
El servicio de soldadura de precisión de metales es la principal solución para corregir deformaciones en piezas de paredes delgadas (0,5 mm de espesor). Estas piezas se deforman con mucha facilidad tras la soldadura, lo que a veces provoca un índice de desperdicio superior al 30 %.
Gracias a nuestra tecnología de soldadura de metales sin distorsión, podemos mantener la deformación por debajo o igual a 0,008 mm y la tasa de desperdicio por debajo o igual al 1,5 % , lo que resulta incluso mejor que los métodos tradicionales.
La soldadura TIG tradicional y la soldadura láser no permiten controlar con precisión el aporte de calor. La dilatación térmica y las tensiones residuales pueden imposibilitar el mantenimiento de las dimensiones originales.
En el caso de los dispositivos médicos, por ejemplo, un solo defecto o deformación en un lote justifica el descarte de todo el lote . Por ello, nos dedicamos intensamente al desarrollo de la tecnología de soldadura de metales para piezas delgadas.

Resumen de la respuesta principal
Cuestiones fundamentales | Soluciones de distorsión cero | Indicadores clave de datos |
Deformación causada por la expansión térmica | Control de bucle cerrado mediante energía pulsada y fuente fría local. | La zona afectada por el calor es ≤0,2 mm. |
Disipación lenta del calor en piezas delgadas | Dispositivo de soldadura segmentada + conducción de calor forzada. | La deformación es ≤0,008 mm . |
No se requieren procesos especiales en los talleres de procesamiento general. | Microplasma de LS Manufacturing + compensación digital. | Aplicable para espesores de 0,1 a 1,0 mm. |
¿Por qué confiar en LS Manufacturing para la soldadura de precisión de metales? Experiencia comprobada en la soldadura de componentes ultrafinos sin distorsión.
Por supuesto, su principal preocupación al buscar un servicio de soldadura de metales que pueda ayudarle a resolver el problema de la deformación de piezas delgadas es su capacidad para hacerlo de forma fiable y mejorar los índices de calidad del producto.
Asociarse con LS Manufacturing significa que puede aprovechar nuestros 12 años de experiencia profesional y acceder fácilmente a sistemas de servicio consolidados en los sectores médico, aeroespacial y automotriz, entre otros.
Además, contamos con más de 500 casos de colaboración empresarial, por lo que podemos ofrecerle garantías más fiables en soldadura de metales de precisión, brindándole tranquilidad respecto a la estabilidad de su asociación.
No hay necesidad de preocuparse por las barreras técnicas para soldar piezas ultrafinas.
El equipo de LS Manufacturing ha adquirido tecnología de vanguardia y puede procesar fácilmente piezas ultrafinas con un espesor mínimo de 0,08 mm, garantizando una tasa de aprobación del 99,7 % o superior . Nos aseguramos de cumplir con la norma AWS D17.1 durante las operaciones de soldadura.
¿Qué ocurre si te encuentras ante un dilema de deformación de piezas delgadas?
Por ejemplo, una conocida empresa de dispositivos médicos sufrió el problema de las deformaciones por soldadura en las carcasas de sensores de acero inoxidable de 0,1 mm: la soldadura láser original provocó una contracción circular de 0,07 mm, y la tasa de desperdicio llegó a ser tan alta como el 40%, lo que hizo que los costes de producción se dispararan.
Sin embargo, si opta por LS Manufacturing, nuestro método de soldadura por pulsos de plasma de microhaz puede ayudarle eficazmente a mantener la deformación dentro de 0,005 mm, reduciendo así directamente la tasa de desperdicio al 0,3 %, lo que supone una disminución muy importante de las pérdidas y un aumento de la eficiencia de su producción.
¿Le preocupa aumentar los gastos de las pruebas? No se preocupe. LS Manufacturing dispone de un conjunto completo de equipos de prueba, como escáneres CT industriales y máquinas de medición por coordenadas Zeiss.
Cada lote de productos pasará por nuestro proceso de inspección completo para garantizar que cada producto que reciba cumpla con los requisitos esperados y con las normas ISO 15614-2 , lo que le ahorrará las molestias de reelaboración y reparación, así como tiempo y costes laborales.
Si le preocupan los problemas de deformación por soldadura en piezas delgadas, póngase en contacto con nuestros ingenieros para obtener una consulta técnica gratuita y descubra cómo podemos ayudarle a reducir los costes de desperdicio.
¿Qué hace que el servicio de soldadura de metales de precisión no produzca distorsiones en piezas delgadas?
El control preciso del aporte térmico y la rápida disipación del calor son esenciales para lograr una soldadura de piezas delgadas sin distorsión. Mediante el uso de un arco de plasma de microhaz con una densidad de aporte térmico de 40 J/mm³ y un control de calor en pulsos de milisegundos, la variación de temperatura en el baño de fusión se mantiene dentro de ±5 °C.
Esto evita que todo el sustrato se caliente y permite una planitud posterior a la soldadura de 0,008 mm. Por lo tanto, se pueden resolver los problemas de soldadura de piezas delgadas.
Baja densidad de aporte de calor
Por lo general, la aplicación de calor excesivo durante la soldadura convencional provoca la deformación plástica del sustrato. Si tomamos como ejemplo acero inoxidable de 0,2 mm, normalmente necesitaríamos una densidad de energía de alrededor de 60 J/mm³ para fundirlo.
Por otro lado, nuestro servicio de soldadura de metales de precisión tiene la capacidad de controlar el calentamiento a 40 J/mm³, limitando simultáneamente el aumento de corriente a 0,5 A/ms, lo que ayuda a evitar sobretensiones instantáneas y a reducir eficazmente las posibilidades de deformación.
En pocas palabras, equivale a calentar suavemente piezas delgadas que no requieren cocción a alta temperatura . Garantiza una unión metálica sólida sin el inconveniente de la deformación por sobrecalentamiento, evitando así la molestia de realizar ajustes posteriores.
La soldadura por pulsos de alta frecuencia reduce considerablemente la acumulación de calor.
Mediante la soldadura por pulsos de alta frecuencia, podemos reducir significativamente la acumulación de calor. En concreto, para nuestro servicio de soldadura de metales , establecemos la energía de cada fase en 0,8 J, el intervalo de tiempo entre fases en 5 ms y el porcentaje de solapamiento entre los puntos de soldadura adyacentes en un 60 %.
Se observó que, al aplicar estos parámetros, la acumulación de calor se reduce en un 72%, y el aumento de temperatura en la región de 50 mm alrededor de la soldadura disminuye de 180 °C a 25 °C en comparación con la soldadura continua a 50 Hz. Este es un beneficio clave de la soldadura de metales para piezas delgadas que rara vez se menciona.
Los accesorios de cobre refrigerados por agua absorben calor.
La contribución de los accesorios de cobre refrigerados por agua para lograr una deformación nula es fundamental. Fabricamos nuestros accesorios de cobre utilizando canales de agua de 3 mm de diámetro integrados en el cobre, con un caudal de 2 L/min y una conductividad térmica de 401 W/(mK).
Durante la soldadura de metales, la temperatura de la superficie de contacto de la fijación se mantiene dentro de 22 ± 2 ℃, y la superficie posterior de la pieza es de 60 ℃, temperaturas que resultan eficaces para evitar la acumulación de calor.
Si desea obtener información sobre los parámetros específicos para la soldadura de metales sin distorsión en sus piezas delgadas, puede descargar nuestro documento técnico y obtener más de 300 conjuntos de tablas de parámetros de proceso de forma gratuita.
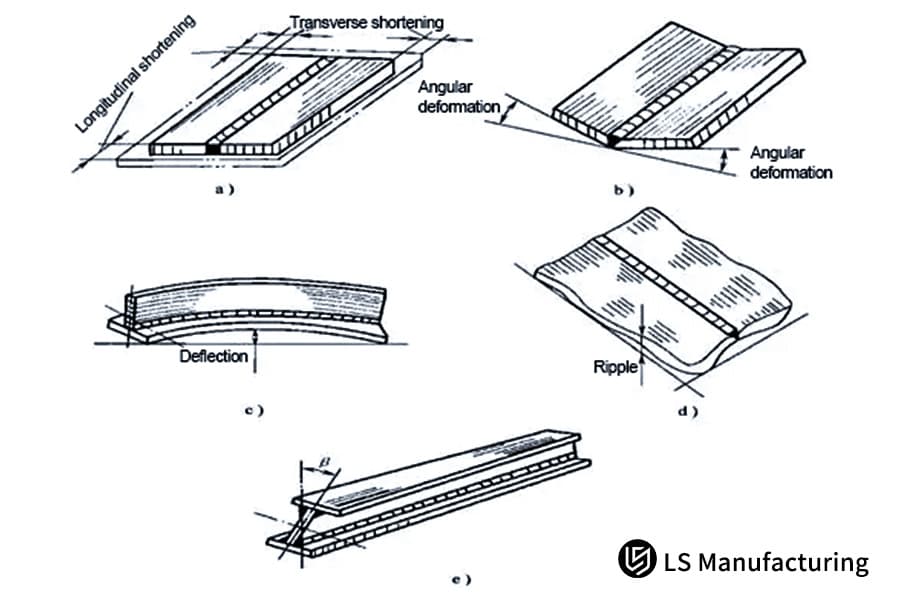
Figura 1: Diagrama técnico que ilustra varios tipos de deformaciones en la soldadura de metales, como el acortamiento longitudinal, la distorsión angular y la ondulación, comunes en piezas delgadas.
¿Cómo evita la expansión térmica la soldadura de metales sin distorsión?
La dilatación térmica es la principal causa de la deformación por soldadura en piezas delgadas. Para limitar el aumento de temperatura a 15 °C en un radio de 100 mm alrededor de la soldadura, utilizamos soldadura inversa segmentada y enfriamiento local con nitrógeno líquido.
La dilatación térmica es inferior a 1/20 de la tensión de fluencia del material, y no se produce deformación residual por tracción tras el enfriamiento, lo que refleja las ventajas de la tecnología de soldadura de piezas metálicas delgadas.
Refrigeración segmentada hasta 60℃
En el caso de piezas con una longitud total de soldadura de 120 mm, las dividimos en 15 partes. Tras soldar cada sección, la máquina se detiene automáticamente durante 2 segundos, seguida de una pulverización de nitrógeno líquido durante 0,3 segundos para enfriar rápidamente la soldadura a 60 ℃.
Cuando el sensor infrarrojo confirma que la temperatura ha alcanzado el valor establecido, se inicia el siguiente segmento. La diferencia de temperatura entre segmentos se mantiene en 5 °C para evitar deformaciones desiguales inducidas por la temperatura.
Control de potencia de circuito cerrado por infrarrojos
Nuestro sensor de temperatura infrarrojo de doble color, que apunta a 2 mm por detrás de la superficie del baño de fusión, funciona a una frecuencia de 1000 Hz. Cuando la temperatura detectada supera un cierto límite (por ejemplo, 1100 ℃), la unidad de control reduce la corriente máxima de 8 A a 6 A en aproximadamente 10 ms, para evitar instantáneamente los picos de expansión térmica.
Sistema anti-deformación preestablecido en los accesorios
La contracción lateral durante la soldadura se estima mediante análisis de elementos finitos y se implementan medidas de contradeformación en la fijación mediante el preajuste de la antideformación. Por ejemplo, para una contracción de 0,018 mm, la superficie de sujeción de la fijación se mecaniza con un arco convexo de 0,02 mm.
Tras la soldadura, la pieza se libera de forma natural, lo que da como resultado una planitud final medida de tan solo 0,003 mm, que cumple con los requisitos de alta precisión y demuestra las ventajas de la tecnología de soldadura de metales.
Número de segmentos de soldadura | Longitud por segmento (mm) | Tiempo de pausa (s) | Tiempo de enfriamiento (s) | Gradiente de temperatura entre segmentos (℃) | Planitud final (mm) |
10 | 12 | 1.5 | 0,2 | 6 | 0,004 |
15 | 8 | 2 | 0,3 | 5 | 0,003 |
20 | 6 | 2.5 | 0,4 | 4 | 0,002 |
25 | 4.8 | 3 | 0,5 | 3 | 0,001 |
¿Cuáles son los mayores desafíos y soluciones en la soldadura de metales para piezas delgadas?
Al soldar piezas delgadas de metal , los clientes suelen experimentar tres problemas principales: perforación, engrosamiento del grano y colapso del metal fundido. Hemos desarrollado métodos específicos para garantizar la calidad de las piezas soldadas.
La elevación de la longitud del arco evita quemaduras.
La densidad de energía del arco se determina de forma continua en función de la integración de la tensión y la corriente.
Cuando la densidad de energía supera 1 × 10⁶ W/cm² y dura 3 pulsos, la antorcha de soldadura se desplaza automáticamente 0,1 mm hacia arriba, reduciendo la densidad de energía a 8 × 10⁵ W/cm² , evitando así que las piezas metálicas delgadas se quemen. Este es uno de los elementos principales de nuestro servicio de soldadura de precisión de metales.
Límite de temperatura de 1100 ℃ para controlar el engrosamiento del grano.
El engrosamiento de la soldadura en frío deteriora la resistencia del metal a la corrosión y sus propiedades mecánicas.
En el caso del acero inoxidable 304 de 0,25 mm de espesor, la corriente pico fue de 6 A con un ancho de pulso de 1 ms. Con estos parámetros, la temperatura máxima del baño de fusión fue de 1080 °C. La zona afectada por el calor superó los 1000 °C durante solo 0,18 segundos, por lo que el tamaño de grano fue de grado 8 o superior.
Soporte de presión de argón en la parte posterior
Para evitar que el baño de fusión colapse, bombeamos gas argón a la cavidad sellada en la parte posterior de la pieza. La presión se regula con gran precisión a 3 mbar (0,5 mbar) .
Esto permite que la parte inferior del baño de metal fundido reciba una pequeña presión positiva, de modo que el metal líquido no se hunda y la parte frontal no se abulte.
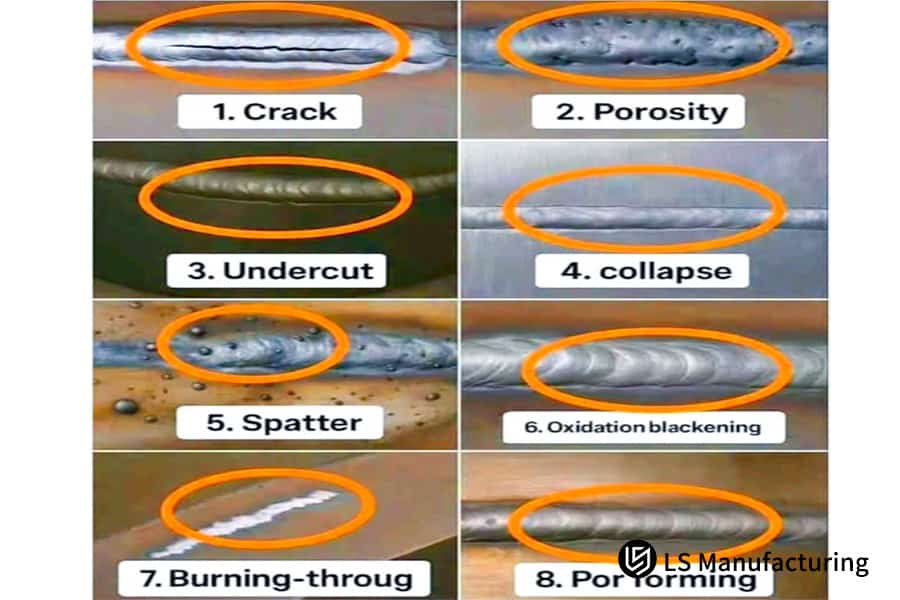
Figura 2: Guía visual que identifica ocho defectos comunes de soldadura, como grietas, porosidad, socavación y salpicaduras, con anotaciones en una superficie metálica.
¿Por qué elegir un servicio de soldadura de piezas metálicas delgadas en lugar de talleres generales?
Al tratarse de trabajos de soldadura de metales, la diferencia radica en que podemos controlar con bastante precisión los niveles de deformación y desperdicio. Las principales diferencias se relacionan con el control del aporte térmico, los métodos de sujeción y los controles de calidad. Esta comparación se basa en resultados de pruebas reales.
Soldadura altamente especializada de piezas muy delgadas con control de deformación.
Nuestro servicio de soldadura de metales, con un alto nivel de precisión, permite alcanzar un rango de deformación de 0 nm a 8 nm para piezas delgadas de 50 a 200 nm.
Al controlar con precisión la cantidad de pulsos de calor y utilizar un sistema de refrigeración de circuito cerrado, hemos logrado reducir la tasa de desperdicio del promedio de la industria, que es del 25%, al 1,5% , lo que reduce significativamente los costos de nuestros clientes. Esto es lo que nos distingue en el servicio de soldadura de piezas metálicas delgadas.
Tiendas de uso general con alta acumulación de calor.
En los talleres de mecanizado de uso general se utilizan mordazas comunes para sujetar las piezas sin medidas de refrigeración. La energía de la línea de soldadura continua alcanza los 200 J/cm, lo que provoca una acumulación de calor considerable.
Las mediciones reales muestran que el ancho de la zona afectada por el calor de una placa delgada de 0,3 mm alcanza los 0,8 mm, con una deformación angular de 0,15 mm y una tasa de desperdicio de aproximadamente el 28 %, lo que no cumple con los requisitos de alta precisión .
Adsorción al vacío especializada + soldadura por pulsos
Mediante una combinación de equipos y procesos, nuestro servicio de soldadura de metales de precisión aprovecha al máximo las propiedades complementarias de ambos.
Nuestra plataforma de adsorción al vacío es capaz de aplanar placas delgadas con una desviación de tan solo 0,005 mm, mientras que la energía de nuestra línea de soldadura por pulsos es de 50 J/cm, el ancho de la zona afectada por el calor es de solo 0,2 mm y la deformación es mínima, de tan solo 0,006 mm. Todas estas características cumplen a la perfección con los requisitos para la soldadura de piezas delgadas.
Verificación especializada mediante tomografía computarizada
De cada lote, seleccionamos aleatoriamente dos productos para realizar un escaneo CT industrial y obtenemos un cromatograma de desviación 3D con una precisión de medición de 0,002 mm, junto con un informe de prueba. Este servicio de verificación de calidad no está disponible en tiendas convencionales.
¿Qué características distinguen a los profesionales de los aficionados al bricolaje en el servicio de soldadura de metales?
Los clientes suelen obtener malos resultados al intentar soldar piezas metálicas delgadas en casa, ya que los talleres profesionales de soldadura de metales cuentan con un sistema de control de circuito cerrado que los aficionados no pueden replicar. Nuestro servicio ofrece tres aspectos principales que abordan los problemas de la soldadura casera.
Coincidencia automática de parámetros desde la biblioteca de procesos
Al ofrecer una biblioteca de procesos digitales con más de 300 combinaciones de material/espesor, 32 materiales y 15 gradientes de espesor en total, la planta de soldadura de metales de precisión está un paso por delante.
El cliente introduce el material y el grosor, y el sistema puede generar automáticamente los parámetros óptimos sin necesidad de ajustes manuales, lo que pone de manifiesto las ventajas de la tecnología de soldadura de metales .
Apagado por monitorización excesiva del campo térmico
Las cámaras termográficas infrarrojas cubren toda el área de soldadura y generan curvas de temperatura en función del tiempo para cada soldadura. La temperatura se monitoriza constantemente.
Cuando la temperatura supera el límite máximo o la velocidad de calentamiento es extremadamente alta, la máquina se apaga automáticamente y se registra la irregularidad, eliminando así el desperdicio del lote.
Cromatogramas de deformación trazables
Medimos las piezas después de la soldadura en una máquina de medición por coordenadas Zeiss, registrando una nube de puntos con una densidad de espaciado de 0,1 mm para producir un cromatograma de desviación de deformación que es muy fácil de entender.
Enviamos el informe junto con la mercancía. Además, es una herramienta muy útil para facilitar la reinspección por parte de terceros, ya que permite a los clientes comprobar la calidad del producto de un vistazo. Asimismo, demuestra nuestra profesionalidad en el servicio de soldadura de piezas metálicas delgadas.
Si tiene problemas con los ajustes de parámetros o con la calidad inestable en la soldadura casera, puede ponerse en contacto con nuestros ingenieros para una consulta personalizada y recibir asesoramiento gratuito sobre la adaptación del proceso a través de nuestro servicio de soldadura de piezas metálicas delgadas.
Figura 3: Vista de cerca de las manos de un técnico realizando soldadura por arco de microplasma en un componente delgado de acero inoxidable, con un arco brillante visible .
Soldadura de precisión de metales vs. láser vs. TIG: ¿Cuál es la mejor opción?
La soldadura por plasma de microhaz ( soldadura de precisión de metales ) para piezas con un espesor de 0,5 mm es una mejor opción que la soldadura láser y TIG. Además de solucionar el problema de la deformación, el costo y la eficiencia de este método son tan notables que lo convierten en una opción realmente económica.
Método de soldadura | Zona afectada por el calor (mm) | Deformación (mm) | Costo del equipo (USD) | Costo unitario de procesamiento (USD) | Espesor mínimo aplicable (mm) | Tasa de porosidad (%) |
Soldadura de metales de precisión | 0,15 | ≤0,008 | 45.000 | 1.2 | 0,08 | ≤0,5 |
Soldadura láser | 0,12 | ≤0,01 | 180.000 | 2.1 | 0.1 | ≤0,3 |
Soldadura TIG | 0,6 | ≤0,3 | 30.000 | 1.5 | 0,2 | ≤1.0 |
El aporte de calor de TIG provoca una gran deformación.
La soldadura TIG requiere una corriente estable mínima de alrededor de 10 A, lo que equivale a un aporte térmico de aproximadamente 220 J/mm. Tras soldar una placa delgada de 0,2 mm, los valores máximos y mínimos de la deformación de la onda alcanzan los 0,3 mm , lo que significa que la placa necesita un lijado posterior a la soldadura considerable, lo que aumenta el coste y el tiempo para el cliente.
Soldadura láser: Alta reflectividad significa baja eficiencia.
La soldadura láser requiere especificaciones estrictas de los materiales. Por ejemplo, para soldar aleaciones de cobre con una reflectividad superior al 90%, se necesita una potencia superior a 500 W para crear un baño de fusión, y al mismo tiempo, es muy fácil perforar piezas delgadas.
En lo que respecta a la soldadura de aluminio, el efecto de ojo de cerradura es inestable y la porosidad suele superar el 5%, lo que da como resultado una mala calidad.
Soldadura por plasma con microhaz: Arco estable, ideal para materiales delgados.
La soldadura por plasma de microhaz presenta una fluctuación de la corriente de soldadura de 1 A, una precisión de control de la longitud del arco de 0,05 mm y una velocidad de soldadura de 12 mm/s al soldar acero inoxidable de 0,2 mm, logrando una profundidad de penetración de 0,18 mm sin salpicaduras.
En comparación con la soldadura láser, el coste por pieza es un 42 % inferior, lo que demuestra la excelente relación coste-beneficio de los servicios de soldadura de metales.
¿Cuáles son las principales ventajas de la tecnología de soldadura de metales para piezas de menos de 1 mm?
Los servicios de soldadura convencionales tienen dificultades para controlar la profundidad de penetración y la deformación en piezas muy delgadas (0,1-0,8 mm) de menos de 1 mm de espesor. Nuestras principales técnicas de soldadura de metales nos permiten realizar soldaduras unilaterales con una apariencia similar a las bilaterales y sin salpicaduras, lo que demuestra las ventajas de la tecnología de soldadura de metales.
Parámetros para acero inoxidable de 0,2 mm
Basándose en acero inoxidable 304 de 0,2 mm de espesor, la soldadura de piezas delgadas mediante nuestra tecnología presenta los siguientes parámetros:
Con un caudal de protección de argón de 15 L/min, un ancho de pulso de 1,2 ms que resulta en una profundidad de penetración de 0,18 mm y una soldadura en la parte posterior continua y sin depresiones, se cumplen todos los requisitos de resistencia y dimensiones . Este es un aspecto tecnológico destacado de nuestro servicio de soldadura de metales de precisión.
Soldadura por pulsos de polaridad variable de aluminio de 0,5 mm
Empleamos un procedimiento de pulsos de polaridad variable para aluminio de tan solo 0,5 mm de espesor con el fin de eliminar la película de óxido superficial.
La frecuencia de polaridad variable es de 60 Hz, y se utiliza una fase EP de 10 A durante 2 ms para eliminar la película de óxido, seguida de una fase EN de 6 A durante 3 ms para limitar la profundidad de penetración. El espesor de la película de óxido posterior a la soldadura es <0,01 μm, y la porosidad es del 0,5 %.
De hecho, es como si se tratara de una "limpieza minuciosa y una soldadura delicada" de la superficie de aluminio. Es decir, la capa de óxido superficial se elimina en un instante y, a continuación, se realiza la soldadura con la temperatura adecuada.
De esta forma, no se queman las partes delgadas y, al mismo tiempo, se obtiene una soldadura fuerte, lo que contribuirá a aumentar el rendimiento del producto.
Temperatura máxima de 1100 para evitar la sensibilización.
Nuestros servicios de soldadura de metales de última generación permiten alcanzar la temperatura más alta durante la soldadura de componentes delgados de acero inoxidable austenítico, hasta 1100 °C, con un tiempo de permanencia muy corto (tan solo 0,2 segundos). En consecuencia, la precipitación de carburo de cromo es mínima y el nivel de sensibilización es de tan solo el 1,2 % . Esto garantiza la resistencia a la corrosión de la soldadura.
Si necesita soldar piezas de menos de 1 mm de espesor, envíenos la información sobre el grosor y el material de la pieza, y le elaboraremos un plan de parámetros de soldadura de metales de precisión personalizado sin coste alguno.
¿Qué técnicas de soldadura de metales funcionan para piezas delgadas en la industria aeroespacial?
Las piezas aeroespaciales de paredes delgadas tienen exigencias de soldadura de altísima calidad. Nuestras técnicas de soldadura de metales están diseñadas para la industria aeroespacial y son capaces de producir soldaduras en piezas delgadas.
Soldadura de Inconel de 0,1 mm
Nuestro método para piezas delgadas de aleación de alta temperatura Inconel de 0,1 mm consiste en soldadura por plasma de microhaz pulsado de alta frecuencia de 20 kHz con un ciclo de trabajo del 30 % y una corriente pico de 6 A.
Tras la soldadura, no se observan grietas, la contracción transversal de la soldadura es de tan solo 0,002 mm y la recuperación elástica del fuelle alcanza el 98 %, cumpliendo así con los estándares aeroespaciales. Este es solo un ejemplo de cómo nuestro servicio de soldadura de piezas metálicas delgadas puede utilizarse en aplicaciones de alta gama.
Soldadura de aleación de titanio mediante gas mixto de argón y helio.
Para soldar piezas delgadas de aleación de titanio, es necesario elegir el mejor gas de protección. El voltaje del arco bajo argón puro es de 12 V, con una fluctuación de penetración de 0,03 mm.
Si se añade un 30 % de helio, el voltaje aumenta a 14 V, lo que produce un aporte de calor más concentrado, la fluctuación de penetración se reduce a 0,01 mm, el color de la oxidación de la soldadura mejora y la calidad general de la soldadura alcanza un nivel superior.
Refuerzo de soldadura ≤0,02 mm, no requiere esmerilado.
En nuestro servicio de soldadura de precisión de metales, somos capaces de controlar con extrema precisión la cantidad de refuerzo de soldadura: 0,015 mm en la parte frontal y 0,01 mm en la parte posterior, cumpliendo plenamente con las normas AMS 2690.
Incluso es posible realizar soldaduras directamente sin mecanizado, lo que permitirá a los clientes ahorrar los costes de procesamiento posterior y, al mismo tiempo, demostrar las ventajas de la tecnología de soldadura de metales.
Caso práctico de LS Manufacturing: Soldadura sin deformación de dispositivos médicos de pared delgada de 0,1 mm
Una reconocida empresa de dispositivos médicos se enfrentó al desafío de la deformación por soldadura en una estructura tubular de acero inoxidable 304 de 0,12 mm de espesor. La tolerancia del espesor de pared de esta pieza era de 0,01 mm, y el proceso de soldadura láser original presentaba defectos evidentes, por lo que se necesitaba urgentemente un servicio confiable de soldadura de piezas metálicas delgadas .
Problemas a los que nos enfrentamos
La pieza tubular de acero inoxidable 304 de 0,12 mm de espesor se contrajo circunferencialmente en 0,07 mm y el diámetro en la línea interior se volvió irregular debido a la soldadura láser existente. Se observó un crecimiento de granos en la zona afectada por el calor y la prueba de niebla salina se completó en 48 horas, por lo que la tasa de desperdicio del lote fue del 40%, lo que tuvo un fuerte impacto en la producción.
Solución
Analizamos a fondo los principales problemas del cliente y, a continuación, creamos una solución de servicio de soldadura de metales de precisión específica.
- Mediante el uso de la técnica de soldadura por pulsos de plasma de microhaz a una frecuencia de 300 Hz, una corriente pico de 5,2 A y una corriente base de 1,5 A, limitamos estrictamente el aporte de calor.
- Para la estructura tubular se empleó un método de soldadura segmentada: la circunferencia se dividió en 12 segmentos, cada uno con una longitud de arco de soldadura de 2 mm. Se aplicó nitrógeno líquido a baja temperatura (40 °C) entre segmentos para evitar la acumulación de calor.
- Para la fijación, se empleó un mandril de cobre con contrapresión de argón (3 mbar) para absorber el calor conductivo y evitar que la pieza tubular se deformara durante el proceso de soldadura.
- Al mismo tiempo, modificamos los parámetros de soldadura según los resultados de la simulación por elementos finitos, que mostraron cómo mantener la redondez del diámetro interior de la pieza después de la soldadura.
Nuestra solución es un ejemplo perfecto de las ventajas de la tecnología de soldadura de metales sin distorsión .
Resultados finales
Tras nuestro servicio de soldadura de metales de precisión, la redondez del diámetro interior de la pieza alcanzó los 0,003 mm, la contracción axial fue de tan solo 0,001 mm, el ancho de la zona afectada por el calor fue de 0,08 mm, el tamaño del grano se mantuvo en el nivel 9, la pieza superó con éxito la prueba de niebla salina de 500 horas y la tasa de desperdicio para un lote de 2000 piezas fue de apenas el 0,3 %, lo que ilustra de forma excelente las ventajas de la tecnología de soldadura de metales sin distorsión.
Si se enfrenta a desafíos de soldadura similares, puede enviarnos los planos y la información de sus piezas, y le proporcionaremos un servicio gratuito de prueba de soldadura de la primera pieza, junto con una solución personalizada de proceso de soldadura de metales de precisión para replicar el efecto de soldadura sin distorsión de nuestro caso de estudio.

Figura 4: Varias piezas tubulares de acero inoxidable con soldaduras de precisión, mostradas sobre un fondo blanco, que ilustran los resultados de un proceso de soldadura por pulsos de microplasma.
Preguntas frecuentes
P1: ¿Cuál es el material más delgado que se puede soldar sin distorsión?
Trabajamos con acero inoxidable o aleaciones a base de níquel con un espesor mínimo de 0,08 mm. Para lograr una deformación nula durante la soldadura, el metal se somete a tecnología de pulsos de ultra alta frecuencia y se enfría por la parte posterior para evitar perforaciones.
P2: ¿Cuál es la diferencia de precio entre el servicio de soldadura de metales de precisión y la soldadura láser?
En comparación con la soldadura láser, el coste del equipo de soldadura de metales es solo aproximadamente una cuarta parte, y la tarifa de procesamiento por pieza es entre un 30 % y un 50 % menor, por lo que los clientes pueden ahorrar en sus costes de producción.
P3: ¿Es necesario un tratamiento térmico para aliviar las tensiones después de la soldadura?
Dado que nuestro método de soldadura de metales sin distorsión produce una tensión residual <50 MPa, que es significativamente menor que la tensión de fluencia del material, la decisión de utilizar o no un tratamiento térmico recae en el cliente.
P4: ¿Se puede controlar la deformación por soldadura de láminas delgadas de aluminio?
En láminas de aleación de aluminio con un espesor superior a 0,3 mm, se puede lograr un control total sobre la deformación. La eliminación de la capa de óxido se facilita mediante el uso de tecnología de pulsos de polaridad variable.
P5: ¿Cuál es el tamaño mínimo del lote?
No tenemos un límite mínimo de tamaño de lote y aceptamos pedidos de una sola muestra. Lotes pequeños de 5 unidades son suficientes para la producción y, por lo tanto, satisfacen las necesidades de verificación de muestras y producción en lotes pequeños.
P6: ¿Se pueden soldar metales diferentes?
Sí, el acero inoxidable se puede soldar a aleaciones a base de níquel. En el caso de la soldadura de acero y cobre, es necesario diseñar una capa de transición para garantizar la resistencia y prevenir defectos.
P7: ¿Existe un límite para la longitud máxima de soldadura?
La longitud máxima de una sola soldadura es de 300 mm. Las soldaduras más largas se pueden dividir en segmentos y soldar entre sí; no hay límite superior para la longitud total.
P8: ¿Cuál es el plazo de entrega de LS Manufacturing?
Muestras de producción: 3-5 días laborables. Lotes pequeños (menos de 1000 unidades): 7-10 días laborables. La producción del cliente no se verá afectada.
Resumen
Las piezas delgadas, con un espesor no superior a 1 mm, siempre han sido una fuente de deformación por soldadura y de un alto índice de desperdicio para las empresas.
Nuestro servicio profesional de soldadura de piezas metálicas delgadas permite controlar la deformación hasta 0,008 mm y reducir los índices de desperdicio a menos del 1,5 %, gracias a la combinación del control térmico pulsado y la tecnología de refrigeración de circuito cerrado, solucionando eficazmente este problema.
La tecnología, el coste y la eficiencia son algunas de las ventajas significativas que ofrece nuestro servicio de soldadura de precisión de metales frente a los talleres de mecanizado convencionales y otros métodos de soldadura. Ofrecemos soluciones personalizadas de soldadura de piezas delgadas para diversos sectores, como el médico y el aeroespacial.
Envíenos ahora sus planos de piezas delgadas y LS Manufacturing le ofrecerá un informe gratuito de simulación de deformación junto con el servicio de soldadura de prueba de la primera pieza . Solicite información ahora para recibir más de 500 conjuntos de tablas de parámetros de proceso y comience a soldar sin deformaciones.

📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


