
Aluminium-Stanzservice ist die Hauptverarbeitungsmethode für hochwertige Leichtbaukomponenten und löst große Probleme von 6061-T6-Aluminiumlegierungen, wie Risse, zu viel Rückfederung und unnötige Grate. Der Service kann eine Winkeltoleranz von 0,5 für Teile, eine Grathöhe von 0,03 mm und eine Losgröße CPK von 1,33 garantieren. Vor allem aufgrund der Nachfrage nach Großserienproduktion von neuen Energie- und Automatisierungsgeräten wird das Aluminiumstanzen mit speziellen Prozessen ausgestattet, um das Problem der hohen Streckgrenze von 6061-T6 zu lösen. So ist es in der Lage, die herkömmliche Stanzausbeute zu übertreffen, eine Null-Fehler-Lieferung für Hunderttausende von Teilen zu bieten und sekundäre Verarbeitungskosten vollständig zu eliminieren.
Derzeit ist der Einkauf von leichten Strukturteilen in den Bereichen neue Energie und Industrieautomation oft mit Problemen konfrontiert, da 6061-T6-Stanzteile sehr anfällig für verschiedene Qualitätsmängel sind. Der Hauptgrund ist das hohe Streckgrenzenverhältnis des Materials und sein geringerer plastischer Verformungsraum. Darüber hinaus sind die meisten herkömmlichen Fabriken nicht in der Lage, entsprechend angepasste Prozesse zu entwickeln. Hierdurch wird das etablierte technologische System von LS Manufacturing im Detail anhand von Präzisionsbearbeitungslösungen veranschaulicht, durch die Käufer praktische Lieferantenbewertungskriterien bereitgestellt werden.

6061-T6 Aluminium-Stanztechnologie: Kernparameter und wichtige Schlussfolgerungen
In diesem Kapitel haben wir die wichtigsten technischen Merkmale des 6061-T6-Aluminiumstanzens und die experimentellen Ergebnisse seiner Herstellung zusammengestellt. Der gesamte Datensatz stammt aus Massenproduktionstests und kann als Hauptreferenz bei der Lieferantenauswahl in der Beschaffung verwendet werden.
| Technische Abmessungen | Industriestandards | Tatsächliche LS Manufacturing-Messstandards | Kundenvorteile |
| Winkelrückfederungstoleranz | ±1,5° | ±0,5° | Beseitigt Fehlausrichtungsfehler bei der Baugruppe. |
| Begrenzter Biegeradius | R/t≥2.0 | R/t≥2.5 | Verhindert Zugrisse vollständig. |
| Batch-Dimensionsstabilität | CPK≥1.0 | CPK≥1,33 | Stabile Lieferung auf der 100.000-Stück-Ebene. |
| Maximale Grathöhe | ≤0,08 mm | ≤0,03 mm | Macht den sekundären Entgratungsprozess überflüssig. |
| Formtemperaturkontrollbereich | Keine genaue Steuerung erforderlich | 28℃-35℃ | Vermeidet Aluminiumanhaftungen und Oberflächenfehler. |
Wichtige Erkenntnisse
- Überhaupt keine Rückfederungsfehler: Wir verwenden die vollständige Servoform-Rückfederungskompensationstechnologie, um sicherzustellen, dass die Winkeltoleranz von 6061-T6-Strukturteilen sehr genau innerhalb von 0,5° kontrolliert wird.
- Teile ohne Risse herstellen: Durch die Umsetzung des grundlegenden Designstandards, dass der Biegeradius R/ t mindestens 2,5 betragen sollte, wurde die Entstehung von Zugrissen vollständig eliminiert.
- High-Compliance-Versand: Schlüsselmaß CPK 1,33, das es uns ermöglicht, mehr als 100.000 Stück ohne Grat zu liefern, was zu einem sehr hohen Maß an Versand-Compliance führt.
Warum sollten Sie sich für den Aluminium-Stanzservice von LS Manufacturing für die Herstellung präziser Strukturkomponenten entscheiden?
Das Herzstück der professionellen Herstellung von Aluminiumstanzen istein kontrollierbares Prozesssystem und die Stabilität der Massenproduktion und nicht ein einzelnes Gerät, das nur Vorteile bietet. LS Manufacturing nutzt Messdaten und ein konformes System, um dabei zu helfen, die häufigen Probleme der Branche bei der Massenproduktion zu lösen.
Aus meinem dreimonatigen Batch-Stanzexperiment geht hervor, dass 80 % oder mehr der Chargenqualitätsprobleme beim Stanzen von 6061-T6-Aluminium auf inkompatible Formparameter und das Fehlen eines geschlossenen Temperaturkontrollsystems zurückzuführen sind. Dies ist ein branchenweites Problem und unser Team hat es während der Bereitstellungszeit erneut überprüft. Wir verfügen über ein Prozesssystem, das sich strikt an die Präzisionsmetallumformung SAE J1113-2020 hält Standard und führt von der Materialauswahl bis zur Qualitätskontrolle der Massenproduktion.
Wir haben uns entschieden, die traditionellen, allgemeinen Stanzprozesse aufzugeben, nachdem wir die Branchenpraktiken konsultiert hatten, und haben exklusive Parameter entwickelt, die den Eigenschaften des 6061-T6-Materials entsprechen. Wir halten uns nicht nur an die ASTM B98/B98M-21-Verarbeitungsstandards für Aluminiumlegierungen, sondern versuchen auch, Verformungsrisiken mittels CAE-Simulation vorherzusagen, und integrieren ein IATF 16949-konformes Qualitätskontrollsystem, das die drei häufigsten Rissprobleme perfekt angeht. Rückfederung und Grate.
Dank der proprietären Formbeschichtungstechnologie und der dynamischen Abstandsberechnungslösungen kann die Ausschussquote für vom Kunden gestanzte Teile auf nur 0,5 % gehalten werden, wodurch versteckte Beschaffungskosten drastisch reduziert werden.Erhalten Sie ein kostenloses, exklusives Fallstudien-Whitepaper zum Präzisionsstanzen, um schnell die Anpassungsfähigkeit von Aluminiumstanzdienstleistungen für die Massenproduktion zu überprüfen und das Projekt genau zu bewerten Machbarkeit.

Warum ist das Stanzen von 6061-T6-Aluminium beim Präzisionsstanzen von Aluminium mit hoher Tonnage so anfällig für Risse?
Aufgrund seiner Materialeigenschaften mit hoher Festigkeit ist 6061-T6-Aluminiumstanzteil bei Stanzvorgängen mit hoher Tonnage sehr anfällig für Rissdefekte. Dieses Metall ist vollständig ausgehärtet, weist eine sehr geringe Dehnung auf und die Körner bleiben über einen längeren Zeitraum stark vorgespannt. LS Manufacturing eliminiert die Möglichkeit, Risse von der Wurzel her zu prägen, durch eine äußerst genaue Prozesskontrolle.
Warum Materialien mikrostrukturelle Defekte aufweisen
Die Verteilung hochfester Aluminiumkörner ist für die Formgebung des Endprodukts während der Umformvorgänge äußerst wichtig. 6061-T6 weist nach dem Aushärten dicht gepackte Körner und hohe lokale Spannungen auf, die es nahezu unmöglich machen, einen gleichmäßigen Kunststofffluss zu erreichen. Bei in Längs- und Querrichtung gewalzten Materialien kann der Unterschied in der Umformgrenze (FLD) sogar 15 % betragen.
Die falsche Packrichtung kann die direkte Ursache für mikroskopische Scherrisse sein. Mit einer standardisierten Prozesssteuerung kann man die Möglichkeit solcher Formungsfehler wirksam beseitigen, stabile Umformergebnisse beim Präzisionsmetallstanzen von Aluminium erzielen und auf präzise Weise eine Stanzkornkontrolle Prozessstandards durchführen.
Unsere Erfahrungen mit Stanzprojekten für neue Energiebatteriehalterungen haben gezeigt, dass das Auftreten von Rissen im Produkt durch den Winkel zwischen der Materialwalzrichtung und der Biegespannungslinie bestimmt wird.
Lösung zur Vermeidung von Massenproduktionsprozessparametern
Durch sehr genaue Prozessproportionen kann das Risiko von Rissen vollständig ausgeschlossen werden. Die grundlegenden Vorgänge basieren auf professionellen Stanzgeschwindigkeitskalibrierung-Standards, die insbesondere diese drei Punkte festlegen:
- Begrenzen Sie die Prägegeschwindigkeit stark und halten Sie die Parameter konstant im Bereich von 15 mm/s bis 25 mm/s, um zu verhindern, dass das Material aufgrund einer plötzlichen Spannungsüberlastung reißt.
- Sie müssen die Blechhalterkraft (BHF) genau kennen und den Druck je nach Blechdicke ändern, um ein Gleichgewicht zwischen den plastischen Flussraten des Materials zu erreichen.
- Führen Sie das R/t2.5-Biegekriterium flächendeckend durch, um dem Problem des Kornbruchs aufgrund extremer Zugbeanspruchung praktisch ein Ende zu setzen.
Um Rissbildungsprobleme beim Stanzen von 6061-T6-Aluminium vollständig zu vermeiden, können Sie eine kostenlose Einzelberatung zur Anpassung der Prozessparameter erhalten. Mithilfe eines professionellen Stanzservices für Aluminium kann eine maßgeschneiderte Stanzlösung entwickelt werden, um das Problem der Rissbildung in der Massenproduktion an der Wurzel zu packen.

Abbildung 1: Eine Darstellung verschiedener Aluminium-Stanzteile, wie z. B. Halterungen, hergestellt aus 6061-T6-Legierung.
Wie eliminiert man die Rückfederung beim Stanzen leichter Strukturen, um strenge Maßtoleranzen sicherzustellen?
Die Rückfederung der Teile und ihre Maßabweichungen bei leichten Strukturstanzservice-Produkten werden hauptsächlich durch den hohen Elastizitätsmodul und die Streckgrenze des Materials verursacht. LS Manufacturing verwendet CAE-Finite-Elemente-Dynamiksimulation für die Voreinstellung des Umkehrbiegekompensationswinkels und eine fortschrittliche Servodruckhaltetechnologie wird eingesetzt, um den Rückfederungsfehler der Teile auf 0,5 zu halten.
Zuordnung der Blechdicke zum Ausmaß der Rückfederung
Die Dicke eines Blechs ist einer der Hauptparameter, der sich auf die Rückfederung auswirkt, die schließlich zu Maßabweichungen führt. Auch die Unterschiede in der Rückfederung aufgrund unterschiedlicher Blechdicken folgen einem bestimmten bekannten Muster. Ein professioneller Herstellungsprozess für das Stanzen von Aluminium ist in der Lage, den Grad der Rückfederung anhand der Parameter der Blechdicke zu bestimmen, die genauen Kompensationsschritte rechtzeitig durchzuführen und das beste Formergebnis zu erzielen durch den Experten Stanzdruckeinstellung.
| Blattdicke | Standard-Rückfederungswinkel | Kompensierter Rückfederungswinkel | Maßabweichung |
| 1,5 mm | 1,8°-2,2° | ≤0,4° | ≤0,02mm |
| 2,0 mm | 2,2°-2,8° | ≤0,45° | ≤0,025mm |
| 3,0 mm | 3,0°-3,5° | ≤0,5° | ≤0,03 mm |
Die Temperaturbalance-Genauigkeitskontrolle
Die Temperaturausgleichssteuerung der Matrize stabilisiert die Prägegenauigkeit, indem sie die Temperaturänderungen der Matrize, die Spieländerungen in Windungen darstellen, und die Rückfederungsfehler sowohl direkt als auch indirekt aufrechterhält. Natürlich ist die ständige Kontrolle der Werkzeugtemperatur bei der Massenproduktion von entscheidender Bedeutung, damit die thermische Verformung nicht der Grund für den Verlust der Maßhaltigkeit ist.
Darüber hinaus kann man durch die Überprüfung des Stempeldesigns direkt die Fähigkeit eines Lieferanten zum leichten Stanzen messen, was eine Voraussetzung für die Implementierung der effizientesten Stanzrückfederungsunterdrückung ist Lösungen.
Kurz gesagt führt dieses dynamische Kompensationssystem zu elastischen Erholungsfehlern des Materials, gleicht diese Fehler aber auch proaktiv aus, was bedeutet, dass die Maßeinheitlichkeit nicht nur erhalten bleibt, sondern sogar Charge für Charge von Teilen verbessert wird. Und das ist tatsächlich die grundlegende technologische Grundlage, die eine hochwertige, kundenspezifische Aluminiumprägung gewährleistet.
Geben Sie die Blechdicke und Biegeparameter Ihres Teils ein, um eine kostenlose, präzise Berechnung der Rückfederungskompensation zu erhalten und so die Maßgenauigkeit für Ihren Stanzservice für Leichtbaustrukturen sicherzustellen.
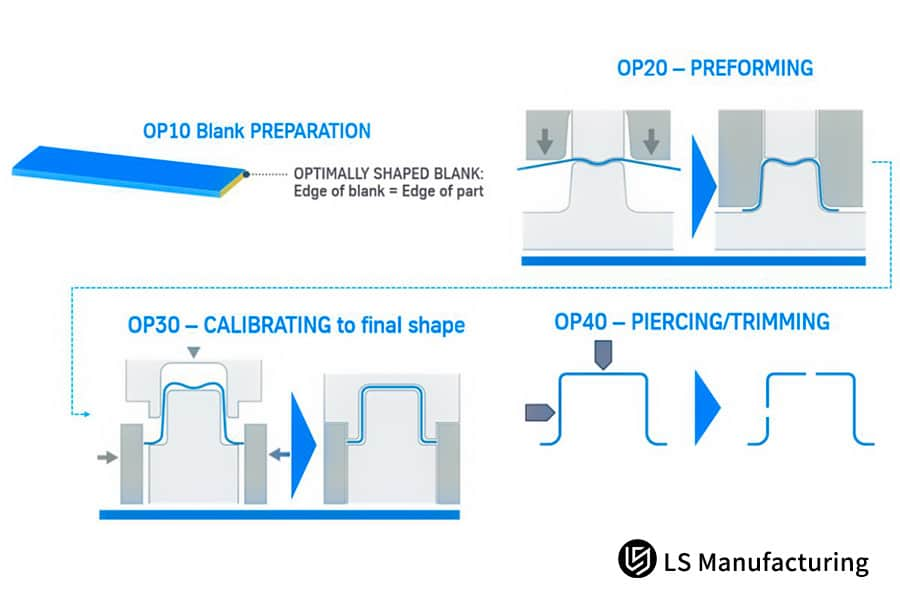
Abbildung 2: Technisches Diagramm, das die OP20-Vorformungsphase in einem Metallstanz-Workflow veranschaulicht.
Was ist der optimale Werkzeugabstand beim kundenspezifischen Aluminiumstanzen, um saubere Scherkanten ohne sekundäres Entgraten zu erzielen?
Beim kundenspezifischen Aluminiumstanzen ist ein präziser Stanz-Matrizen-Abstand der eigentliche Grund dafür, Scheroberflächen ohne Grate herzustellen, sodass keine Nachbearbeitung erforderlich ist. LS Die Fertigung verzichtet nicht nur auf die Verwendung standardmäßiger Stanzspielparameter, sondern schafft auch exklusive Spielparameter für 6061-T6, was zu einer dramatischen Verbesserung der Schnittqualität und einer Stabilisierung der Genauigkeit des Endprodukts führt.
Analyse des Clearance-Failure-Szenarios
Die Analyse von Stanzspielfehlern trägt dazu bei, querschnittliche Qualitätsmängel wirksam zu verhindern. Sehr kleine oder sehr große Abstände führen zu unterschiedlichen Qualitätsproblemen und haben großen Einfluss auf die Qualität der gestanzten 6061-Bauteile. Stanzkantenprofessionelle Optimierung ist eine Behandlung, die zu einer deutlichen Verbesserung von Querschnittsfehlern führen kann:
- Abstand unter 10 %t: Es kommt zu sekundärer Scherung, die nicht nur die Form beschädigt, sondern auch Kratzer im Querschnitt des Teils hinterlässt.
- Abstand über 12 %t: Kanten werden rau, Grate werden stärker angeregt und Ecken sind übermäßig eingestürzt, weshalb eine Nachbearbeitung erforderlich ist.
Hochvolumige, stabile Präzisionslösung
Durch den Einsatz von WC-Co-Hartmetall-Formeinsätzen in Verbindung mit niedrigviskosem Spezial-Stanzöl kann das Spiel über einen langen Zeitraum auf dem Standardniveau gehalten werden. Dadurch wird unter anderem der Formreibungsverschleiß reduziert. Darüber hinaus garantiert es eine stabile Produktion der Schnittquerschnittsqualität bei der Herstellung von Massenproduktionseinheiten von Hunderttausenden, wodurch die Lieferqualität von kundenspezifischen Aluminiumstanzen stabilisiert und eine langfristige Stanztoleranzkontrolle ermöglicht wird.
Warum muss ein professioneller Zulieferer für die Herstellung von Aluminiumstanzen die kontinuierliche Temperaturstabilität mehrerer Stationen bei Folgeverbundwerkzeugen kontrollieren?
Während der laufenden Produktion mit mehreren Stationen kann ein erheblicher Wärmestau in der Matrize zu Problemen wie dem Anhaften von Aluminium und den daraus resultierenden Formveränderungen führen. Dies kann sich stark auf die Gesamtqualität der Produktionscharge auswirken bei der Herstellung von Aluminiumstempeln. LS Manufacturing hat ein Chip-Mikrokanal-Umlaufkühlsystem installiert, das dazu beiträgt, die Chip-Temperatur konstant und auf dem besten Niveau zu halten, was wiederum zu einer kontinuierlichen Massenproduktion führt.
Qualitätsgefahren von Aluminiumfressfehlern
Die Vermeidung von Abriebfehlern bei Aluminium ist für die Qualitätskontrolle in der Großserienfertigung unerlässlich. Das Abreiben von Aluminium verschlechtert nicht nur die Oberflächenebenheit der Teile (Klasse A), sondern hinterlässt auch bleibende Kratzer die zur sofortigen Entsorgung der Teile führen und einen erheblichen Anstieg der versteckten Beschaffungskosten zur Folge haben. Es handelt sich also um einen der größten Mängel in der Massenproduktion, den erstklassige Aluminiumstanzdienste nicht durch stabile Steuerungssysteme für die Gesenkkühlung herausfordern.
Einige wichtige Lösungen zur Bekämpfung der Gefahr, dass Aluminium im Kern festklebt, sind:
- Konsistenz der Formtemperatur: Durch die Verwendung eines Mikrokanal-Umlaufkühlsystems wird die Arbeitstemperatur der Form konstant zwischen 28℃-35℃ reguliert, um ein Anhaften von Aluminium aufgrund hoher Temperaturen zu verhindern.
- Hervorragende Formbeschichtung: Das Aufbringen von verschleißfesten CrN- und TD-Wärmediffusionsbeschichtungen dient dazu, den Reibungskoeffizienten zwischen der Form und dem Aluminiummaterial zu senken und dadurch sowohl die Anhaftung von Aluminium als auch Kratzer auf Materialebene zu verhindern.
- Spezielle Schmiermethode: Die Verwendung von 6061-T6 Einzelprägeöl mit niedriger Viskosität ist ideal, das gleichzeitig die Prägewärme ableitet und die Oberfläche der Teile präzise hält.
Vergleich der Antihaftleistung von Formbeschichtungen
Die Anti-Aluminium-Hafteigenschaften verschiedener Beschichtungen variieren erheblich und bestimmen direkt die Lebensdauer der Form und die Stabilität der Massenproduktion:
| Beschichtungstyp | Anti-Aluminium-Haftungsleistung | Wear Life | Anwendbarer Massenproduktionsmaßstab |
| Gewöhnliche Oxidationsbeschichtung | Schlecht, anfällig für Aluminiumhaftung und Kratzer | ≤200.000 Striche | Kleinserien-Prototyping |
| TD Heat-Diffusion Coating | Ausgezeichnete, niedrige Haftungsrate | ≥800.000 Striche | Massenproduktion im mittleren bis großen Maßstab |
| CrN-Beschichtung | Ausgezeichnet, fast keine Aluminiumhaftung | ≥1.000.000 Striche | Massenproduktion von 100.000 Stück |
Kurz gesagt ist die doppelte Wirkung der Aufrechterhaltung einer stabilen Temperatur und der Verwendung hochwertiger Beschichtungen in der Lage, den hochpräzisen Zustand der Form über einen längeren Zeitraum aufrechtzuerhalten. Dadurch kann das Auftreten von Oberflächenfehlern in einer Reihe von Teilen verhindert werden. Dies ist der industrielle Kernprozess des standardmäßigen Präzisionsaluminiumstanzdienstes und verbessert das gesamte System zur Stanzqualitätsüberwachung.

Abbildung 3: Nahaufnahme einer gerissenen Aluminiumkomponente, die einen möglichen Fehler beim Stanzen veranschaulicht.
Wie weist LS Manufacturing bei der Massenproduktion von Präzisionsaluminiumstanzdienstleistungen die Einhaltung der IATF 16949 auf Automobilniveau nach?
Strikt durchgesetzte Automobilstandards für die Produktion im Kern ermöglichen die Lieferung fehlerfreier Präzisionsaluminiumstanzteile für eine Massenproduktion von Hunderttausenden Stück. Neben einer standardisierten Verwaltung und digitalen Abwicklung hat LS Manufacturing ein geschlossenes Qualitätskontrollsystem über den gesamten Produktionsprozess geschaffen, mit dem Ziel, die IATF 16949-Anforderungen für die Massenproduktion zu erfüllen.
Standards für die Einführung doppelter Zertifizierungen
Einführung einer Qualitätszertifizierungsmaßnahmens zur Standardisierung des Massenproduktionsprozesses insgesamt. Das Werk wendet ausnahmslos die grundlegende Qualitätskontrolle ISO 9001 und die Automobilstandards IATF 16949 an, die strenger sind. Dies bietet eine Garantie für Rückverfolgbarkeit und Kontrolle in den verschiedenen Phasen von der Rohstoffannahme bis zur Auslieferung der fertigen Produkte. Auf diese Weise wird auch die Anpassung des Angebots an die Nachfrage nach kundenspezifischen Aluminium-Stanzprojekten von höchster Qualität realisiert, und Standards für die Übereinstimmung von Metall-Stanzmaterialien werden strikt eingehalten.
Wichtige Kontrollelemente für den Stammbaum mit doppelter Zertifizierung:
- Materialursprungsverfolgungskontrolle: Materialberichte und dasselbe für Härtetestberichte für jede Charge von 6061-T6-Aluminium, was eine vollständige Rückverfolgbarkeit des Rohmaterials ermöglicht.
- Rückverfolgbarkeit des Herstellungsprozesses: Ein computergestütztes System protokolliert Prägeparameter, Formbedingungen und Temperaturkontrolldaten für jede Charge und erfüllt so die Rückverfolgbarkeitskriterien für die Massenproduktion in der Automobilindustrie.
- Kontrolle der Probenahme des fertigen Produkts: Gemäß den IATF 16949-Standards werden Chargen-Stichprobeninspektionen durchgeführt, die eine vollständige Prüfung kritischer Abmessungen, Oberflächenpräzision und mechanischer Eigenschaften umfassen.
Risikoprognose- und Kontrollmechanismus
Stempelrisse, Maßabweichungen, Oberflächenfehler und Ähnliches werden im Vorfeld basierend auf DFMEA/PFMEA-Fehlermodusanalysen identifiziert. Es wurde eine 6061-T6-Stichprobenprüfung der Metallstruktur eingeführt, um die Übereinstimmung der Materialleistung mit den Designstandards während des gesamten Prozesses zu überprüfen. Auf diese Weise wird die konforme Massenproduktion von Präzisions-Aluminium-Stanzservice sichergestellt. Tatsächlich eliminiert die sorgfältige Anpassung der Prägeparameter die Gefahren der Massenproduktion.

Abbildung 4: Eine industrielle Produktionslinie, die Aluminium-Automobilkomponenten im großen Maßstab stanzt.
Was ist der wahre Zusammenhang zwischen der Variation der Rohmaterialstärke 6061-T6 und den variablen Kosten bei der Beschaffung von gestanzten 6061-Komponenten?
Einer der Hauptgründe für Chargenmaßabweichungen und Ausschussverluste bei gestanzten 6061-Komponenten ist die Schwankung der Dickentoleranz des Rohmaterials, die auch zu einem Anstieg der variablen Beschaffungskosten führt. Geringe Dickenschwankungen können den Spannungszustand während des Stanzens verändern und zu Maßabweichungen der Charge führen. Die strenge Kontrolle der Rohstofftoleranzen kann solche Probleme verhindern.
Erhöhte Materialtoleranzkosten
Die Materialtoleranzkostenkorrelation zeigt, wie stark die gesamten Beschaffungskosten beeinflusst werden. A batch scrap rate of 5% can occur with material suppliers using standard tolerance materials, which will lead to high rework and scrap costs and will greatly increase the overall procurement budget of the stamped 6061 components. Efficient stamping defect elimination can be reached by very accurate control.
Downsizing of High Utilization Cost
Material utilization through refined nesting optimization is Really increased, up to 82%. Highly consistent raw materials, with this, can greatly reduce mass production variable costs. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How To Minimize Engineering Change Orders In 6061-T6 Aluminum Stamping Workflows Through Early Custom Aluminum Stamping DFM Analysis?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
- The minimum punch diameter to plate thickness ratio must be at least d/t1.0 to avoid punching crack and deformation.
- The stretching thinning rate of complex cavities is maintained at 22%, by this way tearing is avoided.
- Exact calculation of the layout overlap value is done to maximizing material utilization and ensuring molding stability.
Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
| Project Parameters | No DFM Pre-analysis | Full DFM Pre-analysis Optimization | Improvement Effect |
| Engine Change (ECO) Frequency | 4-6 times/project | 0-1 times/project | Change rate reduced by over 85%. |
| Mold Trial Success Rate | 65%-70% | ≥95% | Significantly shortened trial molding cycle. |
| Project Delivery Cycle | 35-40 working days | 21-28 working days | Delivery efficiency improved by 30%+. |
| Trial Molding Material Loss Rate | 8%-12% | ≤2% | Significantly reduced trial molding cost. |
How LS Manufacturing Solved a Critical 15% Cracking Defect Rate In a Client Automotive-Grade 6061-T6 Battery Pack Bracket Metal Stamping Project?
Problems with unreasonable mold design and the manufacturing process might result in high-frequency cracking, a common defect in precision metal stamping for aluminum finished products. This case study tackles 15% cracking defect in the 6061-T6 battery pack bracket by making thorough process optimization and rectification, stable mass production with zero defects was achieved.
Customer Challenge
A Tier 1 supplier of a North American new energy vehicle manufacturer was changing the design of a 2.5mm thick 6061-T6 battery pack suspension structure bracket. The component's 90 bending structure should have been able to resist the high-frequency vibrations.
The original supplier used traditional die-casting bending technology, which was not suited to the characteristics of 6061-T6 aluminum stamping material and left out the precise stamping stress control. It caused a 15% microscopic tensile cracking rate on the inner bending side resulting in fracture failure after the 5000 vibration fatigue cycles. The project might be stopped and be subject to claims.
LS-Fertigungslösung
LS Manufacturing engineering team after taking over carried out complete DFM optimization and rectification, which is also the actual implementation of our exclusive troubleshooting guidelines:
- In the beginning, the original unreasonable R1.5mm design was thrown away and changed to R6.5mm, strictly following the safety standard of R/t2.5.
- Lastly, the aluminum coil layout direction was changed so that the principal stress line of bending is perpendicular to the direction of the rolled fibers, counteracting the material anisotropy defects.
- A proprietary lubrication formula containing 75% base oil + 20% extreme pressure additive + 5% anti-wear agent was used to minimize the formation of thermal stress during the stamping process.
- At the same time, the exclusive die stamping wear formula was used: Wear value = coefficient of friction per stroke number of stamping material thickness, accurately predicting die wear and That means providing batch stability.
Ergebnisse und Wert
After the project was put into operation in mass production, the 400-ton servo stamping production line achieved an absolute 0% crack rate, the core positioning hole CPK value maintained at 1.42, and the manufacturing unit cost was reduced by 28% compared to before, with the unit cost dropping to $1.82. The parts passed the 50,000 high-frequency vibration tests, completely solving the fatigue fracture problem. The customer then ordered 300,000 units exclusively per year.
This case clearly demonstrates the mass production value of custom precision metal stamping for aluminum and offers a mature implementation model for the mass production of high-end stamped 6061 components based on a mature stamping quality optimization solution. Submit your precision stamping project requirements to obtain a similar customized rectification solution and completely solve the problems of part cracking and dimensional failure.

FAQs
Q1: What is the minimum order quantity (MOQ) for your custom aluminum stamping service at LS Manufacturing?
For 6061-T6 lightweight structural components, we can provide prototype samples starting from a single piece only, with the use of a soft mold quick-assembly structure for rapid prototyping. For bulk production progressive die stamping orders, a minimum order of 2000 pieces is suggested to cover mold development expenses and get the best per-piece price.
Q2: How does LS Manufacturing ensure that the T6 temper of 6061 aluminum is not compromised during precision metal stamping for aluminum?
All operations are performed using cold stamping physical processing, accompanied by a separate high-heat-dissipation lubrication system. The parts' temperature is allowed to rise only to less than 45℃, so that the initial metallographic structure of 6061-T6 is not damaged in any way and the material properties like yield strength and hardness remain intact.
Q3: Can your aluminum stamping manufacturing process support complex 3D lightweight structural parts design?
It is able to batch produce the forming of complex 3D structural parts. With the help of a 600-ton multi-station progressive die and servo stamping production line, it is possible to carry out a series of combined operations like deep drawing, punching, and indentation, this way being in line with the processing requirements of high-rigidity, complex curved, and lightweight parts.
Q4: What surface treatment options are available after the 6061-T6 aluminum stamping service is completed?
Apart from Hard Anodizing, we offer micron-level sandblasting, chemically conductive oxidation, and corrosion-resistant electrophoretic polishing. Each of the finish is implemented with film thickness measurement and salt spray testing, reaching the automotive and military level quality standards.
Q5: How do your technical staff control the tooling delivery lead time for high-volume custom aluminum stamping projects?
We control the tooling delivery time by using our proprietary digital mold design and CNC machining workshop with rapid DFM feedback and prototype mold cycles in 7-10 working days. For large-volume progressive dies, it is a well-planned and controlled process from design to first-piece delivery within 21-28 working days.
Q6: What is the average tooling lifespan for a progressive die used for stamped 6061 components?
Die components are made of the best imported raw materials including cemented carbide and high-speed steel, which are further treated with ultra-deep cryogenic treatment and TD coating. With this, a single die can have a stable and reliable service life of between 500,000 and 1 000 000 strokes, because of this are capable of supporting long-term large-scale production operations.
Q7: How does LS Manufacturing protect my proprietary designs and intellectual property (IP) during the custom aluminum stamping bidding phase?
One option is to sign an NDA, a legally binding two-way confidentiality agreement before disclosing. Our company server is equipped with an encrypted hierarchical management method. This way, 2D/3D drawings are strictly controlled by the management system to prevent unauthorized access and leakage of drawings, which can be considered as comprehensive protection of our client's intellectual property.
Q8: How can I obtain an accurate custom aluminum stamping manufacturing quote and how long does it take?
To get an accurate quote first you need to upload 2D/3D engineering drawings of the parts plus your batch size and surface treatment requirements. Our experienced technical assessors will then provide a detailed and transparent quotation including die fees and unit cost within 24 hours.
Zusammenfassung
Precision stamping of 6061-T6 aluminum alloy is far from a standard manufacturing operation. It is a comprehensive engineering well-thought process integrating material micromechanics, simulation prediction, and precision mold manufacturing. Industry problems like part cracking, dimensional springback, and excessive burrs are basically unintentional defects resulting from the incompatibility between process parameters and material properties.
Cleverly combined bending radii, dynamic blanking clearances, constant temperature mold control, and automotive-grade quality control systems, the inherently difficult mass production of lightweight aluminum alloy stamping can be completely solved, because of this giving both part structural strength and lightweight advantages.
High-quality precision aluminum stamping services are the first step towards helping the mid-to-high-end manufacturing supply chains face quality risks, minimize hidden costs, and guarantee delivery stability, thereby becoming one of the main pillars for project implementation. Process defects shouldn't be a reason for letting project progress suffer or supply chain profits be gradually lost, with the help of specialized technical solutions, mass production with zero defect and highest compliance becomes possible.
Today, you can receive a free exclusive DFM drawing compliance assessment service. Be it automotive chassis components, automated structural brackets, or precision electronic housings, upload your CAD drawings and get a tailor-made processing feasibility report within 24 hours, ensuring the best stamping processing solution.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


