
Präzisionsmetallschweißen ist die wichtigste Methode zur Behebung von Verformungen dünnwandiger Bauteile (Dicke 0,5 mm). Dünnwandige Bauteile verziehen sich nach dem Schweißen sehr leicht, was mitunter zu einer Ausschussquote von über 30 % führt.
Mit unserer Technologie zum verzugsfreien Metallschweißen können wir die Verformung auf maximal 0,008 mm und die Ausschussrate auf maximal 1,5 % begrenzen, was sogar besser ist als bei herkömmlichen Methoden.
Herkömmliche WIG- und Laserschweißverfahren ermöglichen keine präzise Steuerung der Wärmeeinbringung. Wärmeausdehnung und Eigenspannungen können die Einhaltung der ursprünglichen Abmessungen unmöglich machen.
Bei Medizinprodukten beispielsweise führt ein einziger Defekt oder eine Verformung innerhalb einer Charge zur Verwerfung der gesamten Charge . Daher beschäftigen wir uns intensiv mit der Entwicklung von Metallschweißverfahren für dünne Bauteile.

Zusammenfassung der Kernantwort
Kernfragen | Null-Verzerrungs-Lösungen | Wichtige Datenindikatoren |
Verformung aufgrund von Wärmeausdehnung | Impulsenergie + lokale Kältequelle, geschlossene Regelung. | Die Wärmeeinflusszone ist ≤0,2 mm. |
Langsame Wärmeableitung dünner Teile | Segmentiertes Schweißen + Vorrichtung zur erzwungenen Wärmeleitung. | Die Verformung beträgt ≤0,008 mm . |
In allgemeinen Verarbeitungsbetrieben gibt es keine besonderen Verfahren. | LS Manufacturing Mikroplasma + digitale Kompensation. | Geeignet für Dicken von 0,1-1,0 mm. |
Warum Sie LS Manufacturing für präzises Metallschweißen vertrauen sollten? Bewährte Expertise im verzugsfreien Schweißen ultradünner Bauteile.
Ihre Hauptsorge bei der Suche nach einem Metallschweißdienstleister, der Ihnen bei der Lösung des Verformungsproblems dünner Teile helfen kann, ist natürlich dessen Fähigkeit, dies zuverlässig durchzuführen und die Produktqualifizierungsraten zu erhöhen.
Durch die Partnerschaft mit LS Manufacturing profitieren Sie von unserer 12-jährigen Berufserfahrung und haben einfachen Zugriff auf ausgereifte Servicesysteme unter anderem in den Bereichen Medizin, Luft- und Raumfahrt sowie Automobilindustrie.
Darüber hinaus verfügen wir über mehr als 500 Fälle erfolgreicher Zusammenarbeit mit anderen Unternehmen, sodass wir Ihnen zuverlässigere Garantien für präzises Metallschweißen bieten und Ihnen somit Sicherheit hinsichtlich der Stabilität Ihrer Partnerschaft geben können.
Man braucht sich keine Sorgen um die technischen Hürden beim Schweißen ultradünner Teile zu machen.
Das Team von LS Manufacturing verfügt über die notwendige Kerntechnologie und kann Ihre ultradünnen Teile mit einer Mindestdicke von 0,08 mm problemlos bearbeiten. Dabei garantieren wir eine Ausschussquote von 99,7 % oder mehr . Wir achten sorgfältig darauf, dass wir beim Schweißen die Norm AWS D17.1 einhalten.
Was tun, wenn Sie sich in einem Dilemma der Verformung dünner Teile befinden?
Ein bekanntes Medizintechnikunternehmen hatte beispielsweise mit Schweißverformungen an 0,1 mm dicken Sensorgehäusen aus Edelstahl zu kämpfen – das ursprüngliche Laserschweißen verursachte eine kreisförmige Schrumpfung von 0,07 mm, und die Ausschussquote lag sogar bei 40 %, was die Produktionskosten in die Höhe trieb.
Entscheiden Sie sich jedoch für LS Manufacturing, kann Ihnen unser Mikrostrahl-Plasma-Pulsschweißverfahren effektiv dabei helfen, die Verformung innerhalb von 0,005 mm zu halten und somit die Ausschussrate direkt auf 0,3 % zu senken. Dies bedeutet eine sehr große Reduzierung der Verluste und eine Steigerung Ihrer Produktionseffizienz.
Befürchten Sie zusätzliche Testkosten? Keine Sorge. LS Manufacturing verfügt über eine komplette Ausstattung an Testgeräten, darunter industrielle Computertomographen und Koordinatenmessgeräte von Zeiss.
Jede Produktcharge durchläuft unseren vollständigen Inspektionsprozess, um sicherzustellen, dass jedes Produkt, das Sie erhalten, den erwarteten Anforderungen entspricht und den Normen der ISO 15614-2 genügt. Dadurch ersparen wir Ihnen Nacharbeiten und Reparaturen sowie Zeit- und Arbeitskosten.
Wenn Sie Probleme mit Schweißverformungen an dünnen Bauteilen haben, kontaktieren Sie unsere Ingenieure für eine kostenlose technische Beratung und erfahren Sie, wie wir Ihnen helfen können, Ausschusskosten zu reduzieren.
Was macht Präzisionsmetallschweißen verzugsfrei bei dünnen Teilen?
Präzise Wärmezufuhr und schnelle Wärmeabfuhr sind für das erfolgreiche, verzugsfreie Schweißen dünner Metallteile unerlässlich. Durch die Verwendung einer Mikrostrahl-Plasmabogenheizung mit einer Wärmezufuhrdichte von 40 J/mm³ und einer Wärmeregelung in Millisekunden-Impulsen wird die Temperaturschwankung im Schmelzbad auf ±5 °C begrenzt.
Dadurch wird eine Erwärmung des gesamten Substrats verhindert und eine Ebenheit von 0,008 mm nach dem Schweißen ermöglicht. Somit lassen sich die Probleme beim Schweißen dünner Teile lösen.
Niedrige Wärmeeintragsdichte
Die Zufuhr von zu viel Hitze beim konventionellen Schweißen führt typischerweise zur plastischen Verformung des Substrats. Am Beispiel von 0,2 mm dickem Edelstahl: Zum Schmelzen dieses Materials wäre im Allgemeinen eine Energiedichte von etwa 60 J/mm³ erforderlich.
Andererseits verfügt unser Präzisionsmetallschweißservice über die Fähigkeit, die Erwärmung bei 40 J/mm³ zu steuern und gleichzeitig den Stromanstieg auf 0,5 A/ms zu begrenzen, was dazu beiträgt, ein sofortiges Überschwingen zu verhindern und die Wahrscheinlichkeit von Verformungen effektiv zu reduzieren.
Vereinfacht gesagt, entspricht es dem „sanften Erhitzen“ dünner Teile, die nicht heiß gebrannt werden müssen . Es garantiert eine einwandfreie Metallverbindung ohne die Nachteile von Verformungen durch Überhitzung und erspart Ihnen somit nachträgliche Nachbearbeitungen.
Hochfrequenz-Impulsschweißen reduziert die Wärmeentwicklung erheblich
Durch den Einsatz von Hochfrequenz-Impulsschweißen lässt sich die Wärmeentwicklung deutlich reduzieren. Konkret haben wir für unsere Metallschweißdienstleistungen die Energie jeder Phase auf 0,8 J, das Zeitintervall zwischen den Phasen auf 5 ms und den Überlappungsgrad benachbarter Schweißpunkte auf 60 % festgelegt.
Es wurde festgestellt, dass sich bei Anwendung dieser Parameter die Wärmestauung um 72 % reduziert und der Temperaturanstieg im 50 mm breiten Bereich um die Schweißnaht im Vergleich zum kontinuierlichen Schweißen mit 50 Hz von 180 °C auf 25 °C sinkt. Dies ist ein wesentlicher Vorteil des Metallschweißens dünner Bauteile, der selten thematisiert wird.
Wassergekühlte Kupferarmaturen nehmen Wärme auf
Die Bedeutung wassergekühlter Kupferarmaturen für die Vermeidung von Verformungen ist nicht zu unterschätzen. Wir fertigen unsere Kupferarmaturen mit 3 mm durchmessenden, in das Kupfer eingebetteten Wasserkanälen . Die Durchflussrate beträgt 2 l/min, die Wärmeleitfähigkeit 401 W/(mK).
Beim Metallschweißen wird die Temperatur der Kontaktfläche der Vorrichtung auf 22±2℃ und die Temperatur der Rückseite des Werkstücks auf 60℃ gehalten. Diese Temperaturen verhindern erfolgreich eine Wärmeentwicklung.
Wenn Sie mehr über die spezifischen Parameter für das verzugsfreie Metallschweißen Ihrer dünnen Bauteile erfahren möchten, können Sie unser Whitepaper herunterladen und erhalten über 300 Tabellen mit Prozessparametern kostenlos.
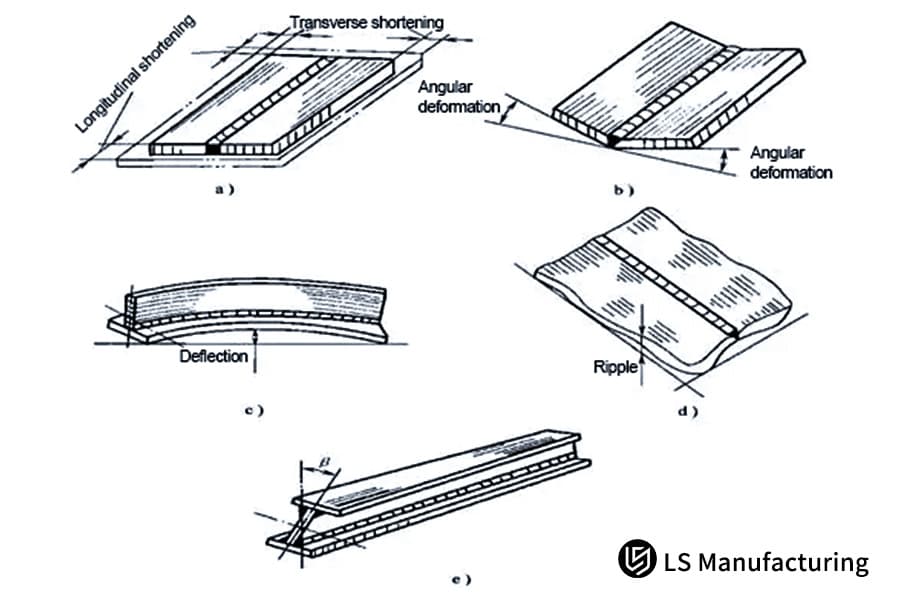
Abbildung 1: Ein technisches Diagramm, das verschiedene Arten von Metallschweißverformungen veranschaulicht, wie z. B. Längsverkürzung, Winkelverzerrung und Welligkeit, die häufig bei dünnen Teilen auftreten.
Wie verhindert das verzugsfreie Metallschweißen die Wärmeausdehnung?
Die Wärmeausdehnung ist der Hauptgrund für Verformungen an dünnen Schweißnähten. Um den Temperaturanstieg im Umkreis von 100 mm um die Schweißnaht auf 15 °C zu begrenzen, setzen wir auf segmentiertes Rückwärtsschweißen und lokale Kühlung mit flüssigem Stickstoff.
Die Wärmeausdehnung beträgt weniger als 1/20 der Streckgrenze des Materials, und es gibt nach dem Abkühlen keine bleibende Zugverformung, was die Vorteile der Schweißtechnik für dünne Metallteile verdeutlicht.
Segmentierte Kühlung auf 60℃
Bei Bauteilen mit einer Gesamtschweißlänge von 120 mm werden diese in 15 Abschnitte unterteilt. Nach dem Schweißen jedes Abschnitts pausiert die Maschine automatisch für 2 Sekunden, gefolgt von einer 0,3 Sekunden dauernden Kühlung der Schweißnaht mit flüssigem Stickstoff auf 60 °C.
Sobald der Infrarotsensor bestätigt, dass die Temperatur den Sollwert erreicht hat, wird das nächste Segment gestartet. Die Temperaturdifferenz zwischen den Segmenten wird auf 5 °C begrenzt, um temperaturbedingte ungleichmäßige Verformungen zu vermeiden.
Infrarot-Leistungsregelung im geschlossenen Regelkreis
Unser Zweifarben-Infrarot-Temperatursensor ist 2 mm hinter der Oberfläche des Schmelzbades positioniert und arbeitet mit einer Frequenz von 1000 Hz. Sobald die gemessene Temperatur einen bestimmten Grenzwert (z. B. 1100 °C) überschreitet, reduziert die Steuereinheit den maximalen Strom innerhalb von ca. 10 ms von 8 A auf 6 A, um thermische Ausdehnungsspitzen sofort zu verhindern.
Voreingestellte Verformungsverhinderung in Vorrichtungen
Die seitliche Schrumpfung beim Schweißen wird mittels Finite-Elemente-Analyse abgeschätzt, und in der Vorrichtung werden durch Voreinstellungen gegen Verformungen Gegenmaßnahmen implementiert. Beispielsweise wird bei einer Schrumpfung von 0,018 mm die Spannfläche einer Vorrichtung mit einem 0,02 mm konvexen Bogen bearbeitet.
Das nach dem Schweißen entstandene Teil wird anschließend auf natürliche Weise entformt, wodurch eine endgültige, gemessene Planheit von nur 0,003 mm erreicht wird. Dies entspricht den hohen Präzisionsanforderungen und zeigt gleichzeitig die Vorteile der Metallschweißtechnologie.
Anzahl der Schweißsegmente | Länge pro Segment (mm) | Pausenzeit (s) | Abkühlzeit (s) | Temperaturgradient zwischen den Segmenten (℃) | Endgültige Ebenheit (mm) |
10 | 12 | 1,5 | 0,2 | 6 | 0,004 |
15 | 8 | 2 | 0,3 | 5 | 0,003 |
20 | 6 | 2,5 | 0,4 | 4 | 0,002 |
25 | 4.8 | 3 | 0,5 | 3 | 0,001 |
Größte Herausforderungen beim Metallschweißen dünner Bauteile und Lösungsansätze?
Beim Schweißen dünner Metallteile treten häufig drei Hauptprobleme auf: Durchbrennen, Kornvergröberung und Schmelzkollaps. Wir haben spezielle Methoden entwickelt, um die Qualität der Schweißteile zu gewährleisten.
Lichtbogenlängenerhöhung verhindert Durchbrennen
Die Lichtbogenenergiedichte wird kontinuierlich auf Basis der Spannungs-Strom-Integration ermittelt.
Sobald die Energiedichte 1 × 10⁶ W/cm² überschreitet und drei Impulse anhält, fährt der Schweißbrenner automatisch um 0,1 mm nach oben und senkt so die Energiedichte auf 8 × 10⁵ W/cm² . Dadurch wird ein Durchbrennen dünner Metallteile verhindert. Dies ist ein wesentlicher Bestandteil unseres Präzisionsmetallschweißservices.
Temperaturbegrenzung auf 1100℃ zur Kontrolle der Kornvergröberung
Durch Kaltschweißkornvergröberung verschlechtert sich die Korrosionsbeständigkeit und die mechanischen Eigenschaften des Metalls.
Bei 0,25 mm dickem Edelstahl 304 betrug der Spitzenstrom 6 A bei einer Impulsbreite von 1 ms. Unter diesen Bedingungen erreichte das Schmelzbad eine maximale Temperatur von 1080 °C. Die Wärmeeinflusszone lag nur 0,18 Sekunden lang über 1000 °C, wodurch die Korngröße mindestens Güteklasse 8 entsprach.
Argon-Druckunterstützung auf der Rückseite
Um ein Zusammenfallen des Schmelzbades zu verhindern, pumpen wir Argongas in den abgedichteten Hohlraum auf der Rückseite des Werkstücks. Der Druck wird von uns sehr genau auf 3 mbar (0,5 mbar) eingestellt .
Dadurch wird der Boden des Schmelzbades leicht unter Druck gesetzt, sodass das flüssige Metall nicht absinken und sich die Vorderseite nicht ausbeulen kann.
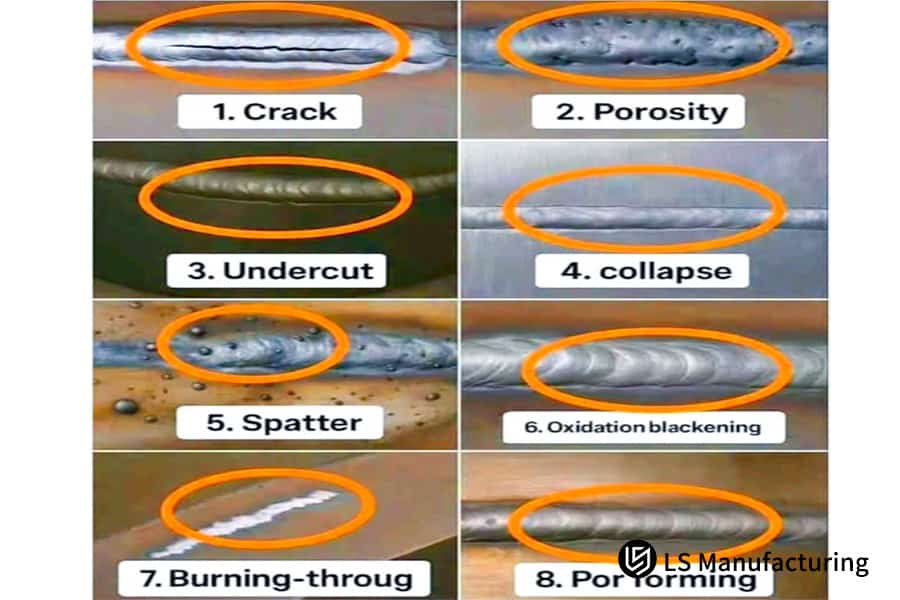
Abbildung 2: Eine visuelle Anleitung zur Identifizierung von acht häufigen Schweißfehlern, darunter Risse, Porosität, Hinterschneidungen und Spritzer, mit Beschriftungen auf einer Metalloberfläche.
Warum sollte man sich für einen Dünnteil-Metallschweißservice anstelle einer allgemeinen Werkstatt entscheiden?
Da es sich um Metallschweißverfahren handelt, besteht der Unterschied darin, dass wir Verformungen und Ausschuss sehr genau begrenzen können. Die Hauptunterschiede liegen in der Kontrolle der Wärmeeinbringung, den Spannmethoden und den Qualitätskontrollen. Dieser Vergleich basiert auf tatsächlichen Testergebnissen.
Hochspezialisiertes Schweißen von sehr dünnen Teilen mit Verformungskontrolle
Unser Metallschweißservice ermöglicht auf höchstem Niveau eine Verformung im Bereich von 0 nm bis 8 nm bei 50 bis 200 nm dünnen Bauteilen.
Durch die präzise Steuerung der Wärmepulsmenge und den Einsatz eines geschlossenen Kühlkreislaufs konnten wir die Ausschussquote von branchenüblichen 25 % auf 1,5 % senken und so die Kosten unserer Kunden erheblich reduzieren. Genau das zeichnet uns im Bereich des Schweißens dünner Metallteile aus.
Mehrzweckgeschäfte mit hoher Wärmespeicherung
In allgemeinen Bearbeitungsbetrieben werden zum Spannen herkömmliche Schraubstöcke ohne Kühlmaßnahmen verwendet. Die kontinuierliche Schweißnahtenergie erreicht 200 J/cm, was zu einer starken Wärmeentwicklung führt.
Tatsächliche Messungen zeigen, dass die Breite der Wärmeeinflusszone einer 0,3 mm dünnen Platte 0,8 mm erreicht, bei einer Winkelverformung von 0,15 mm und einer Ausschussrate von ca. 28 %, wodurch die Anforderungen an hohe Präzision nicht erfüllt werden.
Spezialisiertes Vakuumadsorptions- und Impulsschweißen
Durch die Kombination von Ausrüstung und Verfahren nutzt unser Präzisionsmetallschweißservice die sich ergänzenden Eigenschaften beider optimal aus.
Unsere Vakuumadsorptionsplattform kann dünne Bleche auf eine Abweichung von nur 0,005 mm von der Planlage glätten. Dabei beträgt die Energie unserer Impulsschweißlinie 50 J/cm, die Breite der Wärmeeinflusszone lediglich 0,2 mm und die Verformung nur 0,006 mm. Diese Leistungsmerkmale erfüllen die Anforderungen an das Schweißen dünner Bauteile optimal.
Spezialisierte CT-Scan-Verifizierung
Aus jeder Charge werden zufällig zwei Produkte für die industrielle Computertomographie ausgewählt. Wir erhalten ein 3D-Abweichungschromatogramm mit einer Messgenauigkeit von 0,002 mm sowie einen Prüfbericht. Ein solcher Qualitätsprüfungsservice ist im normalen Handel nicht erhältlich.
Welche Merkmale eines Metallschweißservices unterscheiden Profis von Heimwerkern?
Beim Heimschweißen dünner Metallteile erzielen Kunden oft unbefriedigende Ergebnisse, da professionelle Metallschweißereien über ein geschlossenes Regelsystem verfügen, das Heimwerker nicht nachbilden können. Unser Service bietet drei Hauptlösungen für die Probleme beim Heimschweißen.
Automatischer Parameterabgleich aus der Prozessbibliothek
Durch das Angebot einer digitalen Prozessbibliothek mit über 300 Material-/Dickenkombinationen, 32 Materialien und insgesamt 15 Dickenverläufen ist die Präzisionsmetallschweißanlage einen Schritt voraus.
Der Kunde gibt Material und Dicke ein, und das System kann automatisch die optimalen Parameter ausgeben , ohne dass eine manuelle Fehlersuche erforderlich ist. Dies unterstreicht die Vorteile der Metallschweißtechnologie .
Abschaltung bei übermäßiger thermischer Feldüberwachung
Wärmebildkameras erfassen den gesamten Schweißbereich und erstellen Temperatur-Zeit-Kurven für jede Schweißnaht. Die Temperatur wird kontinuierlich überwacht.
Wenn die Temperatur den Maximalwert überschreitet oder die Heizrate extrem hoch ist, schaltet sich die Maschine automatisch ab und die Unregelmäßigkeit wird registriert, wodurch der Ausschuss der Charge eliminiert wird.
Rückverfolgbare Deformationschromatogramme
Wir vermessen die nach dem Schweißen bearbeiteten Teile auf einer Zeiss-Koordinatenmessmaschine und zeichnen eine Punktwolke mit einer Dichte von 0,1 mm Abstand auf, um ein Deformationsabweichungschromatogramm zu erzeugen, das sehr leicht verständlich ist.
Wir senden den Bericht zusammen mit der Ware . Er ist zudem ein hervorragendes Hilfsmittel für die erneute Prüfung durch Dritte, da er den Kunden einen schnellen Überblick über die Produktqualität ermöglicht. Darüber hinaus belegt er unsere Professionalität im Bereich des Schweißens dünner Metallteile.
Wenn Sie Probleme mit Parametereinstellungen oder instabiler Qualität beim DIY-Schweißen haben, können Sie sich für eine persönliche Beratung an unsere Ingenieure wenden und erhalten kostenlose Tipps zur Prozessanpassung von unserem Service für das Schweißen dünner Metallteile.
Abbildung 3: Nahaufnahme der Hände eines Technikers bei der Durchführung von Mikroplasma-Lichtbogenschweißarbeiten an einem dünnen Bauteil aus Edelstahl; ein heller Lichtbogen ist sichtbar .
Präzisionsmetallschweißen vs. Laser vs. WIG: Welches Verfahren ist das beste?
Mikro-Plasma-Schweißen ( Präzisionsmetallschweißen ) ist für Bauteile mit einer Dicke von 0,5 mm eine bessere Option als Laser- und WIG-Schweißen. Neben der Vermeidung von Verformungen ist dieses Verfahren aufgrund seiner bemerkenswerten Kosteneffizienz eine äußerst wirtschaftliche Wahl.
Schweißverfahren | Wärmeeinflusszone (mm) | Verformung (mm) | Ausrüstungskosten (USD) | Stückbearbeitungskosten (USD) | Mindestdicke (mm) | Porositätsgrad (%) |
Präzisions-Metallschweißen | 0,15 | ≤0,008 | 45.000 | 1.2 | 0,08 | ≤0,5 |
Laserschweißen | 0,12 | ≤0,01 | 180.000 | 2.1 | 0,1 | ≤0,3 |
WIG-Schweißen | 0,6 | ≤0,3 | 30.000 | 1,5 | 0,2 | ≤1,0 |
Wärmeeintrag beim WIG-Schweißen verursacht große Verformungen
Das WIG-Schweißen erfordert einen minimalen stabilen Strom von ca. 10 A, was einer Wärmeeinbringung von etwa 220 J/mm entspricht. Nach dem Schweißen einer 0,2 mm dünnen Platte erreichen die Spitzen- und Talwerte der Wellenverformung 0,3 mm , was ein umfangreiches Nachschleifen der Platte erfordert und somit die Kosten und den Zeitaufwand für den Kunden erhöht.
Laserschweißen: Hohe Reflektivität bedeutet geringe Effizienz
Das Laserschweißen erfordert strenge Materialvorgaben. Beispielsweise benötigt man beim Schweißen einer Kupferlegierung mit einem Reflexionsgrad von über 90 % eine Leistung von über 500 W, um ein Schmelzbad zu erzeugen, und gleichzeitig besteht bei dünnen Bauteilen die Gefahr des Durchbrennens.
Beim Schweißen von Aluminium ist der Keyhole-Effekt instabil, und die Porosität übersteigt oft 5 %, was zu einer schlechten Qualität führt.
Mikrostrahl-Plasmaschweißen: Stabiler Lichtbogen, gut geeignet für dünne Werkstoffe
Das Mikrostrahl-Plasmaschweißen weist eine Schweißstromschwankung von 1 A, eine Lichtbogenlängen-Regelgenauigkeit von 0,05 mm und eine Schweißgeschwindigkeit von 12 mm/s beim Schweißen von 0,2 mm Edelstahl auf und erreicht eine Eindringtiefe von 0,18 mm ohne Spritzer.
Im Vergleich zum Laserschweißen sind die Kosten pro Stück um 42 % niedriger, was die hervorragende Kosteneffizienz von Metallschweißdienstleistungen unterstreicht.
Wichtigste Vorteile der Metallschweißtechnologie für Teile unter 1 mm?
Herkömmliche Schweißverfahren stoßen bei sehr dünnen Bauteilen (0,1–0,8 mm) unter 1 mm Dicke an ihre Grenzen, was die Kontrolle von Einbrandtiefe und Verformung angeht. Unsere fortschrittlichen Metallschweißtechniken ermöglichen uns einseitige Schweißnähte, die wie doppelseitige aussehen und spritzerfrei sind. Dies unterstreicht die Vorteile moderner Metallschweißtechnologie.
Parameter für 0,2 mm Edelstahl
Ausgehend von 0,2 mm dickem Edelstahl 304 weist das Metallschweißen dünner Teile mit unserer Technologie folgende Parameter auf:
Mit einer Argon-Schutzgasdurchflussrate von 15 l/min, einer Impulsbreite von 1,2 ms und einer daraus resultierenden Einbrandtiefe von 0,18 mm sowie einer durchgehenden, lückenlosen Rückseitenschweißung werden alle Festigkeits- und Maßanforderungen erfüllt . Dies ist ein technologisches Highlight unserer Präzisionsmetallschweißdienstleistungen.
0,5 mm Aluminium-Impulsschweißen mit variabler Polarität
Wir verwenden ein Pulsverfahren mit variabler Polarität für Aluminiumschichten mit einer Dicke von nur 0,5 mm, um die Oberflächenoxidschicht zu entfernen.
Die Frequenz der variablen Polarität beträgt 60 Hz. Zur Beseitigung der Oxidschicht wird die EP-Phase mit 10 A für 2 ms verwendet, gefolgt von der EN-Phase mit 6 A für 3 ms zur Begrenzung der Eindringtiefe. Die Dicke der Oxidschicht nach dem Schweißen beträgt <0,01 μm, die Porosität 0,5 %.
Tatsächlich ist es so, als würde man die Aluminiumoberfläche sorgfältig reinigen und anschließend schonend verschweißen . Das heißt, die Oberflächenoxidschicht wird im Handumdrehen entfernt, und dann erfolgt das Schweißen mit der richtigen Hitze.
Auf diese Weise vermeiden Sie das Durchbrennen dünner Stellen und erhalten gleichzeitig eine starke Schweißnaht, was Ihnen dabei hilft, die Ausbeute Ihres Produkts zu steigern.
Maximale Temperatur 1100 °C, um eine Sensibilisierung zu vermeiden
Unsere hochmodernen Metallschweißanlagen ermöglichen das Schweißen dünner Bauteile aus austenitischem Edelstahl bei Temperaturen von bis zu 1100 °C mit einer sehr kurzen Haltezeit (nur 0,2 Sekunden). Dadurch ist die Chromcarbid-Ausscheidung vernachlässigbar gering und der Sensibilisierungsgrad beträgt lediglich 1,2 % . Dies gewährleistet die Korrosionsbeständigkeit der Schweißnaht.
Falls Sie Schweißarbeiten an Teilen mit einer Dicke von unter 1 mm benötigen, übermitteln Sie uns bitte die Informationen zur Teiledicke und zum Material. Wir erstellen Ihnen dann kostenlos einen individuellen Schweißparameterplan für Präzisionsmetalle.
Welche Metallschweißverfahren eignen sich für dünne Bauteile in der Luft- und Raumfahrt?
Dünnwandige Bauteile in der Luft- und Raumfahrt stellen sehr hohe Anforderungen an die Schweißqualität. Unsere Metallschweißverfahren sind speziell für die Luft- und Raumfahrt entwickelt und ermöglichen die Herstellung von Schweißnähten an dünnen Bauteilen.
0,1 mm Inconel-Schweißen
Unser Verfahren für 0,1 mm dünne Teile aus der Hochtemperaturlegierung Inconel ist das gepulste Mikrostrahl-Plasmaschweißen mit einer Frequenz von 20 kHz, einem Tastverhältnis von 30 % und einem Spitzenstrom von 6 A.
Nach dem Schweißen sind keine Risse vorhanden, die Querschrumpfung der Schweißnaht beträgt lediglich 0,002 mm und die elastische Rückstellrate des Balgs liegt bei 98 %. All diese Werte erfüllen die Luft- und Raumfahrtnormen. Dies ist nur ein Beispiel dafür, wie unsere Dienstleistung im Bereich des Dünnmetallschweißens in anspruchsvollen Anwendungen eingesetzt werden kann.
Titanlegierungsschweißen mit Argon-Helium-Mischgas
Zum Schweißen dünner Titanlegierungsteile muss das beste Schutzgas gewählt werden. Die Lichtbogenspannung unter reinem Argon beträgt 12 V, die Einbrandschwankung liegt bei 0,03 mm.
Bei einer Heliumbeimischung von 30 % steigt die Spannung auf 14 V, was zu einer gezielteren Wärmeeinbringung führt. Die Schwankungen im Einbrand werden auf 0,01 mm reduziert, die Schweißnahtoxidationsfarbe verbessert sich und die Schweißnahtqualität insgesamt ist höher.
Schweißnahtverstärkung ≤ 0,02 mm, kein Schleifen erforderlich
Wir sind in der Lage, die Menge der Schweißnahtverstärkung bei unserem Präzisionsschweißservice extrem genau zu steuern, 0,015 mm auf der Vorderseite und 0,01 mm auf der Rückseite, vollständig kompatibel mit den AMS 2690-Standards.
Es ist sogar möglich, Schweißnähte direkt ohne Nachbearbeitung zu liefern, was den Kunden die Kosten einer späteren Weiterverarbeitung erspart und gleichzeitig die Vorteile der Metallschweißtechnologie aufzeigt.
Fallstudie von LS Manufacturing: Verformungsfreies Schweißen von 0,1 mm dünnwandigen Medizinprodukten
Ein renommiertes Medizintechnikunternehmen stand vor der Herausforderung, Schweißverzug bei einer 0,12 mm dicken Rohrkonstruktion aus Edelstahl 304 zu beheben. Die Wandstärketoleranz dieses Bauteils betrug 0,01 mm, und der ursprüngliche Laserschweißprozess wies deutliche Mängel auf. Daher war ein zuverlässiger Service für das Schweißen dünnwandiger Metallteile dringend erforderlich.
Aufgetretene Probleme
Das 0,12 mm dicke Rohrstück aus Edelstahl 304 schrumpfte in Umfangsrichtung um 0,07 mm, wodurch der Innendurchmesser aufgrund der vorhandenen Laserschweißung unregelmäßig wurde. Im Bereich der Wärmeeinflusszone bildeten sich Kornausbreitungen, und der Salzsprühtest war innerhalb von 48 Stunden abgeschlossen. Daher betrug die Ausschussquote der Charge 40 %, was erhebliche Auswirkungen auf die Produktion hatte.
Lösung
Wir haben die Hauptprobleme des Kunden eingehend analysiert und anschließend eine zielgerichtete Lösung für Präzisions-Metallschweißdienstleistungen entwickelt.
- Durch die Anwendung der Mikrostrahl-Plasma-Impulsschweißtechnik bei einer Frequenz von 300 Hz, einem Spitzenstrom von 5,2 A und einem Basisstrom von 1,5 A haben wir den Wärmeeintrag streng begrenzt.
- Für die Rohrkonstruktion wurde ein segmentiertes Schweißverfahren angewendet: Der Umfang wurde in 12 Segmente unterteilt, wobei jedes Segment eine Schweißlichtbogenlänge von 2 mm aufwies. Zwischen den Segmenten wurde flüssiger Stickstoff zwangsweise auf 40 °C gekühlt, um eine Wärmestauung zu vermeiden.
- Für die Vorrichtung wurde ein Kupferdorn mit Argon-Gegendruck (3 mbar) verwendet, um die Wärmeleitung aufzufangen und eine Verformung des Rohrteils während des Schweißvorgangs zu verhindern.
- Gleichzeitig haben wir die Schweißparameter auf Grundlage von Finite-Elemente-Simulationsergebnissen angepasst, die zeigten, wie die Rundheit des Innendurchmessers des Bauteils nach dem Schweißen erhalten werden kann.
Unsere Lösung ist ein perfektes Beispiel für die Vorteile der verzugsfreien Metallschweißtechnologie .
Endergebnisse
Nach Anwendung unserer Präzisionsmetallschweißtechnologie erreichte die Rundheit des Innendurchmessers des Bauteils 0,003 mm, die axiale Schrumpfung betrug lediglich 0,001 mm, die Breite der Wärmeeinflusszone lag bei 0,08 mm, die Korngröße blieb auf Stufe 9, das Bauteil bestand den 500-Stunden-Salzsprühtest erfolgreich, und die Ausschussrate für eine Charge von 2.000 Stück betrug lediglich 0,3 %, wodurch die Vorteile der verzugsfreien Metallschweißtechnologie hervorragend veranschaulicht werden.
Wenn Sie vor ähnlichen Schweißherausforderungen stehen, können Sie Ihre Teilezeichnungen und Informationen einreichen. Wir bieten Ihnen dann einen kostenlosen Probeschweißservice für ein erstes Werkstück sowie eine maßgeschneiderte Lösung für ein Präzisionsmetallschweißverfahren an, um den verzugsfreien Schweißeffekt aus unserer Fallstudie nachzubilden.

Abbildung 4: Mehrere Edelstahlrohrteile mit Präzisionsschweißnähten, dargestellt auf weißem Hintergrund, die die Ergebnisse eines Mikroplasma-Impulsschweißprozesses zeigen.
Häufig gestellte Fragen
Frage 1: Was ist das dünnste Material, das sich mit verzugsfreiem Schweißen verarbeiten lässt?
Wir verarbeiten Edelstahl oder Nickelbasislegierungen ab einer Dicke von 0,08 mm. Um eine verformungsfreie Schweißung zu gewährleisten, wird das Metall mit ultrahochfrequenter Pulstechnologie behandelt und zusätzlich rückseitig gekühlt, um ein Durchbrennen zu verhindern.
Frage 2: Worin besteht der Kostenunterschied zwischen Präzisionsmetallschweißen und Laserschweißen?
Im Vergleich zum Laserschweißen betragen die Kosten für die Metallschweißausrüstung nur etwa ein Viertel, und die Bearbeitungsgebühr pro Stück ist um 30-50% niedriger , sodass die Kunden ihre Produktionskosten senken können.
Frage 3: Ist nach dem Schweißen eine Wärmebehandlung zur Spannungsentlastung erforderlich?
Da unser verzugsfreies Metallschweißverfahren eine Eigenspannung von <50 MPa erzeugt, die deutlich unter der Streckgrenze des Materials liegt, liegt die Entscheidung für oder gegen eine Wärmebehandlung beim Kunden.
Frage 4: Lässt sich die Schweißverformung dünner Aluminiumbleche kontrollieren?
Bei Aluminiumlegierungsblechen mit einer Dicke von mehr als 0,3 mm lässt sich eine vollständige Kontrolle über die Verformung erreichen. Die Entfernung der Oxidschicht wird durch den Einsatz von Pulstechnologie mit variabler Polarität erleichtert.
Frage 5: Wie groß ist die Mindestlosgröße?
Wir haben keine Mindestbestellmenge und akzeptieren Bestellungen von nur einem Musterstück. Kleinserien ab 5 Stück sind für die Produktion ausreichend und erfüllen somit die Anforderungen für Musterprüfung und Kleinserienfertigung.
Frage 6: Können unterschiedliche Metalle miteinander verschweißt werden?
Ja, Edelstahl kann mit Nickelbasislegierungen verschweißt werden. Bei Mischverbindungen von Kupfer und Stahl ist eine Übergangsschicht erforderlich, um die Festigkeit zu gewährleisten und Defekte zu vermeiden.
Frage 7: Gibt es eine Begrenzung für die maximale Schweißnahtlänge?
Die maximale Länge einer einzelnen Schweißnaht beträgt 300 mm. Längere Schweißnähte können in Segmente unterteilt und miteinander verschweißt werden; es gibt keine Obergrenze für die Gesamtlänge.
Frage 8: Wie lange ist die Lieferzeit von LS Manufacturing?
Produktionsmuster: 3–5 Werktage. Kleinserien (unter 1000 Stück): 7–10 Werktage. Die Kundenproduktion wird dadurch nicht beeinträchtigt.
Zusammenfassung
Dünne Teile mit einer Dicke von nicht mehr als 1 mm waren für Unternehmen schon immer eine Quelle von Schweißverformungen und einer hohen Ausschussquote.
Unser professioneller Service für das Schweißen dünner Metallteile ermöglicht die Kontrolle von Verformungen bis hinunter zu 0,008 mm und die Reduzierung der Ausschussrate auf unter 1,5 %. Dies wird durch die Kombination von gepulster Wärmeregelung und geschlossener Kühlkreislauftechnologie erreicht, wodurch dieses Problem effektiv gelöst wird.
Technologie, Kosten und Effizienz sind einige der wesentlichen Vorteile, die unser Präzisionsmetallschweißservice gegenüber herkömmlichen Bearbeitungsbetrieben und anderen Schweißverfahren bietet. Wir bieten maßgeschneiderte Schweißlösungen für dünne Bauteile in verschiedenen Branchen wie der Medizintechnik und der Luft- und Raumfahrt.
Senden Sie uns jetzt Ihre Zeichnungen für dünnwandige Teile . LS Manufacturing erstellt Ihnen kostenlos einen Bericht zur Verformungssimulation und bietet Ihnen eine Schweißprobe für Ihr erstes Werkstück an. Fordern Sie jetzt über 500 Prozessparametertabellen an und starten Sie Ihre Schweißarbeiten verformungsfrei.

📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


