Servicio de estampado de aluminio para componentes estructurales livianos 6061-T6
Escrito por
Gloria
Publicado
May 29 2026
Estampado metálico
Síguenos
El
servicio de estampado de aluminio es el principal método de procesamiento utilizado para componentes livianos de alta gama y resuelve los principales problemas de las aleaciones de aluminio 6061-T6, como grietas, demasiada recuperación elástica y rebabas innecesarias. El servicio puede garantizar una tolerancia de ángulo de 0,5 para las piezas, una altura de rebabas de 0,03 mm y un tamaño de lote CPK de 1,33. Principalmente debido a la demanda de producción a gran escala de nuevos equipos de energía y automatización, el estampado de aluminio viene con procesos especiales para abordar el problema de alta resistencia al rendimiento del 6061-T6, por lo que es capaz de superar la tasa de rendimiento del estampado tradicional, ofrecer entrega sin defectos para cientos de miles de piezas y eliminar por completo los costos de procesamiento secundario.
En la actualidad, la compra de piezas estructurales ligeras en los sectores de nuevas energías y automatización industrial a menudo se enfrenta a problemas, ya que las piezas estampadas 6061-T6 son muy susceptibles a diversos defectos de calidad. La razón principal es el alto límite elástico del material y su menor espacio de deformación plástica. Además, la mayoría de las fábricas convencionales no tienen la capacidad de desarrollar procesos adecuadamente personalizados. Aquí, el sistema tecnológico bien establecido de LS Manufacturing se ilustra en detalle con soluciones de mecanizado de precisión a través de las cuales los compradores reciben criterios prácticos de evaluación de proveedores.
Tecnología de estampado de aluminio 6061-T6: parámetros principales y conclusiones clave
En este capítulo, hemos recopilado las principales características técnicas del estampado de aluminio 6061-T6 y los resultados experimentales de su producción. Todo el conjunto de datos proviene de pruebas de producción en masa y puede usarse como referencia principal en la selección de proveedores en adquisiciones.
Dimensiones técnicas
Estándares de la industria
Estándares de medición reales de fabricación de LS
Beneficios para el cliente
Tolerancia de recuperación de ángulo
±1,5°
±0,5°
Elimina fallas por desalineación del ensamblaje.
Radio de curvatura limitado
R/t≥2.0
R/t≥2,5
Elimina completamente el agrietamiento por tracción.
Estabilidad dimensional del lote
CPK≥1.0
CPK≥1,33
Entrega estable al nivel de 100.000 piezas.
Altura máxima de rebaba
≤0,08 mm
≤0,03 mm
Elimina el proceso de desbarbado secundario.
Rango de control de temperatura del molde
No se requiere control preciso
28℃-35℃
Evita la adhesión del aluminio y defectos superficiales.
Conclusiones clave
Sin ningún error de recuperación elástica: Utilizamos la tecnología de compensación de recuperación elástica del molde servo completo para asegurarnos de que la tolerancia del ángulo de las piezas estructurales 6061-T6 se controle con mucha precisión dentro de 0,5°.
Fabricación de piezas sin grietas: al implementar el estándar de diseño fundamental de que el radio de curvatura R/t debe ser de al menos 2,5, se ha eliminado por completo la producción de grietas por tracción.
Envío de alto cumplimiento: dimensión clave CPK 1.33, que nos permite entregar más de 100 000 piezas sin rebabas, lo que lleva a un nivel muy alto de cumplimiento del envío.
¿Por qué elegir el servicio de estampado de aluminio de LS Manufacturing para fabricar componentes estructurales de precisión?
En el corazón de la fabricación profesional de estampado de aluminio se encuentra un sistema de proceso controlable y una estabilidad de producción en masa en lugar de una sola pieza de equipo que solo tiene ventajas. LS Manufacturing utiliza datos medidos y un sistema compatible para ayudar a resolver los problemas comunes de la industria con la producción en masa.
A partir de mi experimento de estampado por lotes de tres meses, el 80 % o más de los problemas de calidad de los lotes en el estampado de aluminio 6061-T6 se remontan a parámetros de molde incompatibles y la ausencia de un sistema de control de temperatura de circuito cerrado. Este es un problema que afecta a toda la industria y nuestro equipo lo volvió a verificar durante el tiempo de implementación. Contamos con un sistema de procesos que sigue estrictamente la SAE J1113-2020 estándar de conformado de metales de precisión y conduce desde la selección de materiales hasta el control de calidad de la producción en masa.
Decidimos abandonar los procesos de estampado generales tradicionales después de consultar las prácticas de la industria y hemos diseñado parámetros exclusivos que se adaptan a las características del material 6061-T6. No solo cumplimos con los estándares de procesamiento de aleaciones de aluminio ASTM B98/B98M-21, sino que también intentamos prever los riesgos de deformación mediante simulación CAE, además de incluir un sistema de control de calidad compatible con IATF 16949 que aborda perfectamente los tres problemas más comunes de agrietamiento, recuperación elástica y rebabas.
Gracias a la tecnología patentada de recubrimiento de moldes y las soluciones dinámicas de cálculo de espacio libre, la tasa de desperdicio de piezas estampadas por el cliente se puede mantener tan baja como el 0,5%, lo que reduce drásticamente los costos de adquisición ocultos.Reciba un informe técnico gratuito y exclusivo sobre un caso de estudio de estampado de precisión para verificar rápidamente la adaptabilidad de la producción en masa de los servicios de estampado de aluminio y evaluar con precisión viabilidad del proyecto.
¿Por qué el servicio de estampado de aluminio 6061-T6 es tan propenso a agrietarse durante el estampado de metal de precisión de alto tonelaje para operaciones de aluminio?
Debido a las propiedades de su material de alta resistencia, el estampado de aluminio 6061-T6 es muy susceptible a defectos de grietas durante operaciones de estampado de alto tonelaje. Este metal está completamente endurecido, tiene un alargamiento muy bajo y los granos permanecen altamente pretensados durante un período prolongado. LS Manufacturing elimina por completo la posibilidad de estampar grietas desde la raíz mediante la realización de un control del proceso extremadamente preciso.
Por qué los materiales tienen defectos microestructurales
La distribución de los granos de aluminio de alta resistencia es extremadamente importante a la hora de dar forma al producto final durante las operaciones de conformado. 6061-T6, después de haber sido endurecido por envejecimiento, muestra granos muy compactos y una alta tensión localizada que hace que sea casi imposible lograr un flujo plástico suave. Para materiales laminados en dirección longitudinal y transversal, la diferencia en el límite de formación (FLD) puede llegar incluso al 15%.
La dirección de embalaje incorrecta puede ser la causa directa de un desgarro microscópico. Con un control de proceso estandarizado, se puede eliminar la posibilidad de tales defectos de conformado de manera efectiva, producir resultados de conformado estables en el estampado de metal de precisión para aluminio y llevar a cabo de manera precisa el control de grano de estampado estándar del proceso.
Nuestra experiencia en los proyectos de estampado de soportes de baterías de nueva energía ha demostrado que la aparición de grietas en el producto se decide por el ángulo entre la dirección de rodadura del material y la línea de tensión de flexión.
Solución para evitar parámetros del proceso de producción en masa
A través de proporciones de proceso muy precisas, los riesgos de agrietamiento se pueden eliminar por completo. Las operaciones fundamentales toman como referencia los estándares profesionales de calibración de la velocidad de estampado, estipulando en particular estos tres puntos:
Limita severamente la velocidad de estampado, manteniendo los parámetros constantemente en el rango de 15 mm/s a 25 mm/s, para evitar que el material se rompa debido a una sobrecarga de tensión instantánea.
Tener un conocimiento exacto de la fuerza del soporte de la pieza en bruto (BHF) y cambiar la presión desde el espesor de la placa para lograr un equilibrio entre las tasas de flujo plástico del material.
Realizar el criterio de flexión R/t2.5 de forma generalizada para poner fin circunstancialmente al problema de la fractura del grano debido a esfuerzos extremos de tracción.
Para evitar por completo problemas de grietas en el estampado de aluminio 6061-T6, puede recibir una consulta personalizada y gratuita sobre la adaptación de los parámetros del proceso. Confiando en un servicio profesional de estampado de aluminio, se puede desarrollar una solución de estampado personalizada para resolver el problema de agrietamiento de la producción en masa desde su raíz.
Figura 1: Una exhibición de varias piezas estampadas de aluminio, como soportes, hechas de aleación 6061-T6.
¿Cómo eliminar la recuperación elástica en el servicio de estampado estructural liviano para garantizar tolerancias dimensionales estrictas?
La recuperación elástica de las piezas y sus desviaciones dimensionales de los productos del servicio de estampado estructural liviano son causadas principalmente por el alto módulo elástico y el límite elástico del material. LS Manufacturing utiliza la simulación dinámica de elementos finitos CAE para preestablecer el ángulo de compensación de flexión inversa y se realiza una tecnología avanzada de retención de presión servo para mantener el error de recuperación elástica de las piezas en 0,5.
Asignación del espesor de la hoja a la cantidad de recuperación elástica
El espesor de una hoja es uno de los principales parámetros que tienen un efecto sobre la recuperación elástica que eventualmente conduce a la desviación dimensional. Las diferencias en el nivel de recuperación elástica debido a diferentes espesores de lámina también siguen un cierto patrón conocido. Un proceso profesional de fabricación de estampado de aluminio es capaz de determinar el nivel de recuperación elástica en función de los parámetros de espesor de la hoja, llevar a cabo los pasos de compensación exactos de manera oportuna y lograr el mejor resultado de moldeo a través del experto ajuste de la presión de estampado.
Grosor de la hoja
Ángulo de recuperación elástica estándar
Ángulo de recuperación elástica compensado
Desviación dimensional
1,5 mm
1,8°-2,2°
≤0,4°
≤0,02 mm
2,0 mm
2,2°-2,8°
≤0,45°
≤0,025 mm
3,0 mm
3.0°-3.5°
≤0,5°
≤0,03 mm
Control de precisión del equilibrio de temperatura del troquel
El control del equilibrio de la temperatura del troquel estabiliza la precisión del estampado manteniendo los cambios de temperatura del troquel, lo que representa cambios en el espacio libre y, a su vez, errores de recuperación elástica tanto directa como indirectamente. Por supuesto, controlar la temperatura del troquel todo el tiempo en la producción en masa es crucial para que la deformación térmica no sea la razón de la pérdida de precisión dimensional.
Además de eso, al revisar el diseño de la matriz, se puede medir directamente la capacidad de un proveedor para realizar estampados livianos, lo cual es un requisito para la implementación de la supresión de recuperación elástica de estampado más eficiente. soluciones.
Brevemente, este sistema de compensación dinámica hace que el material tenga errores de recuperación elástica pero también compensa esos errores de manera proactiva, lo que significa la uniformidad dimensional no solo se mantiene sino que incluso se mejora lote tras lote de piezas. Y este es en realidad el fundamento tecnológico fundamental que garantiza un estampado de aluminio personalizado de alta calidad.
Ingrese el espesor de la hoja de su pieza y los parámetros de plegado para recibir un cálculo de compensación de recuperación elástico gratuito y preciso, lo que garantiza la precisión dimensional para su servicio de estampado estructural liviano.
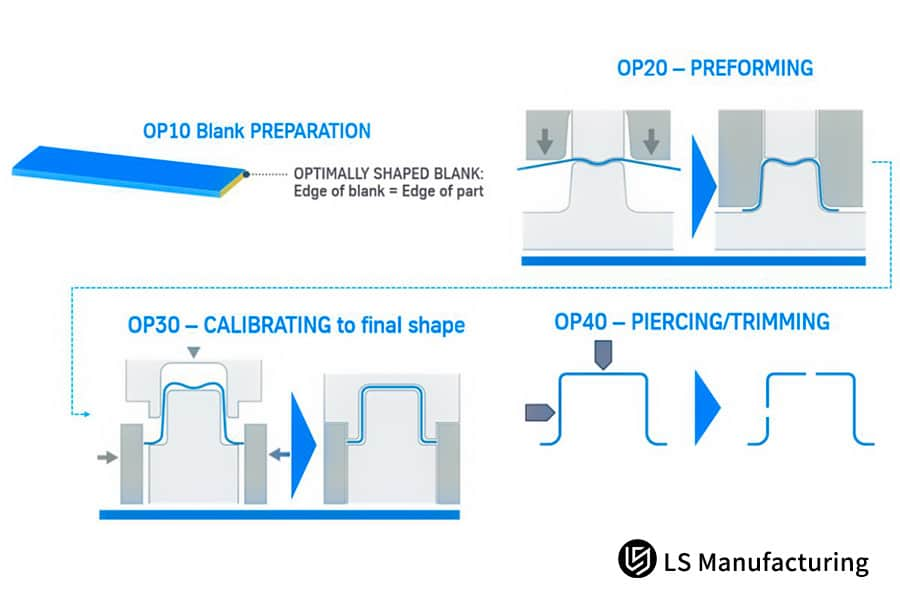
Figura 2: Diagrama técnico que ilustra la etapa de preformado del OP20 en un flujo de trabajo de estampado de metal.
¿Cuál es la distancia óptima entre herramientas en el estampado de aluminio personalizado para lograr bordes de corte limpios sin desbarbado secundario?
En estampado de aluminio personalizado, la separación precisa entre el punzón y la matriz es realmente la razón para hacer superficies de corte sin rebabas y, por lo tanto, no requieren ningún acabado secundario. LS La fabricación no solo elimina el uso de parámetros de separación de estampado estándar, sino que también crea parámetros de separación exclusivos para 6061-T6, lo que resulta en una mejora espectacular de la calidad de la sección y la estabilización de la precisión del producto terminado.
Análisis de escenarios de fallo de autorización
El análisis de fallas en el espacio de estampado ayuda a prevenir eficazmente defectos de calidad transversales. Las holguras muy pequeñas o muy grandes conducen a diferentes problemas de calidad y tienen una gran influencia en la calidad de los componentes estampados 6061. Optimización profesional del borde de estampado es un tratamiento que puede resultar en una marcada mejora de los defectos transversales:
Liquidación inferior al 10%t: se producirá un corte secundario, que no solo daña el molde sino que también deja rayones en la sección transversal de la pieza.
Liquidación superior al 12 %: los bordes se vuelven ásperos, las rebabas se estimulan más severamente y las esquinas se colapsan excesivamente; por esta razón, se requiere una reparación de acabado secundaria.
Solución de precisión estable y de alto volumen
El uso de insertos de molde de carburo WC-Co junto con aceite de estampado especial de baja viscosidad puede hacer posible mantener la holgura en el nivel estándar durante mucho tiempo. Entre otras cosas, esto reduce el desgaste por fricción del molde. Además de eso, garantiza una producción estable de la calidad de la sección transversal cortada durante la fabricación de unidades de producción en masa de cientos de miles, debido a que esto estabiliza la calidad de entrega del estampado de aluminio personalizado y permite control de tolerancia de estampado a largo plazo.
¿Por qué un proveedor profesional de fabricación de estampado de aluminio debe controlar la estabilidad continua de la temperatura del troquel progresivo de múltiples estaciones?
Durante la producción multiestación en curso, una acumulación significativa de calor en el troquel puede causar problemas como que el aluminio se pegue y las alteraciones de forma resultantes. Esto puede afectar en gran medida la calidad general del lote de producción en la fabricación de sellos de aluminio. LS Manufacturing ha instalado un sistema de refrigeración por circulación de microcanales que ayuda a mantener la temperatura del troquel constante y en su mejor nivel, lo que a su vez conduce a una producción en masa continua.
Peligros para la calidad de los defectos de desgaste del aluminio
Prevenir los defectos por irritación del aluminio es indispensable para controlar la calidad de la producción a gran escala. El desgaste del aluminio no sólo deteriora la planitud de la superficie de las piezas (Grado A), sino que también deja rayones permanentes que provocan el descarte inmediato de las piezas y un aumento significativo de los costos de adquisición ocultos. Por lo tanto, se encuentra entre los principales defectos de producción en masa que los servicios de estampado de aluminio de primer nivel resisten al desafío a través de sistemas de control de enfriamiento de matrices estables.
Algunas de las principales soluciones para abordar la amenaza del aluminio adherido a su núcleo son:
Consistencia de la temperatura del molde: al basarse en un sistema de enfriamiento de circulación de microcanales, la temperatura de trabajo del molde se regula constantemente entre 28 ℃ y 35 ℃ para evitar que el aluminio se pegue debido a las altas temperaturas.
Recubrimiento de molde superior: la aplicación de recubrimientos resistentes al desgaste por difusión de calor CrN y TD sirve para reducir el coeficiente de fricción entre el molde y el material de aluminio, lo que previene tanto la adhesión del aluminio como los rayones a nivel del material.
Método de lubricación especial: Lo ideal es el uso de aceite de estampado simple de baja viscosidad 6061-T6, que al mismo tiempo descarta el calor de estampado y mantiene la superficie de las piezas precisa.
Comparación del rendimiento antiadherente de los recubrimientos para moldes
Las propiedades de adhesión anti-aluminio de diferentes recubrimientos varían significativamente, determinando directamente la vida útil del molde y la estabilidad de la producción en masa:
Tipo de revestimiento
Rendimiento de adherencia antialuminio
Use Life
Escala de producción en masa aplicable
Recubrimiento de oxidación ordinario
Deficiente, propenso a la adhesión del aluminio y a los rayones
≤200.000 trazos
Creación de prototipos en lotes pequeños
Recubrimiento de difusión de calor TD
Excelente, baja tasa de adhesión
≥800.000 trazos
Producción en masa a mediana y gran escala
Recubrimiento CrN
Excelente, casi sin adherencia al aluminio
≥1.000.000 de trazos
Producción en masa de 100.000 piezas
En pocas palabras, la doble acción de mantener una temperatura estable y utilizar recubrimientos superiores es capaz de preservar el estado de alta precisión del molde durante un período prolongado. Como resultado, puede prevenir la aparición de defectos superficiales en una serie de piezas. Este es el proceso industrial central del servicio estándar de estampado de aluminio de precisión y mejora todo el sistema de monitoreo de calidad del estampado.
Figura 3: Primer plano de un componente de aluminio agrietado, que ilustra una posible falla en el estampado.
¿Cómo demuestra LS Manufacturing el cumplimiento de la norma IATF 16949 de grado automotriz en su producción en masa de servicio de estampado de aluminio de precisión?
Los estándares de producción de grado automotriz estrictamente aplicados en el núcleo permiten el suministro de estampado de aluminio de precisión sin defectos para una producción en masa de cientos de miles. Además de la gestión estandarizada y el manejo digital, LS Manufacturing ha creado un sistema de control de calidad de circuito cerrado durante todo el proceso de producción, con el objetivo de cumplir con los requisitos de la IATF 16949 para la producción en masa.
Normas de implementación de certificación dual
Implementar una medida de certificación de calidadns estandarizando el proceso de producción en masa en general. La fábrica implementa sin excepción el control de calidad básico ISO 9001 y las normas de grado automotriz IATF 16949, que son más estrictas. Esto ofrece garantía de trazabilidad y control en las diferentes etapas desde la entrada de la materia prima hasta la entrega del producto terminado. De esta manera también se logra adaptar el suministro a la demanda de proyectos personalizados de estampado de aluminio de la más alta calidad, así como se siguen estrictamente los estándares de material de estampado de metal.
Elementos de control principales para el pedigrí de certificación dual:
Control de seguimiento del origen del material: informes de materiales y lo mismo para los informes de pruebas de dureza para cada lote de aluminio 6061-T6, lo que permite una trazabilidad completa de la materia prima.
Trazabilidad del proceso de fabricación: un sistema computarizado registra los parámetros de estampado, las condiciones del molde y los datos de control de temperatura para cada lote, satisfaciendo los criterios de trazabilidad de producción en masa de grado automotriz.
Control de muestreo de productos terminados: según los estándares IATF 16949, se realizan inspecciones de muestreo de lotes, que cubren pruebas completas de dimensiones críticas, precisión de superficie y propiedades mecánicas.
Mecanismo de control y previsión de riesgos
Las grietas por estampado, las variaciones dimensionales, los defectos superficiales y similares se identifican por adelantado según los análisis del modo de falla DFMEA/PFMEA. Se introdujo una inspección de muestreo de estructura metálica 6061-T6 para verificar la coherencia del rendimiento del material con los estándares de diseño durante todo el proceso, de esta manera se garantiza la producción en masa compatible del servicio de estampado de aluminio de precisión. De hecho, ajustar cuidadosamente los parámetros de estampado elimina los peligros de la producción en masa.
Figura 4: Una línea de producción industrial que estampa componentes de aluminio para automóviles a escala.
¿Cuál es la verdadera correlación entre la variación del calibre del material bruto 6061-T6 y los costos variables en la adquisición de componentes 6061 estampados?
Una de las principales razones de la desviación de las dimensiones del lote y las pérdidas de desechos de componentes 6061 estampados es la fluctuación en la tolerancia del espesor de la materia prima, lo que también conduce a un aumento de los costos variables de adquisición. Las variaciones menores en el espesor pueden cambiar la condición de tensión durante el estampado y causar la desviación dimensional del lote. El estricto control de las tolerancias de las materias primas puede prevenir estos problemas.
Costo elevado de tolerancia del material
La correlación del costo de tolerancia del material muestra cuánto se ve afectado el costo total de adquisición. Se puede producir una tasa de desperdicio por lotes del 5 % con proveedores de materiales que utilizan materiales de tolerancia estándar, lo que generará altos costos de retrabajo y desperdicio y aumentará en gran medida el presupuesto general de adquisición de los componentes 6061 estampados. Se puede lograr una eliminación eficaz de los defectos de estampado mediante un control muy preciso.
Reducción del alto costo de utilización
La utilización de materiales a través de una optimización de anidamiento refinada realmente aumenta, hasta un 82%. Materias primas altamente consistentes, con esto, pueden reducir en gran medida los costos variables de producción en masa. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How To Minimize Engineering Change Orders In 6061-T6 Aluminum Stamping Workflows Through Early Custom Aluminum Stamping DFM Analysis?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
The minimum punch diameter to plate thickness ratio must be at least d/t1.0 to avoid punching crack and deformation.
The stretching thinning rate of complex cavities is maintained at 22%, by this way tearing is avoided.
Exact calculation of the layout overlap value is done to maximizing material utilization and ensuring molding stability.
Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
Project Parameters
No DFM Pre-analysis
Full DFM Pre-analysis Optimization
Improvement Effect
Engine Change (ECO) Frequency
4-6 times/project
0-1 times/project
Change rate reduced by over 85%.
Mold Trial Success Rate
65%-70%
≥95%
Significantly shortened trial molding cycle.
Project Delivery Cycle
35-40 working days
21-28 working days
Delivery efficiency improved by 30%+.
Trial Molding Material Loss Rate
8%-12%
≤2%
Significantly reduced trial molding cost.
How LS Manufacturing Solved a Critical 15% Cracking Defect Rate In a Client Automotive-Grade 6061-T6 Battery Pack Bracket Metal Stamping Project?
Problems with unreasonable mold design and the manufacturing process might result in high-frequency cracking, a common defect in precision metal stamping for aluminum finished products. This case study tackles 15% cracking defect in the 6061-T6 battery pack bracket by making thorough process optimization and rectification, stable mass production with zero defects was achieved.
Customer Challenge
A Tier 1 supplier of a North American new energy vehicle manufacturer was changing the design of a 2.5mm thick 6061-T6 battery pack suspension structure bracket. The component's 90 bending structure should have been able to resist the high-frequency vibrations.
The original supplier used traditional die-casting bending technology, which was not suited to the characteristics of 6061-T6 aluminum stamping material and left out the precise stamping stress control. It caused a 15% microscopic tensile cracking rate on the inner bending side resulting in fracture failure after the 5000 vibration fatigue cycles. The project might be stopped and be subject to claims.
Solución de fabricación LS
LS Manufacturing engineering team after taking over carried out complete DFM optimization and rectification, which is also the actual implementation of our exclusive troubleshooting guidelines:
In the beginning, the original unreasonable R1.5mm design was thrown away and changed to R6.5mm, strictly following the safety standard of R/t2.5.
Lastly, the aluminum coil layout direction was changed so that the principal stress line of bending is perpendicular to the direction of the rolled fibers, counteracting the material anisotropy defects.
A proprietary lubrication formula containing 75% base oil + 20% extreme pressure additive + 5% anti-wear agent was used to minimize the formation of thermal stress during the stamping process.
At the same time, the exclusive die stamping wear formula was used: Wear value = coefficient of friction per stroke number of stamping material thickness, accurately predicting die wear and That means providing batch estabilidad.
Resultados y valor
After the project was put into operation in mass production, the 400-ton servo stamping production line achieved an absolute 0% crack rate, the core positioning hole CPK value maintained at 1.42, and the manufacturing unit cost was reduced by 28% compared to before, with the unit cost dropping to $1.82. The parts passed the 50,000 high-frequency vibration tests, completely solving the fatigue fracture problem. The customer then ordered 300,000 units exclusively per year.
This case clearly demonstrates the mass production value of custom precision metal stamping for aluminum and offers a mature implementation model for the mass production of high-end stamped 6061 components based on a mature stamping quality optimization solution. Submit your precision stamping project requirements to obtain a similar customized rectification solution and completely solve the problems of part cracking and dimensional failure.
Preguntas frecuentes
Q1: What is the minimum order quantity (MOQ) for your custom aluminum stamping service at LS Manufacturing?
For 6061-T6 lightweight structural components, we can provide prototype samples starting from a single piece only, with the use of a soft mold quick-assembly structure for rapid prototyping. For bulk production progressive die stamping orders, a minimum order of 2000 pieces is suggested to cover mold development expenses and get the best per-piece price.
Q2: How does LS Manufacturing ensure that the T6 temper of 6061 aluminum is not compromised during precision metal stamping for aluminum?
All operations are performed using cold stamping physical processing, accompanied by a separate high-heat-dissipation lubrication system. The parts' temperature is allowed to rise only to less than 45℃, so that the initial metallographic structure of 6061-T6 is not damaged in any way and the material properties like yield strength and hardness remain intact.
Q3: Can your aluminum stamping manufacturing process support complex 3D lightweight structural parts design?
It is able to batch produce the forming of complex 3D structural parts. With the help of a 600-ton multi-station progressive die and servo stamping production line, it is possible to carry out a series of combined operations like deep drawing, punching, and indentation, this way being in line with the processing requirements of high-rigidity, complex curved, and lightweight parts.
Q4: What surface treatment options are available after the 6061-T6 aluminum stamping service is completed?
Apart from Hard Anodizing, we offer micron-level sandblasting, chemically conductive oxidation, and corrosion-resistant electrophoretic polishing. Each of the finish is implemented with film thickness measurement and salt spray testing, reaching the automotive and military level quality standards.
Q5: How do your technical staff control the tooling delivery lead time for high-volume custom aluminum stamping projects?
We control the tooling delivery time by using our proprietary digital mold design and CNC machining workshop with rapid DFM feedback and prototype mold cycles in 7-10 working days. For large-volume progressive dies, it is a well-planned and controlled process from design to first-piece delivery within 21-28 working days.
Q6: What is the average tooling lifespan for a progressive die used for stamped 6061 components?
Die components are made of the best imported raw materials including cemented carbide and high-speed steel, which are further treated with ultra-deep cryogenic treatment and TD coating. With this, a single die can have a stable and reliable service life of between 500,000 and 1 000 000 strokes, because of this are capable of supporting long-term large-scale production operations.
Q7: How does LS Manufacturing protect my proprietary designs and intellectual property (IP) during the custom aluminum stamping bidding phase?
One option is to sign an NDA, a legally binding two-way confidentiality agreement before disclosing. Our company server is equipped with an encrypted hierarchical management method. This way, 2D/3D drawings are strictly controlled by the management system to prevent unauthorized access and leakage of drawings, which can be considered as comprehensive protection of our client's intellectual property.
Q8: How can I obtain an accurate custom aluminum stamping manufacturing quote and how long does it take?
To get an accurate quote first you need to upload 2D/3D engineering drawings of the parts plus your batch size and surface treatment requirements. Our experienced technical assessors will then provide a detailed and transparent quotation including die fees and unit cost within 24 hours.
Resumen
Precision stamping of 6061-T6 aluminum alloy is far from a standard manufacturing operation. It is a comprehensive engineering well-thought process integrating material micromechanics, simulation prediction, and precision mold manufacturing.Industry problems like part cracking, dimensional springback, and excessive burrs are basically unintentional defects resulting from the incompatibility between process parameters and material properties.
Cleverly combined bending radii, dynamic blanking clearances, constant temperature mold control, and automotive-grade quality control systems, the inherently difficult mass production of lightweight aluminum alloy stamping can be completely solved, because of this giving both part structural strength and lightweight advantages.
High-quality precision aluminum stamping services are the first step towards helping the mid-to-high-end manufacturing supply chains face quality risks, minimize hidden costs, and guarantee delivery stability, thereby becoming one of the main pillars for project implementation. Process defects shouldn't be a reason for letting project progress suffer or supply chain profits be gradually lost, with the help of specialized technical solutions, mass production with zero defect and highest compliance becomes possible.
Today, you can receive a free exclusive DFM drawing compliance assessment service. Be it automotive chassis components, automated structural brackets, or precision electronic housings, upload your CAD drawings and get a tailor-made processing feasibility report within 24 hours, ensuring the best stamping processing solution.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.