
خدمة ختم الألومنيوم هي طريقة المعالجة الرئيسية المستخدمة للمكونات خفيفة الوزن المتطورة وتحل المشكلات الرئيسية لسبائك الألومنيوم 6061-T6، مثل التشقق، وكثرة الزنبرك الخلفي، والنتوءات غير الضرورية. يمكن أن تضمن الخدمة تفاوت زاوية يبلغ 0.5 للأجزاء، وارتفاع نتوءات 0.03 مم، وحجم دفعة CPK يبلغ 1.33. في الغالب مع الطلب على إنتاج الطاقة الجديدة ومعدات التشغيل الآلي على نطاق واسع، يأتي ختم الألومنيوم مع عمليات خاصة لمعالجة مشكلة القوة العالية لإنتاج 6061-T6، لذلك فهو قادر على تجاوز معدل إنتاجية الختم التقليدي، تقديم تسليم خالي من العيوب لمئات الآلاف من القطع والقضاء تمامًا على تكاليف المعالجة الثانوية.
في الوقت الحاضر، غالبًا ما يواجه شراء الأجزاء الهيكلية خفيفة الوزن في قطاعات الطاقة الجديدة والأتمتة الصناعية مشاكل حيث أن الأجزاء المختومة 6061-T6 معرضة بشدة لعيوب الجودة المختلفة. السبب الرئيسي هو نسبة قوة الخضوع العالية للمادة ومساحة التشوه البلاستيكية الأقل. علاوة على ذلك، فإن غالبية المصانع التقليدية لا تملك القدرة على تطوير عمليات مخصصة بشكل مناسب. هنا، يتم توضيح النظام التكنولوجي الراسخ لشركة LS Manufacturing بالتفصيل من خلال حلول التصنيع الدقيقة التي من خلالها يتم تزويد المشترين بمعايير تقييم الموردين العملية.
تقنية ختم الألومنيوم 6061-T6: المعلمات الأساسية والاستنتاجات الرئيسية
في هذا الفصل، قمنا بجمع الميزات التقنية الرئيسية لختم الألومنيوم 6061-T6 والنتائج التجريبية لإنتاجه. مجموعة البيانات بأكملها مأخوذة من اختبار الإنتاج الضخم ويمكن استخدامها كمرجع رئيسي في اختيار الموردين في مجال المشتريات.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">الوجبات الرئيسية
- لا توجد أخطاء Springback على الإطلاق: نحن نستخدم تقنية تعويض Springback ذات القالب المؤازر الكامل للتأكد من أن تسامح الزاوية للأجزاء الهيكلية 6061-T6 يتم التحكم فيه بدقة شديدة في حدود 0.5 درجة.
- صنع أجزاء بدون شقوق: من خلال تطبيق معيار التصميم الأساسي الذي ينص على أن يجب أن يكون نصف قطر الانحناء R/t 2.5 على الأقل، فقد تم القضاء تمامًا على إنتاج التشقق الناتج عن الشد.
- شحنة عالية الامتثال: البعد الرئيسي CPK 1.33، والذي يسمح لنا بتسليم أكثر من 100000 قطعة بدون نتوءات مما يؤدي إلى مستوى عالٍ جدًا من امتثال الشحن.
لماذا تختار خدمة ختم الألومنيوم التابعة لشركة LS Manufacturing لتصنيع المكونات الهيكلية الدقيقة؟
في قلب عملية تصنيع ختم الألومنيوم الاحترافية، يوجد نظام معالجة يمكن التحكم فيه واستقرار الإنتاج الضخم بدلاً من قطعة واحدة من المعدات التي لها مزايا فقط. تستخدم شركة LS Manufacturing بيانات مُقاسة ونظامًا متوافقًا للمساعدة في حل المشكلات الشائعة في الصناعة فيما يتعلق بالإنتاج الضخم.
من خلال تجربتي لختم الدُفعات لمدة ثلاثة أشهر، يمكن إرجاع 80% أو أكثر من مشاكل جودة الدُفعات في ختم الألومنيوم 6061-T6 إلى معلمات القالب غير المتوافقة وغياب نظام التحكم في درجة الحرارة ذو الحلقة المغلقة. هذه مشكلة على مستوى الصناعة، وقد قام فريقنا بإعادة التحقق منها أثناء وقت النشر. لدينا نظام معالجة يتبع بدقة SAE J1113-2020 معيار تشكيل المعادن الدقيقة والموصلات من اختيار المواد إلى مراقبة جودة الإنتاج الضخم.
لقد قررنا التخلي عن عمليات الختم العامة التقليدية بعد استشارة ممارسات الصناعة وقمنا بتصميم معلمات حصرية تناسب خصائص مادة 6061-T6. نحن لا نلتزم فقط بمعايير ASTM B98/B98M-21 لمعالجة سبائك الألومنيوم، ولكننا نحاول أيضًا التنبؤ بمخاطر التشوه من خلال محاكاة CAE، بالإضافة إلى تضمين نظام مراقبة الجودة المتوافق مع IATF 16949 الذي يعالج بشكل مثالي المشكلات الثلاث الأكثر شيوعًا تكسير، سبرينغباك، ونتوءات.
<اقتباس>بفضل تقنية طلاء القوالب الخاصة وحلول حساب التخليص الديناميكي، يمكن الحفاظ على معدل الخردة للأجزاء المختومة من قبل العملاء عند مستوى منخفض يصل إلى 0.5%، مما يقلل بشكل كبير من تكاليف الشراء المخفية.احصل على مستند تقني مجاني وحصري لدراسة حالة الختم الدقيق للتحقق سريعًا من قابلية الإنتاج الضخم لخدمات ختم الألومنيوم وتقييم المشروع بدقة الجدوى.

لماذا تكون خدمة ختم الألومنيوم 6061-T6 عرضة للتشقق أثناء عملية ختم المعادن بدقة عالية الحمولة لعمليات الألومنيوم؟
نظرًا لخصائص المواد ذات القوة العالية، ختم الألومنيوم 6061-T6 عرضة جدًا للتشقق والعيوب أثناء عمليات الختم ذات الحمولة العالية. تم تقوية هذا المعدن بالكامل بمرور الزمن، ويتمتع باستطالة منخفضة جدًا، وتظل الحبيبات شديدة الإجهاد مسبقًا لمدة ممتدة لكلiod. يزيل تصنيع LS تمامًا إمكانية ختم الشقوق من الجذر عن طريق إجراء تحكم دقيق للغاية في العملية.
لماذا تحتوي المواد على عيوب في البنية الدقيقة
إن توزيع حبيبات الألومنيوم عالية القوة له أهمية كبيرة في تشكيل المنتج النهائي أثناء عمليات التشكيل. 6061-T6، بعد أن تم تقويته بالعمر، يظهر حبيبات معبأة بإحكام وضغط موضعي عالي يجعل من المستحيل تقريبًا الحصول على تدفق بلاستيكي سلس. بالنسبة للمواد المدرفلة في الاتجاهين الطولي والعرضي، فإن الفرق في حد التشكيل (FLD) يمكن أن يصل إلى 15%.
يمكن أن يكون اتجاه التعبئة غير الصحيح السبب المباشر للتمزق المجهري. من خلال التحكم الموحد في العملية، يمكن للمرء التخلص من احتمال وجود عيوب التشكيل هذه بشكل فعال، والحصول على نتائج تشكيل مستقرة في ختم معدني دقيق للألمنيوم، وتنفيذ التحكم في الحبوب بطريقة دقيقة.
لقد أظهرت تجربتنا في مشاريع ختم دعامات بطاريات الطاقة الجديدة أن يتم تحديد حدوث التشقق في المنتج من خلال الزاوية بين اتجاه تدحرج المادة وخط ضغط الانحناء.
حل تجنب معلمات عملية الإنتاج الضخم
من خلال نسب المعالجة الدقيقة للغاية، يمكن التخلص تمامًا من مخاطر التشقق. تعتبر العمليات الأساسية مرجعًا احترافيًا معايير معايرة سرعة الختم، ولا سيما النص على هذه النقاط الثلاث:
- حدد بشدة سرعة الختم، مع الحفاظ على المعلمات باستمرار في النطاق من 15 مم/ثانية إلى 25 مم/ثانية، لمنع تمزق المادة بسبب الضغط الزائد الفوري.
- امتلك معرفة دقيقة بقوة الحامل الفارغ (BHF) وقم بتغيير الضغط من سمك اللوحة لتحقيق توازن بين معدلات تدفق البلاستيك للمادة.
- إجراء معيار الثني R/t2.5 في جميع المجالات لوضع حد ظرفي لمشكلة كسر الحبوب بسبب إجهاد الشد الشديد.
لتجنب مشكلات التشقق تمامًا في ختم الألومنيوم 6061-T6، يمكنك الحصول على استشارة مجانية فردية لتكييف معلمات العملية. وبالاعتماد على خدمة ختم الألمنيوم الاحترافية، يمكن تطوير حل ختم مخصص لحل مشكلة تشقق الإنتاج الضخم من جذورها.

الشكل 1: عرض لأجزاء مختلفة من الألومنيوم المختوم، مثل الأقواس، المصنوعة من سبيكة 6061-T6.
كيفية التخلص من Springback في خدمة الختم الهيكلي خفيفة الوزن لضمان التفاوتات الصارمة في الأبعاد؟
يرجع السبب الرئيسي وراء ظهور الأجزاء وانحرافاتها الأبعاد عن منتجات خدمة الختم الهيكلي خفيفة الوزن إلى معامل المرونة العالية للمادة وقوة الخضوع. يستخدم التصنيع LS المحاكاة الديناميكية للعناصر المحدودة CAE للإعداد المسبق لزاوية تعويض الانحناء العكسي ويتم إجراء تقنية متقدمة للحفاظ على الضغط المؤازر للحفاظ على خطأ الزنبرك الخلفي للأجزاء عند 0.5.
تعيين سمك الورقة إلى مقدار Springback
يعد سمك الورقة أحد العوامل الرئيسية التي لها تأثير على الارتداد الربيعي مما يؤدي في النهاية إلى انحراف الأبعاد. إن الاختلافات في مستوى الزنبرك بسبب اختلاف سماكة الورقة تتبع أيضًا نمطًا معروفًا معينًا. يمكن لعملية تصنيع ختم الألمنيوم الاحترافية تحديد مستوى الزنبرك الخلفي بناءً على معلمات سمك الورقة، تنفيذ خطوات التعويض الدقيقة في الوقت المناسب وتحقيق أفضل نتيجة قولبة من خلال ضبط ضغط الختم.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">التحكم في دقة توازن درجة حرارة القالب
يعمل التحكم في توازن درجة حرارة القالب على تثبيت دقة الختم عن طريق الحفاظ على تغيرات درجة حرارة القالب التي تصور تغيرات الخلوص في المنعطفات وأخطاء الزنبرك بشكل مباشر وغير مباشر. بالطبع، يعد التحكم في درجة حرارة القالب طوال الوقت في الإنتاج الضخم أمرًا بالغ الأهمية بحيث لا يكون التشوه الحراري هو السبب في فقدان دقة الأبعاد.
إلى جانب ذلك، من خلال مراجعة تصميم القالب، يمكن للمرء قياس قدرة المورد بشكل مباشر على الختم خفيف الوزن، وهو شرط لتنفيذ الختم الأكثر كفاءة الحلول.
باختصار، يؤدي نظام التعويض الديناميكي هذا إلى حدوث أخطاء في استرداد المواد المرنة ولكنه يعوض أيضًا تلك الأخطاء بطريقة استباقية مما يعني لا يتم الحفاظ على توحيد الأبعاد فحسب، بل يتم أيضًا تحسين الدفعة بعد دفعة من الأجزاء. وهذا في الواقع هو الأساس التكنولوجي الأساسي الذي يضمن ختم ألومنيوم مخصص عالي الجودة.
<اقتباس>أدخل سمك ورقة الجزء الخاص بك ومعلمات الانحناء للحصول على حساب مجاني ودقيق لتعويض الزنبرك، مما يضمن دقة الأبعاد لخدمة الختم الهيكلي خفيف الوزن.
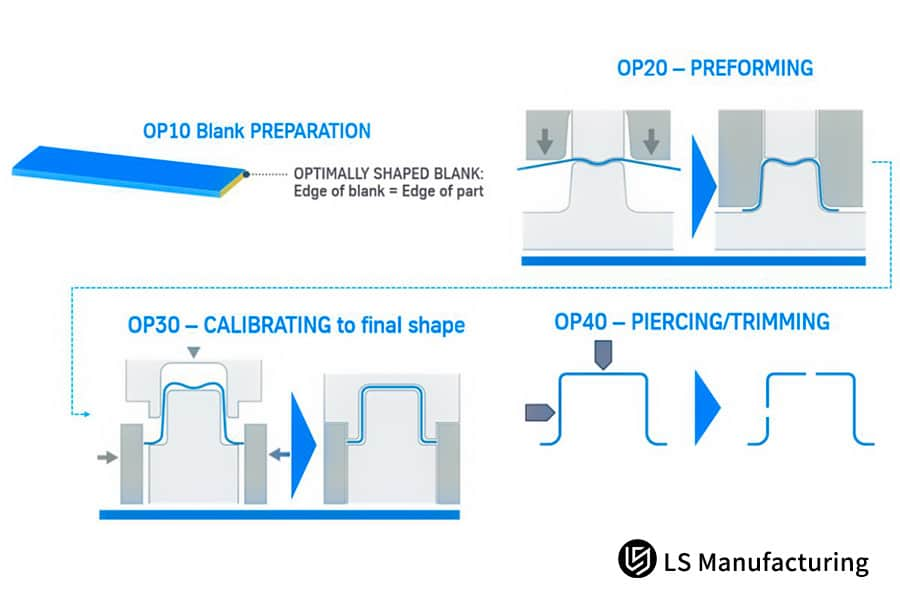
الشكل 2: رسم تخطيطي فني يوضح مرحلة التشكيل OP20 في سير عمل ختم المعادن.
ما هو الخلوص الأمثل للأداة في ختم الألومنيوم المخصص لتحقيق حواف قص نظيفة دون إزالة الأزيز الثانوية؟
في ختم الألمنيوم المخصص، يعد الخلوص الدقيق للقالب المثقب هو سبب صنع أسطح القص بدون نتوءات وبالتالي لا تتطلب أي تشطيب ثانوي. LS لا يقتصر التصنيع على إسقاط استخدام معلمات خلوص الختم القياسية فحسب، بل ينشئ أيضًا معلمات خلوص حصرية لـ 6061-T6 مما يؤدي إلى تحسين كبير في جودة القسم وتثبيت دقة المنتج النهائي.
تحليل سيناريو فشل التخليص
يساعد تحليل فشل إزالة الختم على منع عيوب جودة المقاطع العرضية بشكل فعال. تؤدي الخلوصات الصغيرة جدًا أو الكبيرة جدًا إلى مشكلات مختلفة في الجودة ولها تأثير كبير على جودة مكونات 6061 المختومة. التحسين الاحترافي لختم الحافة هو علاج يمكن أن يؤدي إلى تحسن ملحوظ في عيوب المقاطع العرضية:
- الخلوص أقل من 10%t: سيحدث قص ثانوي، مما لا يؤدي إلى إتلاف القالب فحسب، بل يترك أيضًا خدوشًا على المقطع العرضي للجزء.
- الخلوص فوق 12%t: تصبح الحواف خشنة، يتم تحفيز النتوءات بشكل أكثر شدة، وتنهار الزوايا بشكل مفرط، ولهذا السبب، يلزم إصلاح التشطيب الثانوي.
حل كبير الحجم ودقيق ومستقر
إن استخدام إدخالات قالب كربيد WC-Co مع زيت ختم خاص منخفض اللزوجة يمكن أن يجعل من الممكن الحفاظ على الخلوص عند المستوى القياسي لفترة طويلة. من بين أمور أخرى، يؤدي هذا إلى تقليل تآكل احتكاك القالب. بالإضافة إلى ذلك، فهو يضمن إنتاجًا مستقرًا لجودة المقطع العرضي المقطوع أثناء تصنيع وحدات الإنتاج الضخم بمئات الآلاف، بسبب ذلك، مما يؤدي إلى استقرار جودة التسليم لختم الألومنيوم المخصص وتمكين التحكم في تحمل الختم على المدى الطويل.
لماذا يجب على مورد تصنيع ختم الألومنيوم المحترف التحكم في استقرار درجة حرارة القالب التقدمي المستمر متعدد المحطات؟
أثناء الإنتاج الجاري متعدد المحطات، يمكن أن يؤدي تراكم الحرارة بشكل كبير في القالب إلى حدوث مشكلات مثل التصاق الألومنيوم وتغييرات الشكل الناتجة. يمكن أن يؤثر هذا بشكل كبير على الجودة الإجمالية لمجموعة الإنتاج في تصنيع طوابع الألومنيوم. قامت شركة LS Manufacturing بتركيب نظام تبريد دائري ذو قنوات صغيرة يساعد في الحفاظ على درجة حرارة القالب ثابتة وفي أفضل مستوياتها، الأمر الذي يؤدي بدوره إلى إنتاج ضخم مستمر.
مخاطر عيوب جودة الألومنيوم
إن منع عيوب قشور الألومنيوم أمر لا غنى عنه في التحكم في جودة الإنتاج على نطاق واسع. لا تؤدي قشور الألومنيوم إلى تدهور سطح الأجزاء (الدرجة أ) فحسب، بل تترك أيضًا خدوشًا دائمة مما يؤدي إلى التخلص الفوري من الأجزاء وارتفاع كبير في تكاليف الشراء الخفية. لذا، فمن بين العيوب الرئيسية في الإنتاج الضخم أن خدمات ختم الألومنيوم المتميزة تقاوم التحدي من خلال أنظمة التحكم المستقرة في تبريد القالب.
بعض الحلول الرئيسية لمعالجة خطر التصاق الألومنيوم في جوهره هي:
- اتساق درجة حرارة القالب: من خلال الاعتماد على نظام تبريد دائري صغير، يتم تنظيم درجة حرارة عمل القالب باستمرار بين 28 درجة مئوية -35 درجة مئوية لتجنب التصاق الألومنيوم الذي يحدث بسبب ارتفاع درجة الحرارة.
- طلاء القالب الفائق: يعمل تطبيق الطلاءات المقاومة للتآكل المنتشرة للحرارة من CrN وTD على تقليل معامل الاحتكاك بين القالب ومادة الألومنيوم، ولهذا السبب يمنع التصاق كل من الألومنيوم والخدوش على مستوى المادة.
- طريقة التشحيم الخاصة: يعد استخدام زيت الختم الفردي منخفض اللزوجة 6061-T6 مثاليًا، والذي يتخلص في نفس الوقت من حرارة الختم ويحافظ على دقة سطح الأجزاء.
مقارنة أداء مقاومة الالتصاق لطلاءات القالب
تختلف خصائص مقاومة التصاق الألومنيوم للطلاءات المختلفة بشكل كبير، تحدد بشكل مباشر مدة خدمة القالب واستقرار الإنتاج الضخم:
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">باختصار، فإن الإجراء المزدوج المتمثل في الحفاظ على درجة حرارة ثابتة واستخدام الطلاءات الفائقة قادر على الحفاظ على حالة القالب عالية الدقة لفترة ممتدة. ونتيجة لذلك، فإنه يمكن منع حدوث عيوب السطح في سلسلة من الأجزاء. هذه هي العملية الصناعية الأساسية لخدمة ختم الألمنيوم القياسية والدقيقة، وهي تعمل على تحسين نظام مراقبة جودة الختم بالكامل.

الشكل 3: لقطة مقربة لمكون ألومنيوم متشقق، توضح فشلًا محتملاً في الختم.
كيف تُظهر شركة LS Manufacturing امتثالها لمعايير IATF 16949 من فئة السيارات في إنتاجها الضخم لخدمة ختم الألمنيوم الدقيقة؟
تسمح معايير إنتاج السيارات المطبقة بصرامة في جوهرها بتوريد ختم ألومنيوم دقيق وخالي من العيوب لإنتاج ضخم يصل إلى مئات الآلاف. إلى جانب الإدارة الموحدة والتعامل الرقمي، أنشأت شركة LS Manufacturing نظامًا مغلقًا لمراقبة الجودة طوال عملية الإنتاج بأكملها، بهدف تلبية متطلبات IATF 16949 للإنتاج الضخم.
معايير طرح الشهادات المزدوجة
لطرح إجراءات اعتماد الجودةلتوحيد عملية الإنتاج الضخم بشكل عام. يطبق المصنع دون استثناء معايير مراقبة الجودة الأساسية ISO 9001 ومعايير فئة السيارات IATF 16949، والتي تعتبر أكثر صرامة. وهذا يوفر ضمانًا لإمكانية التتبع والتحكم في المراحل المختلفة بدءًا من تناول المواد الخام وحتى تسليم المنتجات النهائية. وبهذه الطريقة يتم أيضًا تحقيق ملاءمة العرض للطلب على مشاريع ختم الألومنيوم المخصصة بأعلى جودة، بالإضافة إلى مطابقة معايير مواد ختم الألمنيوم بدقة.
عناصر التحكم الرئيسية لنسب الشهادة المزدوجة:
- التحكم في تتبع أصل المواد: تقارير المواد ونفس الشيء بالنسبة لتقارير اختبار الصلابة لكل دفعة من الألومنيوم 6061-T6 مما يسمح بتتبع المواد الخام بالكامل.
- إمكانية تتبع عملية التصنيع: يسجل النظام المحوسب معلمات الختم، وظروف القالب، وبيانات التحكم في درجة الحرارة لكل دفعة، استيفاء معايير تتبع الإنتاج الضخم على مستوى السيارات.
- التحكم في عينات المنتج النهائي: وفقًا لمعايير IATF 16949، يتم إجراء عمليات فحص عينات الدفعات، والتي تغطي الاختبار الكامل للأبعاد الحرجة، ودقة السطح، والخصائص الميكانيكية.
التنبؤ بالمخاطر وآلية التحكم فيها
يتم تحديد تشققات الختم والاختلافات في الأبعاد وعيوب السطح وما شابه ذلك مقدمًا استنادًا إلى تحليلات وضع فشل DFMEA/PFMEA. تم تقديم فحص عينات الهيكل المعدني 6061-T6 للتحقق من اتساق أداء المواد مع معايير التصميم طوال العملية، وبهذه الطريقة يتم ضمان الإنتاج الضخم المتوافق خدمة ختم الألومنيوم الدقيقة. في الواقع، يؤدي ضبط معلمات الختم بعناية إلى التخلص من مخاطر الإنتاج الضخم.

الشكل 4: خط إنتاج صناعي يقوم بختم مكونات السيارات المصنوعة من الألومنيوم على نطاق واسع.
ما هو الارتباط الحقيقي بين تباين مقياس المواد الخام 6061-T6 والتكاليف المتغيرة في شراء مكونات 6061 المختومة؟
أحد الأسباب الرئيسية لانحراف أبعاد الدُفعة وخسائر الخردة لمكونات 6061 المختومة هو التقلب في تحمل سمك المواد الخام، مما يؤدي أيضًا إلى زيادة تكاليف الشراء المتغيرة. يمكن للاختلافات الطفيفة في السُمك تغيير حالة الضغط أثناء الختم والتسبب في انحراف أبعاد الدفعة. يمكن للرقابة الصارمة على تفاوتات المواد الخام أن تمنع مثل هذه المشاكل.
ارتفاع تكلفة تحمل المواد
يوضح ارتباط تكلفة تحمل المواد مدى تأثر إجمالي تكلفة المشتريات. يمكن أن يحدث معدل خردة دفعة بنسبة 5% مع موردي المواد الذين يستخدمون مواد ذات تحمل قياسي، الأمر الذي سيؤدي إلى ارتفاع تكاليف إعادة العمل والخردة وسيؤدي إلى زيادة كبيرة في ميزانية المشتريات الإجمالية مكونات 6061 المختومة. يمكن الوصول إلى إزالة عيوب الختم بشكل فعال من خلال التحكم الدقيق للغاية.
Downsizing of High Utilization Cost
Material utilization through refined nesting optimization is Really increased, up to 82%. Highly consistent raw materials, with this, can greatly reduce mass production variable costs. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How To Minimize Engineering Change Orders In 6061-T6 Aluminum Stamping Workflows Through Early Custom Aluminum Stamping DFM Analysis?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
- The minimum punch diameter to plate thickness ratio must be at least d/t1.0 to avoid punching crack and deformation.
- The stretching thinning rate of complex cavities is maintained at 22%, by this way tearing is avoided.
- Exact calculation of the layout overlap value is done to maximizing material utilization and ensuring molding stability.
Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
| Project Parameters | No DFM Pre-analysis | Full DFM Pre-analysis Optimization | Improvement Effect |
| Engine Change (ECO) Frequency | 4-6 times/project | 0-1 times/project | Change rate reduced by over 85%. |
| Mold Trial Success Rate | 65%-70% | ≥95% | Significantly shortened trial molding cycle. |
| Project Delivery Cycle | 35-40 working days | 21-28 working days | Delivery efficiency improved by 30%+. |
| Trial Molding Material Loss Rate | 8%-12% | ≤2% | Significantly reduced trial molding cost. |



