичный чистовой ремонт.
Высокообъемное, стабильное и прецизионное решение
Использование вставок пресс-форм из карбида WC-Co вместе со специальным штамповочным маслом низкой вязкости позволяет сохранять зазор на стандартном уровне в течение длительного времени. Помимо прочего, это снижает износ пресс-формы от трения. Кроме того, он гарантирует стабильное качество срезанного поперечного сечения при производстве массовых единиц, благодаря чему стабилизируется качество поставки нестандартной штамповки алюминия и обеспечивается долгосрочный контроль допусков штамповки.
Почему профессиональный поставщик продукции для штамповки алюминия должен контролировать постоянную постоянную температурную стабильность штампа с несколькими станциями?
Во время непрерывного производства на нескольких станциях значительное накопление тепла в штампе может вызвать такие проблемы, как прилипание алюминия и, как следствие, изменение формы. Это может существенно повлиять на общее качество производственной партии при производстве алюминиевых штампов. Компания LS Manufacturing установила микроканальную циркуляционную систему охлаждения матрицы, которая помогает поддерживать температуру матрицы постоянной и на оптимальном уровне, что, в свою очередь, приводит к непрерывному массовому производству.
Угрозы для качества, связанные с дефектами истирания алюминия
Предотвращение истирания алюминия является обязательным условием контроля качества крупносерийного производства. Истирание алюминия не только ухудшает плоскостность поверхности деталей (класс А), но и оставляет необратимые царапины, вызывающие немедленный брак деталей и значительное увеличение скрытых затрат на закупки. Таким образом, это один из основных дефектов массового производства, с которым первоклассные службы штамповки алюминия не могут справиться с помощью стабильных систем управления охлаждением штампов.
Некоторые основные решения по борьбе с угрозой прилипания алюминия по своей сути:
<ул>
Постоянство температуры формы: Благодаря микроканальной циркуляционной системе охлаждения рабочая температура формы постоянно регулируется в пределах 28–35 ℃, чтобы предотвратить прилипание алюминия, возникающее из-за высокой температуры.
Превосходное покрытие формы: Нанесение термодиффузионных износостойких покрытий CrN и TD позволяет снизить коэффициент трения между формой и алюминиевым материалом, благодаря чему предотвращается как прилипание алюминия, так и царапины на уровне материала.
Специальный метод смазки: Идеальным является использование одинарного штамповочного масла низкой вязкости 6061-T6, которое в то же время отводит тепло штамповки и сохраняет точность поверхности деталей.
Антиалюминиевые адгезионные свойства различных покрытий существенно различаются, напрямую определяя срок службы формы и стабильность массового производства:
<тело>
<тр>
Тип покрытия
Эффективность антиалюминиевой адгезии
Носите всю жизнь
Применимые масштабы массового производства
<тр>
Обычное оксидное покрытие
Плохое прилипание алюминия и появление царапин
≤200 000 штрихов
Малосерийное прототипирование
<тр>
Теплодиффузионное покрытие TD
Отличное качество, низкая адгезия
≥800 000 штрихов
Средне-крупномасштабное массовое производство
<тр>
Покрытие CrN
Отлично, почти нет прилипания к алюминию
≥1 000 000 штрихов
Массовое производство 100 000 штук
Короче говоря, двойное действие — поддержание стабильной температуры и использование высококачественных покрытий — позволяет сохранять высокоточное состояние формы в течение длительного периода. В результате это позволяет предотвратить появление поверхностных дефектов в ряде деталей. Это основной производственный процесс стандартной прецизионной штамповки алюминия, который улучшает всю систему контроля качества штамповки.
Рис. 3. Крупный план треснутого алюминиевого компонента, иллюстрирующий потенциальную неудачу при штамповке.
Как компания LS Manufacturing демонстрирует соответствие автомобильному стандарту IATF 16949 при массовом производстве прецизионной штамповки алюминия?
Строго соблюдаемые автомобильные стандарты производства позволяют поставлять бездефектную прецизионную штамповку алюминия для массового производства в количестве сотен тысяч штук. Помимо стандартизированного управления и цифровой обработки, LS Manufacturing создала замкнутую систему контроля качества на протяжении всего производственного процесса, стремящуюся выполнить требования IATF 16949 для массового производства.
Нормы внедрения двойной сертификации
Внедрить систему сертификации качествадля стандартизации процесса массового производства в целом. На заводе без исключений применяются базовый контроль качества ISO 9001 и более строгие автомобильные стандарты IATF 16949. Это дает гарантию прослеживаемости и контроля на различных этапах от поступления сырья до доставки готовой продукции. Таким образом также осуществляется удовлетворение спроса на спрос на индивидуальные проекты штамповки алюминия высочайшего качества, а также строго соблюдаются соответствие материалов для штамповки металлов.
Основные элементы контроля для двойной сертификации родословной:
<ол>
Контроль происхождения материала: отчеты о материалах, а также отчеты об испытаниях на твердость для каждой партии алюминия 6061-T6, что позволяет полностью отслеживать сырье.
Отслеживание производственного процесса: Компьютеризированная система регистрирует параметры штамповки, состояние пресс-формы и данные контроля температуры для каждой партии, соответствуя критериям отслеживания массового производства автомобильного уровня.
Отбор проб готовой продукции: В соответствии со стандартами IATF 16949 проводятся выборочные проверки партий, охватывающие полное тестирование критических размеров, точности поверхности и механических свойств.
Механизм прогнозирования и контроля рисков
Растрескивание при штамповке, отклонения размеров, дефекты поверхности и т. п. выявляются заранее на основе анализа режимов отказов DFMEA/PFMEA. Была введена выборочная проверка металлической конструкции 6061-T6 для проверки соответствия характеристик материала проектным стандартам на протяжении всего процесса. Таким образом, гарантируется массовое производство услуг прецизионной штамповки алюминия. Фактически, тщательная настройка параметров штамповки исключает опасности массового производства.
Рис. 4. Промышленная производственная линия по штамповке алюминиевых автомобильных компонентов в крупном масштабе.
Какова истинная корреляция между изменением толщины необработанного материала 6061-T6 и переменными затратами на закупку штампованных компонентов 6061?
Одной из основных причин отклонения размеров партии и потерь брака штампованных деталей 6061 является колебание допуска толщины сырья, что также приводит к увеличению переменных затрат на закупку. Незначительные изменения толщины могут изменить напряженное состояние во время штамповки и вызвать отклонения размеров партии. Жесткий контроль допусков к сырью может предотвратить подобные проблемы.
Повышенная стоимость допуска материала
Корреляция стоимости допусков материалов показывает, насколько это влияет на общую стоимость закупок. Уровень брака партий в размере 5 % может возникнуть у поставщиков материалов, использующих материалы со стандартными допусками, что приведет к высоким затратам на доработку и брак, а также значительно увеличит общий бюджет закупокштампованных компонентов 6061. Efficient stamping defect elimination can be reached by very accurate control.
Downsizing of High Utilization Cost
Material utilization through refined nesting optimization is Really increased, up to 82%. Highly consistent raw materials, with this, can greatly reduce mass production variable costs. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How To Minimize Engineering Change Orders In 6061-T6 Aluminum Stamping Workflows Through Early Custom Aluminum Stamping DFM Analysis?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
<ол>
The minimum punch diameter to plate thickness ratio must be at least d/t1.0 to avoid punching crack and deformation.
The stretching thinning rate of complex cavities is maintained at 22%, by this way tearing is avoided.
Exact calculation of the layout overlap value is done to maximizing material utilization and ensuring molding stability.
Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
<тело>
Project Parameters
No DFM Pre-analysis
Full DFM Pre-analysis Optimization
Improvement Effect
Engine Change (ECO) Frequency
4-6 times/project
0-1 times/project
Change rate reduced by over 85%.
Mold Trial Success Rate
65%-70%
≥95%
Significantly shortened trial molding cycle.
Project Delivery Cycle
35-40 working days
21-28 working days
Delivery efficiency improved by 30%+.
Trial Molding Material Loss Rate
8%-12%
≤2%
Significantly reduced trial molding cost.
How LS Manufacturing Solved a Critical 15% Cracking Defect Rate In a Client Automotive-Grade 6061-T6 Battery Pack Bracket Metal Stamping Project?
Problems with unreasonable mold design and the manufacturing process might result in high-frequency cracking, a common defect in precision metal stamping for aluminum finished products. This case study tackles 15% cracking defect in the 6061-T6 battery pack bracket by making thorough process optimization and rectification, stable mass production with zero defects was achieved.
Customer Challenge
A Tier 1 supplier of a North American new energy vehicle manufacturer was changing the design of a 2.5mm thick 6061-T6 battery pack suspension structure bracket. The component's 90 bending structure should have been able to resist the high-frequency vibrations.
The original supplier used traditional die-casting bending technology, which was not suited to the characteristics of 6061-T6 aluminum stamping material and left out the precise stamping stress control. It caused a 15% microscopic tensile cracking rate on the inner bending side resulting in fracture failure after the 5000 vibration fatigue cycles. The project might be stopped and be subject to claims.
Решение для производства LS
LS Manufacturing engineering team after taking over carried out complete DFM optimization and rectification, which is also the actual implementation of our exclusive troubleshooting guidelines:
<ол>
In the beginning, the original unreasonable R1.5mm design was thrown away and changed to R6.5mm, strictly following the safety standard of R/t2.5.
Lastly, the aluminum coil layout direction was changed so that the principal stress line of bending is perpendicular to the direction of the rolled fibers, counteracting the material anisotropy defects.
A proprietary lubrication formula containing 75% base oil + 20% extreme pressure additive + 5% anti-wear agent was used to minimize the formation of thermal stress during the stamping process.
At the same time, the exclusive die stamping wear formula was used: Wear value = coefficient of friction per stroke number of stamping material thickness, accurately predicting die wear and That means providing batch стабильность.
Результаты и ценность
After the project was put into operation in mass production, the 400-ton servo stamping production line achieved an absolute 0% crack rate, the core positioning hole CPK value maintained at 1.42, and the manufacturing unit cost was reduced by 28% compared to before, with the unit cost dropping to $1.82. The parts passed the 50,000 high-frequency vibration tests, completely solving the fatigue fracture problem. The customer then ordered 300,000 units exclusively per year.
<блок-цитата>
This case clearly demonstrates the mass production value of custom precision metal stamping for aluminum and offers a mature implementation model for the mass production of high-end stamped 6061 components based on a mature stamping quality optimization solution. Submit your precision stamping project requirements to obtain a similar customized rectification solution and completely solve the problems of part cracking and dimensional failure.
Часто задаваемые вопросы
Q1: What is the minimum order quantity (MOQ) for your custom aluminum stamping service at LS Manufacturing?
For 6061-T6 lightweight structural components, we can provide prototype samples starting from a single piece only, with the use of a soft mold quick-assembly structure for rapid prototyping. For bulk production progressive die stamping orders, a minimum order of 2000 pieces is suggested to cover mold development expenses and get the best per-piece price.
Q2: How does LS Manufacturing ensure that the T6 temper of 6061 aluminum is not compromised during precision metal stamping for aluminum?
All operations are performed using cold stamping physical processing, accompanied by a separate high-heat-dissipation lubrication system. The parts' temperature is allowed to rise only to less than 45℃, so that the initial metallographic structure of 6061-T6 is not damaged in any way and the material properties like yield strength and hardness remain intact.
Q3: Can your aluminum stamping manufacturing process support complex 3D lightweight structural parts design?
It is able to batch produce the forming of complex 3D structural parts. With the help of a 600-ton multi-station progressive die and servo stamping production line, it is possible to carry out a series of combined operations like deep drawing, punching, and indentation, this way being in line with the processing requirements of high-rigidity, complex curved, and lightweight parts.
Q4: What surface treatment options are available after the 6061-T6 aluminum stamping service is completed?
Apart from Hard Anodizing, we offer micron-level sandblasting, chemically conductive oxidation, and corrosion-resistant electrophoretic polishing. Each of the finish is implemented with film thickness measurement and salt spray testing, reaching the automotive and military level quality standards.
Q5: How do your technical staff control the tooling delivery lead time for high-volume custom aluminum stamping projects?
We control the tooling delivery time by using our proprietary digital mold design and CNC machining workshop with rapid DFM feedback and prototype mold cycles in 7-10 working days. For large-volume progressive dies, it is a well-planned and controlled process from design to first-piece delivery within 21-28 working days.
Q6: What is the average tooling lifespan for a progressive die used for stamped 6061 components?
Die components are made of the best imported raw materials including cemented carbide and high-speed steel, which are further treated with ultra-deep cryogenic treatment and TD coating. With this, a single die can have a stable and reliable service life of between 500,000 and 1 000 000 strokes, because of this are capable of supporting long-term large-scale production operations.
Q7: How does LS Manufacturing protect my proprietary designs and intellectual property (IP) during the custom aluminum stamping bidding phase?
One option is to sign an NDA, a legally binding two-way confidentiality agreement before disclosing. Our company server is equipped with an encrypted hierarchical management method. This way, 2D/3D drawings are strictly controlled by the management system to prevent unauthorized access and leakage of drawings, which can be considered as comprehensive protection of our client's intellectual property.
Q8: How can I obtain an accurate custom aluminum stamping manufacturing quote and how long does it take?
To get an accurate quote first you need to upload 2D/3D engineering drawings of the parts plus your batch size and surface treatment requirements. Our experienced technical assessors will then provide a detailed and transparent quotation including die fees and unit cost within 24 hours.
Сводка
Precision stamping of 6061-T6 aluminum alloy is far from a standard manufacturing operation. It is a comprehensive engineering well-thought process integrating material micromechanics, simulation prediction, and precision mold manufacturing.Industry problems like part cracking, dimensional springback, and excessive burrs are basically unintentional defects resulting from the incompatibility between process parameters and material properties.
Cleverly combined bending radii, dynamic blanking clearances, constant temperature mold control, and automotive-grade quality control systems, the inherently difficult mass production of lightweight aluminum alloy stamping can be completely solved, because of this giving both part structural strength and lightweight advantages.
High-quality precision aluminum stamping services are the first step towards helping the mid-to-high-end manufacturing supply chains face quality risks, minimize hidden costs, and guarantee delivery stability, thereby becoming one of the main pillars for project implementation. Process defects shouldn't be a reason for letting project progress suffer or supply chain profits be gradually lost, with the help of specialized technical solutions, mass production with zero defect and highest compliance becomes possible.
Today, you can receive a free exclusive DFM drawing compliance assessment service. Be it automotive chassis components, automated structural brackets, or precision electronic housings, upload your CAD drawings and get a tailor-made processing feasibility report within 24 hours, ensuring the best stamping processing solution.
Содержимое этой страницы предназначено только для информационных целей. Услуги LS Manufacturing Не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуемые детали Расценки. Определите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке на станках с ЧПУ, производству листового металла, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность, качество и профессионализм отбора. Чтобы узнать больше, посетите наш сайт:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.