
La saldatura di precisione dei metalli è il metodo principale per correggere le deformazioni nei componenti a parete sottile (spessore 0,5 mm). I componenti a parete sottile si deformano molto facilmente dopo la saldatura, il che può comportare un tasso di scarto superiore al 30%.
Grazie alla nostra tecnologia di saldatura dei metalli a distorsione zero, riusciamo a mantenere la deformazione al di sotto o uguale a 0,008 mm e il tasso di scarto al di sotto o uguale all'1,5% , un risultato persino migliore rispetto ai metodi tradizionali.
La saldatura TIG tradizionale e la saldatura laser non consentono un controllo preciso dell'apporto termico. La dilatazione termica e le tensioni residue possono rendere impossibile il mantenimento delle dimensioni originali.
Nel caso dei dispositivi medici, ad esempio, un singolo difetto o una deformazione all'interno di un lotto comporta lo scarto dell'intero lotto . Per questo motivo, ci dedichiamo molto allo sviluppo di tecnologie di saldatura dei metalli per componenti sottili.

Riepilogo delle risposte principali
Questioni fondamentali | Soluzioni a distorsione zero | Indicatori chiave di dati |
Deformazione causata dall'espansione termica | Controllo a circuito chiuso basato su energia pulsata e sorgente di freddo locale. | La zona termicamente alterata ha uno spessore ≤0,2 mm. |
Lenta dissipazione del calore delle parti sottili | Dispositivo di saldatura segmentata + conduzione forzata del calore. | La deformazione è ≤0,008 mm . |
Nessun processo speciale nei reparti di lavorazione generale | Micro-plasma LS Manufacturing + compensazione digitale. | Applicabile per spessori da 0,1 a 1,0 mm. |
Perché affidarsi a LS Manufacturing per la saldatura di precisione dei metalli? Comprovata esperienza nella saldatura di componenti ultrasottili senza distorsioni.
Naturalmente, la vostra principale preoccupazione quando cercate un servizio di saldatura dei metalli in grado di aiutarvi a risolvere il problema della deformazione di componenti sottili è la sua capacità di operare in modo affidabile e di migliorare i tassi di qualificazione del prodotto.
Collaborare con LS Manufacturing significa poter beneficiare dei nostri 12 anni di esperienza professionale e accedere facilmente a sistemi di servizio consolidati nei settori medico, aerospaziale e automobilistico, tra gli altri.
Inoltre, vantiamo oltre 500 casi di collaborazione aziendale, pertanto possiamo offrirvi garanzie di saldatura di precisione dei metalli più affidabili, garantendovi la tranquillità necessaria per la solidità della vostra partnership.
Non c'è bisogno di preoccuparsi delle barriere tecniche alla saldatura di componenti ultrasottili.
Il team di LS Manufacturing ha acquisito tecnologie all'avanguardia ed è in grado di gestire con facilità i vostri componenti ultrasottili con uno spessore minimo di 0,08 mm, garantendo un tasso di successo del lotto pari o superiore al 99,7% . Durante le operazioni di saldatura, ci assicuriamo di rispettare lo standard AWS D17.1 .
Cosa succede se ci si trova di fronte al problema della deformazione di parti sottili?
Ad esempio, una nota azienda produttrice di dispositivi medici ha dovuto affrontare il problema delle deformazioni dovute alla saldatura degli alloggiamenti dei sensori in acciaio inossidabile da 0,1 mm: la saldatura laser originale causava un restringimento circolare di 0,07 mm e il tasso di scarto raggiungeva addirittura il 40%, con conseguente impennata dei costi di produzione.
Tuttavia, se optate per LS Manufacturing, il nostro metodo di saldatura a impulsi di plasma a microfascio può aiutarvi efficacemente a mantenere la deformazione entro 0,005 mm, riducendo così direttamente il tasso di scarto allo 0,3%, il che rappresenta una notevole diminuzione delle perdite e un aumento dell'efficienza produttiva.
Temete di dover sostenere ulteriori spese per i test? Nessun problema. LS Manufacturing dispone di una gamma completa di apparecchiature di collaudo, tra cui scanner TC industriali e macchine di misura a coordinate Zeiss.
Ogni lotto di prodotti sarà sottoposto al nostro processo di ispezione completo per garantire che ogni prodotto ricevuto soddisfi i requisiti previsti e sia conforme agli standard ISO 15614-2 , evitandovi così problemi di rilavorazione e riparazione, nonché un risparmio di tempo e manodopera.
Se riscontrate problemi di deformazione dovuti alla saldatura di componenti sottili, contattate i nostri ingegneri per una consulenza tecnica gratuita e scoprite come possiamo aiutarvi a ridurre i costi di scarto.
Cosa rende il servizio di saldatura di precisione dei metalli a zero distorsioni su componenti sottili?
Il controllo preciso dell'apporto termico e la rapida dissipazione del calore sono essenziali per una saldatura di precisione di componenti sottili in metallo, senza distorsioni. Utilizzando un riscaldamento ad arco plasma a microfascio con una densità di apporto termico di 40 J/mm³ e un controllo del calore a impulsi di durata millisecondi, la variazione di temperatura nel bagno fuso viene mantenuta entro ±5 °C.
Ciò impedisce il surriscaldamento dell'intero substrato e consente di ottenere una planarità post-saldatura di 0,008 mm. Pertanto, i problemi relativi alla saldatura di componenti sottili possono essere risolti.
Bassa densità di apporto di calore
In genere, l'introduzione di calore eccessivo durante la saldatura convenzionale porta alla deformazione plastica del substrato. Prendendo come esempio l'acciaio inossidabile da 0,2 mm, avremmo in genere bisogno di una densità di energia di circa 60 J/mm³ per fonderlo.
D'altro canto, il nostro servizio di saldatura di precisione dei metalli è in grado di gestire il riscaldamento a 40 J/mm³, limitando al contempo l'aumento di corrente a 0,5 A/ms, il che contribuisce a prevenire picchi di temperatura istantanei e a ridurre efficacemente le possibilità di deformazione.
In parole semplici, equivale a "riscaldare delicatamente" parti sottili che non necessitano di cottura ad alta temperatura . Garantisce un'unione metallica solida senza il rischio di deformazioni dovute al surriscaldamento, evitando così la necessità di successive regolazioni.
La saldatura a impulsi ad alta frequenza riduce notevolmente l'accumulo di calore
Grazie all'implementazione della saldatura a impulsi ad alta frequenza, possiamo ridurre significativamente l'accumulo di calore. Nello specifico, per il nostro servizio di saldatura dei metalli , impostiamo l'energia di ciascuna fase a 0,8 J, l'intervallo di tempo tra le fasi a 5 ms e la percentuale di sovrapposizione tra i punti saldati adiacenti al 60%.
È stato riscontrato che, applicando questi parametri, l'accumulo di calore si riduce del 72% e l'aumento di temperatura nella regione di 50 mm attorno alla saldatura scende da 180 °C a 25 °C rispetto alla saldatura continua a 50 Hz. Questo è un vantaggio fondamentale della saldatura di metalli sottili, raramente discusso.
Gli apparecchi in rame raffreddati ad acqua assorbono calore
L'importanza dei raccordi in rame raffreddati ad acqua per ottenere una deformazione nulla è innegabile. Produciamo i nostri raccordi in rame utilizzando canali d'acqua di 3 mm di diametro incorporati nel rame, con una portata di 2 l/min e una conduttività termica di 401 W/(mK).
Durante la saldatura dei metalli, la temperatura della superficie di contatto del dispositivo di fissaggio viene mantenuta entro 22±2℃, mentre la superficie posteriore del pezzo è di 60°C, temperature che si rivelano efficaci nel prevenire l'accumulo di calore.
Se desiderate conoscere i parametri specifici per la saldatura di metalli a distorsione zero per i vostri componenti sottili, potete scaricare il nostro white paper e ottenere gratuitamente oltre 300 tabelle di parametri di processo.
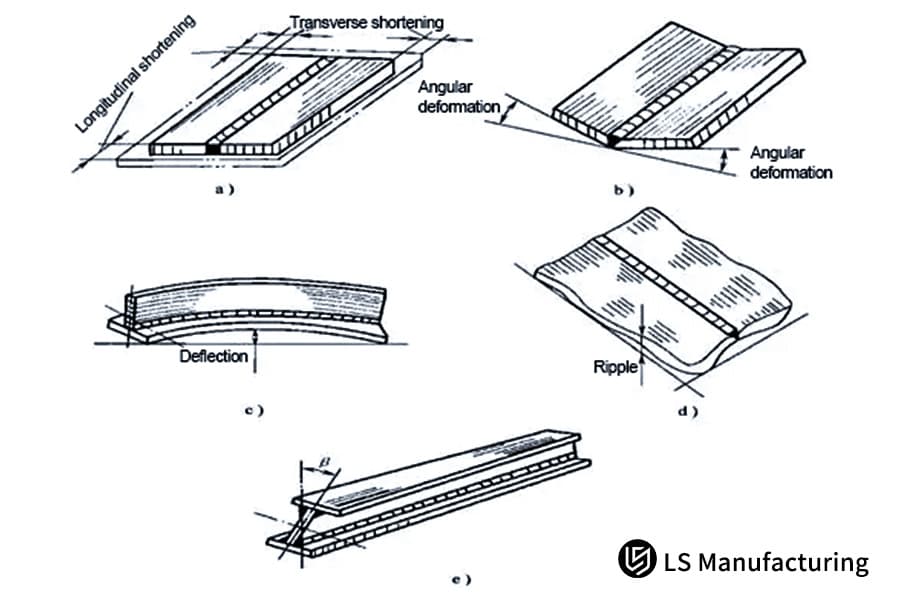
Figura 1: Diagramma tecnico che illustra vari tipi di deformazioni da saldatura dei metalli, come l'accorciamento longitudinale, la distorsione angolare e l'ondulazione, comuni nei pezzi sottili.
Come fa la saldatura a distorsione zero dei metalli a impedire la dilatazione termica?
La dilatazione termica è la causa principale della deformazione delle saldature nei pezzi sottili. Per limitare l'aumento di temperatura entro 100 mm dalla saldatura a 15 °C, ricorriamo alla saldatura inversa segmentata e al raffreddamento locale con azoto liquido.
L'espansione termica è inferiore a 1/20 della tensione di snervamento del materiale e non vi è alcuna deformazione di trazione residua dopo il raffreddamento, a dimostrazione dei vantaggi della tecnologia di saldatura di metalli sottili.
Raffreddamento segmentato fino a 60℃
Nel caso di pezzi con una lunghezza totale di saldatura di 120 mm, li suddividiamo in 15 parti. Dopo la saldatura di ciascuna sezione, la macchina si arresta automaticamente per 2 secondi, seguiti da una spruzzatura di azoto liquido per 0,3 secondi per raffreddare rapidamente la saldatura a 60 °C.
Quando il sensore a infrarossi conferma che la temperatura ha raggiunto il valore impostato, viene avviato il segmento successivo. La differenza di temperatura tra i segmenti viene mantenuta a 5℃ per evitare deformazioni irregolari indotte dalla temperatura.
Controllo di potenza a circuito chiuso a infrarossi
Posizionato a 2 mm dalla superficie del bagno di fusione, il nostro sensore di temperatura a infrarossi bicolore opera a una frequenza di 1000 Hz. Quando la temperatura rilevata supera un determinato limite (ad esempio 1100 °C), l'unità di controllo riduce la corrente massima da 8 A a 6 A in circa 10 ms, in modo da prevenire istantaneamente i picchi di dilatazione termica.
Antideformazione preimpostata nei dispositivi di fissaggio
Il ritiro laterale durante la saldatura viene stimato mediante analisi agli elementi finiti e, tramite la preimpostazione di una controdeformazione, vengono implementate misure di compensazione nella dima. Ad esempio, per un ritiro di 0,018 mm, la superficie di serraggio della dima viene lavorata con un arco convesso di 0,02 mm.
Il pezzo dopo la saldatura si distacca naturalmente, ottenendo una planarità finale misurata di soli 0,003 mm, in linea con gli elevati requisiti di precisione e a dimostrazione dei vantaggi della tecnologia di saldatura dei metalli.
Numero di segmenti di saldatura | Lunghezza per segmento (mm) | Tempo di pausa (s) | Tempo di raffreddamento (s) | Gradiente di temperatura intersegmento (℃) | Planarità finale (mm) |
10 | 12 | 1.5 | 0,2 | 6 | 0,004 |
15 | 8 | 2 | 0,3 | 5 | 0,003 |
20 | 6 | 2.5 | 0,4 | 4 | 0,002 |
25 | 4.8 | 3 | 0,5 | 3 | 0,001 |
Le maggiori sfide nella saldatura di metalli sottili e le relative soluzioni?
Durante la saldatura di componenti sottili in metallo , i clienti riscontrano solitamente tre problemi principali: perforazione, ingrossamento della grana e collasso del metallo fuso. Abbiamo sviluppato alcuni metodi specifici per garantire la qualità dei pezzi saldati.
Il sollevamento della lunghezza dell'arco impedisce la bruciatura
La densità di energia dell'arco viene determinata in modo continuo in base all'integrazione della tensione e della corrente.
Quando la densità di energia supera 1×10⁶W/cm² e si protrae per 3 impulsi, la torcia di saldatura si sposta automaticamente verso l'alto di 0,1 mm, riducendo la densità di energia a 8×10⁵W/cm² , prevenendo così la perforazione di pezzi metallici sottili. Questo è uno degli elementi principali del nostro servizio di saldatura di precisione dei metalli.
Limite di temperatura di 1100℃ per controllare l'ingrossamento dei grani
La saldatura a freddo, con conseguente ingrossamento dei grani, deteriora la resistenza del metallo alla corrosione e le sue proprietà meccaniche.
Nel caso dell'acciaio inossidabile 304 di spessore 0,25 mm, la corrente di picco era di 6 A con una larghezza di impulso di 1 ms. Con queste impostazioni, la temperatura massima del bagno fuso era di 1080 °C. La zona termicamente alterata è rimasta al di sopra dei 1000 °C solo per 0,18 secondi, pertanto la granulometria era di grado 8 o superiore.
Supporto a pressione di argon sul lato posteriore
Per evitare il collasso del bagno di fusione, immettiamo gas argon nella cavità sigillata sul lato posteriore del pezzo. La pressione viene regolata con estrema precisione a 3 mbar (0,5 mbar) .
Ciò consente al fondo della pozza di metallo fuso di ricevere un piccolo supporto di pressione positiva, in modo che il metallo liquido non si afflosci e che la parte anteriore non si gonfi.
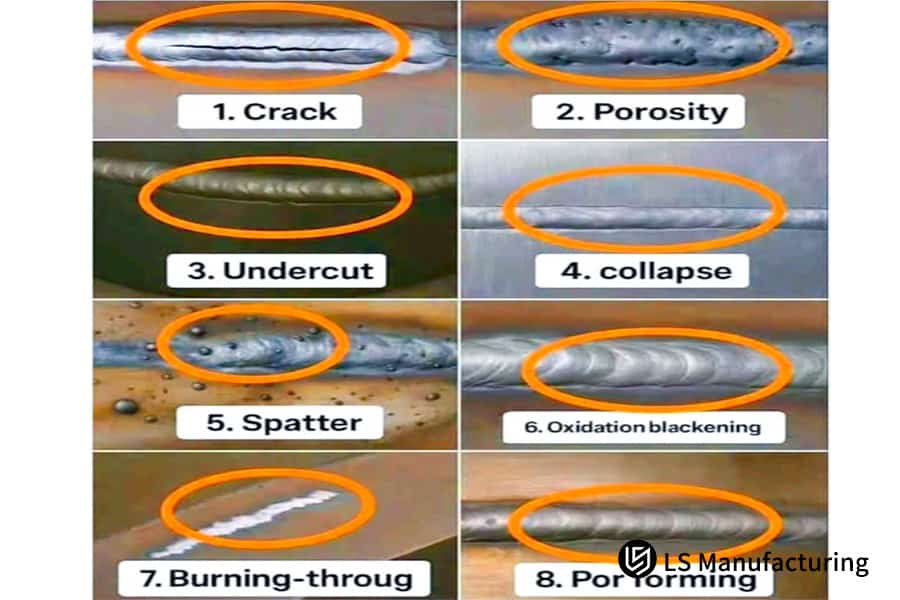
Figura 2: Guida visiva che identifica otto difetti di saldatura comuni, tra cui crepe, porosità, sottosquadri e spruzzi, con annotazioni su una superficie metallica.
Perché scegliere un servizio di saldatura di componenti metallici sottili rispetto a un'officina generica?
Essendo la saldatura dei metalli un processo, la differenza sta nel fatto che possiamo limitare in modo piuttosto rigoroso i livelli di deformazione e di scarto. Le principali differenze riguardano il controllo dell'apporto termico, i metodi di serraggio e i controlli di qualità. Questo confronto si basa su risultati di test reali.
Saldatura altamente specializzata di componenti sottilissimi con controllo della deformazione
Il nostro servizio di saldatura dei metalli, con un livello di precisione elevato, è in grado di raggiungere un intervallo di deformazione da 0 nm a 8 nm per componenti sottili da 50 a 200 nm.
Controllando con estrema precisione l'intensità dell'impulso termico e utilizzando un sistema di raffreddamento a circuito chiuso, siamo riusciti a ridurre il tasso di scarto dalla media del settore, pari al 25%, all'1,5% , diminuendo così significativamente i costi per i nostri clienti. Questo è ciò che ci contraddistingue nel servizio di saldatura di componenti metallici sottili.
Negozi di uso generale con elevato accumulo di calore
Nelle officine meccaniche generiche si utilizzano morse comuni per il serraggio, senza sistemi di raffreddamento. L'energia della linea di saldatura continua raggiunge i 200 J/cm, con conseguente grave accumulo di calore.
Le misurazioni effettive mostrano che la larghezza della zona termicamente alterata di una piastra sottile di 0,3 mm raggiunge 0,8 mm, con una deformazione angolare di 0,15 mm e un tasso di scarto di circa il 28%, non soddisfacendo i requisiti di elevata precisione .
Saldatura a impulsi e ad assorbimento sottovuoto specializzata
Grazie a una combinazione di attrezzature e processi, il nostro servizio di saldatura di precisione dei metalli sfrutta al meglio le proprietà complementari di entrambi.
La nostra piattaforma di adsorbimento sottovuoto è in grado di appiattire lamiere sottili fino a una planarità di soli 0,005 mm, mentre l'energia della nostra linea di saldatura a impulsi è di 50 J/cm, la larghezza della zona termicamente alterata è di soli 0,2 mm e la deformazione è minima, pari a 0,006 mm. Tutte queste caratteristiche prestazionali soddisfano perfettamente i requisiti per la saldatura di componenti sottili.
Verifica specialistica della TAC
Da ogni lotto, selezioniamo casualmente 2 prodotti per la scansione TC industriale e otteniamo un cromatogramma di deviazione 3D con una precisione di misurazione di 0,002 mm, corredato da un rapporto di prova. Un servizio di verifica della qualità di questo tipo non è disponibile nei negozi tradizionali.
Quali caratteristiche distinguono i professionisti dai servizi di saldatura metallica fai-da-te?
Spesso i clienti ottengono risultati scadenti quando tentano di saldare a casa parti metalliche sottili, perché le officine di saldatura professionali dispongono di un sistema di controllo a circuito chiuso che il fai-da-te non può replicare. Il nostro servizio offre tre aspetti principali che affrontano le problematiche della saldatura fai-da-te.
Corrispondenza automatica dei parametri dalla libreria dei processi
Grazie a una libreria digitale di processi con oltre 300 combinazioni di materiali/spessori, 32 materiali e 15 gradienti di spessore in totale, l'impianto di saldatura di precisione dei metalli si posiziona all'avanguardia.
Il cliente inserisce il materiale e lo spessore, e il sistema è in grado di generare automaticamente i parametri ottimali senza necessità di intervento manuale, evidenziando i vantaggi della tecnologia di saldatura dei metalli .
Interruzione del servizio per eccessivo monitoraggio del campo termico.
Le termocamere a infrarossi coprono l'intera area di saldatura e producono curve temperatura-tempo per ogni saldatura. La temperatura viene monitorata costantemente.
Quando la temperatura supera il limite massimo o la velocità di riscaldamento è estremamente elevata, la macchina si spegne automaticamente e l'anomalia viene registrata, eliminando così gli scarti del lotto.
Cromatogrammi di deformazione tracciabile
Misuriamo i pezzi saldati su una macchina di misura a coordinate Zeiss, registrando una nuvola di punti con una densità di spaziatura di 0,1 mm per produrre un cromatogramma di deviazione della deformazione di facile interpretazione.
Inviamo il rapporto insieme alla merce; si tratta inoltre di un ottimo strumento a supporto delle ispezioni da parte di terzi , in quanto consente ai clienti di verificare la qualità del prodotto a colpo d'occhio. In aggiunta, è una prova della nostra professionalità nel servizio di saldatura di componenti metallici sottili.
Se riscontri problemi con la regolazione dei parametri o con la qualità instabile delle tue saldature fai-da-te, puoi contattare i nostri ingegneri per una consulenza personalizzata e ricevere gratuitamente consigli sull'adattamento del processo dal nostro servizio di saldatura di componenti metallici sottili.
Figura 3: Vista ravvicinata delle mani di un tecnico che esegue una saldatura ad arco microplasma su un componente sottile in acciaio inossidabile, con un arco luminoso ben visibile .
Saldatura di precisione dei metalli, laser o TIG: quale tecnica vince?
La saldatura al plasma a microfascio ( saldatura di precisione dei metalli ) per componenti con uno spessore di 0,5 mm rappresenta un'opzione migliore rispetto alla saldatura laser e TIG. Oltre a risolvere il problema della deformazione, i costi e l'efficienza di questo metodo sono talmente vantaggiosi da renderlo una scelta davvero economica.
Metodo di saldatura | Zona termicamente alterata (mm) | Deformazione (mm) | Costo delle attrezzature (USD) | Costo unitario di elaborazione (USD) | Spessore minimo applicabile (mm) | Tasso di porosità (%) |
Saldatura di precisione dei metalli | 0,15 | ≤0,008 | 45.000 | 1.2 | 0,08 | ≤0,5 |
Saldatura laser | 0,12 | ≤0,01 | 180.000 | 2.1 | 0,1 | ≤0,3 |
Saldatura TIG | 0,6 | ≤0,3 | 30.000 | 1.5 | 0,2 | ≤1,0 |
L'apporto di calore nella saldatura TIG provoca grandi deformazioni
La saldatura TIG richiede una corrente minima stabile di circa 10 A, equivalente a un apporto termico di circa 220 J/mm. Dopo la saldatura di una piastra sottile di 0,2 mm, i valori di picco e valle della deformazione dell'onda raggiungono 0,3 mm , il che significa che la piastra necessita di una sostanziale rettifica post-saldatura, con conseguente aumento dei costi e dei tempi per il cliente.
Saldatura laser: elevata riflettività significa bassa efficienza
La saldatura laser richiede materiali con specifiche rigorose. Ad esempio, per saldare una lega di rame con una riflettività superiore al 90%, è necessaria una potenza superiore a 500 W per creare un bagno di fusione, ma allo stesso tempo è molto facile bruciare i pezzi sottili.
Nella saldatura dell'alluminio, l'effetto keyhole è instabile e la porosità spesso supera il 5%, con conseguente scarsa qualità.
Saldatura al plasma a microfascio: arco stabile, ideale per materiali sottili.
La saldatura al plasma a microfascio presenta una fluttuazione della corrente di saldatura di 1 A, una precisione di controllo della lunghezza dell'arco di 0,05 mm e una velocità di saldatura di 12 mm/s per la saldatura di acciaio inossidabile da 0,2 mm, raggiungendo una profondità di penetrazione di 0,18 mm senza spruzzi.
Rispetto alla saldatura laser, il costo per pezzo è inferiore del 42%, a dimostrazione dell'eccellente rapporto costo-efficacia dei servizi di saldatura dei metalli.
Quali sono i principali vantaggi della tecnologia di saldatura dei metalli per componenti di dimensioni inferiori a 1 mm?
I servizi di saldatura tradizionali hanno difficoltà a controllare la profondità di penetrazione e la deformazione per componenti molto sottili (0,1-0,8 mm) con spessore inferiore a 1 mm. Le nostre principali tecniche di saldatura dei metalli ci consentono di realizzare saldature su un solo lato che appaiono come saldature su entrambi i lati e senza spruzzi, dimostrando i vantaggi della tecnologia di saldatura dei metalli.
Parametri per acciaio inossidabile da 0,2 mm
Basata su acciaio inossidabile 304 da 0,2 mm, la saldatura di componenti sottili mediante la nostra tecnologia presenta i seguenti parametri:
Portata di gas di protezione argon di 15 l/min, larghezza dell'impulso di 1,2 ms con conseguente profondità di penetrazione di 0,18 mm e saldatura sul lato posteriore continua e senza depressioni, il tutto in grado di soddisfare i requisiti di resistenza e dimensionali . Questo è un fiore all'occhiello tecnologico del nostro servizio di saldatura di precisione dei metalli.
Saldatura a impulsi a polarità variabile di alluminio da 0,5 mm
Per l'alluminio, con spessori fino a 0,5 mm, utilizziamo una procedura a impulsi a polarità variabile per rimuovere lo strato di ossido superficiale.
La frequenza di polarità variabile è di 60 Hz e la fase EP di 10 A per 2 ms viene utilizzata per eliminare il film di ossido, seguita dalla fase EN di 6 A per 3 ms per limitare la profondità di penetrazione. Lo spessore del film di ossido post-saldatura è <0,01 μm e la porosità è dello 0,5%.
In pratica, è come se si stesse "pulendo con cura e saldando delicatamente" la superficie dell'alluminio. Ovvero, lo strato di ossido superficiale viene rimosso in un istante e poi la saldatura viene eseguita alla giusta temperatura.
In questo modo si evita di bruciare le parti sottili e allo stesso tempo si ottiene una saldatura resistente, che contribuirà ad aumentare la resa del prodotto.
Temperatura massima 1100 per evitare la sensibilizzazione
I nostri servizi di saldatura dei metalli all'avanguardia sono in grado di gestire temperature elevatissime durante la saldatura di componenti sottili in acciaio inossidabile austenitico, raggiungendo i 1100°C con un tempo di permanenza brevissimo (solo 0,2 secondi). Di conseguenza, la precipitazione di carburo di cromo è trascurabile e il livello di sensibilizzazione è di appena l'1,2% . Ciò garantisce la resistenza alla corrosione della saldatura.
Se avete bisogno di saldare componenti con spessore inferiore a 1 mm, vi preghiamo di comunicarci lo spessore e il materiale del componente e noi personalizzeremo gratuitamente un piano di parametri per la saldatura di precisione dei metalli.
Quali tecniche di saldatura dei metalli sono adatte per componenti sottili in ambito aerospaziale?
I componenti aerospaziali a parete sottile richiedono una qualità di saldatura estremamente elevata. Le nostre tecniche di saldatura dei metalli sono progettate per il settore aerospaziale e sono in grado di realizzare saldature su componenti sottili.
Saldatura di Inconel da 0,1 mm
Il nostro metodo per la saldatura di componenti sottili in lega Inconel ad alta temperatura da 0,1 mm è la saldatura al plasma a microfascio pulsato ad alta frequenza di 20 kHz con un ciclo di lavoro del 30% e una corrente di picco di 6 A.
Dopo la saldatura non si riscontrano crepe, il ritiro trasversale della saldatura è di soli 0,002 mm e il tasso di recupero elastico del soffietto è del 98%, il tutto in conformità con gli standard aerospaziali. Questo è solo un esempio di come il nostro servizio di saldatura di componenti metallici sottili possa essere utilizzato in applicazioni di fascia alta.
Saldatura di leghe di titanio mediante miscela di gas argon ed elio
Per saldare componenti sottili in lega di titanio è necessario scegliere il gas di protezione più adatto. La tensione dell'arco in atmosfera di argon puro è di 12 V, con una fluttuazione di penetrazione di 0,03 mm.
Se si aggiunge il 30% di elio, la tensione sale a 14 V, il che porta a un apporto di calore più concentrato, la fluttuazione della penetrazione si riduce a 0,01 mm, il colore dell'ossidazione della saldatura migliora e la qualità complessiva della saldatura raggiunge un livello superiore.
Rinforzo della saldatura ≤0,02 mm, non è necessaria la molatura.
Nel nostro servizio di saldatura di precisione dei metalli, siamo in grado di esercitare un controllo estremamente preciso sulla quantità di rinforzo della saldatura, pari a 0,015 mm sul lato anteriore e 0,01 mm sul lato posteriore, in piena conformità con gli standard AMS 2690.
È persino possibile eseguire le saldature direttamente senza lavorazioni meccaniche, il che consentirà ai clienti di risparmiare sui costi di lavorazione successivi e, al contempo, di dimostrare i vantaggi della tecnologia di saldatura dei metalli.
Caso di studio LS Manufacturing: Saldatura a deformazione zero di dispositivi medici a parete sottile da 0,1 mm
Una rinomata azienda produttrice di dispositivi medici si è trovata ad affrontare la sfida della distorsione da saldatura in una struttura tubolare in acciaio inossidabile 304 da 0,12 mm. La tolleranza sullo spessore della parete di questo componente era di 0,01 mm e il processo di saldatura laser originale presentava evidenti difetti, pertanto era fortemente necessario un servizio affidabile di saldatura di componenti metallici sottili .
Problemi affrontati
Il tubo in acciaio inossidabile 304 dello spessore di 0,12 mm si è ristretto circonferenzialmente di 0,07 mm e il diametro in corrispondenza della linea interna è diventato irregolare a causa della saldatura laser preesistente. I grani sono cresciuti nella zona termicamente alterata e il test in nebbia salina è terminato entro 48 ore, pertanto il tasso di scarto del lotto è stato del 40%, il che ha avuto un forte impatto sulla produzione.
Soluzione
Abbiamo analizzato a fondo i principali problemi del cliente e quindi abbiamo creato una soluzione mirata per il servizio di saldatura di precisione dei metalli.
- Grazie all'utilizzo della tecnica di saldatura a impulsi di plasma a microfascio con una frequenza di 300 Hz, una corrente di picco di 5,2 A e una corrente di base di 1,5 A, abbiamo limitato rigorosamente l'apporto di calore.
- Per la struttura tubolare è stato utilizzato un metodo di saldatura segmentata: la circonferenza è stata divisa in 12 segmenti, ciascuno dei quali presentava una lunghezza dell'arco di saldatura di 2 mm. L'azoto liquido è stato raffreddato forzatamente a 40 °C tra un segmento e l'altro per evitare l'accumulo di calore.
- Per il dispositivo di fissaggio, è stato utilizzato un mandrino di rame con contropressione di argon (3 mbar) per assorbire il calore conduttivo e impedire la deformazione della parte tubolare durante il processo di saldatura.
- Allo stesso tempo, abbiamo modificato i parametri di saldatura in base ai risultati della simulazione agli elementi finiti, che hanno mostrato come mantenere la rotondità del diametro interno del pezzo dopo la saldatura.
La nostra soluzione è un esempio perfetto dei vantaggi della tecnologia di saldatura dei metalli a distorsione zero .
Risultati finali
Grazie al nostro servizio di saldatura di precisione dei metalli, la rotondità del diametro interno del pezzo ha raggiunto 0,003 mm, il ritiro assiale è stato di soli 0,001 mm, la larghezza della zona termicamente alterata di 0,08 mm, la dimensione del grano è rimasta al livello 9, il pezzo ha superato con successo il test di nebbia salina di 500 ore e il tasso di scarto per un lotto di 2.000 pezzi è stato di appena lo 0,3%, illustrando così in modo eccellente i vantaggi della tecnologia di saldatura dei metalli a distorsione zero.
Se anche voi vi trovate ad affrontare sfide di saldatura simili, potete inviarci i disegni e le informazioni relative al vostro componente e vi offriremo un servizio gratuito di saldatura di prova del primo pezzo, insieme a una soluzione personalizzata per la saldatura di precisione dei metalli, in modo da replicare l'effetto di saldatura a distorsione zero del nostro caso di studio.

Figura 4: Diverse parti tubolari in acciaio inossidabile con saldature di precisione, visualizzate su uno sfondo bianco, che mostrano i risultati di un processo di saldatura a impulsi di microplasma.
FAQ
D1: Qual è il materiale più sottile che la saldatura a distorsione zero può trattare?
Lavoriamo con acciaio inossidabile o leghe a base di nichel a partire da uno spessore di 0,08 mm. Per ottenere una deformazione di saldatura pari a zero, il metallo viene sottoposto a tecnologia a impulsi ad altissima frequenza e raffreddato posteriormente per evitare bruciature.
D2: Qual è la differenza di costo tra la saldatura di precisione dei metalli e la saldatura laser?
Rispetto alla saldatura laser, il costo delle attrezzature per la saldatura dei metalli è solo circa un quarto, e la tariffa di lavorazione per pezzo è inferiore del 30-50% , consentendo così ai clienti di risparmiare sui costi di produzione.
D3: È necessario un trattamento termico per alleviare le tensioni dopo la saldatura?
Poiché il nostro metodo di saldatura dei metalli a distorsione zero produce tensioni residue <50 MPa, significativamente inferiori al limite di snervamento del materiale, la decisione di eseguire o meno un trattamento termico spetta al cliente.
D4: È possibile controllare la deformazione da saldatura di lamiere sottili di alluminio?
Per le lamiere in lega di alluminio con spessore superiore a 0,3 mm, è possibile ottenere un controllo nullo sulla deformazione. La rimozione del film di ossido è facilitata dall'utilizzo della tecnologia a impulsi a polarità variabile.
D5: Qual è la dimensione minima del lotto?
Non abbiamo un limite minimo di quantità per lotto e accettiamo ordini anche di un solo campione. Piccoli lotti di 5 pezzi sono sufficienti per la produzione e quindi soddisfano le esigenze di verifica dei campioni e di produzione di piccoli lotti.
D6: È possibile saldare metalli diversi?
Sì, l'acciaio inossidabile può essere saldato alle leghe a base di nichel. Nel caso della saldatura di materiali dissimili come rame e acciaio, è necessario progettare uno strato di transizione per garantire la resistenza e prevenire difetti.
D7: Esiste un limite alla lunghezza massima della saldatura?
La lunghezza massima di una singola saldatura è di 300 mm. Le saldature più lunghe possono essere suddivise in segmenti e saldate insieme; non esiste un limite massimo alla lunghezza complessiva.
D8: Quali sono i tempi di consegna di LS Manufacturing?
Campioni di produzione: 3-5 giorni lavorativi. Piccoli lotti (meno di 1000 pezzi): 7-10 giorni lavorativi. La produzione del cliente non subirà interruzioni.
Riepilogo
I componenti sottili, con uno spessore non superiore a 1 mm, sono sempre stati fonte di deformazioni dovute alla saldatura e di un elevato tasso di scarti per le aziende.
Il nostro servizio professionale di saldatura di componenti metallici sottili è in grado di controllare la deformazione fino a 0,008 mm e di ridurre gli scarti a meno dell'1,5%, grazie alla combinazione di controllo termico pulsato e tecnologia di raffreddamento a circuito chiuso, risolvendo efficacemente questo problema.
Tecnologia, costi ed efficienza sono alcuni dei vantaggi significativi che il nostro servizio di saldatura di precisione dei metalli offre rispetto alle officine meccaniche generiche e ad altri metodi di saldatura. Offriamo soluzioni personalizzate per la saldatura di componenti sottili in diversi settori, come quello medicale e aerospaziale.
Inviateci subito i disegni dei vostri componenti sottili e LS Manufacturing vi offrirà un report di simulazione della deformazione gratuito, insieme al servizio di saldatura di prova del primo pezzo . Richiedete ora informazioni per ricevere oltre 500 set di tabelle dei parametri di processo e iniziare la saldatura senza deformazioni.

📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


