
A soldagem de precisão de metais é a principal forma de corrigir deformações em peças de paredes finas (espessura de 0,5 mm). Essas peças se deformam com muita facilidade após a soldagem, o que pode resultar em uma taxa de refugo superior a 30%.
Com nossa tecnologia de soldagem de metal sem distorção, conseguimos manter a deformação igual ou inferior a 0,008 mm e a taxa de refugo igual ou inferior a 1,5% , o que é ainda melhor do que os métodos tradicionais.
A soldagem TIG tradicional e a soldagem a laser não conseguem controlar com precisão a entrada de calor. A expansão térmica e a tensão residual podem impossibilitar a manutenção das dimensões originais.
Em dispositivos médicos, por exemplo, um único defeito/deformação em um lote é motivo para o descarte de todo o lote . Portanto, estamos bastante envolvidos no desenvolvimento de tecnologias de soldagem de metais para peças finas.

Resumo da Resposta Principal
Questões centrais | Soluções de distorção zero | Indicadores-chave de dados |
Deformação causada pela expansão térmica | Controle em circuito fechado por energia pulsada + fonte fria local. | A zona afetada pelo calor é ≤0,2 mm. |
Dissipação lenta de calor em peças finas | Dispositivo de soldagem segmentada + condução térmica forçada. | A deformação é ≤0,008 mm . |
Não existem processos especiais em oficinas de processamento em geral. | Microplasma LS Manufacturing + compensação digital. | Aplicável a espessuras de 0,1 a 1,0 mm. |
Por que confiar na LS Manufacturing para soldagem de metais de precisão? Experiência comprovada na soldagem de componentes ultrafinos sem distorção.
Naturalmente, sua principal preocupação ao procurar um serviço de soldagem de metais que possa ajudá-lo a resolver o problema de deformação de peças finas é a capacidade da empresa de realizar o serviço de forma confiável e aumentar as taxas de qualificação do produto.
Ao firmar parceria com a LS Manufacturing, você poderá aproveitar nossos 12 anos de experiência profissional e acessar facilmente sistemas de serviço consolidados nas áreas médica, aeroespacial e automotiva, entre outras.
Além disso, temos mais de 500 casos de cooperação empresarial, portanto, podemos oferecer garantias mais confiáveis em soldagem de metais de precisão, proporcionando tranquilidade quanto à estabilidade da sua parceria.
Não há necessidade de se preocupar com as barreiras técnicas para a soldagem de peças ultrafinas.
A equipe da LS Manufacturing adquiriu tecnologia de ponta e pode facilmente processar suas peças ultrafinas com uma espessura mínima de 0,08 mm, garantindo uma taxa de aprovação de lote de 99,7% ou superior . Temos o máximo cuidado para que as operações de soldagem sejam realizadas em conformidade com a norma AWS D17.1 .
E se você se deparar com um dilema de deformação de peças finas?
Por exemplo, uma famosa empresa de dispositivos médicos sofreu com o problema de deformações na soldagem de invólucros de sensores de aço inoxidável de 0,1 mm - a soldagem a laser original causava uma contração circular de 0,07 mm, e a taxa de refugo chegava a 40%, o que fazia com que os custos de produção disparassem.
No entanto, se optar pela LS Manufacturing, o nosso método de soldagem por pulso de plasma de microfeixe pode ajudá-lo eficazmente a manter a deformação dentro de 0,005 mm, reduzindo assim diretamente a taxa de refugo para 0,3%, o que representa uma diminuição significativa das perdas e um aumento da eficiência da sua produção.
Preocupado com o aumento das despesas com testes? Não se preocupe. A LS Manufacturing possui um conjunto completo de equipamentos de teste, como tomógrafos computadorizados industriais e máquinas de medição por coordenadas Zeiss.
Cada lote de produtos passará por nosso processo completo de inspeção para garantir que cada produto recebido atenda aos requisitos esperados e esteja em conformidade com as normas ISO 15614-2 , evitando retrabalho e reparos, além de economizar tempo e custos de mão de obra.
Se você está enfrentando problemas de deformação por soldagem em peças finas, entre em contato com nossos engenheiros para uma consultoria técnica gratuita e descubra como podemos ajudá-lo a reduzir os custos com sucata.
O que torna o serviço de soldagem de metais de precisão livre de distorções em peças finas?
O controle preciso da entrada de calor e a rápida dissipação térmica são essenciais para o sucesso da soldagem de peças finas em metal com distorção zero. Utilizando um sistema de aquecimento por arco de plasma de microfeixe com densidade de entrada de calor de 40 J/mm³ e controle térmico por pulsos de milissegundos, a variação de temperatura na poça de fusão é mantida dentro de ±5 °C.
Isso impede o aquecimento de todo o substrato e permite uma planicidade pós-soldagem de 0,008 mm. Portanto, os problemas de soldagem de peças finas podem ser resolvidos.
Baixa densidade de entrada de calor
Normalmente, a introdução de calor excessivo durante a soldagem convencional leva à deformação plástica do substrato. Tomando como exemplo o aço inoxidável de 0,2 mm, geralmente precisaríamos de uma densidade de energia de cerca de 60 J/mm³ para fundi-lo.
Por outro lado, nosso serviço de soldagem de metais de precisão tem a capacidade de controlar o aquecimento a 40J/mm³, restringindo simultaneamente o aumento da corrente a 0,5A/ms, o que ajuda a evitar sobreaquecimento instantâneo e a reduzir efetivamente as chances de deformação.
Simplificando, é o equivalente a "aquecer suavemente" peças finas que não necessitam de cura em alta temperatura . Isso garante uma união sólida do metal sem o inconveniente de deformação por superaquecimento, evitando assim o incômodo de ajustes posteriores.
A soldagem por pulso de alta frequência reduz significativamente o acúmulo de calor.
Ao implementar a soldagem por pulso de alta frequência, podemos reduzir significativamente o acúmulo de calor. Especificamente, para o nosso serviço de soldagem de metais , definimos a energia de cada fase em 0,8 J, o intervalo de tempo entre as fases em 5 ms e a porcentagem de sobreposição entre os pontos de solda adjacentes em 60%.
Constatou-se que, ao aplicar esses parâmetros, o acúmulo de calor é reduzido em 72% e o aumento de temperatura na região de 50 mm ao redor da solda cai de 180 °C para 25 °C, em comparação com a soldagem contínua a 50 Hz. Essa é uma vantagem fundamental da soldagem de metais para peças finas, raramente discutida.
Acessórios de cobre refrigerados a água absorvem calor.
A contribuição dos acessórios de cobre refrigerados a água para alcançar deformação zero é inestimável. Fabricamos nossos acessórios de cobre utilizando canais de água de 3 mm de diâmetro embutidos no cobre, com uma vazão de 2 L/min e uma condutividade térmica de 401 W/(mK).
Durante a soldagem de metais, a temperatura da superfície de contato da peça é mantida em 22±2℃ e a da superfície traseira da peça em 60°C, temperaturas que são eficazes para evitar o acúmulo de calor.
Se você deseja aprender sobre parâmetros específicos para soldagem de metal sem distorção para suas peças finas, pode baixar nosso white paper e obter mais de 300 conjuntos de tabelas de parâmetros de processo gratuitamente.
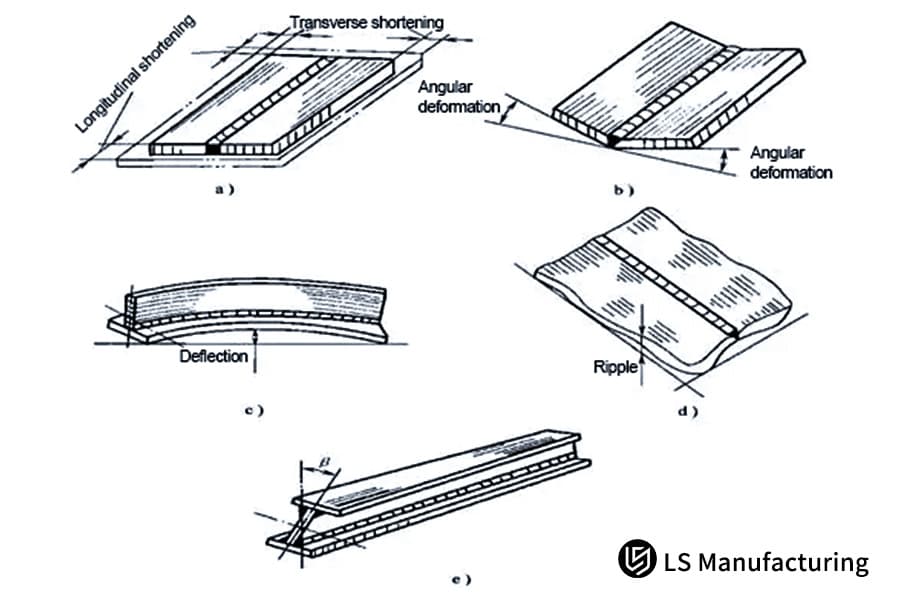
Figura 1: Diagrama técnico ilustrando vários tipos de deformações em soldagem de metais, como encurtamento longitudinal, distorção angular e ondulação, comuns em peças finas.
Como a soldagem de metal sem distorção impede a expansão térmica?
A dilatação térmica é a principal causa da deformação da solda em peças finas. Para limitar o aumento de temperatura em um raio de 100 mm ao redor da solda a 15 °C, utilizamos soldagem reversa segmentada e resfriamento localizado com nitrogênio líquido.
A expansão térmica é inferior a 1/20 da tensão de escoamento do material e não há deformação residual por tração após o resfriamento, o que reflete as vantagens da tecnologia de soldagem de metais em peças finas.
Resfriamento segmentado até 60°C
No caso de peças com um comprimento total de solda de 120 mm, segmentamos a peça em 15 partes. Após a soldagem de cada seção, a máquina pausa automaticamente por 2 segundos, seguida por uma pulverização de nitrogênio líquido por 0,3 segundos para resfriar rapidamente a solda a 60 °C.
Quando o sensor infravermelho confirma que a temperatura atingiu o ponto definido, o segmento seguinte é iniciado. A diferença de temperatura entre os segmentos é mantida em 5 °C para evitar deformações irregulares induzidas pela temperatura.
Controle de potência em circuito fechado por infravermelho
Posicionado a 2 mm da superfície da poça de metal fundido, nosso sensor de temperatura infravermelho de duas cores opera a uma frequência de 1000 Hz. Quando a temperatura detectada ultrapassa um determinado limite (por exemplo, 1100 °C), a unidade de controle reduz a corrente máxima de 8 A para 6 A em cerca de 10 ms, de forma a evitar instantaneamente picos de expansão térmica.
Antideformação pré-definida em acessórios
A contração lateral durante a soldagem é estimada por meio de análise de elementos finitos, e medidas de contra-deformação são implementadas na fixação através da pré-configuração de anti-deformação. Por exemplo, para uma contração de 0,018 mm, a superfície de fixação é usinada com um arco convexo de 0,02 mm.
A peça após a soldagem é então liberada naturalmente, resultando em uma planicidade final medida de apenas 0,003 mm, o que está de acordo com os altos requisitos de precisão e também demonstra as vantagens da tecnologia de soldagem de metais.
Número de segmentos de soldagem | Comprimento por segmento (mm) | Tempo de pausa (s) | Tempo de resfriamento (s) | Gradiente de temperatura entre segmentos (℃) | Planicidade final (mm) |
10 | 12 | 1,5 | 0,2 | 6 | 0,004 |
15 | 8 | 2 | 0,3 | 5 | 0,003 |
20 | 6 | 2,5 | 0,4 | 4 | 0,002 |
25 | 4,8 | 3 | 0,5 | 3 | 0,001 |
Quais são os maiores desafios na soldagem de metais para peças finas e quais são as soluções?
Durante a soldagem de peças finas , os clientes geralmente enfrentam três problemas principais: perfuração, crescimento excessivo dos grãos e colapso do metal fundido. Desenvolvemos métodos específicos para garantir a qualidade das peças soldadas.
A elevação do comprimento do arco evita a queima.
A densidade de energia do arco é determinada continuamente com base na integração da tensão e da corrente.
Quando a densidade de energia ultrapassa 1×10⁶W/cm² e dura 3 pulsos, a tocha de soldagem se move automaticamente para cima em 0,1 mm, reduzindo a densidade de energia para 8×10⁵W/cm² , evitando assim a perfuração de peças metálicas finas. Este é um dos principais elementos do nosso serviço de soldagem de metais de precisão.
Limite de temperatura de 1100 °C para controlar o engrossamento dos grãos.
O processo de grossura na soldagem a frio deteriora a resistência do metal à corrosão e suas propriedades mecânicas.
No caso do aço inoxidável 304 com 0,25 mm de espessura, a corrente de pico foi de 6 A com largura de pulso de 1 ms. Nessas configurações, a temperatura máxima da poça de fusão foi de 1080 °C. A zona afetada pelo calor permaneceu acima de 1000 °C por apenas 0,18 segundos, resultando em um tamanho de grão de grau 8 ou superior.
Suporte de pressão de argônio na parte traseira
Para evitar o colapso da poça de fusão, bombeamos gás argônio para a cavidade selada na parte traseira da peça. A pressão é regulada com muita precisão a 3 mbar (0,5 mbar) por nós.
Isso permite que o fundo da poça de metal fundido receba um pequeno suporte de pressão positiva, impedindo que o metal líquido ceda e que a parte frontal se deforme.
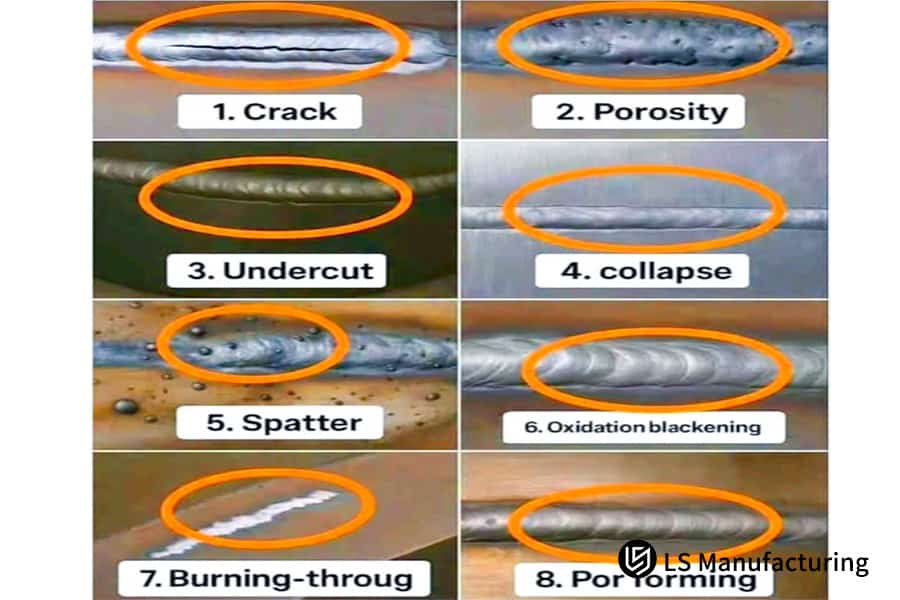
Figura 2: Um guia visual que identifica oito defeitos comuns de soldagem, incluindo trincas, porosidade, mordedura e respingos, com anotações em uma superfície metálica.
Por que escolher o serviço de soldagem de peças metálicas finas em vez de oficinas convencionais?
Por se tratar de um processo de soldagem de metais, a diferença reside na capacidade de restringir rigorosamente os níveis de deformação e refugo. As principais distinções estão relacionadas ao controle da entrada de calor, aos métodos de fixação e às verificações de qualidade. Esta comparação baseia-se em resultados de testes reais.
Soldagem altamente especializada de peças muito finas com controle de deformação.
Nosso serviço de soldagem de metais, com o nível de precisão exigido, permite alcançar uma faixa de deformação de 0 nm a 8 nm para peças com espessura de 50 a 200 nm.
Controlando com precisão a intensidade do pulso de calor e utilizando um sistema de refrigeração de circuito fechado, conseguimos reduzir a taxa de refugo da média do setor, que é de 25%, para 1,5% , diminuindo consideravelmente os custos para nossos clientes. É isso que nos diferencia no serviço de soldagem de peças metálicas finas.
Oficinas de uso geral com alta acumulação de calor
Oficinas de usinagem de uso geral utilizam morsas comuns para fixação, sem medidas de refrigeração. A energia em linhas de soldagem contínua atinge 200 J/cm, resultando em acúmulo severo de calor.
Medições reais mostram que a largura da zona afetada pelo calor de uma placa fina de 0,3 mm atinge 0,8 mm, com deformação angular de 0,15 mm e uma taxa de refugo de aproximadamente 28%, não atendendo aos requisitos de alta precisão .
Adsorção a vácuo especializada + soldagem por pulso
Utilizando uma combinação de equipamentos e processos, nosso serviço de soldagem de metais de precisão aproveita ao máximo as propriedades complementares de ambos.
Nossa plataforma de adsorção a vácuo é capaz de aplainar chapas finas com um desvio de apenas 0,005 mm, enquanto nossa linha de soldagem por pulso utiliza energia de 50 J/cm, a largura da zona afetada pelo calor é de apenas 0,2 mm e a deformação é de apenas 0,006 mm. Todas essas características atendem perfeitamente aos requisitos de soldagem de peças finas.
Verificação especializada por tomografia computadorizada
De cada lote, selecionamos aleatoriamente 2 produtos para tomografia computadorizada industrial e obtemos um cromatograma de desvio 3D com precisão de medição de 0,002 mm, juntamente com um relatório de teste. Esse serviço de verificação de qualidade não está disponível em lojas comuns.
Quais são as características que diferenciam os profissionais dos amadores em serviços de soldagem de metais?
Os clientes frequentemente obtêm resultados insatisfatórios ao tentar soldar peças metálicas finas em casa, pois as oficinas profissionais de soldagem possuem um sistema de controle de circuito fechado que o faça-você-mesmo não consegue reproduzir. Nosso serviço oferece três aspectos principais que abordam os problemas da soldagem feita por amadores.
Correspondência automática de parâmetros a partir da biblioteca de processos
Ao oferecer uma biblioteca de processos digitais com mais de 300 combinações de material/espessura, 32 materiais e 15 gradientes de espessura no total, a instalação de soldagem de metais de precisão está um passo à frente.
O cliente insere o material e a espessura, e o sistema pode gerar automaticamente os parâmetros ideais sem necessidade de ajustes manuais, evidenciando as vantagens da tecnologia de soldagem de metais .
Desligamento devido ao monitoramento excessivo do campo térmico
Câmeras termográficas infravermelhas cobrem toda a área de soldagem e geram curvas de temperatura em função do tempo para cada solda. A temperatura é monitorada constantemente.
Quando a temperatura ultrapassa o limite máximo ou a taxa de aquecimento é extremamente alta, a máquina é desligada automaticamente e a irregularidade é registrada, eliminando assim o refugo do lote.
Cromatogramas de deformação rastreáveis
Medimos as peças pós-soldagem em uma máquina de medição por coordenadas (CMM) Zeiss, registrando uma nuvem de pontos com densidade de espaçamento de 0,1 mm para produzir um cromatograma de desvio de deformação de fácil compreensão.
Enviamos o relatório juntamente com a mercadoria, sendo também uma excelente ferramenta para auxiliar na reinspeção por terceiros, pois permite aos clientes visualizar a qualidade do produto de forma imediata. Além disso, comprova nosso profissionalismo em serviços de soldagem de peças metálicas finas.
Se você está enfrentando dificuldades com ajustes de parâmetros ou problemas de qualidade instável em soldagem do tipo "faça você mesmo", pode entrar em contato com nossos engenheiros para uma consultoria individual e receber aconselhamento gratuito sobre adaptação de processos por meio do nosso serviço de soldagem de peças metálicas finas.
Figura 3: Visão aproximada das mãos de um técnico realizando soldagem a arco de microplasma em um componente fino de aço inoxidável, com um arco brilhante visível .
Soldagem de precisão em metais vs. laser vs. TIG: qual é a melhor?
A soldagem por plasma de microfeixe ( soldagem de precisão de metais ) para peças com espessura de 0,5 mm é uma opção melhor em comparação com a soldagem a laser e TIG. Além de resolver o problema de deformação, o custo e a eficiência desse método são tão notáveis que o tornam uma escolha realmente econômica.
Método de soldagem | Zona afetada pelo calor (mm) | Deformação (mm) | Custo do equipamento (USD) | Custo unitário de processamento (USD) | Espessura mínima aplicável (mm) | Taxa de porosidade (%) |
Soldagem de metais de precisão | 0,15 | ≤0,008 | 45.000 | 1.2 | 0,08 | ≤0,5 |
Soldagem a laser | 0,12 | ≤0,01 | 180.000 | 2.1 | 0,1 | ≤0,3 |
Soldagem TIG | 0,6 | ≤0,3 | 30.000 | 1,5 | 0,2 | ≤1,0 |
A entrada de calor TIG causa grande deformação.
A soldagem TIG requer uma corrente mínima estável de cerca de 10 A, o que equivale a uma entrada de calor de aproximadamente 220 J/mm. Após a soldagem de uma chapa fina de 0,2 mm, os valores de pico e vale da deformação da onda atingem 0,3 mm , o que significa que a chapa necessita de um esmerilhamento pós-soldagem substancial, aumentando assim o custo e o tempo para o cliente.
Soldagem a laser: alta refletividade significa baixa eficiência.
A soldagem a laser exige especificações rigorosas de materiais. Por exemplo, na soldagem de liga de cobre com refletividade superior a 90%, é necessária uma potência acima de 500 W para criar a poça de fusão e, ao mesmo tempo, é muito fácil perfurar peças finas.
No que diz respeito à soldagem de alumínio, o efeito de penetração é instável e a porosidade frequentemente ultrapassa 5%, o que resulta em baixa qualidade.
Soldagem a plasma por microfeixe: arco estável, ideal para materiais finos.
A soldagem a plasma por microfeixe apresenta uma flutuação de corrente de soldagem de 1A, precisão de controle do comprimento do arco de 0,05mm e velocidade de soldagem de 12mm/s ao soldar aço inoxidável de 0,2mm, atingindo uma profundidade de penetração de 0,18mm sem respingos.
Em comparação com a soldagem a laser, o custo por peça é 42% menor, o que demonstra a excelente relação custo-benefício dos serviços de soldagem de metais.
Quais são as principais vantagens da tecnologia de soldagem de metais para peças com menos de 1 mm?
Os serviços de soldagem convencionais têm dificuldade em controlar a profundidade de penetração e a deformação em peças muito finas (0,1-0,8 mm) com menos de 1 mm de espessura. Nossas principais técnicas de soldagem de metais nos permitem realizar soldas unilaterais com aparência semelhante às soldas bilaterais , sem respingos, demonstrando os benefícios da tecnologia de soldagem de metais.
Parâmetros para aço inoxidável de 0,2 mm
Com base em aço inoxidável 304 de 0,2 mm, a soldagem de peças finas utilizando nossa tecnologia apresenta os seguintes parâmetros:
Vazão de proteção de argônio de 15 L/min, largura de pulso de 1,2 ms resultando em uma profundidade de penetração de 0,18 mm, e solda contínua e sem depressões na face posterior, atendendo a todos os requisitos de resistência e dimensões . Este é um dos destaques tecnológicos do nosso serviço de soldagem de metais de precisão.
Soldagem por pulso de polaridade variável em alumínio de 0,5 mm
Utilizamos um procedimento de pulso de polaridade variável para alumínio com espessura de até 0,5 mm para remover a película de óxido da superfície.
A frequência de polaridade variável é de 60 Hz, e a fase EP de 10 A por 2 ms é usada para eliminar a película de óxido, seguida pela fase EN de 6 A por 3 ms para limitar a profundidade de penetração. A espessura da película de óxido pós-soldagem é <0,01 μm e a porosidade é de 0,5%.
Na verdade, é como se você estivesse "limpando cuidadosamente e soldando delicadamente" a superfície do alumínio. Ou seja, a camada de óxido superficial é removida instantaneamente e, em seguida, a soldagem é feita com a quantidade certa de calor.
Dessa forma, você não perfura peças finas e, ao mesmo tempo, obtém uma solda forte, o que ajudará a aumentar o rendimento do seu produto.
Temperatura máxima de 1100 para evitar sensibilização.
Nossos serviços de soldagem de metais de última geração permitem o manuseio da temperatura mais alta durante a soldagem de componentes finos de aço inoxidável austenítico, a 1100 °C, com um tempo de permanência muito curto (apenas 0,2 segundos). Consequentemente, a precipitação de carboneto de cromo é insignificante e o nível de sensibilização é de apenas 1,2% . Isso significa que a resistência à corrosão da solda é garantida.
Se você precisa soldar peças com espessura inferior a 1 mm, envie-nos as informações sobre a espessura e o material da peça, e nós criaremos um plano de parâmetros de soldagem de metal de precisão personalizado para você, sem custos adicionais.
Quais técnicas de soldagem de metais são adequadas para peças finas da indústria aeroespacial?
As peças aeroespaciais de paredes finas têm exigências de altíssima qualidade de soldagem. Nossas técnicas de soldagem de metais são projetadas para o setor aeroespacial e capazes de produzir soldas em peças de paredes finas.
Soldagem de Inconel de 0,1 mm
Nosso método para peças finas de liga Inconel de alta temperatura com 0,1 mm de espessura é a soldagem a plasma por microfeixe pulsado de alta frequência (20 kHz), com um ciclo de trabalho de 30% e uma corrente de pico de 6 A.
Não foram observadas fissuras após a soldagem, a contração transversal da solda foi de apenas 0,002 mm e a taxa de recuperação elástica do fole foi de 98%, atendendo a todos os padrões aeroespaciais. Este é apenas um exemplo de como nosso serviço de soldagem de peças metálicas finas pode ser utilizado em aplicações de alta tecnologia.
Soldagem de liga de titânio utilizando mistura de gás argônio e hélio
Para soldar peças finas de liga de titânio, é necessário escolher o gás de proteção mais adequado. A tensão do arco com argônio puro é de 12V, com uma flutuação de penetração de 0,03mm.
Ao adicionar 30% de hélio, a voltagem sobe para 14V, o que resulta em uma entrada de calor mais concentrada, a flutuação da penetração é reduzida para 0,01mm, a cor da oxidação da solda é melhorada e a qualidade geral da solda atinge um nível superior.
Reforço de solda ≤0,02 mm, sem necessidade de esmerilhamento.
Em nosso serviço de soldagem de precisão de metais, somos capazes de controlar com extrema precisão a quantidade de reforço da solda, com 0,015 mm na frente e 0,01 mm no verso, em total conformidade com as normas AMS 2690.
É possível até mesmo entregar soldas diretamente, sem usinagem, o que economizará aos clientes os custos de processamento posterior e, ao mesmo tempo, demonstrará as vantagens da tecnologia de soldagem de metais.
Estudo de Caso da LS Manufacturing: Soldagem com Deformação Zero de Dispositivos Médicos com Paredes Finas de 0,1 mm
Uma renomada empresa de dispositivos médicos enfrentava um desafio com a distorção de soldagem em uma estrutura tubular de aço inoxidável 304 de 0,12 mm. A tolerância na espessura da parede dessa peça era de 0,01 mm, e o processo original de soldagem a laser apresentava defeitos evidentes, tornando essencial um serviço confiável de soldagem de peças finas .
Problemas enfrentados
A peça tubular de aço inoxidável 304 com 0,12 mm de espessura sofreu uma contração circunferencial de 0,07 mm e o diâmetro na linha interna tornou-se irregular devido à soldagem a laser existente. Os grãos cresceram na zona afetada pelo calor e o teste de névoa salina foi concluído em 48 horas, resultando em uma taxa de refugo de 40% no lote, o que teve um impacto significativo na produção.
Solução
Analisamos minuciosamente os principais problemas do cliente e, em seguida, criamos uma solução de serviço de soldagem de metais de precisão bem direcionada.
- Por meio do uso da técnica de soldagem por pulso de plasma de microfeixe a uma frequência de 300Hz, uma corrente de pico de 5,2A e uma corrente base de 1,5A, limitamos rigorosamente a entrada de calor.
- Para a estrutura tubular, foi utilizado um método de soldagem segmentada: a circunferência foi dividida em 12 segmentos, e cada segmento possuía um comprimento de arco de soldagem de 2 mm. O nitrogênio líquido foi utilizado para resfriar forçadamente a 40 °C entre os segmentos, a fim de evitar o acúmulo de calor.
- Para a fixação, foi utilizado um mandril de cobre com contrapressão de argônio (3 mbar) para absorver o calor condutivo e evitar a deformação da parte tubular durante o processo de soldagem.
- Ao mesmo tempo, alteramos os parâmetros de soldagem de acordo com os resultados da simulação por elementos finitos, que mostraram como manter a circularidade do diâmetro interno da peça após a soldagem.
Nossa solução é um exemplo perfeito dos benefícios da tecnologia de soldagem de metal com distorção zero .
Resultados finais
Após nosso serviço de soldagem de metais de precisão, a circularidade do diâmetro interno da peça atingiu 0,003 mm, a contração axial foi de apenas 0,001 mm, a largura da zona afetada pelo calor foi de 0,08 mm, o tamanho do grão permaneceu no nível 9, a peça passou com sucesso no teste de névoa salina de 500 horas e a taxa de refugo para um lote de 2.000 peças foi de apenas 0,3%, ilustrando assim de forma excelente os benefícios da tecnologia de soldagem de metais com distorção zero.
Se você enfrenta desafios semelhantes em soldagem, pode nos enviar os desenhos e informações da sua peça e nós lhe forneceremos um serviço gratuito de teste de soldagem da primeira peça, juntamente com uma solução personalizada de processo de soldagem de metais de precisão para replicar o efeito de soldagem com distorção zero do nosso estudo de caso.

Figura 4: Diversas peças tubulares de aço inoxidável com soldas de precisão, exibidas sobre um fundo branco, mostrando os resultados de um processo de soldagem por pulso de microplasma.
Perguntas frequentes
Q1: Qual é o material mais fino que a soldagem com distorção zero consegue processar?
Trabalhamos com aço inoxidável ou ligas à base de níquel a partir de 0,08 mm de espessura. Para obter deformação zero na soldagem, o metal é submetido à tecnologia de pulsos de ultra-alta frequência e resfriado pela parte traseira para evitar perfurações.
Q2: Qual é a diferença de custo entre o serviço de soldagem de precisão em metal e a soldagem a laser?
Em comparação com a soldagem a laser, o custo do equipamento de soldagem de metal é apenas cerca de um quarto, e a taxa de processamento por peça é 30 a 50% menor , permitindo que os clientes economizem em seus custos de produção.
P3: É necessário tratamento térmico para aliviar a tensão após a soldagem?
Como nosso método de soldagem de metal com distorção zero produz tensão residual inferior a 50 MPa, que é significativamente menor que a tensão de escoamento do material, a decisão de usar ou não tratamento térmico fica a critério do cliente.
Q4: É possível controlar a deformação por soldagem de chapas finas de alumínio?
É possível obter controle total sobre a deformação em chapas de liga de alumínio com espessura superior a 0,3 mm. A remoção da película de óxido é facilitada pelo uso da tecnologia de pulsos de polaridade variável.
Q5: Qual é o tamanho mínimo do lote?
Não temos limite mínimo de tamanho de lote e aceitamos pedidos a partir de 1 peça de amostra. Pequenos lotes de 5 peças são suficientes para a produção e, portanto, atendem às necessidades de verificação de amostras e produção em pequena escala.
Q6: Metais diferentes podem ser soldados?
Sim, o aço inoxidável pode ser soldado a ligas à base de níquel. No caso da soldagem de aço e cobre, é necessário projetar uma camada de transição para garantir a resistência e evitar defeitos.
Q7: Existe um limite para o comprimento máximo da solda?
O comprimento máximo de uma única solda é de 300 mm. Soldas mais longas podem ser divididas em segmentos e soldadas juntas, não havendo limite superior para o comprimento total.
Q8: Qual é o prazo de entrega da LS Manufacturing?
Amostras de produção: 3 a 5 dias úteis. Lotes pequenos (menos de 1000 peças): 7 a 10 dias úteis. A produção do cliente não será afetada.
Resumo
Peças finas com espessura não superior a 1 mm sempre foram uma fonte de deformação na soldagem e alta taxa de refugo para as empresas.
Nosso serviço profissional de soldagem de peças metálicas finas permite controlar deformações de até 0,008 mm e reduzir as taxas de refugo para menos de 1,5%, graças à combinação do controle térmico pulsado e da tecnologia de resfriamento em circuito fechado, resolvendo eficazmente esse problema.
Tecnologia, custo e eficiência são algumas das vantagens significativas que nosso serviço de soldagem de metais de precisão oferece em comparação com oficinas de usinagem convencionais e outros métodos de soldagem. Oferecemos soluções personalizadas de soldagem de peças finas para diversos setores, como o médico e o aeroespacial.
Envie-nos agora mesmo os desenhos das suas peças finas e a LS Manufacturing oferecerá um relatório gratuito de simulação de deformação, juntamente com o serviço de soldagem de teste da primeira peça . Você pode solicitar agora mesmo o seu orçamento para receber mais de 500 tabelas de parâmetros de processo e iniciar a sua soldagem sem deformações.

📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


