Serviço de estampagem de alumínio para componentes estruturais leves 6061-T6
Escrito por
Gloria
Publicado
May 29 2026
Estampagem de metal
Siga-nos
Serviço de estampagem de alumínio é o principal método de processamento usado para componentes leves de alta qualidade e resolve os principais problemas das ligas de alumínio 6061-T6, como rachaduras, retorno excessivo e rebarbas desnecessárias. O serviço pode garantir tolerância de ângulo de 0,5 para peças, altura de rebarbas de 0,03 mm e tamanho de lote CPK de 1,33. Principalmente com a demanda por produção em larga escala de novos equipamentos de energia e automação, a estampagem de alumínio vem com processos especiais para lidar com o problema de alta resistência ao rendimento do 6061-T6, de modo que é capaz de superar a taxa de rendimento da estampagem tradicional, oferecer entrega sem defeito para centenas de milhares de peças e eliminar completamente os custos de processamento secundário.
Atualmente, a compra de peças estruturais leves em setores de nova energia e automação industrial é frequentemente confrontada com problemas, já que peças estampadas 6061-T6 são altamente suscetíveis a vários defeitos de qualidade. A principal razão é a alta relação de resistência ao escoamento do material e seu menor espaço de deformação plástica. Além disso, a maioria das fábricas convencionais não tem capacidade de desenvolver processos adequadamente customizados. Aqui, o sistema tecnológico bem estabelecido da LS Manufacturing é ilustrado em detalhes com soluções de usinagem de precisão através das quais os compradores recebem critérios práticos de avaliação de fornecedores.
Tecnologia de estampagem de alumínio 6061-T6: parâmetros principais e principais conclusões
Neste capítulo, coletamos as principais características técnicas da estampagem de alumínio 6061-T6 e os resultados experimentais de sua produção. Todo o conjunto de dados é proveniente de testes de produção em massa e pode ser usado como referência principal na seleção de fornecedores em compras.
Dimensões Técnicas
Padrões da indústria
Padrões de medição reais de fabricação LS
Benefícios ao cliente
Tolerância de retorno elástico do ângulo
±1,5°
±0,5°
Elimina falhas de desalinhamento de montagem.
Raio de curvatura limitado
R/t≥2.0
R/t≥2,5
Elimina completamente as fissuras por tração.
Estabilidade dimensional do lote
CPK≥1.0
CPK≥1,33
Entrega estável no nível de 100.000 peças.
Altura máxima da rebarba
≤0,08mm
≤0,03mm
Elimina o processo de rebarbação secundário.
Faixa de controle de temperatura do molde
Não é necessário controle preciso
28℃-35℃
Evita a adesão do alumínio e defeitos de superfície.
Principais conclusões
Nenhum erro de retorno elástico: Usamos a tecnologia completa de compensação de retorno elástico do molde servo para garantir que a tolerância do ângulo das peças estruturais 6061-T6 seja controlada com muita precisão dentro de 0,5°.
Fazendo peças sem rachaduras: Ao implementar o padrão de projeto fundamental de que o raio de curvatura R/ t deve ser de pelo menos 2,5, a produção de trincas por tração foi totalmente eliminada.
Remessa de alta conformidade: dimensão principal CPK 1.33, que nos permite entregar mais de 100.000 peças sem rebarbas, levando a um nível muito alto de conformidade de remessa.
Por que escolher o serviço de estampagem de alumínio da LS Manufacturing para fabricação de componentes estruturais de precisão?
No coração da fabricação profissional de estampagem de alumínio estáum sistema de processo controlável e estabilidade de produção em massa, em vez de uma única peça de equipamento que só tem vantagens. A LS Manufacturing está usando dados medidos e um sistema compatível para ajudar a resolver os problemas comuns da indústria com a produção em massa.
Em meu experimento de três meses de estampagem em lote, 80% ou mais dos problemas de qualidade de lote na estampagem de alumínio 6061-T6 podem ser atribuídos a parâmetros de molde incompatíveis e à ausência de um sistema de controle de temperatura de circuito fechado. Este é um problema que afeta todo o setor e nossa equipe o verificou novamente durante o período de implantação. Temos um sistema de processo que segue rigorosamente a SAE J1113-2020 padrão de conformação de metal de precisão e lidera desde a seleção do material até o controle de qualidade da produção em massa.
Decidimos abandonar os processos de estampagem tradicionais e gerais após consultar as práticas da indústria e projetamos parâmetros exclusivos que atendem às características do material 6061-T6. Não apenas cumprimos os padrões de processamento de ligas de alumínio ASTM B98/B98M-21, mas também tentamos prever riscos de deformação por meio de simulação CAE, bem como incluímos um sistema de controle de qualidade compatível com IATF 16949 que resolve perfeitamente os três problemas mais comuns de rachaduras, retorno elástico, e rebarbas.
Graças à tecnologia proprietária de revestimento de moldes e às soluções dinâmicas de cálculo de folga, a taxa de descarte de peças estampadas pelo cliente pode ser mantida em apenas 0,5%, reduzindo drasticamente os custos ocultos de aquisição.Receba gratuitamente um white paper exclusivo de estudo de caso de estampagem de precisão para verificar rapidamente a adaptabilidade da produção em massa dos serviços de estampagem de alumínio e avaliar com precisão o projeto viabilidade.
Por que o serviço de estampagem de alumínio 6061-T6 é tão propenso a rachaduras durante a estampagem de metal de precisão de alta tonelagem para operações de alumínio?
Devido às propriedades de alta resistência do material, a a estampagem de alumínio 6061-T6 é muito suscetível a defeitos de trincas durante operações de estampagem de alta tonelagem. Este metal é totalmente endurecido pelo envelhecimento, tem um alongamento muito baixo e os grãos permanecem altamente protendidos por um período prolongadoiod. A LS Manufacturing elimina completamente a possibilidade de estampar rachaduras desde a raiz, conduzindo um controle de processo extremamente preciso.
Por que os materiais apresentam defeitos microestruturais
A distribuição de grãos de alumínio de alta resistência é extremamente significativa na modelagem do produto final durante as operações de conformação. O 6061-T6, depois de ter sido endurecido por envelhecimento, apresenta grãos compactados e altas tensões localizadas que tornam quase impossível obter um fluxo plástico suave. Para materiais laminados nas direções longitudinal e transversal, a diferença no limite de conformação (FLD) pode chegar até a 15%.
A direção incorreta da embalagem pode ser a causa direta do rompimento microscópico por cisalhamento. Com o controle de processo padronizado, é possível eliminar efetivamente a possibilidade de tais defeitos de conformação, produzir resultados de conformação estáveis na estampagem de metais de precisão para alumínio e, de maneira precisa, realizar o estampagem de controle de grãos padrão de processo.
Nossa experiência nos novos projetos de estampagem de suporte de bateria de energia mostrou que a ocorrência de trincas no produto é decidida pelo ângulo entre a direção de laminação do material e a linha de tensão de flexão.
Solução para evitar parâmetros do processo de produção em massa
Através de proporções de processo muito precisas, os riscos de rachaduras podem ser completamente eliminados. As operações fundamentais tomam como referência os padrões profissionais de calibração de velocidade de estampagem, em particular estipulando estes três pontos:
Limite severamente a velocidade de estampagem, mantendo os parâmetros constantemente na faixa de 15 mm/s a 25 mm/s, para evitar que o material seja rasgado devido à sobrecarga de tensão instantânea.
Tenha um conhecimento exato da força do suporte do blank (BHF) e altere a pressão da espessura da placa para encontrar um equilíbrio entre as taxas de fluxo plástico do material.
Use o critério de flexão R/t2.5 em todos os aspectos para pôr fim circunstancialmente ao problema de fratura de grãos devido à tensão de tração extrema.
Para evitar completamente problemas de rachaduras na estampagem de alumínio 6061-T6, você pode receber consultoria individual gratuita sobre adaptação de parâmetros de processo. Contando com um serviço profissional de estampagem de alumínio, uma solução de estampagem personalizada pode ser desenvolvida para resolver o problema de rachaduras na produção em massa em sua raiz.
Figura 1: Exibição de diversas peças estampadas em alumínio, como suportes, feitas de liga 6061-T6.
Como eliminar o springback em serviços de estampagem estrutural leve para garantir tolerâncias dimensionais rigorosas?
O retorno elástico das peças e seus desvios dimensionais dos produtos do serviço de estampagem estrutural leve são causados principalmente pelo alto módulo de elasticidade e resistência ao escoamento do material. A LS Manufacturing usa simulação dinâmica de elementos finitos CAE para a pré-configuração do ângulo de compensação de flexão reversa e uma tecnologia avançada de retenção de pressão servo é feita para manter o erro de retorno elástico das peças em 0,5.
Mapeamento da espessura da folha para a quantidade de retorno
A espessura de uma folha é um dos principais parâmetros que afetam o retorno elástico, o que eventualmente leva ao desvio dimensional. As diferenças no nível de retorno elástico devido às diferentes espessuras da chapa também seguem um certo padrão conhecido. Um processo profissional de fabricação de estampagem de alumínio é capaz de determinar o nível de retorno elástico com base nos parâmetros de espessura da chapa, realizar as etapas exatas de compensação em tempo hábil e obter o melhor resultado de moldagem por meio do ajuste de pressão de estampagem especializado.
Espessura da folha
Ângulo Springback padrão
Ângulo de Springback compensado
Desvio Dimensional
1,5mm
1,8°-2,2°
≤0,4°
≤0,02mm
2,0 mm
2,2°-2,8°
≤0,45°
≤0,025mm
3,0 mm
3,0°-3,5°
≤0,5°
≤0,03mm
Controle de precisão do equilíbrio de temperatura da matriz
O controle de equilíbrio de temperatura da matriz estabiliza a precisão da estampagem, mantendo as mudanças de temperatura da matriz, representando as mudanças de folga nas curvas e os erros de retorno elástico, tanto direta quanto indiretamente. É claro que controlar a temperatura da matriz o tempo todo na produção em massa é crucial para que a deformação térmica não seja a razão para a perda de precisão dimensional.
Além disso, ao revisar o design da matriz, é possível medir diretamente a capacidade de um fornecedor para estampagem leve, o que é um requisito para a implementação da estampagem mais eficiente springback soluções de supressão.
Resumidamente, esse sistema de compensação dinâmica faz com que os erros de recuperação do material sejam elásticos, mas também compensa esses erros de maneira proativa, o que significa que a uniformidade dimensional não é apenas mantida, mas até melhorada lote após lote de peças. E esta é, na verdade, a base tecnológica fundamental que garante uma estampagem de alumínio personalizada de alta qualidade.
Insira a espessura da chapa e os parâmetros de dobra da sua peça para receber um cálculo de compensação de retorno elástico gratuito e preciso, garantindo precisão dimensional para seu serviço de estampagem estrutural leve.
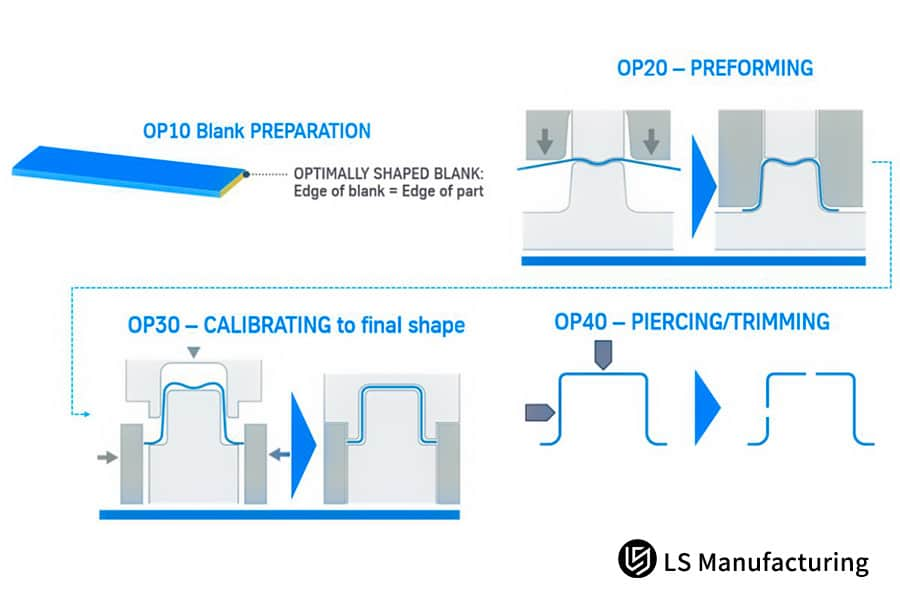
Figura 2: Diagrama técnico que ilustra o estágio de pré-formação OP20 em um fluxo de trabalho de estampagem de metal.
Qual é a folga ideal da ferramenta na estampagem de alumínio personalizada para obter bordas de cisalhamento limpas sem rebarbação secundária?
Na estampagem de alumínio personalizada, a folga precisa da matriz do punção é realmente o motivo para fazer superfícies de cisalhamento sem rebarbas e, portanto, não exigir nenhum acabamento secundário. LS A fabricação não apenas elimina o uso de parâmetros de folga de estampagem padrão, mas também cria parâmetros de folga exclusivos para 6061-T6, o que resulta em um aprimoramento dramático da qualidade da seção e na estabilização da precisão do produto acabado.
Análise de cenário de falha de liberação
A análise de falhas na folga da estampagem ajuda a prevenir eficazmente defeitos de qualidade transversais. Folgas muito pequenas ou muito grandes levam a diferentes problemas de qualidade e têm uma grande influência na qualidade dos componentes 6061 estampados. A otimização profissional da borda de estampagem é um tratamento que pode resultar em uma melhora acentuada dos defeitos transversais:
Folga abaixo de 10%t: ocorrerá cisalhamento secundário, que não apenas danifica o molde, mas também deixa arranhões na seção transversal da peça.
Folga acima de 12%t: as bordas ficam ásperas, as rebarbas são estimuladas mais severamente e os cantos ficam excessivamente colapsados, por isso, é necessário um reparo de acabamento secundário.
Solução de precisão estável e de alto volume
O uso de insertos de molde de metal duro WC-Co junto com óleo de estampagem especial de baixa viscosidade pode tornar possível manter a folga no nível padrão por um longo tempo. Entre outras coisas, isso reduz o desgaste por fricção do molde. Além disso, garante uma produção estável da qualidade da seção transversal cortada durante a fabricação de unidades de produção em massa de centenas de milhares, estabilizando a qualidade de entrega da estampagem de alumínio personalizada e permitindo controle de tolerância de estampagem de longo prazo.
Por que um fornecedor profissional de fabricação de estampagem de alumínio deve controlar a estabilidade contínua da temperatura da matriz progressiva em múltiplas estações?
Durante a produção contínua em várias estações, um acúmulo significativo de calor na matriz pode causar problemas como a aderência do alumínio e as alterações de formato resultantes. Isso pode afetar muito a qualidade geral do lote de produção na fabricação de carimbos de alumínio. A LS Manufacturing instalou um sistema de resfriamento circulante de microcanais que ajuda a manter a temperatura da matriz constante e em seu melhor nível, o que, por sua vez, leva à produção em massa contínua.
Perigos de qualidade causados por defeitos de escoriação no alumínio
Prevenir defeitos de desgaste do alumínio é indispensável para controlar a qualidade da produção em grande escala. O desgaste do alumínio não apenas deteriora o nivelamento da superfície das peças (Grau A), mas também deixa arranhões permanentes, causando o descarte imediato de peças e um aumento significativo nos custos ocultos de aquisição. Portanto, está entre os principais defeitos de produção em massa que serviços de estampagem de alumínio de alto nível resistem ao desafio por meio de sistemas estáveis de controle de resfriamento de matrizes.
Algumas soluções importantes para enfrentar a ameaça da aderência do alumínio em seu núcleo são:
Consistência da temperatura do molde: Ao contar com um sistema de resfriamento circulante de microcanais, a temperatura de trabalho do molde é constantemente regulada entre 28°C e 35°C para evitar a aderência do alumínio que ocorre devido à alta temperatura.
Revestimento superior do molde: A aplicação de revestimentos resistentes ao desgaste por difusão de calor CrN e TD serve para diminuir o coeficiente de atrito entre o molde e o material de alumínio, por isso previne a adesão do alumínio e arranhões no nível do material.
Método de lubrificação especial: O uso de óleo de estampagem simples de baixa viscosidade 6061-T6 é ideal, que ao mesmo tempo descarta o calor de estampagem e mantém a superfície das peças precisa.
Comparação do desempenho antiadesão de revestimentos de moldes
As propriedades de adesão anti-alumínio de diferentes revestimentos variam significativamente, determinando diretamente a vida útil do molde e a estabilidade da produção em massa:
Tipo de revestimento
Desempenho de adesão anti-alumínio
Wear Life
Escala de produção em massa aplicável
Revestimento de oxidação comum
Ruim, propenso a aderência de alumínio e arranhões
≤200.000 traços
Prototipagem em pequenos lotes
Revestimento de difusão de calor TD
Excelente e baixa taxa de adesão
≥800.000 traços
Produção em massa de média a grande escala
Revestimento CrN
Excelente, quase sem adesão de alumínio
≥1.000.000 traços
Produção em massa de 100.000 peças
Em poucas palavras, a dupla ação de manter uma temperatura estável e usar revestimentos superiores é capaz de preservar o estado de alta precisão do molde por um longo período. Como resultado, pode prevenir a ocorrência de defeitos superficiais em uma série de peças. Este é o principal processo industrial do serviço padrão de estampagem de alumínio de precisão e aprimora todo o sistema de monitoramento da qualidade da estampagem.
Figura 3: close-up de um componente de alumínio rachado, ilustrando uma possível falha na estampagem.
Como a LS Manufacturing demonstra conformidade com a IATF 16949 de nível automotivo em seu serviço de produção em massa de estampagem de alumínio de precisão?
Padrões de nível automotivo rigorosamente aplicados para produção no núcleo permitem o fornecimento de estampagem de alumínio de precisão sem defeitos para uma produção em massa de centenas de milhares. Juntamente com a gestão padronizada e o manuseamento digital, a LS Manufacturing criou um sistema de controlo de qualidade em circuito fechado ao longo de todo o processo de produção, com o objetivo de cumprir os requisitos da IATF 16949 para produção em massa.
Normas de implantação de certificação dupla
Para implementar uma medida de certificação de qualidadepara padronizar o processo de produção em massa como um todo. A fábrica implementa sem isenção o controle básico de qualidade ISO 9001 e as normas automotivas IATF 16949, que são mais rigorosas. Isto oferece uma garantia de rastreabilidade e controle nas diferentes etapas, desde a entrada da matéria-prima até a entrega dos produtos acabados. Desta forma, a acomodação da oferta à demanda de projetos personalizados de estampagem de alumínio da mais alta qualidade também é realizada, bem como os padrões de correspondência de materiais de estampagem de metal são rigorosamente seguidos.
Principais elementos de controle para pedigree de certificação dupla:
Controle de rastreamento de origem do material: relatórios de materiais e os mesmos para relatórios de teste de dureza para cada lote de alumínio 6061-T6, permitindo rastreabilidade total da matéria-prima.
Rastreabilidade do processo de fabricação: um sistema computadorizado registra parâmetros de estampagem, condições de molde e dados de controle de temperatura para cada lote, satisfazendo os critérios de rastreabilidade de produção em massa de nível automotivo.
Controle de amostragem de produto acabado: De acordo com os padrões IATF 16949, são realizadas inspeções de amostragem em lote, abrangendo testes completos de dimensões críticas, precisão de superfície e propriedades mecânicas.
Mecanismo de previsão e controle de riscos
Fissuras de estampagem, variações dimensionais, defeitos de superfície e similares são identificados antecipadamente com base em análises de modo de falha DFMEA/PFMEA. Uma inspeção de amostragem de estrutura metálica 6061-T6 foi introduzida para verificar a consistência do desempenho do material com os padrões de projeto ao longo do processo, desta forma a produção em massa compatível do serviço de estampagem de alumínio de precisão é garantida. Na verdade, ajustar cuidadosamente os parâmetros de estampagem elimina os riscos da produção em massa.
Figura 4: Uma linha de produção industrial estampando componentes automotivos de alumínio em escala.
Qual é a verdadeira correlação entre a variação do medidor de material bruto 6061-T6 e os custos variáveis na aquisição de componentes 6061 estampados?
Uma das principais razões para o desvio de dimensão do lote e perdas de sucata de componentes estampados 6061 é a flutuação na tolerância da espessura da matéria-prima, o que também leva ao aumento dos custos variáveis de aquisição. Pequenas variações na espessura podem alterar a condição de tensão durante a estampagem e causar desvio dimensional do lote. O controle rígido das tolerâncias das matérias-primas pode evitar tais problemas.
Elevado custo de tolerância de material
A correlação de custos com tolerância de material mostra o quanto o custo total de aquisição é afetado. Uma taxa de descarte de lote de 5% pode ocorrer com fornecedores de materiais que usam materiais de tolerância padrão, o que levará a altos custos de retrabalho e sucata e aumentará muito o orçamento geral de aquisição dos componentes 6061 estampados. A eliminação eficiente de defeitos de estampagem pode ser alcançada por meio de um controle muito preciso.
Downsizing of High Utilization Cost
Material utilization through refined nesting optimization is Really increased, up to 82%. Highly consistent raw materials, with this, can greatly reduce mass production variable costs. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How To Minimize Engineering Change Orders In 6061-T6 Aluminum Stamping Workflows Through Early Custom Aluminum Stamping DFM Analysis?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
The minimum punch diameter to plate thickness ratio must be at least d/t1.0 to avoid punching crack and deformation.
The stretching thinning rate of complex cavities is maintained at 22%, by this way tearing is avoided.
Exact calculation of the layout overlap value is done to maximizing material utilization and ensuring molding stability.
Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
Project Parameters
No DFM Pre-analysis
Full DFM Pre-analysis Optimization
Improvement Effect
Engine Change (ECO) Frequency
4-6 times/project
0-1 times/project
Change rate reduced by over 85%.
Mold Trial Success Rate
65%-70%
≥95%
Significantly shortened trial molding cycle.
Project Delivery Cycle
35-40 working days
21-28 working days
Delivery efficiency improved by 30%+.
Trial Molding Material Loss Rate
8%-12%
≤2%
Significantly reduced trial molding cost.
How LS Manufacturing Solved a Critical 15% Cracking Defect Rate In a Client Automotive-Grade 6061-T6 Battery Pack Bracket Metal Stamping Project?
Problems with unreasonable mold design and the manufacturing process might result in high-frequency cracking, a common defect in precision metal stamping for aluminum finished products. This case study tackles 15% cracking defect in the 6061-T6 battery pack bracket by making thorough process optimization and rectification, stable mass production with zero defects was achieved.
Customer Challenge
A Tier 1 supplier of a North American new energy vehicle manufacturer was changing the design of a 2.5mm thick 6061-T6 battery pack suspension structure bracket. The component's 90 bending structure should have been able to resist the high-frequency vibrations.
The original supplier used traditional die-casting bending technology, which was not suited to the characteristics of 6061-T6 aluminum stamping material and left out the precise stamping stress control. It caused a 15% microscopic tensile cracking rate on the inner bending side resulting in fracture failure after the 5000 vibration fatigue cycles. The project might be stopped and be subject to claims.
Solução de fabricação LS
LS Manufacturing engineering team after taking over carried out complete DFM optimization and rectification, which is also the actual implementation of our exclusive troubleshooting guidelines:
In the beginning, the original unreasonable R1.5mm design was thrown away and changed to R6.5mm, strictly following the safety standard of R/t2.5.
Lastly, the aluminum coil layout direction was changed so that the principal stress line of bending is perpendicular to the direction of the rolled fibers, counteracting the material anisotropy defects.
A proprietary lubrication formula containing 75% base oil + 20% extreme pressure additive + 5% anti-wear agent was used to minimize the formation of thermal stress during the stamping process.
At the same time, the exclusive die stamping wear formula was used: Wear value = coefficient of friction per stroke number of stamping material thickness, accurately predicting die wear and That means providing batch estabilidade.
Resultados e valor
After the project was put into operation in mass production, the 400-ton servo stamping production line achieved an absolute 0% crack rate, the core positioning hole CPK value maintained at 1.42, and the manufacturing unit cost was reduced by 28% compared to before, with the unit cost dropping to $1.82. The parts passed the 50,000 high-frequency vibration tests, completely solving the fatigue fracture problem. The customer then ordered 300,000 units exclusively per year.
This case clearly demonstrates the mass production value of custom precision metal stamping for aluminum and offers a mature implementation model for the mass production of high-end stamped 6061 components based on a mature stamping quality optimization solution. Submit your precision stamping project requirements to obtain a similar customized rectification solution and completely solve the problems of part cracking and dimensional failure.
FAQs
Q1: What is the minimum order quantity (MOQ) for your custom aluminum stamping service at LS Manufacturing?
For 6061-T6 lightweight structural components, we can provide prototype samples starting from a single piece only, with the use of a soft mold quick-assembly structure for rapid prototyping. For bulk production progressive die stamping orders, a minimum order of 2000 pieces is suggested to cover mold development expenses and get the best per-piece price.
Q2: How does LS Manufacturing ensure that the T6 temper of 6061 aluminum is not compromised during precision metal stamping for aluminum?
All operations are performed using cold stamping physical processing, accompanied by a separate high-heat-dissipation lubrication system. The parts' temperature is allowed to rise only to less than 45℃, so that the initial metallographic structure of 6061-T6 is not damaged in any way and the material properties like yield strength and hardness remain intact.
Q3: Can your aluminum stamping manufacturing process support complex 3D lightweight structural parts design?
It is able to batch produce the forming of complex 3D structural parts. With the help of a 600-ton multi-station progressive die and servo stamping production line, it is possible to carry out a series of combined operations like deep drawing, punching, and indentation, this way being in line with the processing requirements of high-rigidity, complex curved, and lightweight parts.
Q4: What surface treatment options are available after the 6061-T6 aluminum stamping service is completed?
Apart from Hard Anodizing, we offer micron-level sandblasting, chemically conductive oxidation, and corrosion-resistant electrophoretic polishing. Each of the finish is implemented with film thickness measurement and salt spray testing, reaching the automotive and military level quality standards.
Q5: How do your technical staff control the tooling delivery lead time for high-volume custom aluminum stamping projects?
We control the tooling delivery time by using our proprietary digital mold design and CNC machining workshop with rapid DFM feedback and prototype mold cycles in 7-10 working days. For large-volume progressive dies, it is a well-planned and controlled process from design to first-piece delivery within 21-28 working days.
Q6: What is the average tooling lifespan for a progressive die used for stamped 6061 components?
Die components are made of the best imported raw materials including cemented carbide and high-speed steel, which are further treated with ultra-deep cryogenic treatment and TD coating. With this, a single die can have a stable and reliable service life of between 500,000 and 1 000 000 strokes, because of this are capable of supporting long-term large-scale production operations.
Q7: How does LS Manufacturing protect my proprietary designs and intellectual property (IP) during the custom aluminum stamping bidding phase?
One option is to sign an NDA, a legally binding two-way confidentiality agreement before disclosing. Our company server is equipped with an encrypted hierarchical management method. This way, 2D/3D drawings are strictly controlled by the management system to prevent unauthorized access and leakage of drawings, which can be considered as comprehensive protection of our client's intellectual property.
Q8: How can I obtain an accurate custom aluminum stamping manufacturing quote and how long does it take?
To get an accurate quote first you need to upload 2D/3D engineering drawings of the parts plus your batch size and surface treatment requirements. Our experienced technical assessors will then provide a detailed and transparent quotation including die fees and unit cost within 24 hours.
Summary
Precision stamping of 6061-T6 aluminum alloy is far from a standard manufacturing operation. It is a comprehensive engineering well-thought process integrating material micromechanics, simulation prediction, and precision mold manufacturing.Industry problems like part cracking, dimensional springback, and excessive burrs are basically unintentional defects resulting from the incompatibility between process parameters and material properties.
Cleverly combined bending radii, dynamic blanking clearances, constant temperature mold control, and automotive-grade quality control systems, the inherently difficult mass production of lightweight aluminum alloy stamping can be completely solved, because of this giving both part structural strength and lightweight advantages.
High-quality precision aluminum stamping services are the first step towards helping the mid-to-high-end manufacturing supply chains face quality risks, minimize hidden costs, and guarantee delivery stability, thereby becoming one of the main pillars for project implementation. Process defects shouldn't be a reason for letting project progress suffer or supply chain profits be gradually lost, with the help of specialized technical solutions, mass production with zero defect and highest compliance becomes possible.
Today, you can receive a free exclusive DFM drawing compliance assessment service. Be it automotive chassis components, automated structural brackets, or precision electronic housings, upload your CAD drawings and get a tailor-made processing feasibility report within 24 hours, ensuring the best stamping processing solution.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.