
精密金属溶接サービスは、薄肉部品(厚さ0.5mm)の変形を修正する主な方法です。薄肉部品は溶接後に非常に変形しやすく、場合によっては30%以上の不良率につながることがあります。
当社独自の歪みゼロの金属溶接技術を用いることで、変形量を0.008mm以下に抑え、不良率を1.5%以下に抑えることが可能となり、従来の方法よりも優れた性能を実現しています。
従来のTIG溶接やレーザー溶接では、入熱量を正確に制御することができません。熱膨張や残留応力によって、元の寸法を維持することが困難になる場合があります。
例えば医療機器の場合、ロット内のたった1つの欠陥や変形がロット全体の廃棄につながる可能性があります。そのため、当社は薄肉部品の金属溶接技術の開発に力を入れています。

コア回答の要約
中核的な問題 | 歪みゼロソリューション | 主要データ指標 |
熱膨張による変形 | パルスエネルギー+局所的な冷熱源による閉ループ制御。 | 熱影響部は0.2mm以下である。 |
薄肉部品の放熱が遅い | 分割溶接+強制熱伝導治具。 | 変形量は0.008mm以下です。 |
一般加工工場では特別な工程は行われません | LSマニュファクチャリング社製マイクロプラズマ+デジタル補正。 | 厚さ0.1~1.0mmに対応。 |
精密金属溶接にLSマニュファクチャリングを選ぶ理由とは?歪みのない超薄型部品の溶接における確かな実績
もちろん、薄板部品の変形問題を解決できる金属溶接サービスを探す際に最も気になるのは、そのサービスが信頼性の高い方法で作業を行い、製品の合格率を高めることができるかどうかでしょう。
LS Manufacturingと提携することで、お客様は当社の12年にわたる専門的な経験を活用し、医療、航空宇宙、自動車分野をはじめとする様々な分野における成熟したサービスシステムを容易に利用できるようになります。
また、当社は500社以上の企業との協力実績があり、より信頼性の高い精密金属溶接の保証を提供できるため、お客様とのパートナーシップの安定性について安心感をお届けします。
極薄部品の溶接における技術的な障壁について心配する必要はありません。
LS Manufacturingのチームはコア技術を習得しており、最小厚さ0.08mmの極薄部品も容易に加工できます。また、99.7%以上のバッチ合格率を保証します。溶接作業においては、 AWS D17.1規格を厳守することを徹底しています。
薄い部品の変形というジレンマに陥ってしまったらどうしますか?
例えば、ある有名な医療機器メーカーは、0.1mm厚のステンレス鋼製センサーハウジングの溶接変形という問題に悩まされていた。従来のレーザー溶接では、0.07mmの円形収縮が発生し、不良率が40%にも達したため、生産コストが急騰した。
しかし、LS Manufacturingをお選びいただければ、当社のマイクロビームプラズマパルス溶接方式により、変形を0.005mm以内に抑えることができ、不良率を0.3%まで直接的に低減できます。これは損失の大幅な削減と生産効率の向上につながります。
検査費用が増えることを心配していませんか?ご安心ください。LS Manufacturingは、工業用CTスキャナーやツァイス社製三次元測定機など、あらゆる検査機器を完備しています。
製品の各バッチは、当社の徹底した検査プロセスを経て、お客様にお届けするすべての製品が期待される要件を満たし、 ISO 15614-2規格に準拠していることを保証します。これにより、再加工や修理の手間を省き、時間と労力のコストを削減できます。
薄板部品の溶接変形問題でお困りの場合は、当社のエンジニアにご連絡ください。無料の技術相談を通して、スクラップコスト削減のお手伝いをさせていただきます。
精密金属溶接サービスが薄板部品の歪みをゼロに抑える秘訣とは?
薄肉部品の歪みのない金属溶接を成功させるには、精密な熱入力制御と迅速な放熱が不可欠です。熱入力密度40J/mm³のマイクロビームプラズマアーク加熱とミリ秒レベルのパルスによる熱制御を用いることで、溶融池の温度変動を±5℃以内に抑えることができます。
これにより、基板全体が加熱されるのを防ぎ、溶接後の平面度を0.008mmに抑えることができます。したがって、薄板部品の溶接における問題を解決できます。
低い熱入力密度
一般的に、従来の溶接では過剰な熱を加えることで基材の塑性変形が生じます。例えば、厚さ0.2mmのステンレス鋼を溶融させるには、通常60J/mm³程度のエネルギー密度が必要となります。
一方、当社の精密金属溶接サービスは、40J/mm³の加熱を管理しつつ、電流の上昇を0.5A/msに制限する能力を備えており、瞬間的なオーバーシュートを防ぎ、変形の可能性を効果的に低減します。
簡単に言うと、高温焼成を必要としない薄い部品を「穏やかに加熱する」のと同等の効果があります。過熱による変形という欠点なしに、確実な金属接合が保証されるため、後から調整する手間が省けます。
高周波パルス溶接は熱の蓄積を大幅に軽減します
高周波パルス溶接を採用することで、発熱量を大幅に低減できます。具体的には、当社の金属溶接サービスでは、各フェーズのエネルギーを0.8J、フェーズ間の時間間隔を5ms、隣接する溶接点間の重なり率を60%に設定しています。
これらのパラメータを適用すると、熱蓄積が72%減少し、溶接部周辺50mm領域の温度上昇が50Hz連続溶接と比較して180℃から25℃に低下することがわかった。これは、薄板金属溶接においてあまり議論されていない重要な利点である。
水冷式の銅製器具は熱を吸収する
水冷式銅製治具が変形ゼロを実現する上で果たす役割は、いくら強調してもしすぎることはありません。当社では、直径3mmの銅製治具を製造しており、銅材に水路を埋め込むことで、流量2L/分、熱伝導率401W/(mK)を実現しています。
金属溶接を行う際、治具の接触面の温度は22±2℃以内に保たれ、部品の裏面は60℃に保たれる。これらの温度は、熱の蓄積を防ぐのに効果的である。
薄板部品の歪みゼロ溶接に関する具体的なパラメータについて詳しく知りたい場合は、弊社のホワイトペーパーをダウンロードして、300種類以上のプロセスパラメータ表を無料で入手できます。
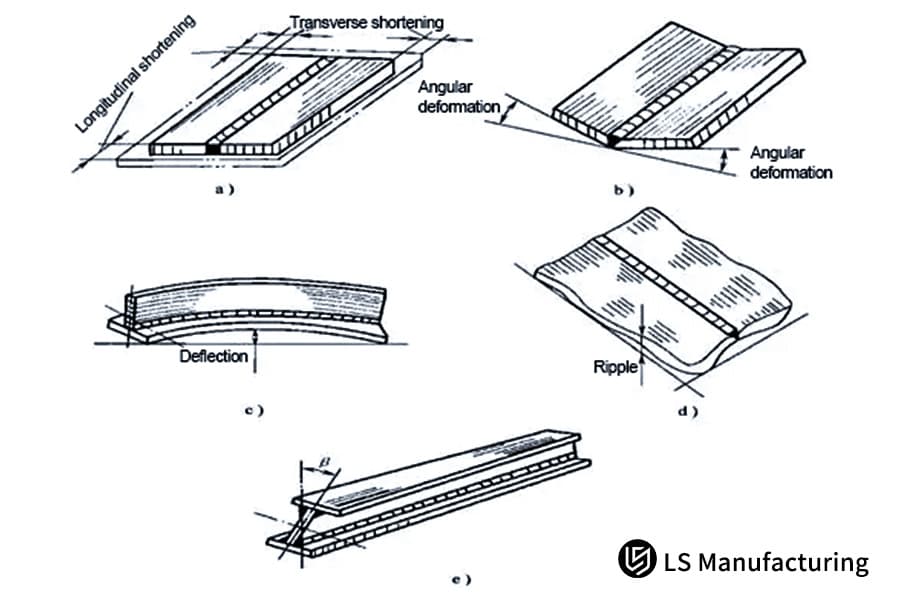
図1:薄板部品によく見られる、縦方向の短縮、角度歪み、波紋など、さまざまな種類の金属溶接変形を示す技術図。
歪みのない金属溶接は、どのようにして熱膨張を抑制するのでしょうか?
熱膨張は、薄肉部品の溶接変形が発生する主な原因です。溶接部周辺100mm以内の温度上昇を15℃に抑えるため、分割逆溶接と局所的な液体窒素冷却を採用しています。
熱膨張率は材料の降伏応力の1/20未満であり、冷却後に残留引張変形が生じないことから、薄板金属溶接技術の優位性が明らかになる。
60℃までのセグメント冷却
溶接全長が120mmの部品の場合、15個の部品に分割します。各セクションの溶接後、機械は自動的に2秒間停止し、その後0.3秒間液体窒素を噴射して溶接部を60℃まで急速に冷却します。
赤外線センサーが設定温度に達したことを確認すると、次のセグメントが開始されます。温度差による不均一な変形を防ぐため、セグメント間の温度差は5℃以内に保たれます。
赤外線閉ループ電力制御
溶融プールの表面から2mm奥を狙った当社のデュアルカラー赤外線温度センサーは、1000Hzの周波数で動作します。検出された温度が一定の限界値(例えば1100℃)を超えると、制御ユニットは約10ms以内に最大電流を8Aから6Aに下げ、熱膨張のピークを瞬時に防止します。
治具における変形防止設定(プリセット)
溶接時の横方向の収縮は有限要素解析によって推定され、変形防止対策は治具にあらかじめ変形防止機構を設定することによって実施される。例えば、収縮量が0.018mmの場合、治具のクランプ面には0.02mmの凸状の円弧が加工される。
溶接後の部品は自然に解放され、最終的な平面度はわずか0.003mmとなり、高精度な要求を満たすとともに、金属溶接技術の優位性を示している。
溶接セグメント数 | セグメントあたりの長さ(mm) | 一時停止時間(秒) | 冷却時間(秒) | セグメント間温度勾配(℃) | 最終平面度(mm) |
10 | 12 | 1.5 | 0.2 | 6 | 0.004 |
15 | 8 | 2 | 0.3 | 5 | 0.003 |
20 | 6 | 2.5 | 0.4 | 4 | 0.002 |
25 | 4.8 | 3 | 0.5 | 3 | 0.001 |
薄板部品の金属溶接における最大の課題と解決策とは?
薄板部品の金属溶接において、お客様は通常、溶け落ち、結晶粒粗大化、溶融金属の崩壊という3つの主要な問題に直面します。当社では、溶接部品の品質を保証するための具体的な方法を開発しました。
アーク長リフトにより、焼き抜けを防ぎます
アークエネルギー密度は、電圧と電流の積分に基づいて連続的に決定される。
エネルギー密度が1×10⁶W/cm²を超え、3パルス継続すると、溶接トーチが自動的に0.1mm上昇し、エネルギー密度を8×10⁵W/cm²に低下させることで、薄い金属片の溶断を防ぎます。これは、当社の精密金属溶接サービスの主要な要素の一つです。
粒粗大化を抑制するための温度制限1100℃
冷間溶接による粗大化は、金属の耐食性および機械的特性を低下させる。
厚さ0.25mmの304ステンレス鋼の場合、ピーク電流は6A、パルス幅は1msでした。この設定では、溶融池の最高温度は1080℃でした。熱影響部が1000℃を超えたのはわずか0.18秒であったため、結晶粒径は8級以上となりました。
背面側のアルゴン圧力サポート
溶融池の崩壊を防ぐため、ワークピース裏側の密閉された空洞にアルゴンガスを注入します。圧力は当社で3mbar(0.5mbar)に非常に正確に制御しています。
これにより、溶融プールの底部にわずかな正圧による支持が得られ、溶融金属が垂れ下がるのを防ぎ、また前面が膨らむのを防ぐことができる。
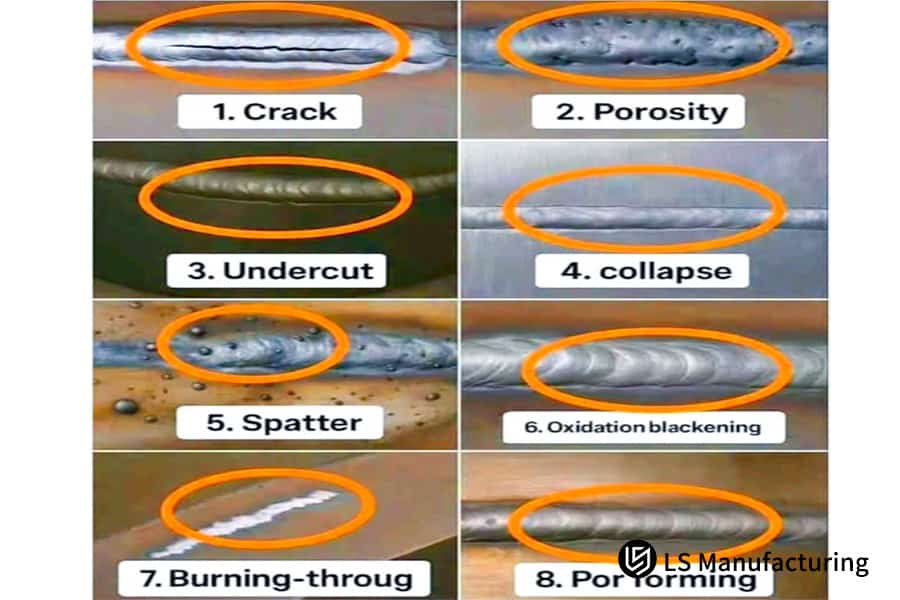
図2:金属表面上の注釈とともに、亀裂、気孔、アンダーカット、スパッタなど、一般的な溶接欠陥8種類を識別する視覚的なガイド。
薄板金属溶接サービスを選ぶべき理由とは?一般的な溶接工場と比較した場合、なぜそれが最適なのでしょうか?
金属溶接作業であるため、変形や不良品の発生レベルをかなり厳密に制限できるという点が大きな違いです。主な違いは、入熱量の制御、クランプ方法、品質検査方法にあります。この比較は、実際の試験結果に基づいています。
変形制御を伴う極薄部品の高度に専門化された溶接
当社が提供する高精度金属溶接サービスは、50~200nmの薄肉部品に対して、0~8nmの変形範囲を実現することが可能です。
熱パルス量を非常に精密に制御し、密閉型冷却システムを採用することで、業界平均の25%である不良率を1.5%にまで低減することに成功しました。これにより、お客様のコストを大幅に削減することが可能になりました。これが、薄板金属溶接サービスにおいて当社が他社と一線を画す点です。
熱蓄積量の多い汎用店舗
一般的な機械加工工場では、冷却対策を講じずに通常の万力でクランプ作業を行う。連続溶接ラインのエネルギーは200J/cmに達し、深刻な熱蓄積を引き起こす。
実際の測定結果によると、厚さ0.3mmの薄板の熱影響部の幅は0.8mmに達し、角度変形は0.15mm、不良率は約28%となり、 高精度要求を満たしていないことがわかった。
特殊真空吸着+パルス溶接
当社では、設備と工程を組み合わせることで、両者の相乗効果を最大限に活かした精密金属溶接サービスを提供しています。
当社の真空吸着プラットフォームは、薄板をわずか0.005mmの平面度まで平坦化することが可能であり、パルス溶接ラインのエネルギーは50J/cm、熱影響部の幅はわずか0.2mm 、変形量は0.006mmと非常に小さい。これらの性能はすべて、薄板溶接の要求を完璧に満たしている。
特殊CTスキャン検証
各ロットからランダムに2製品を選定し、工業用CTスキャンを実施して、測定精度0.002mmの3D偏差クロマトグラムと試験報告書を取得します。このような品質検証サービスは、一般的な店舗では提供されていません。
金属溶接サービスにおいて、プロとDIY業者を分ける特徴とは?
お客様がご自宅で薄い金属部品を溶接しようとすると、多くの場合、満足のいく結果が得られません。これは、プロの金属溶接工場が、DIYでは再現できない閉ループ制御システムを備えているためです。当社のサービスは、DIY溶接の問題点を解決する3つの主要な側面を提供します。
プロセスライブラリからの自動パラメータマッチング
300種類以上の材料/厚さの組み合わせ、32種類の材料、そして合計15種類の厚さ勾配を備えたデジタルプロセスライブラリを提供することで、この精密金属溶接施設は一歩先を行っている。
顧客が材料と厚さを入力すると、システムは手動によるデバッグなしに最適なパラメータを自動的に出力できるため、金属溶接技術の利点が際立ちます。
過熱によるシャットダウン フィールド監視
熱赤外線カメラは溶接部全体をカバーし、各溶接部の温度時間曲線を作成します。温度は常時監視されています。
温度が上限を超えた場合、または加熱速度が極端に高い場合は、機械が自動的に停止し、異常が記録されるため、不良品の発生が排除されます。
追跡可能な変形クロマトグラム
当社では、溶接後の部品をツァイス社製の三次元測定機(CMM)で測定し、0.1mm間隔の点群データを記録することで、非常に分かりやすい変形偏差クロマトグラムを作成します。
当社は製品に報告書を同梱して送付しており、お客様が製品の品質を一目で確認できるため、第三者機関による再検査を支援する優れたツールとしても活用できます。さらに、これは薄板金属溶接サービスにおける当社の専門性を証明するものでもあります。
DIY溶接において、パラメータ調整や品質の不安定さでお困りの場合は、当社のエンジニアにご連絡いただければ、個別相談に応じて、薄板金属溶接サービスから無料のプロセス適応アドバイスをご提供いたします。
図3:薄いステンレス鋼部品にマイクロプラズマアーク溶接を行っている技術者の手のクローズアップ画像。明るいアークが見える。
精密金属溶接 vs レーザー溶接 vs TIG溶接:どれが優れているのか?
厚さ0.5mmの部品の場合、マイクロビームプラズマ溶接( 精密金属溶接)は、レーザー溶接やTIG溶接に比べて優れた選択肢です。変形問題を解決できるだけでなく、コストと効率性も非常に優れているため、経済的な選択肢と言えるでしょう。
溶接方法 | 熱影響部(mm) | 変形量(mm) | 機器費用(米ドル) | 単位処理コスト(米ドル) | 適用可能な最小厚さ(mm) | 多孔度率(%) |
精密金属溶接 | 0.15 | ≤0.008 | 45,000 | 1.2 | 0.08 | ≤0.5 |
レーザー溶接 | 0.12 | ≤0.01 | 18万 | 2.1 | 0.1 | ≤0.3 |
TIG溶接 | 0.6 | ≤0.3 | 30,000 | 1.5 | 0.2 | ≤1.0 |
TIG溶接における熱入力は大きな変形を引き起こす
TIG溶接では、最低でも約10Aの安定した電流が必要であり、これは約220J/mmの熱入力に相当します。0.2mmの薄板を溶接すると、波状変形のピーク値と谷値が0.3mmに達するため、溶接後にかなりの研削作業が必要となり、顧客のコストと時間が増加します。
レーザー溶接:反射率が高いということは効率が低いということ
レーザー溶接では、材料の仕様が厳密に定められている必要がある。例えば、反射率が90%を超える銅合金を溶接する場合、溶融池を形成するには500W以上の出力が必要となるが、同時に薄い部品は容易に焼き切れてしまう。
アルミニウムの溶接においては、キーホール効果が不安定であり、気孔率が5%を超えることが多く、その結果、品質が低下する。
マイクロビームプラズマ溶接:安定したアーク、薄板材料に最適
マイクロビームプラズマ溶接では、0.2mm厚のステンレス鋼を溶接する場合、溶接電流の変動は1A、アーク長の制御精度は0.05mm、溶接速度は12mm/sで、スパッタなしで0.18mmの溶け込み深さを実現します。
レーザー溶接と比較すると、1個あたりのコストは42%低く、金属溶接サービスの優れた費用対効果が明らかになった。
1mm以下の部品における金属溶接技術の主な利点とは?
通常の溶接サービスでは、厚さ1mm以下の極薄部品(0.1~0.8mm)の溶け込み深さや変形を制御することが困難です。当社独自の金属溶接技術を用いることで、両面溶接のような仕上がりを片面溶接で実現し、スパッタも発生させません。これは、金属溶接技術の優れた利点を実証するものです。
0.2mmステンレス鋼のパラメータ
0.2mm厚の304ステンレス鋼をベースとした、当社技術を用いた薄板部品の金属溶接は、以下のパラメータを有します。
アルゴン保護流量15L/分、パルス幅1.2msで、溶け込み深さ0.18mm、裏面溶接は連続的で凹みがなく、強度と寸法に関するすべての要求を満たすことができます。これは、当社の精密金属溶接サービスの技術的な特長です。
0.5mmアルミニウム可変極性パルス溶接
当社では、厚さ0.5mmという薄さのアルミニウム表面の酸化膜を除去するために、可変極性パルス処理を採用しています。
可変極性周波数は60Hzで、酸化膜を除去するために10AのEP相を2ms印加し、続いて6AのEN相を3ms印加して浸透深さを制限する。溶接後の酸化膜の厚さは0.01μm未満、気孔率は0.5%である。
実際には、アルミニウム表面を「丁寧に洗浄し、繊細に溶接する」ような作業と言えます。つまり、表面の酸化層を瞬時に除去し、適切な温度で溶接を行うのです。
こうすることで、薄い部分を焼き切ってしまうことなく、同時に丈夫な溶接部を得ることができ、製品の歩留まり向上に役立ちます。
感作を避けるため、最高温度は1100℃にしてください。
当社の最先端金属溶接サービスでは、薄肉オーステナイト系ステンレス鋼部品の溶接時に最高1100℃の高温をわずか0.2秒という非常に短い保持時間で実現できます。その結果、炭化クロムの析出はごくわずかで、鋭敏化レベルはわずか1.2%に抑えられます。これは、溶接部の耐食性が保証されることを意味します。
1mm以下の薄肉部品の溶接が必要な場合は、部品の厚さと材質情報をお送りください。お客様専用の精密金属溶接パラメータプランを無料で作成いたします。
航空宇宙分野の薄肉部品には、どのような金属溶接技術が適しているか?
航空宇宙分野の薄肉部品は、非常に高い溶接品質が求められます。当社の金属溶接技術は航空宇宙分野向けに設計されており、薄肉部品の溶接に対応可能です。
0.1mmインコネル溶接
当社が0.1mm厚のインコネル高温合金薄板部品に用いる方法は、デューティサイクル30%、ピーク電流6Aの20kHz高周波パルスマイクロビームプラズマ溶接です。
溶接後には亀裂は一切なく、溶接部の横方向収縮はわずか0.002mm、ベローズの弾性回復率は98%と、いずれも航空宇宙規格を満たしています。これは、当社の薄肉金属溶接サービスがハイエンド用途でどのように活用できるかを示す一例です。
アルゴン・ヘリウム混合ガスを用いたチタン合金溶接
薄いチタン合金部品を溶接するには、最適なシールドガスを選択する必要があります。純アルゴンガスを使用した場合のアーク電圧は12Vで、溶け込み深さの変動は0.03mmです。
ヘリウムを30%添加すると電圧が14Vまで上昇し、より集中した熱入力が得られ、溶け込みのばらつきが0.01mmに低減され、溶接部の酸化色が改善され、溶接全体の品質が向上します。
溶接補強材の厚さは0.02mm以下、研削不要
当社の精密金属溶接サービスでは、溶接補強材の量を極めて精密に制御することが可能で、表面0.015mm、裏面0.01mmの精度を実現しており、 AMS 2690規格に完全に準拠しています。
機械加工なしで直接溶接を行うことも可能であり、これにより顧客は後工程のコストを削減できるだけでなく、金属溶接技術の利点を実証することもできます。
LSマニュファクチャリングの事例研究:0.1mmの薄肉医療機器の無変形溶接
ある著名な医療機器メーカーは、厚さ0.12mmの304ステンレス鋼管状構造物の溶接歪みという課題を抱えていました。この部品の肉厚公差は0.01mmで、従来のレーザー溶接プロセスには明らかな欠陥があったため、信頼できる薄肉金属溶接サービスが強く求められていました。
直面した問題
厚さ0.12mmの304ステンレス鋼管は、既存のレーザー溶接により円周方向に0.07mm収縮し、内径が不均一になった。熱影響部では結晶粒が成長し、塩水噴霧試験は48時間以内に終了したため、このバッチの不良率は40%となり、生産に大きな影響を与えた。
解決
お客様の主な問題点を徹底的に分析し、それに基づいて、的を絞った精密金属溶接サービスソリューションを開発しました。
- 周波数300Hz、ピーク電流5.2A、ベース電流1.5Aのマイクロビームプラズマパルス溶接技術を用いることで、熱入力を厳密に制限した。
- 管状構造については、分割溶接法が用いられた。円周を12分割し、各分割部の溶接アーク長は2mmとした。熱の蓄積を防ぐため、分割部間では液体窒素を用いて40℃まで強制冷却を行った。
- 治具には、銅製のマンドレルを用い、アルゴンガスを背圧(3mbar)して伝導熱を吸収させ、溶接工程中に管状部分が変形しないようにした。
- 同時に、溶接後の部品の内径の真円度を維持する方法を示した有限要素シミュレーションの結果に基づいて、溶接パラメータを変更しました。
当社のソリューションは、歪みのない金属溶接技術の利点を完璧に示す好例です。
最終結果
当社の精密金属溶接サービスにより、部品の内径真円度は0.003mmに達し、軸方向の収縮はわずか0.001mm、熱影響部の幅は0.08mm、結晶粒径はレベル9に維持され、部品は500時間の塩水噴霧試験に合格し、 2,000個のバッチの不良率はわずか0.3%でした。これにより、歪みのない金属溶接技術の利点が明確に示されました。
同様の溶接上の課題に直面している場合は、部品の図面と情報をご提出いただければ、初回試作溶接サービスを無料でご提供するとともに、弊社の事例研究で示した歪みのない溶接効果を再現するための、カスタマイズされた精密金属溶接プロセスソリューションをご提供いたします。

図4:精密溶接が施された複数のステンレス鋼管部品を白い背景に表示し、マイクロプラズマパルス溶接プロセスの結果を示している。
よくある質問
Q1:無歪み溶接で扱える最も薄い材料は何ですか?
当社では、厚さ0.08mmからのステンレス鋼またはニッケル基合金を取り扱っています。溶接時の変形をゼロにするため、金属に超高周波パルス技術を照射し、さらに裏面冷却を行うことで、溶け落ちを防ぎます。
Q2:精密金属溶接サービスとレーザー溶接のコスト差はどれくらいですか?
レーザー溶接と比較すると、金属溶接装置のコストは約4分の1程度であり、1個あたりの加工費も30~50%低いため、顧客は生産コストを削減できる。
Q3:溶接後の応力緩和のために熱処理は必要ですか?
当社の無歪み金属溶接法では、残留応力が50MPa未満となり、材料の降伏応力よりも大幅に低いため、熱処理を行うかどうかはお客様のご判断にお任せします。
Q4:薄いアルミニウム板の溶接変形を制御することは可能ですか?
厚さ0.3mm以上のアルミニウム合金板では、変形を完全に制御することが可能となる。酸化皮膜の除去は、可変極性パルス技術を用いることで容易になる。
Q5:最小バッチサイズはどれくらいですか?
最小ロット数の制限はなく、サンプル1個からのご注文も承ります。5個程度の小ロットでも生産に十分なので、サンプル検証や小ロット生産のニーズにも対応可能です。
Q6:異種金属は溶接できますか?
はい、ステンレス鋼はニッケル基合金と溶接できます。銅と鋼の異種金属溶接の場合は、強度を確保し欠陥を防ぐために、遷移層を設計する必要があります。
Q7:溶接の最大長さに制限はありますか?
単一溶接の最大長さは300mmです。より長い溶接は分割して溶接することができ、全体の長さに上限はありません。
Q8:LS Manufacturingの納期はどれくらいですか?
試作品の製作:3~5営業日。少量生産(1000個未満):7~10営業日。お客様の生産には影響ありません。
まとめ
厚さが1mm以下の薄肉部品は、これまで企業にとって溶接変形や高い不良率の原因となってきた。
当社のプロフェッショナルな金属薄板溶接サービスは、パルス式熱制御と閉ループ冷却技術の組み合わせにより、0.008mmという極めて低い変形量まで制御でき、不良率を1.5%未満に抑えることができ、この課題を効果的に解決します。
当社の精密金属溶接サービスは、技術、コスト、効率性において、一般的な機械加工工場や他の溶接方法に比べて大きな優位性を有しています。医療や航空宇宙など、様々な分野向けに、薄肉部品の溶接に関するカスタマイズソリューションを提供しています。
薄肉部品の図面を今すぐお送りください。LS Manufacturingは、初回試作溶接サービスと併せて、無料の変形シミュレーションレポートをご提供いたします。今すぐお問い合わせいただければ、500セット以上のプロセスパラメータ表を入手し、変形のない溶接を開始できます。

📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


